球泡灯生产作业指导书
球泡灯工艺流程

球泡灯工艺流程Crafting a glass bubble light involves various intricate processes to create a final product that is both beautiful and functional. (制作玻璃泡泡灯涉及各种复杂的工艺流程,以创造一个既美丽又功能的最终产品。
)The first step in the process is to gather the materials needed for crafting the glass bubble light. This includes high-quality glass, metal fittings, LED lighting, and any decorative elements that will be added to the light. (制作玻璃泡泡灯的第一步是收集制作所需的材料。
这包括优质玻璃、金属配件、LED照明以及将添加到灯上的任何装饰元素。
)Once the materials are gathered, the glass must be carefully shaped and molded into the desired bubble shape. This process requires a high level of skill and precision, as any imperfections in the glass could affect the overall aesthetics of the light. (一旦材料齐全,玻璃必须被小心地塑造成所需的泡泡形状。
这个过程需要高超的技术和精确度,因为玻璃中的任何瑕疵都可能影响灯的整体美感。
)After the glass bubbles have been formed, they are then carefully fitted with the metal fittings and LED lighting components. This stepis crucial in ensuring that the light not only looks beautiful, but also functions effectively. (在玻璃泡泡形成之后,它们将被小心地与金属配件和LED照明部件结合。
作业指导书

1.0 目的:为规范本公司LED 球泡灯组装操作作业, 保证产品质量,特拟订本指引。
2.0 范围:本文件适用于生产车间全体工作人员&进入车间进行LED 球泡灯作业的其他作业人员 。
3.0 职责:工程部负责产品作业指导书拟订与修改4.0 内容:● 光源PCB 板部分4.1.0刷锡膏、贴片、过回流焊、电检.4.1.1作所需物料:PCB 、灯珠、无铅锡膏。
4.1.2操作所需工具:印刷机、回流焊机、钢网、镊子、刮刀。
4.1.3操作步骤:a 按照BOM 表把相关物料准备好,将PCB 板所对应的网板型号安装到印刷机台上,将光源PCB 板固定到印刷机台上刷锡膏(锡膏贮存管理方法见《仓库管理标准》);b 目视刷过锡膏后的PCB 无不良后将PCB 板放入贴片机入口进行贴片;c 检查灯珠无漏贴及方向贴反,把PCBA 整齐摆放在盘子里放到回流焊机链条上进行回流焊(如图一、二);d 详细操作步骤见《LED 贴片产品印刷锡膏作业指引》、《LED 贴片机操作指引》、《回流焊操作作业指引》);e 过完回流焊后根据工艺流程卡上标明的VF 值进行电压调节,,选择合适的电压测试PCBA,如果有灯珠不亮贴上不良标签转维修站处理;f 下面(图示一)表示印刷前PCB 板,(图示二)表示过完回流焊后完成效果图。
4.1.4注意事项:1.贴片机使用的程序需要技术员确认后方可使用,且在使用过程中不能随意改动程序。
图示二 过完回流焊后PCBA图示 一 印刷前PCB2.PCB 板过回流焊之前先检查LED 灯珠正负极性是否与PCB 板上标注的方向一致;3.过完回流焊后通电测试,使用电压根据灯珠VF 值及灯珠串联数目而定;如果发现不良及 时贴上标签转入维修站处理;4.2.0电源板加工(套热缩管 焊线 ):4.2.1操作所需要物料:电源板、热缩管、锡线、E27灯头座套件. 4.2.2操作所需要工具:剪刀、恒温烙铁、手套、热风枪..风扇、剪钳.4.2.3操作步骤:a 将物料已经加工好的E27灯头座套件平摆工作台面上,按(图示三-①)裁剪∮3热缩管长度,按照(图示三-②)把热缩管套在引线端子上);b 然后再用烙铁把引线线分别对应电源板上标注“L ”“N ”位置焊接如(图示三-③)作业;c 焊接好后用热风抢对准套热缩管位置烤下时间不宜久完成(图示三-④).;d 按照(图示四-①)作业套热缩管线整理紧靠元件面,然后把裁剪好的∮20热缩管套在电源板上(图示四-②) 作业;然后用热风强对准热缩管烤时间不宜久(图示四-③)4.2.4注意事项:1.做好防静电措施,作业人员需要戴手套、防静电手腕;2.恒温烙铁温度设定在 330±10℃,1个焊点3秒内完成,焊点光滑;图示三、焊AC 线图示四、套热缩管22344.3 焊光源板上DC 线:4.3.1 操作所需物料:光源板PCBA 、锡线、电源板与灯座组合套件. 4.3.2 操作所需工具:恒温烙铁、手套、风扇、剪钳..4.3.4 操作步骤:取前工序完成的电源板与灯座组合件和PCBA 板平摆放在工作台面上,在PCBA 板上标有“+”“-”位置先搪锡,然后把电源板输出端DC 线红色和白色分别对应PCBA 上+”“-”位置焊接,操作完成效果参考如下图示。
球泡灯生产作业指导书

球泡灯生产作业指导书版本:编号:制定:审阅:批准:发行日期:电源板贴装(1)作业程序:1.作业前首先戴上防静电手 环;2.然后用牙签在电源板上丝印 上锡膏,用镊子把所用到的 元件夹到电源板的相应位置 上;3.注意元件要与板面充分接触,不能东倒西歪。
注意事项:1.必须戴上防静电手环,以免人 体的静电击伤元件;2.注意区分二极管的正负极方 向。
如下图:3.注意物料的混淆。
投入材料及工具:二极管、电源板、镊子、焊锡膏、防静电手环D1、D2、D3M7 1A/100V电源板贴装(2)作业程序:1.作业前首先戴上防静电手 环;2.然后用牙签在电源板上丝印 上锡膏,用镊子把所用到的 元件夹到电源板的相应位置 上;3.注意元件要与板面充分接触,不能东倒西歪。
注意事项:(1)必须戴上防静电手环,以免人 体的静电击伤元件。
(2)注意物料的混淆。
投入材料及工具:贴片电阻、贴片电容、电源板、镊子、焊锡膏、防静电手环C1 0.1uF 1206 R1 20R 1206C1和R1无正负极之分电源板贴装(3)注意:摆放时,要区分清楚芯片的引脚及方向!作业程序:1.作业前首先戴上防静电手 环;2.然后用牙签在电源板上丝印 上锡膏,用镊子把所用到的 元件夹到电源板的相应位置 上;3.注意元件要与板面充分接触,不能东倒西歪。
注意事项:(1)必须戴上防静电手环,以免人 体的静电击伤元件。
(2)注意区分IC 芯片的引脚。
如下 图:(3)注意物料的混淆投入材料及工具:IC 、桥堆、电源板、镊子、焊锡膏、防静电手环U1 PC817U2 LNK306NG D5 MB6S芯片缺口朝下过回流焊作业程序:1.作业前首先要戴上防静电手环;2.过回流焊前要先把回流焊的参数设定好,然后把回流焊打开;3.待回流焊的温度稳定后再把装在盘子上的电源板平稳地放在回流焊的铰链上;4.过完回流焊的电源板要轻轻地从回流焊的铰链上拿出,并平稳地放在桌子上降温。
投入材料及工具:防静电手环、回流焊机、铁盘、贴装后的电源板注意事项:必须戴上防静电手环,以免人体的静电击伤元件。
LED球泡灯驱动作业指导书精品PPT课件
别插到PCB的F1、C1、L1、D5、T1位置,插好后按到位。
工字电感
电解
2.将电解电容插到PCB的EC1位置,插件时要注意电容的极性方向(通常白色/蓝色端为负极),插件
时要将零件按到位,将插好的电容向上卧倒(图 1) 。 3.把电源线分别插到PCB的L、N端位置。 4.把电源硅胶红线、白线分别插到PCB的“+”、“-”端位置。注意不要插反。
目的:为电源PCB组件板浸锡做准备
制作过程: 1. 对经检查合格的贴好元件的电源板插件。将已经预成形的电感器、保险管等插到线路板相应的位置上,
插件时要将零件按到位。特别注意。 2. 插完后要做好自检,看是否有漏插、插反、错料、浮高等不良现象。 3. 检查无误后将线路板整齐的放在周转箱中。 4. 认真填写生产流程卡
版本:A0
工 位:浸锡
目的:为驱动电源板浸焊元件做准备 制作过程:
1. 浸锡工位的员工,必须精神饱满的和高度负责的工作。上班前要做好个人安全防护,穿戴整齐防护装备,
所需材料 \工具 浸锡炉 不锈钢夹 助焊剂发泡机
规格型号
例如:平光眼镜、帆布手套、长袖工作服等。严禁穿短袖、短裤、拖鞋和化纤材料服装操作。
LED球泡灯电源驱动器 生产作业指导书
编号: 产品名称:电源驱动器
版本:A0
文件页码:1/12 型 号:LED镇流器 7-9W 170-250V
工 位:驱动电源红胶贴片加工(外协)
目的:将贴片元器件采用表面红胶贴装工艺贴在印制线路板上,为开关电源补装元件做准备
所需材料 \工具 规格型号
1. 外协。
放大镜 有绳防静电手腕 不锈钢镊子
直立、漏料、极性相反、虚焊、短路等现象。
所需材料 \工具 台式放大镜 有绳防静电手腕 不锈钢镊子 故障点不干胶标签
12W球泡灯作业指导书
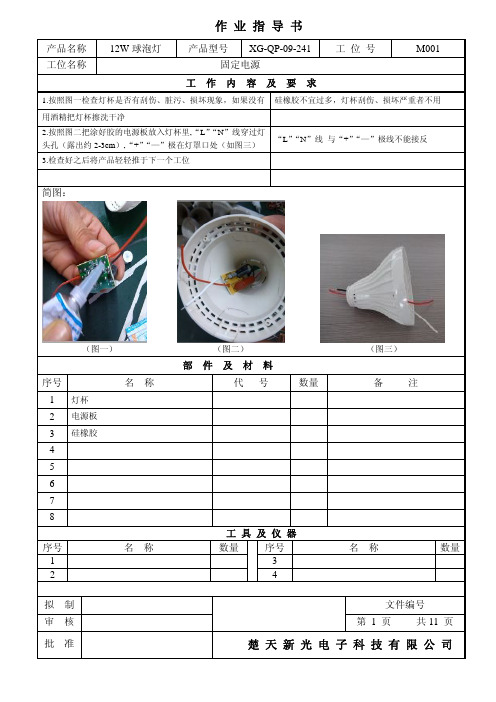
工位名称固定电源工作内容及要求1.按照图一检查灯杯是否有刮伤、脏污、损坏现象,如果没有硅橡胶不宜过多,灯杯刮伤、损坏严重者不用用酒精把灯杯擦洗干净2.按照图二把涂好胶的电源板放入灯杯里,“L”“N”线穿过灯“L”“N”线与“+”“—”极线不能接反头孔(露出约2-3cm),“+”“—”极在灯罩口处(如图三)3.检查好之后将产品轻轻推于下一个工位简图:(图一)(图二)(图三)部件及材料序号名称代号数量备注1 灯杯12 电源板 13 硅橡胶 145678工具及仪器序号名称数量序号名称数量1 32 4拟制文件编号审核第 1 页共11 页批准楚天新光电子科技有限公司工作内容及要求1.按照图一把“N”线部位顺时针拧紧在灯头口外沿上“L”“N”线不能混淆2.按照图二把电源“L”线穿入E27螺口孔,上紧螺口检查E27螺口是否有歪头、丝口变形;拧紧E27螺口3.检查好之后将产品轻轻推于下一个工位简图:(图一)(图二)部件及材料序号名称代号数量备注1 E27螺口 12 螺钉帽 1345678工具及仪器序号名称数量序号名称数量1 32 4拟制文件编号审核第2 页共11 页批准楚天新光电子科技有限公司工作内容及要求1.按照图三螺钉帽接触到线头并压紧(如图四)螺钉帽要紧压在螺口上2.检查好之后将产品轻轻推于下一个工位简图:(图三)(图四)部件及材料序号名称代号数量备注1 E27螺口 12 螺钉帽 1345678工具及仪器序号名称数量序号名称数量1 木锤1把 32 4拟制文件编号审核第 3 页共11页批准楚天新光电子科技有限公司工位名称打螺丝工作内容及要求1.按照图一检查铝基板是否有毛刺、锡珠、划伤、变形,如有毛刺锡珠及时清理铝基板无毛刺,光滑2.按照图二将“+”“—”极线从铝基板中心孔穿出,把铝基板对准灯杯内凹槽轻轻按下,检查铝基板是否与灯杯口面平行之后,开始打螺钉(如图三)①是否漏打螺丝②要完全锁紧灯杯和PCB导热面板③绝缘导热膏不能赃污PCB表面3.按照图三打完螺钉后用手摇一下灯杯,察看是否有异响、漏打螺钉情况,铝基板是否与散热器贴紧有异响,划伤、严重变形者不用报废4.检查好之后将产品轻轻推于下一个工位简图:(图一)(图二)(图三)(图四)部件及材料序号名称代号数量备注1 铝基板 12 螺钉M2*5 23 锉刀 145678工具及仪器序号名称数量序号名称数量1 锉刀1把 32 电批+Φ4十字电批头1个 4拟制文件编号审核第 4 页共11页批准楚天新光电子科技有限公司工位名称焊正负极工作内容及要求1.按照图一把“+”“—”极线分别剥去2mm长度剥好的铜线必须是2mm2.按照图二在铝基板平面的“+”“—”极焊点加入适量的无铅焊锡焊锡不宜过多3.按照图三把“+”“—”极线分别焊接到铝基板“+”“—”级上正负极不要接反,焊接后检查是否有锡渣、锡尖、假焊、虚焊等不良情况4.检查好之后将产品轻轻推于下一个工位简图:(图一)(图二)(图三)部件及材料序号名称代号数量备注1 铝基板 12 电源 1345678工具及仪器序号名称数量序号名称数量1 电烙铁1台 32 4拟制文件编号审核第5页共11 页批准楚天新光电子科技有限公司工位名称测灯光工作内容及要求1按照图一把LED灯旋入测试灯具后通电,检查LED灯珠亮度要一致、色温一致、色差无变化,如有报损灯是否点亮2.检查好之后将产品轻轻推于下一个工位简图:(图一)部件及材料序号名称代号数量备注1 12 13 14 15678工具及仪器序号名称数量序号名称数量1 测试灯座1台 32 4拟制文件编号审核第6页共11页批准楚天新光电子科技有限公司工位名称装PC罩工作内容及要求1.按照图一把灯罩用无尘布擦洗干净擦洗干净、不能有磕伤、划伤、黑点等不良现象2如图二把PC罩安装灯杯上PC罩必须卡紧,安装后不能有缝隙(如图三)3.检查好之后将产品轻轻推于下一个工位简图:(图一)(图二)(图三)部件及材料序号名称代号数量备注1 12 13 14 15678工具及仪器序号名称数量序号名称数量1 无尘布 1 32 4拟制文件编号审核第7页共11页批准楚天新光电子科技有限公司作业指导书产品名称12W球泡灯产品型号XG-QP-09-241 工位号M008工位名称老化工作内容及要求1按照图一把灯完全旋入烧机座内后通电(烧机72小时烧机时长72小时以上内不能断电)2.老化期间定时观察所有灯是否有不亮、亮度偏差明显或者色温不一致情况,若有,取下问题灯,换上新灯简图:(图一)部件及材料序号名称代号数量备注1 12 13 14 15678工具及仪器序号名称数量序号名称数量1 老化架1台 32 4拟制文件编号审核第8 页共11 页批准楚天新光电子科技有限公司工位名称打点工作内容及要求1.老化后将E27螺口用打点器打点与灯头连接牢固(如E27螺口一定要固定整齐、牢固图一、二)2.检查好之后将产品轻轻推于下一个工位简图:(图一)(图二)部件及材料序号名称代号数量备注1 12 13 14 15678工具及仪器序号名称数量序号名称数量1 打点器1台 32 4拟制文件编号审核第9页共11页批准楚天新光电子科技有限公司工位名称包装前检测工作内容及要求1.把LED灯插入测试灯座,观察是否点亮且亮度无异常,如有问题则挑出2.检查好之后将产品轻轻推于下一个工位简图:(图一)部件及材料序号名称代号数量备注1 12 1345678工具及仪器序号名称数量序号名称数量1 测试灯座1台 32 4拟制文件编号审核第10页共11 页批准楚天新光电子科技有限公司作业指导书产品名称12W球泡灯产品型号XG-QP-09-241 工位号M011工位名称包装工作内容及要求1.仔细检查LED灯外观是否清洁,外观是否有划痕、变形、摇晃有异响等情况,如有则挑出2.按照图一把LED灯和合格证装入包装彩盒3.按照图二盖上彩盒的上盖简图:(图一)(图二)部件及材料序号名称代号数量备注1 合格证 12 包装彩盒 1345678工具及仪器序号名称数量序号名称数量1 32 4拟制文件编号审核第11页共11 页批准楚天新光电子科技有限公司。
LED球泡灯说明书

LED球泡灯说明书一、球泡灯简介LED球泡灯是替代传统白炽灯泡的新型节能灯具。
传统白炽灯(钨丝灯)耗能高、寿命短,在全球资源紧张的大环境下下,已渐渐被各国政府禁止生产,随之替代产品是电子节能灯,电子节能灯虽然提高了节能效果,但由于使用了诸多污染环境的重金属元素,又有悖于环境保护的大趋势。
随着LED技术的高速发展LED照明逐渐成为新型绿色照明的不二之选。
LED在发光原理、节能、环保的层面上都远远优于传统照明产品。
由于白炽灯及电子节能灯在人们的日常使用中仍占据着非常高的比例,为了减少浪费,LED照明制造厂商必须开发符合现有接口和人们使用习惯的LED照明产品,是的人们在不需要更换原传统灯具基座和线路的情况下就可使用新一代的LED照明产品。
于是LED球泡灯就应运而生。
LED球泡灯采用了现有的接口方式,即螺口、插口方式(E26\E27\E14\B22等),甚至为了符合人们的使用习惯模仿了白炽灯泡的外形。
基于LED单向性的发光原理,设计人员在灯具结构上做了更改使得LED球泡灯的配光曲线基本与白炽灯的点光源性趋同。
基于LED的发光特性,LED球泡灯的结构要相对白炽灯复杂,基本分为光源、驱动电路、散热装置,这些部分的共同配合才能造就低能耗、长寿命、高光效和环保的LED球泡灯产品。
所以说LED照明产品在目前来讲,仍然是技术含量较高的高科技照明产品。
1. 产品外壳采用优质高倍数散热铝合金精细挤压成型,合理的光学设计和采用透光率高达90%以上的灯罩材料有效提高了产品的照度和亮度;2. 采用优质低光衰,低功耗,高效率,高抗静电,大功率光源,省电、环保,节能显著,超长寿命。
3. 散热性能优异,灯具零频闪,无红外光与紫外光,无眩光,无辐射,健康环保。
显色指数高,显色性好。
4.产品安装方式与传统灯具一致,可直接与E27螺壳匹配。
二、技术特征LED球泡采用了现有的接口方式,即螺口、插口方式(E26\E27\E14\B22等),甚至为了符合人们的使用习惯模仿了白炽灯泡的外形。
球泡灯作业指导书

审核
第4页共8页
批准
楚天新光电子科技有限公司
作业指导书
产品名称
球泡灯
产品型号
工位号
M005
工位名称
测灯光
工作内容及要求
1按照图一.把LED灯旋入测试灯具后通电,检查LED灯是否亮起
灯珠亮度要一致、色温一致、色差无变化、如有报损
2.检查OK将产品轻轻推于下一个工位
简图:
(图一)
部件及材料
序号
名称
部件及材料
序号
名称
代号
数量
备注
1
合格证
1
2
包装彩盒
1
3
1
4
1
5
6
7
8
工具及仪器
序号
名称
数量
序号
名称
数量
1
3
2
4
拟制
文件编号
审核
第8页共8页
批准
楚天新光电子科技有限公司
代号
数量
备注
1
1
2
1
3
1
4
1
5
6
7
8
工具及仪器
序号
名称
数量
序号
名称
数量
1
测试灯座
1台
3
2
4
拟制
文件编号
审核
第5页共8页
批准
楚天新光电子科技有限公司
作业指导书
产品名称
球泡灯
产品型号
工位号
M006
工位名称
装PC罩
工作内容及要求
1.按照图一把灯罩用无尘布擦洗干净
擦洗干净、不能有磕伤、划伤、黑点等不良现象
灯具生产作业指导书

篇一:led灯具作业指导书xg-qc-zy-003-2013led灯具作业指导书文件编号:xg-js-zy-001-2013版本:b/0受控状态:分发号:编制:审核:批准:xg-qc-zy-003-2013修改记录xg-qc-zy-003-2013led灯具作业指导书1.目的:本标准规定对led灯具制作的过程控制要求,确保生产质量符合规定要求。
2.范围:本标准适用于生产车间led灯具的制作过程。
3.职责:3.1技术部负责本标准的编制、修改。
3.2生产部负责本标准的执行,并对生产过程中发现的不足及时反馈给技术部。
3.3品质部及有关人员参与对指导书及评审工作。
3.4仓储部负责生产备料与物料申报及时申报料品库存。
3.5采购部配合仓库及时购料。
4.程序:4.1 销售部与客户签订合同后,根据合同内容,下达《生产通知单》,根据《生产通知单》由技术部编制《物料清单》。
下发生产部、仓储部。
4.2生产部根据《物料清单》向仓储部领取原材料,按工艺要求生产。
4.3led路灯作业流程篇二:灯具安装工程作业指导书灯具安装工程作业指导书1、范围本工艺标准适用于工业与民用建筑灯具安装工程2、施工准备明确工程负责人及安装操作人,认真组织施工,管理人员审核图纸,学习工艺标准,验收规范,讨论技术质量交底,签订岗位责任制,明确奖惩措施,采购选用合格材料产品,并层层复验,同时与土建协商配合,创造良好的作业条件。
3、材料及要求料具调配准确及时,凡发放之料具均符合质量标准和计量标准,出具产品合格证明,检验报告、出厂合格证,按图纸备齐灯具、导线等。
4、工具准备4.1 手锤、錾子、水平尺、卷尺、手电钻、锡锅、人字梯、电锤等工具。
4.2 选择劳务分包方并经试工合格方准上岗,检查土建情况,创造作业条件。
5、操作工艺(见图 1)5.1 根据灯具安装方式,平面图及变更洽商确定安装坐标,随土建进度配合、稳盒,预留孔洞、埋件、配管执行配管工艺。
5.2 出线盒管清扫、整理、封堵,固定灯具螺栓预埋,嵌壁灯稳箱体,接短管封堵,防污染、异物,管口采取防堵措施,接地端子预留。
LED球泡灯自动化生产线0909
2.03的位置与5转1治具的位置相同 ,所以03通过04,同时对5块光源板 上的焊盘进行焊接。
3.光源板焊接好后,阻挡机构把治 具放回到流水线上,5转1治具流入 下一工位。
第(18)页 共(41)页
Technology create future, Quality make brand success. 单位:mm
球泡灯自动线
方案规划书
科技创造未来 质量成就品牌
一、球泡灯自动线规格参数
外型尺寸 控制操作系统 控制系统 产品固定方式 气缸移动限位方式 电机移动限位方式 空盘控制方式 上料方式 电源 气源 产能
Technology create future, Quality make brand success.
5、球泡灯自动线总体视图(后透视)
Technology create future, Quality make brand success.
第(8)页 共(41)页
单位:mm
科技创造未来 质量成就品牌
三、球泡灯自动线介绍
6、球泡灯自动线外型尺寸图(俯视图长/宽尺寸)
1545
985 760 450
0
第(21)页 共(41)页
Technology create future, Quality make brand success. 单位:mm
科技创造未来 质量成就品牌
四、 球泡灯自动线细节介绍
12、球泡灯自动线5转1治具翻转机构介绍
Technology create future, Quality make brand success.
0
1100
Technology create future, Quality make brand success.
日光灯球泡灯生产工艺及注意事项课件

灯光闪烁的问题及解决方案
总结词
灯光闪烁可能是由于电源电压不稳定或灯具内部电路故障引起。
详细描述
灯光闪烁的原因可能包括电源电压波动或不稳定、灯具内部电路接触不良或断路等。为解决这个问题 ,可以检查电源电压是否稳定,检查灯具内部电路是否接触良好,更换损坏的电线和部件。
灯具寿命短的问题及解决方案
总结词
1. 定期检查:对生产 设备的运行情况进行 定期检查,发现异常 及时处理。
2. 清洗保养:定期对 生产设备进行清洗和 保养,确保设备的清 洁和润滑。
3. 更换易损件:对生 产设备中的易损件进 行定期更换,避免设 备损坏和故障。
生产环境的卫生和安全
01
总结词:严格控制
02
03
04
05
详细描述:生产环境的 卫生和安全是生产过程 中的重要因素。为了确 保产品的质量和工人的 健康安全,应该对生产 环境的卫生和安全进行 严格的控制。具体而言 ,应该注意以下几点
使用时长
建议每天使用时间不超过规定 时长,避免过度使用导致寿命 缩短或损坏。
日光灯球泡灯的保养和维护方法
清洁
定期清洁日光灯球泡灯表面, 保持干净整洁,避免灰尘积累
导致散热不良或电路故障。
检查电线
定期检查电线是否有破损或老 化现象,及时更换电线以确保 使用安全。
更换灯泡
当灯泡损坏或寿命到期时,及 时更换灯泡,避免影响使用效 果和安全性。
日光灯球泡灯生产工艺及注意事项 课件
• 日光灯球泡灯简介 • 日光灯球泡灯生产工艺流程 • 生产过程中的注意事项 • 日光灯球泡灯的安装及使用注意事项 • 日光灯球泡灯常见问题及解决方案
01
日光灯球泡灯简介
日光灯球泡灯的定义
球泡灯作业指导书

四川欧利普照明科技开发有限公司文件名称LED球泡灯作业指导书文件编号规格型号OLP-QP 生效日期版本号A/0 工序名称过锡炉所属组别工序物料插好电源板的元器件,助焊剂,手套工具设备锡炉,夹子,静电手环,图示:操作说明:1. 将插好件的电源板放在助焊剂里侵泡均匀。
2. 在将插好件的电源板用夹子夹住放在锡炉里过锡,工艺要求:1. 确保过锡炉时电源板上的元器件都有上好锡.2.元器件不能有翘动.过锡时的温度在380度,过锡时间是2-3S。
3.插好件的电源板放在助焊剂里侵泡时不能触碰到元器件上。
批准审核编制更改内容批准人更改人更改日期规格型号OLP-QP 生效日期版本号A/0 工序名称剪引脚所属组别工序物料过锡的电源板,手套好工具设备切脚机,静电手环图示:此处需打胶此处电源线需打胶图1 图2操作说明:1.将电源板放在切脚机上面,调好电源板与切脚机的间距.2.将切脚机启动过后,待转速运转正常时在把电源板推动过去。
工艺要求:1.不能有漏切,切坏现象.2.切好引脚的电源不能低于焊锡面,但不能超过2mm.3.切脚机的间距不能太大,避免损坏电源板,且刀片要锋利。
批准审核编制更改内容批准人更改人更改日期文件名称LED球泡灯作业指导书文件编号规格型号OLP-QP 生效日期版本号A/0 工序名称连接电源所属组别工序物料打好螺丝的散热器和灯板,电源板,手指套工具设备电烙铁,静电手环图示:操作说明:1.将电源的连接线穿过散热器和灯板上的孔进行焊接.2. 焊接时灯板上的正极对应电源板上的线是红线,负极对应的是黑线工艺要求:1. 连接电源时要和灯板上的正负极对正.2. 电烙铁不能碰到灯珠,和电阻。
3. 电烙铁的温度在275度左右,焊接时间为2-3S,不能有焊错,虚焊,漏焊,焊反等现象。
.批准审核编制更改内容批准人更改人更改日期规格型号OLP-QP 生效日期版本号A/0 工序名称粘胶所属组别工序物料705硅橡胶,灯壳,点亮检验合格的灯板,手套工具设备静电手环操作说明:1.将电源板放在灯壳里面的卡槽里,再粘胶工艺要求:1. 粘胶时不能将胶粘到了其他部位,必须粘在卡槽里.2. 电源要放在卡槽里面,不能放在其他位置。
球泡灯组装说明

ENGINEER NAME:SECTIONASSEMBLY ITEM PART NO.Q'TY 112133图一图二图三图五图六图七Apporved by:Check by:Date:悦能8W球泡灯1DESCRIPTION组装散热芯和转接板MODELSTANDARD TIMESTATION散热芯转接板M 2×8L 平头3.按照图五黄色部分把转接板的三个螺丝孔位对准散热芯的螺丝孔位4.按照图六红色部分把三颗M2×8L平头螺丝锁入散热芯1.按照图一,图二检查散热芯有无毛边,变形,断齿等不良2.按照图三,图四检查转接板有无毛边,变形,刮伤等不良1.螺丝不能滑牙 1.棉手套2.螺丝不能打花NOTICETOOL3.螺丝必须完全锁到位2.电动起子 扭力:3KGF-CM±10%Prepared by:SO-EN-ENGINEER NAME:SECTIONASSEMBLY ITEM PART NO.Q'TY 11图一图二图三Apporved by:Check by:Date:3.按照图二,图三慢慢的撕掉双面胶贴纸的另一面Prepared by:1.按照图一抓住导热双面胶的一个角,慢慢撕掉双面胶的上部贴纸2.按照图二把导热双面胶贴到转接板上面(注意必须要贴平整,不能有气泡)NOTICETOOL1.撕贴纸时需慢慢进行,不能速度过快1.棉手套悦能8W球泡灯2DESCRIPTION导热双面胶贴导热双面胶MODELSTANDARD TIMESTATIONENGINEER NAME:SECTIONASSEMBLY ITEM PART NO.Q'TY11图一图二Apporved by:Check by:Date:DESCRIPTIONL ED平面光源Prepared by:2.棉手套NOTICETOOL1.一定要压60秒的时间1.压片治具1.按图一把平面光源(8W)贴到导热双面胶贴纸上2.按图二把压片治具放在平面光源上面,并用2KG的力量压60秒贴LED平面光源MODELSTANDARD TIMESTATION悦能8W球泡灯3ENGINEER NAME:SECTIONASSEMBLY ITEM PART NO.Q'TY 11图一图二图三图四Apporved by:Check by:Date:DESCRIPTION驱动器Prepared by:2.棉手套3.万用表2.按照图三绿色部分在LED平面光源的正极端用笔画+进行标识3.按照图四把驱动器的红黑两线穿过转接板的两个孔位(红线从LED平面光源正极穿出)NOTICETOOLL ED平面光源正负极检测和装驱动器MODELSTANDARD TIMESTATION悦能8W球泡灯4LED平面光源的正极(图二)1.把万用表表笔的两端分别接在LED平面光源的两极,如果4个LED灯均亮起则表明红色表笔端为1.把万用表拨到二极管档1.水笔红色线从正极端穿出ENGINEER NAME:SECTIONASSEMBLY ITEM PART NO.Q'TY 1123图一图二图三图四Apporved by:Check by:Date:DESCRIPTION塑胶基座M2×6L 丸头Prepared by:3.剥线钳1.静电手环和静电手套2.电动起子 扭力:3KGF-CM±10%6.塑胶基座的三个螺丝孔对准散热芯的三个螺丝孔位NOTICE7.半锁两颗M2×6L丸头螺丝,将第三颗M2×6L丸头螺丝完全锁入散热芯(图四)TOOLMODELSTANDARD TIMESTATION51.检查塑胶基座有无脏污,破裂等不良(图一)悦能8W球泡灯塑胶基座的安装和锁立2.按照图二把两根黑色线的其中一根减去一部分长度剩余60mm,另外一根剩余40mm3.用剥线钳60mm长的剥去20mm,40mm长的剥去4mm(图二)8.用手将塑胶基座左右移动并把它与散热芯对整齐后将另外两颗半锁螺丝完全锁入散热芯(图四)4.按照图三把60mm长的线从塑胶基座的侧孔穿出(只露出20mm长的已剥线部分)5.按照图三把40mm长的线从塑胶基座的中间孔穿出ENGINEER NAME:SECTIONASSEMBLY ITEM PART NO.Q'TY1121图一图二图三Apporved by:Check by:Date:Prepared by:NOTICETOOL4.按照图三红色部分将铆钉完全压入塑胶基座2.按照图一把从塑胶基座侧孔穿出的部分压入塑胶基座的凹槽内,并将E27灯头旋入塑胶基座并旋紧E 27灯头安装MODELSTANDARD TIMESTATION悦能8W球泡灯61.按照图一把40mm长的黑色线从E27灯头中间孔位穿出DESCRIPTIONE 27灯头铆钉3.按照图二把4mm长的剥线部分90度角折弯使其平贴于E27灯头上部1.静电手环和静电手套ENGINEER NAME:SECTIONASSEMBLY ITEMPART NO.Q'TYApporved by:Check by:Date:5.剥线钳4.无铅锡丝2.烙铁 温度:350±10℃NOTICETOOL1.焊接后检查没有锡渣,锡尖等不良1.静电手环2.在LED平面光源的正负极加入适量的无铅焊锡(左图)7DESCRIPTION焊接驱动器线到LED平面光源MODELSTANDARD TIMESTATION悦能8W球泡灯3.把红色线焊接到LED平面光源的正极,把黑色线焊接到LED平面光源的负极(左图)1.把黑红两线分别剥去2mm长度Prepared by:3.镊子ENGINEER NAME:SECTIONASSEMBLY ITEMPART NO.Q'TYApporved by:Check by:Date:Prepared by:悦能8W球泡灯8DESCRIPTION通电检测MODELSTANDARD TIMESTATION1.把LED灯旋入测试治具后通电,检查所有LED灯是否均已亮起NOTICETOOL1.棉手套ENGINEER NAME:SECTIONASSEMBLY ITEM PART NO.Q'TY 11图一图二Apporved by:Check by:Date:1.把硅胶均匀的涂入转接板的凹槽内部(图一两个红圈的中间部分)TOOL1.棉手套4.用擦拭布擦去转接板一周的残余硅胶2.擦拭布NOTICEDESCRIPTION硅胶2.取出灯罩检查有无破损,脏污等不良3.把灯罩完全卡入转接板凹槽内(图二)悦能8W球泡灯9MODELSTANDARD TIMESTATION涂硅胶和安装灯罩Prepared by:1.确认灯罩完全装入转接板ENGINEER NAME:SECTIONASSEMBLYITEM PART NO.Q'TYApporved by:Check by:Date:10悦能8W球泡灯NOTICE 1.烧机时间为72小时DESCRIPTION烧机MODEL STANDARD TIME STATION1.棉手套2.烧机架TOOL1.把灯完全旋入烧机座内后通电(烧机72小时内不能断电)Prepared by:ENGINEER NAME:SECTIONASSEMBLYITEMPART NO.Q'TY 112131图一图二图三图四图五图六Apporved by:Check by:Date:包装MODEL STANDARD TIME STATION 悦能8W球泡灯11DESCRIPTION 吸塑合格证包装彩盒1.在图一图二图三的红色标记部分用E27灯头压合治具把三个红色点部分压入塑胶基座2.检查LED灯是否清洁,外观是否良好3.按照图四把LED灯装入吸塑4.按照图五把LED灯和合格证装入包装彩盒5.按照图六盖上彩盒的上盖NOTICETOOL 1.烧机时间为72小时1.棉手套2.E27灯头压合治具Prepared by:。
LED球泡灯标准作业指导书
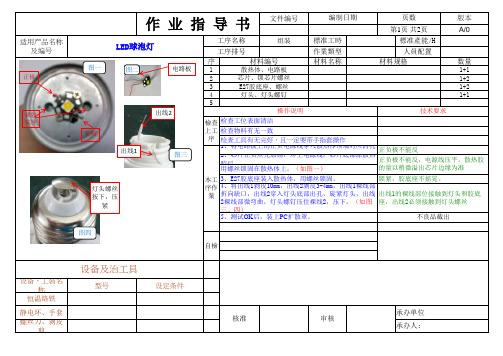
组装標准工時標准產能/H 作業類型人員配置序号材料名称数量11+121+231+241+15设备,工装名称型号设定条件恒温烙铁静电环、手套螺丝刀、剥皮剪承办单位承办人:核准审核设备及治工具自檢5、测试OK 后,装上PC 扩散罩。
不良品截出用螺丝锁固在散热体上。
(如图一)3、E27胶底座装入散热体,用螺丝锁固。
锁紧,胶底座不摇晃。
1、将电路板上的正负电源线穿入散热体顶端对应的孔。
正负极不能反2、芯片正负点先加锡,焊上电源线;芯片底部涂散热胶正负极不能反,电源线压平,散热胶的量以稍微溢出芯片边缘为准4、将出线1剥皮10mm,出线2剥皮3-4mm,出线1裸线部折向缺口,出线2穿入灯头底部出孔,旋紧灯头,出线2裸线部微弯曲,灯头螺钉压住裸线2,压下。
(如图三、四)出线1的裸线部位接触到灯头和胶底座,出线2必须接触到灯头螺丝檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作操作说明技术要求灯头、灯头螺钉材料编号材料规格散热体、电路板芯片、锁芯片螺丝适用产品名称及编号L ED球泡灯工序名称工序排号本工序作業E27胶底座、螺丝正极负极锁胶底座图一电路板出线2出线1图图三图四灯头螺丝按下,压紧包装標准工時標准產能/H 作業類型人員配置序号材料名称数量112131415设备,工装名称型号设定条件承办人:设备及治工具材料编号材料规格核准审核承办单位自檢本工序作業1、将组装好的LED灯成品,用保护膜包好。
2、装入塑胶壳,扣紧(如图一)3、纸盒叠好,灯座向下装入(如图二)4、盖好纸盒,并在纸盒顶部贴上颜色标签(如图三)标签颜色与LED发光颜色一致不良品截出操作说明技术要求檢查上工序检查工位表面清洁检查物料有无一致检查工具有无完好、且一定要带手指套操作纸盒颜色贴纸(白色/黄色)L ED球泡灯工序名称工序排号保护膜塑胶壳适用产品名称及编号图一图二图三。
LED 球泡灯系列说明书

输入电压Input voltage : AC90-240V 光源 LED quantity : LED 78 pcs s 灯体功率 power : 6W 色温 Color temperature : 3000k/4200k/6400k 输出光通量 Luminous flux : 380Lm 环境温度 Ambient temperature : -20℃-+40℃ 灯体效率 Efficiency : 65Lm/W 寿命 Lifetime : >30000 hours 发光角度 Beam angle : 180° 外观颜色 Fixture color : Silver 银色显色指数Ra :75-90产品尺寸图 Ptoduct Size : 产品特点 Characteristics :材质工艺:采用导热性极高的铝合金及专利结构技术设计生产使用光源:一律采用低光衰的小功率的LED 作为光源,以确保其长寿命﹑节能﹑高效﹑环保的特点防触电等级:II 级 配光方式:玻璃喷塑 配光种类:180° 安装地点:室内Material technics:Aviation aluminum of hingh heat condu- ctivity and patened configuration technics lighting source: Low light attenuation and low power LED to make sure long lifetime ,energy-saving , high efficiency and pro-environment Anti-electric shock rate: Class IILens surface: Fog-effect glass(lambency) Beam angle: 180° Installation place: indoor应用场所 Application :适用于宾馆﹑酒店﹑别墅﹑咖啡馆﹑家居以及室内 区域照明。
球泡灯作业指导书

工位器具要求:
上紧,图3 设备要求:
注意事项: 1.负极线头是否压到位 2.灯头旋紧后,灯头与灯体是否平齐 3.检查灯体是否不良
作业要求: 安装快捷,灯头卡到位,灯头无歪斜与灯体卡位平齐。灯头 无露线现象
编制
审核
广州森阳太阳能有限公司
作业指导书
工艺(示图)说明:
批准
工序名称 螺口打灯头2 文件编号:ZZ-LKDDT-13-V1
作业要领:
工位器具要求: 1.老化测试台
注意事项: 1.灯光无异常 2.测试卡口时,注意极性
设备要求: 1.1530D直流电源1台
作业要求: 1.安装快捷、轻拿轻放 2.熟懂各类球泡灯的测试流程
编制
审核
广州森阳太阳能有限公司
工艺(示图)说明:
作业指导书
步骤1示意图
批准
工序名称
铝基线路板总成焊 接
文件编号:ZZ-LJB-13-V1
作业要领: 1.一只手拿起驱动,另一只手将套管撑开顺势推入至驱动
1.一只手拿起驱动,另一只手将套管撑开顺势推入至驱动
T5一体化灯管
T8独立灯管
注意事项: 1.套管长度是否合适 2.套管是否覆盖整个驱动 3.球泡灯与T5/T8系列灯具的套管安装需要区分
T5/T8灯管完成套管安装示意 图
工位器具要求: 1.剪刀
生效日期 下发V1 1
工序(步骤)内容及要求
作业目的:
铝基线路板 安放,示意
图1
完成灯罩安装
步骤: 1.目测正负极焊点是否虚焊 2.将铝基线路板压到灯体至灯体卡位,如图1 3.将灯罩顺着灯体螺纹旋紧,如图2 4.检查是否合格,如图2
完成安装, 接口无缝隙,
编制
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
注意:测灯时,直流电源的电压取值范围为:20.0V~~32.0V
操作步骤:
1.作业前首先戴上防静电手环及做好其他安全措施; 2.检测前先观察一下灯板上的灯珠是否贴反及是否出现假焊、虚焊等现
象; 3.开机前首先要检查直流电源的两条输出线是否搭在一起,旋钮是否打
在 “0”上; 4.确认无误后,开打直流电源的开关,把旋钮旋到适合的档位上; 5.然后把直流电源的两条电压输出线接到灯板的对应位置。(检测时,
投入材料及工具:
(1)必须戴上防静电手环,以免 人体的静电击伤元件;
(2)注意区分电解电容的正负 极;如下图:
(3)注意物料的混淆。
电解电容、压敏电阻、电源板、镊子、焊锡膏、防静电手环
文件名 球泡灯生产作业指导书
编号
版本
页码 部门
9 / 27 生产部
灯板贴装
“+”极要跟灯珠的正极对应
灯珠与灯板平贴
文件名 球泡灯生产作业指导书
编号
版本
检测
页码 部门
21 / 27 生产部
型号 HX-SLB-W3 HX-SLB-W5 HX-SLB-W8
电压(V) 85-256 85-256 85-256
电流(A) 0.013-0.027 0.022-0.045 0.036-0.072
功率(W) 3W±0.5W 5W±0.5W 8W±0.5W
注意事项:
(1)必须戴上防静电手环,以免人体的静电击伤元件; (2)注意灯珠的正负极方向。
文件名 球泡灯生产作业指导书
编号
版本
过回流焊
页码 部门
10 / 27 生产部
作业程序:
1.作业前首先要戴上防静电手环; 2.过回流焊前要先把回流焊的参数设定好,然后把回流焊打开; 3.待回流焊的温度稳定后再把装在盘子上的电源板平稳地放在回流焊的
注意有些灯板的正负极不能接错,一般为红色输出线接 LED+,黑色 输出线接 LED—); 6.测试过程中,如出现不正常的灯珠,要做好标识并交给返修人员进行 返修。
使用工具/辅助材料:
防静电手环、可调直流电源、灯板
注意事项:
(1)必须戴上防静电手环,以免人体的静电击伤元件; (2)调节直流电源时电压不能过大,防止烧坏灯珠。
C1 和 R1 无正负极之分
作业程序:
注意事项:
1.作业前首先戴上防静电手 (1)必须戴上防静电手环,以免人
环;Βιβλιοθήκη 体的静电击伤元件。2.然后用牙签在电源板上丝印 (2)注意物料的混淆。
上锡膏,用镊子把所用到的
元件夹到电源板的相应位置
上;
3.注意元件要与板面充分接
触,不能东倒西歪。
投入材料及工具:
贴片电阻、贴片电容、电源板、镊子、焊锡膏、防静电手环
使用工具/辅助材料:
防静电手环、焊接上灯帽的灯头、回天胶
注意事项:
必须佩戴好防静电手环及做好其他静电防护措施
文件名 球泡灯生产作业指导书
编号
版本
清洗
页码 部门
19 / 27 生产部
无水酒精
注意:不能用酒精搽灯珠! 品质要求:
灯板上不能出现污迹、发黄、焊锡球、胶水印,外壳表面无破损、破裂 或变形,灯珠的颜色和亮度必须与技术文件相符
8 / 27 生产部
C5
10uF/250V
压敏电阻 AC
7D471K
注意:电解电容阴影部分为负极,从背面插入后焊接!
作业程序:
注意事项:
1.作业前首先戴上防静电手 环;
2.然后用牙签在电源板上丝印 上锡膏,用镊子把所用到的 元件夹到电源板的相应位置 上;
3.注意元件要与板面充分接 触,不能东倒西歪。
编号
版本
焊上电源
页码 部门
15 / 27 生产部
注意:要区分好正负接线
操作步骤:
1.作业前首先要戴上防静电手环; 2.然后用电烙铁把电源焊接到灯板的红黑导线; 3.注意灯板的红色导线接电源的 V+,黑色导线接电源的 V-。
使用工具/辅助材料:
防静电手环、电烙铁、焊锡丝、电源、接上灯板的灯头
注意事项:
铰链上; 4.过完回流焊的电源板要轻轻地从回流焊的铰链上拿出,并平稳地放在
桌子上降温。
投入材料及工具:
防静电手环、回流焊机、铁盘、贴装后的电源板
注意事项:
必须戴上防静电手环,以免人体的静电击伤元件。
文件名 球泡灯生产作业指导书
编号
版本
电源板插装(1)
页码 部门
6 / 27 生产部
V- SF-28
L2 3.5mH 无极性区分
操作步骤:
1.作业前首先要戴上防静电手环; 2.然后把已经固定好灯板的灯壳从底部套上环氧板; 3.注意环氧板的面积不能过大,以免影响灯脚不能紧扣灯头。
使用工具/辅助材料:
防静电手环、环氧板(25mm*25mm)、安装好灯板的灯头
注意事项:
必须戴上防静电手环,以免人体的静电击伤元件
文件名 球泡灯生产作业指导书
文件名 球泡灯生产作业指导书
编号
版本
焊接灯板导线
页码 部门
12 / 27 生产部
操作步骤:
将检测合格的灯板焊电源引线
1.作业前首先要戴上防静电手环; 2.然后把检测完的灯板焊上红黑导线(一般情况下,黑色接灯板的“-”
极,红色接灯板的“+”极); 3.注意焊点不能出现虚焊、假焊现象。
使用工具/辅助材料:
编号
版本
装 PC 罩
清洁完的灯板
页码 部门
20 / 27 生产部
操作步骤:
1.作业前首先要戴上防静电手环; 2.然后用手把 PC 灯罩平行的盖到已经清洁过的灯壳上; 3.最后检查球泡灯整体外观是否合格。
使用工具/辅助材料:
防静电手环、灯头 PC 罩、清洁好的灯头
注意事项:
必须佩戴好防静电手环及做好其他静电防护措施
二极管、电感、电源板、镊子、焊锡膏、放静电手环
文件名 球泡灯生产作业指导书
编号
版本
电源板插装(2)
页码 部门
7 / 27 生产部
C3、C4
4.7uF/250V*2
注意:电解电容阴影部分为负极,从背面插入后焊接!
作业程序:
1.作业前首先戴上防静电手 环;
2.然后用镊子把所用到的元 件夹到电源板的相应位置 上;
上锡膏,用镊子把所用到的
图
:
元件夹到电源板的相应位置
上;
3.注意元件要与板面充分接
触,不能东倒西歪。
投入材料及工具:
(3)注意物料的混淆
IC、桥堆、电源板、镊子、焊锡膏、防静电手环
文件名 球泡灯生产作业指导书
编号
版本
过回流焊
页码 部门
5 / 27 生产部
作业程序:
1.作业前首先要戴上防静电手环; 2.过回流焊前要先把回流焊的参数设定好,然后把回流焊打开; 3.待回流焊的温度稳定后再把装在盘子上的电源板平稳地放在回流焊的
文件名 球泡灯生产作业指导书
编号
版本
锁紧灯头
页码 部门
18 / 27 生产部
灯脚平平地 扣入灯壳中 灯壳中间不 能出现有半 透明环氧板 间开
注意:锁紧灯头之前要在焊好灯头的连接线处和插件元件上打适量的 回天胶
操作步骤:
1.作业前首先要戴上防静电手环; 2.然后在焊上导线的地方打上适量的回天胶; 3.最后轻轻地把灯头锁紧。
L2 从电源板背面插入后焊接
作业程序:
1.作业前首先戴上防静电手 环;
2.然后用镊子把所用到的元 件夹到电源板的相应位置 上;
3.再用电烙铁把元件的引脚 焊住,注意焊接的质量。
注意事项: (1)必须戴上防静电手环,以免人
体的静电击伤元件。 (2)注意区分二极管的正负。如下
图:
投入材料及工具:
(3)注意物料的混淆。
3.再用电烙铁把元件的引脚 焊住,注意焊接的质量。
注意事项: (1)必须戴上防静电手环,以免 人体的静电击伤元件。 (2)注意区分电解电容的正负 极。如下图:
(3)注意物料的混淆。
投入材料及工具:
电解电容、电源板、镊子、焊锡膏、防静电手环
文件名 球泡灯生产作业指导书
编号
版本
电源板插装(3)
页码 部门
使用工具/辅助材料:
防静电手环、回天胶、石墨片(40mm*40mm)、灯板、灯壳、螺丝(1.2*5mm *4)、 螺丝刀
注意事项:
必须戴上防静电手环,以免人体的静电击伤元件
文件名 球泡灯生产作业指导书
编号
版本
页码 部门
14 / 27 生产部
放环氧板
防 静 电 手 环
把环氧板 ( 25*25mm ) 卷成圆柱形 再套进外壳 内侧!
文件名 球泡灯生产作业指导书
编号
版本
焊灯帽
页码 部门
17 / 27 生产部
操作步骤:
1.作业前首先要戴上防静电手环; 2.然后用电烙铁把灯帽焊接到电源的输入端接线; 3.再把电源塞进灯头里面。
使用工具/辅助材料:
防静电手环、灯帽、电烙铁、锡条、接上电源的灯头
注意事项:
必须戴上防静电手环,以免人体的静电击伤元件
球泡灯生产作业指导书
版本: 编号: 制定: 审阅: 批准: 发行日期:
文件名 球泡灯生产作业指导书
编号
版本
电源板贴装(1)
页码 部门
2 / 27 生产部
D1、D2、D3
M7 1A/100V
作业程序:
注意事项:
1.作业前首先戴上防静电手 环;
2.然后用牙签在电源板上丝印 上锡膏,用镊子把所用到的 元件夹到电源板的相应位置 上;