立式钻床主轴系统数控改造的设计
ZK数控立式钻铣床控制系统设计
ZK数控立式钻铣床控制系统设计一、项目背景ZK数控立式钻铣床是一种多功能设备,它能进行钻孔、铣削、攻丝和复合加工等多种操作,广泛应用于模具加工、机械零件加工和航空航天等行业。
该设备的核心是数控控制系统,它能实现高精度、高效率、高稳定性的加工。
本文将对ZK数控立式钻铣床的控制系统进行设计,并详细介绍设计的思路、过程和结果,旨在为数控控制系统的开发提供有益参考。
二、系统设计思路针对ZK数控立式钻铣床的工作原理、功能需求和参数特点,设计思路应围绕以下几个方面展开:1. 控制结构的设计:本系统应采用分散式控制结构。
根据设备工作需求,将机床控制系统分为数控主机、伺服驱动系统、操作台控制系统,实现各组件的独立控制。
2. 通讯协议设计:为了实现各个系统之间的信息交互和控制指令传递,本系统应基于通用工业以太网协议(Ethernet/IP)实现数据传输。
3. 功能分配和界面设计:根据设备的功能特点和操作需求,将各项操作和控制参数进行分配和组织,设计简洁明了、易于操作的人机界面。
三、系统设计过程1. 系统框架设计根据系统需求分析,本系统的框架结构设计如下:(1)数控主机:包括主控板、电源板、控制板、断路器板等组件,为整套设备的核心控制系统。
(2)伺服驱动系统:包括伺服电机、驱动器、编码器等组件,负责机床的运动控制。
(3)操作台控制系统:用户通过该组件对设备进行操作控制,主要包括系统界面、手柄、按钮、显示器等组件。
(4)以太网通讯板:在设备系统内负责数控主机、伺服驱动系统、操作台控制系统之间数据传输与通讯。
2. 系统硬件设计(1)数控主机硬件设计:数控主机主要由主控板、电源板、控制板和断路器板等组成。
其中主控板采用高性能的32位嵌入式处理器,通过高速总线控制系统中各种接口板的数据传输和控制信号输出。
电源板负责为机床系统提供电源,控制板负责控制机床的各项功能和操作。
(2)伺服驱动系统硬件设计:伺服电机、驱动器、编码器等组件是本系统的核心部件,它们负责机床的高精度运动控制。
数控立式车床主轴控制装置设计(电气自动化专业毕业论文设计)

毕业设计 (论文)题目数控立式车床主轴控制装置设计专业电气自动化技术专业班级学生姓名指导教师成绩年月日摘要随着科学的发展,机床已经从过去的手动机床发展成自动机床,现在数控机床应用非常广泛。
数控立式车床是主要的数控产品,国内外需求量也非常大。
其高精度的关键部分就体现在主轴的控制上。
本设计是用德国SIEMENS公司的可编程控制器(PLC)S7-200,作为主控制器;德国SIEMENS公司的6RA7075直流调速器、 Z4直流电机组成的直流调速装置,采用直流调速实现高效、准确的机床主轴控制,并给出了电气原理图以及操作说明。
本设计控制简单,实现功能强大,调速范围宽,力矩大,过载能力强。
可以应用于重型立式车床,提高重型立车主轴的控制精度,进而保证其加工精度。
关键词:数控立车;直流调速装置;可编程控制器AbstractWith the development of science, machine tools, manual machine tools have been developed from the past into the automatic machine tools, CNC machine tools are now widely used. CNC vertical lathe CNC products are the major domestic and foreign demand is also very large. A key part of its precision is reflected in the control of the spindle.This design is the German company SIEMENS PLC S7-200, as the main controller; German company SIEMENS 6RA7075 DC converter, Z4 DC motor comprising DC converter, DC speed control for efficient and accurate machine tools of various spindle control, and gives the electrical diagrams and instructions. The design of simple control, to achieve powerful, wide speed range, torque, strong overload capacity. Can be applied to heavy-duty vertical lathes, heavy duty vertical lathe spindle to improve the control precision, and thus guarantee its accuracy.Keywords: CNC Vertical Lathe; DC converter; Programmable Controller目录摘要 (Ⅰ)Abstract (Ⅱ)第一章绪论 (3)1 课题背景 (3)2数控立车主轴控制装置的发展现状 (2)3 课题研究的主要内容 (3)第二章数控立车主轴控制装置硬件设计 (3)2.1 方案选择 (3)1 方案二交流调速 (5)2 方案二直流调速 (4)2.2 方案选择 (5)2.3 可编程序控制器接口设计 (5)1 可编程控制器的选择 (5)2 可编程控制器接口电路的设计及其功能 (6)2.4 数控立车主轴速度控制装置设计 (8)1 主轴电机的选择 (8)2 数控立车主轴控制装置设计 (9)2.5速度环 (12)2.6急停按钮的设计 (13)2.7 直流调速装置的参数设定 (14)1 简易操作控制面板(PUM) (14)2 舒适性操作控制面板(OP1S) (15)第三章数控立车主轴控制软件设计 (18)1 程序流程图 (18)2 程序 (59)第四章主轴操作说明 (21)1 主轴启动前准备工作 (21)2 主轴操作说明 (21)3 元器件目录 (23)结论 (24)参考文献 (25)致谢 (26)第一章绪论1 课题背景数控技术被广泛用于世界各国制造业,以提高制造能力和生产水平,提高对动态多变市场的竞争力和适应力。
专用立式数控钻铣床床身及主轴系统设计综述
摘要从研究数控铣床入手,借鉴国内外先进经验,设计一台用于ZK9350数控轴承保持架加工的专用数控钻铣床,满足了生产和设计的要求。
整个数控钻铣床主要包括横纵向进给机构,立柱、横梁、底座、工作台等主要组部件。
本次设计任务从整个数控钻铣床着眼,重点设计床身及滑台结构。
从专用数控钻铣床的结构原理,设计特点,论述了采用矩形-燕尾形滑动导轨的优点。
详细介绍了数控钻铣床的床身结构设计,并进行了分析。
论述了采用伺服电机和滚珠丝杠螺母副的优点。
详细介绍了数控龙门钻床的结构设计及校核,并进行了分析。
另外汇总了有关技术参数。
其中着重介绍了滑动导轨的原理及选用原则,中心在于立式钻铣床的布局形式,关键在于床身的截面选择、箱体的壁厚选择及床身的强度,系统地对导轨生产、保养等环节进行了介绍,包括种类选择、参数选择、精度选择、润滑方式选择等。
关键词钻铣床滚珠丝杠伺服电机滑动导轨AbstractBegins from the research CNC milling machine, to profit from the domestic and foreign advanced experiences, design one to use in the dedicated numerical control CNC drilling and milling machine for ZK9350 CNC bearing cage processing, has satisfied the production and the design request. The entire milling machine including parts of the horizontal and verticalfeed mechanism, columns, beams, base, table and other major groups. The design tasks keeps the entire CNC drilling and milling machine in mind, focus on the design of the bed and slide structure.Begins from the dedicated numerical control CNC drilling and milling machine's principle of the structure, and discusses the advantages of a rectangle-dovetail shaped sliding C drilling and milling machine bed structural design and analysis. discusses the use of servo motor and ball screw pair of the C gantry drilling machine described in detail the structure of the design and verification, and analyzed Addition, a summary of the technical parameters.In which introduced emphatically the principle of the sliding rail and selection principles, the center is the layout form of vertical drilling milling machine, the key is the bed cross-section selection. Introduce rail production, maintenance and other aspects of the presentation, Including species selection, parameter selection, precision selection, lubrication mode selection and so on.Keywords : drilling and milling machine, bearing guide screw nut Step-by-steps the electrical machineryBall, sliding rail目录摘要 (I)Abstract ................................................................................................................................................. I I 1.综述 (1)1.1 国外数控机床业的发展状况及趋势 (1)1.2国内数控机床业的发展状况及存在问题 (4)1.2.1 国内数控机床业的发展状况 (4)1.2.2 国内数控机床业存在问题 (5)1.3 数控机床的工作原理及组成 (7)1.3.1 数控机床的工作原理 (7)1.3.2 数控机床的组成 (7)1.4 专用数控钻铣床的应用及意义 (7)1.4.1 专用机床 (7)1.4.2 钻铣床的应用 (9)2 专用数控钻铣床的床身及滑台 (11)2.1 专用数控钻铣床的床身 (11)2.1.1 专用数控钻铣床的床身的简介 (11)2.1.2 专用数控钻铣床的床身的应用及要求 (12)2.1.3 我国当前数控机床床身现状 (13)2.2 专用数控钻铣床的滑台 (13)2.2.1 专用数控钻铣床的滑台及作用 (13)2.2.2 导轨的简介、设计要求及步骤 (14)2.2.3 直线滑动导轨 (16)2.2.4 滚动导轨 (18)3 专用数控钻铣床的参数 (21)3.1 床身参数 (22)3.1.1机架的截面形状 (22)3.1.2 床身壁厚的选择 (23)3.1.3 合理布置加强肋 (24)3.1.4 支承件的设计 (25)3.1.5 机架的联接结构设计 (28)3.2 导轨的参数 (29)3.2.1 导轨面的尺寸 (29)3.2.2 导轨间隙调整装置 (30)3.2.3 导轨材料的热处理 (30)3.2.4 滑动导轨磨损的基本形式 (31)3.2.5 导轨的润滑和防护 (31)3.2.6提高导轨的耐磨性措施 (32)3.3 滚珠丝杠副的设计 (33)3.3.1 滚珠丝杠介绍 (34)3.3.2 滚珠丝杠的结构 (34)3.3.3 滚珠丝杠原理 (35)3.3.4 滚珠丝杠的特点 (36)3.3.5 滚珠丝杠副结构类型 (36)3.3.6 滚珠丝杠副性能 (36)3.3.7 滚珠丝杠副在高速驱动时主要存在的问题 (37)3.3.8 滚珠丝杠的选用 (37)3.3.9 确定丝杠型号 (39)3.3.10 丝杠的校核计算 (39)3.4 伺服电机的选择 (40)4 主传动系统的设计 (41)4.1主传动系统的设计 (41)4.1.1电主轴的概述 (41)4.1.2电主轴的结构 (42)4.1.3高速电主轴结构特点 (43)4.1.4电主轴工作原理 (44)4.1.5电主轴所融合的技术 (44)4.1.6电主轴的选型 (45)4.1.7主轴刚度和刚度损失的计算: (47)5 总结 (49)致谢 (50)参考文献 (51)1.综述1.1 国外数控机床业的发展状况及趋势数控机床涌现至今已有60年,随科技特别是随着微电子、计算机技术的前进而不断发展。
立式钻床主轴系统数控改造的毕业设计论文

摘要目前中国企业中机床设备老化,不能满足新技术、新工艺的生产要求。
本文重点介绍Z5140A型台式钻床的数控改装方案和单片机系统设计,将传统的机械与现有的数控技术相结合,使其具有自动进给功能,为企业进行设备的数控化改造提供了一种有效可行的途径。
现有的Z5140A型台式钻床经改造后提高了加工精度,扩大了机床的使用范围,并提高了生产率。
本论文说明了普通钻床的数控化改造的设计过程,较详尽地介绍了Z5140A机械传动部分的设计及数控系统部分的设计。
通过该改造计划,改造后的Z5140A型钻床具备数控机床的精度要求,自动化柔性生产的能力。
机床整体能力达到预期的要求。
Z5140A数控钻床主要用于加工各种孔及平面和曲面的铣削。
它集中了立式钻床和铣床的功能。
数控钻床需要很少人工操作,也没有机械操作元件如手柄、摇把等。
该钻床如同其他CNC钻床,全部工作循环是在微机数控系统控制下实现的。
车削对象改变后,只需改变相应的软件就可适应新的需要。
由于利用的床身、立柱等基础件都是重而坚固的铸造构件,而不是那种焊接构件,改造后的机床性能高、质量好,可以作为新设备继续使用多年。
但是受到原来机械结构的限制,不宜做突破性的改造。
关键词:数控机床;滚珠丝杠;数控系统AbstractAt present,Machine tools made in China is aging and can not meet the requirements of new technologies and new processes of production. This paper focuses on the NC Z5140A-type drill press conversion programs and MCU system design. Combining the traditional machines with the CNC technology, it can realize automatically feed function and provides a feasible and effective way for the enterprise of equipment's transformation with NC.Existing Z5140-type drill press improves the machining accuracy, expands the scope of machine use and increases the productivity after transformation. This paper describes the design process of the transformation of the general drilling with NC, introduces the design of the Z5140A mechanical transmission part and numerical control system part in detail.After the transformation plan, Z5140A-type drill transformed has the accuracy requirement of CNC machine tools and the automatic flexible production capacity. Machine tools achieve the desired overall capacity requirements. Z5140A CNC drilling machine is mainly used for processing a variety of holes and planar and surface milling. It contains the vertical drilling and milling function. CNC drilling and milling machinerequires very little manual operation and no operation of machinery components such as handles, crank and so on. As with other CNC drilling of the drilling machine, all of the cyclic work is completed under the control of the computer numerical control system. As turning object changes, just change the corresponding software to adapt to new needs. Because lathebed, column and other basic items are heavy and casting equipments but not the welded components, machine tools transformed has higher performance and better quality, which can be used as a new equipment for years. However, limited by the mechanical structure of the original, it can not be transformed revolutionarily.Key Word:Numerical Control Machine Tools ; Ball Screw; CNC System目录摘要 ........................................ - 1 -Abstract ...................................... - 2 -1绪论......................................... - 6 -1.1 立式钻床的概述............................................................................................ - 6 -1.2 数控立式钻床的发展.................................................................................... - 6 -1.3 立式钻床数控化改造的市场 ....................................................................... - 8 -1.3.1 机床数控化改造的市场...................................................................... - 8 -1.3.2 立式钻床简介...................................................................................... - 9 -1.4床数控化改造的内容及优缺点 .................................................................. - 10 -1.4.1数控化改造的内容............................................................................. - 10 -1.4.2 立式钻床数控化改造的优缺点........................................................ - 11 -2主传动系统的设计............................ - 12 -2.1 立式钻床数控化改造设计任务 ................................................................. - 12 -2.2 总体方案的确定.......................................................................................... - 13 -2.2.1 Z向步进电机与进给滚珠丝杠的联结 ............................................. - 13 -2.2.2 传动形式的选择................................................................................ - 15 -2.2.3 滚珠丝杠副的参数............................................................................ - 16 -2.2.4 滚珠丝杠副的组成及特点................................................................ - 17 -2.2.5 滚珠丝杠副的典型结构类型............................................................ - 17 -2.2.6 滚珠丝杠的支撑形式选择................................................................ - 19 -2.3 Z向进给滚珠丝杠副的计算与校核 ................................................... - 22 -2.3.1主轴钻削力计算................................................................................. - 22 -2.3.2滚珠丝杠副的选择计算..................................................................... - 23 -2.3.3选择步进电动机................................................................................. - 26 -2.4 电主轴选用、冷却与润滑 ......................................................................... - 30 -2.4.1 电主轴的概述.................................................................................... - 30 -2.4.2 电主轴的冷却与润滑........................................................................ - 33 -2.4.3 电主轴的选用.................................................................................... - 35 -3数控系统电路设计............................ - 37 -3.1绘制系统电气控制的结构框图 .................................................................. - 37 -3.1.1 机床硬件电路有以下几部分组成.................................................... - 38 -3.2 MCS-51单片机简介 ................................................................................... - 38 -3.2.1 8031单片机的基本特性.................................................................... - 38 -3.2.2 8031芯片引脚及其功能介绍......................................................... - 40 -3.3存储器扩展电路设计................................................................................... - 42 -3.3.1 程序存储器的扩展............................................................................ - 42 -3.3.2 数据存储器的扩展............................................................................ - 44 -3.3.3 译码电路设计.................................................................................... - 45 -3.4 I/O接口扩展电路设计 ............................................................................ - 45 -3.4.1 8155通用可编程接口芯片................................................................ - 45 -3.4.2 8255可编程接器芯片........................................................................ - 47 -3.4.3 8255的结构........................................................................................ - 48 -3.5 其它辅助电路设计...................................................................................... - 49 -3.5.1 8031的时钟电路................................................................................ - 49 -3.5.2 越界报警和急停处理电路................................................................ - 49 -3.5.3 复位电路............................................................................................ - 49 -3.5.4 掉电保护电路.................................................................................... - 50 -3.5.5 键盘显示接口电路............................................................................ - 50 -4结论........................................ - 51 -致谢 ............................. 错误!未定义书签。
机械制造专业毕业论文--立式钻床的数控化改造开题报告

毕业设计(论文)开题报告1.本课题的背景及意义金属切削加工是指利用刀具切除被加工零件多余材料的方法,是机械制造行业中最基本的加工方法,金属切削加工过程是由金属切削机床来实现的。
金属切削机床是用切削的方法将金属毛坯加工成机器零件的机器。
在现代机械制造行业中,随着加工零件方式多样化及工艺合理化的发展的要求,加工零件的方法也呈现出多样化,如:除切削加工外,还有铸造、锻造、焊接、冲压、挤压和辊轧等,在这其中机床切削加工的工作量约占总制造工作量的40%~60%(其中钻床占11.2%),所以在目前的机械制造行业中金属切削机床是主要的加工设备。
而机床的技术性能又直接影响机械制造行业的产品质量和劳动生产率,所以为了提高国家的工业生产能力和科学技术水平,必须对机床的发展作出新的要求。
随着机械工业的扩大和科学技术的进步,尤其是计算机的出现和数控技术的发展,我国的机械制造行业正朝着自动化、精密化、高效率和多样化的方向发展。
我国机床工业自1949年建立以来,虽然在短短的时间内取得了很大的成就,但与世界先进水平相比还有较大的差矩。
就现状看,主要表现在:我国机床工业起步晚、技术不成熟;大部分高精度和超精度机床的性能还不能满足要求,精度保持度也差,特别是高效自动化和数控机床的产量、技术水平和质量等方面都明显落后。
据有关部门统计我国数控机床的产量仅是全部机床产量的1.5%,产值数控化仅为8.7%(至1990年底);我国数控机床基本上是中等规格的车床、铣床和加工中心等,而精密、大型、重型或小型数控机床还远远不能满足要求;另外我国机床在技术水平和性能方面的差矩也很明显,机床理论和应用技术的研究也明显落后。
所以我们要不断学习和引进国外先进科学技术,大力发展研究,推动我国机床工业的发展。
由以上现状分析我们可以看出,在机床加工中钻床的加工工作量在总制造工作量中占有很大的比重。
钻床为孔加工机床,按其结构形式不同可以分为摇臂钻床、立式钻床、卧式钻床、深孔钻床、多轴钻床等。
简易立式钻铣床数控系统改造设计

(机电系20XX级)毕业设计说明书学生姓名:学生班级:机械制造及其自动化学生学号:设计题目:简易立式钻铣床数控系统改造设计指导教师:教研室主任:系主任:机电工程系20XX年X月X日前言据资料介绍,我国拥有400多万台机床,绝大部份都是连年积存生产的一般机床。
这些机床自动化程度不高,加工精度低,要想在短时期内用自动化程度高的设备大量更新,替代现有的机床,不管从资金仍是从我国机床制造厂的生产能力都是不可行的。
但尽快将我国现有的部份一般机床实现自动化和周密化改造又势在必行。
为此,如何改造就成了我国现有设备技术改造迫切要求解决的重要课题。
在过去的几十年里,金属切削机床的大体动作原理转变不大,但社会生产力专门是微电子技术、运算机技术的应用进展专门快。
反映到机床操纵系统上,它既能提高机床的自动化程度,又能提高加工的精度,现已有一些企业在这方面做了有利的尝试。
实践证明,改造后的机床既知足了技术进步和较高生产率的要求,又由于产品精度提高,型面加工范围增多也使改造后的设备适应能力加大了许多。
这加倍突出了在旧机床上进行数控技术改造的必要性和迫切性。
由于新型机床价钱昂贵,一次性投资庞大,若是把旧机床设备全数以新型机床替换,国家要花费大量的资金,而替换下的机床又会闲置起来造成浪费,假设采纳改造技术加以现代化,那么能够节省50%以上的资金。
从我国的具体情形来讲,一套经济型数控装置的价钱仅为全功能数控装置的1/3到1/5,一样用户都承担得起。
这为资金紧张的中小型企业的技术进展开辟了新路,也对实力雄厚的大型企业产生了极大的经济吸引力,起到了事半功倍的踊跃作用。
据国内资料统计订购新的数控机床的交货周期一样较长,往往不能知足生产需要。
因此机床的数控改造就成为知足市场需求的要紧补充手腕。
在机械工业生产中,多品种、中小批量乃至单件生产是现代机械制造的大体特点,占有相当大的比重。
要完成这些生产任务,不外乎选择通用机床、专用机床或数控机床,其中数控机床是最能适应这种生产需要的。
钻床数控改造中主轴电机控制设计
钻床数控改造中主轴电机控制设计该设计主要以数控机床的应用和设计为主线,根据对数控机床加工的基本要求来拟定控制系统设计总体方案,主要在微机系统设计方面。
采用MCS-51系列的8031单片机,通过单片机控制系统设计和编写程序,实现步进电机正反转及转速控制,步进电机加减速程序设计。
此设计的设计思路同样可以用于其他非数控机床的数控改造上,通过改造可以实现多种机床的自动化改造,降低劳动强度,提高生产效率和加工精度。
单片机步进电机控制程序一、钻床数控改造总体方案设计1.钻床的结构以Z406钻床的为例,外形如图1所示。
2.改造总体方案我们对它进行数控改造,主要增加一个程控的X,Y工作台和增加刀具的主轴的程控装置,使其钻孔的位置精度提高到0.01mm。
轴齿轮拆去,换上自己重新设计的轴齿轮,轴齿轮右侧有个原位控制开关,其作用是当Z向刀具主轴返回原位时,向单片机发出到达原位信号。
图1的工作台2拆下,将已设计的X Y向运动的工作台直接安装在底座上。
XY工作台以底座的T型槽通过螺铨定位和固紧。
XY工作台设有类似Z向刀具主轴的复位信号发生装置,向单片机发出到达原位信号。
XY工作台中X、Y方向的移动,可采用螺旋机构或齿轮条传动机构,这两种均可把旋转运动变为直线运动。
Z向的步进电机通过减速装置和联轴器控制转头上、下运动,钻头的旋转运动由原来的三相交流电机驱动,其转速可根据加工工件的材料、孔径大小、板厚等进行调整。
X、Y、Z运动均选用三相反应式步进电机55BF004。
数控装置的CPU采用MCS-51系列的8031单片机,其中CPU为6兆晶振。
系统的扩展I/O接口选用通用可编程并行输入/输出接口芯片8155,其PA和PB 口给环形分配器输入脉冲CP、提供步进电机的方向控制信号和复位信号。
选用环形分配器控制,单电压驱动电路。
为防止功率放大器高压的干扰,步进电机接口与功率放大器之间采用光电隔离,光电隔离的输出端必须采用隔离电源。
系统的加工程序和控制命令通过面板操作来实现,显示器设计在面板上,为防止机床各个方向的行程越界,还在机床上安装了行程开关。
普通钻床的数控化改造(机械传动部分)

普通钻床的数控化改造(机械传动部分)
钻床的数控化改造分为机械传动部分和数控系统部分两部分,
本文将介绍普通钻床的机械传动部分数控化改造方案。
一、改造原则:
1、原则上不改变机床主体结构和机械传动部分外形尺寸,保证
改装前后钻床的刚性、精度和稳定性;
2、改造前应充分了解机床原理,详细了解其机械结构和传动原理;
3、改造前应根据加工需求和实际应用环境进行改造方案的选择
和设计。
二、改造内容:
1、主轴传动部分:主轴采用变频调速电机驱动,实现主轴转速、前进和后退、主轴停止等操作的自动化;
2、进给部分:进给系统采用伺服电机控制,实现自动进给、进
给速度、进给量的调整;
3、夹紧装置:改用气动、液压等不同夹紧方式,实现夹紧力大
小的自动调整和保证工件在加工过程中的稳定性;
4、传感器:加装光电或机械式传感器,实现位移、速度、压力
等参数的监测和反馈;
5、自动换刀:加装自动换刀机构,实现自动换刀、刀具检测和
自动调整等功能;
6、加装零点回归装置,实现加工的准确定位和定位精度。
三、改造后的数控钻床的优势:
1、提高加工效率和产品质量,缩短加工周期,降低人工成本;
2、实现自动化生产,提高生产流程控制的精度和可靠性;
3、操作简单方便,可以编辑工艺参数,实现加工流程的自动控制和互连互通。
钻床数控改装用数控XY工作台设计

摘要数控XY工作台具有自动化程度高的特点。
将钻床进行数控改造可以提高机床的使用性能,降低生产成本,用较少的资金投入而得到较高的机床性能和较大的经济效益。
本次设计主要对数控XY工作台的机械部分进行设计,对滚珠丝杠,滚动导轨及步进电动机做了设计计算并选型,对相关支撑部件和连接部件进行了分析计算和选型改造。
另外,零件图和装配图利用AutoCAD 绘制完成。
本次设计我主要针对以下几个方面进行设计计算:工作台总重量的估算。
滚珠丝杠的相关计算与选型。
通过对滚珠丝杠的动载荷及静载荷的计算,确定所要丝杠的动静载荷值,并据此选型。
滚动导轨的相关计算与选型。
分别计算滚动导轨的动载荷及其工作寿命来确定滚动导轨的参数,并据此选型。
步进电动机的相关计算和选型。
我分别作了其转动惯量和转动力矩的计算,根据所得的数据作步进电动机进行选型。
同时对其进行了惯量验算和最大运行频率验算。
最后设计出了如装配图所示的XY工作台。
关键字:XY工作台步进电动机滚动导轨滚珠丝杠目录一、绪论………………………………………………………………二、设计目的…………………………………………………………三、设计要求…………………………………………………………四、设计的内容和步骤………………………………………………(一)总体设计方案……………………………………………………1设计机构的性能要求……………………………………………2待改装钻床型号的确定…………………………………………3控制方式的确定…………………………………………………4伺服系统的确定…………………………………………………5工作台参数的初步确定…………………………………………6导轨的选型思路…………………………………………………7滚珠丝杠选型思路………………………………………………8丝杠和电机连续零件的选取思路………………………………9支承座材料的选取………………………………………………10轴承类型的选取思路…………………………………………(二)机械部分改装设计与计算……………………………………1确定工作台的尺寸及其重量…………………………………2支承座参数设计………………………………………………3滚珠丝杠参数计算与选型……………………………………4滚动导轨参数计算与选型……………………………………5步进电机参数计算与选型……………………………………6联轴器的选择…………………………………………………五、结束语……………………………………………………………六、致谢………………………………………………………………七、参考文献…………………………………………………………绪论据资料介绍,我国拥有400多万台机床,绝大部分都是多年累积生产的普通机床。
钻床改装用数控XY工作台设计(机电一体化课程设计)
广西工学院机械工程系《机电一体化系统设计》课程设计任务书设计题目:钻床改装用数控XY工作台设计(220*300mm2)(B) 班级:机自Y106姓名:陆文基指导教师:教研室主任:设计要求:设计要求包含以下几个部分:1、数控XY工作台机械部分的设计计算2、数控XY工作台机械部分装配图设计(A1)3、基于运动控制卡的控制系统硬件系统设计图(附在说明书中)4、编写设计说明书(不少于20页)广西工学院机电一体化教研室2010-12-20目录摘要--------------------------------------------------------------------------1一、设计目的--------------------------------------------------------------------2二、设计要求--------------------------------------------------------------------2三、机械部分改装设计计算--------------------------------------------------21、初步确定工作台的尺寸及其重量---------------------------------32、传动系统设计---------------------------------------------------------33、滚珠丝杠的设计计算及选择---------------------------------------44、滚动导轨的计算与选择---------------------------------------------75、步进电动机的计算与选型------------------------------------------106、联轴器的选择---------------------------------------------------------147、轴承座的选择----------------------------------------------------------15四、总结---------------------------------------------------------------------------17五、参考文献---------------------------------------------------------------------18钻床改装用数控XY 工作台设计摘要X-Y 数控工作台改装设计是一个开环控制系统,其结构简单。
大型立式车床数控改造
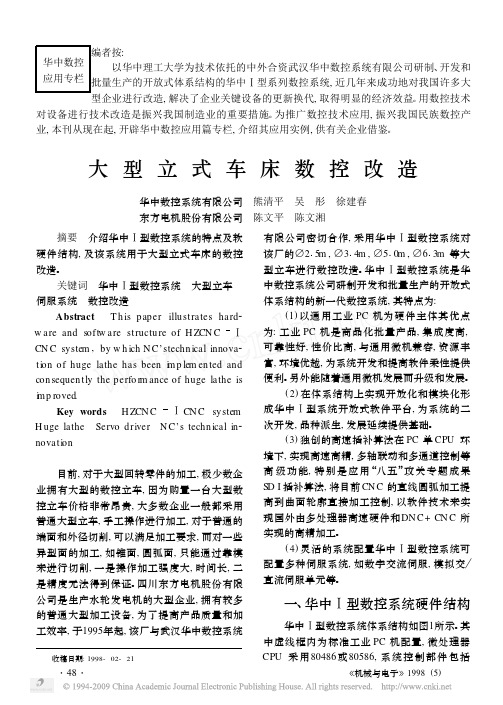
华中数控应用专栏:以华中理工大学为技术依托的中外合资武汉华中数控系统有限公司研制、开发和 型系列数控系统,近几年来成功地对我国许多大型企业进行改造,解决了企业关键设备的更新换代,取得明显的经济效益。
用数控技术对设备进行技术改造是振兴我国制造业的重要措施。
为推广数控技术应用,振兴我国民族数控产业,本刊从现在起,开辟华中数控应用篇专栏,介绍其应用实例,供有关企业借鉴。
大型立式车床数控改造华中数控系统有限公司 熊清平 吴 彤 徐建春东方电机股份有限公司 陈文平 陈文湘 摘要 介绍华中 型数控系统的特点及软硬件结构,及该系统用于大型立式车床的数控改造。
关键词 华中 型数控系统 大型立车 伺服系统 数控改造Abstract T h is paper illu strates hard 2w are and softw are structu re of H ZCN CCN C system ,by w h ich N C’stechn ical innova 2ti on of huge lathe has been i m p lem en ted and con sequen tly the p erfo r m ance of huge lathe is i m p roved .Key words H ZCN C CN C systemH uge lathe Servo driver N C’s techn ical in 2novati on 收稿日期:1998-02-21目前,对于大型回转零件的加工,极少数企业拥有大型的数控立车,因为购置一台大型数控立车价格非常昂贵,大多数企业一般都采用普通大型立车,手工操作进行加工,对于普通的端面和外径切削,可以满足加工要求,而对一些异型面的加工,如锥面,圆弧面,只能通过靠模来进行切削,一是操作加工强度大,时间长,二是精度无法得到保证。
四川东方电机股份有限公司是生产水轮发电机的大型企业,拥有较多的普通大型加工设备,为了提高产品质量和加工效率,于1995年起,该厂与武汉华中数控系统有限公司密切合作,采用华中 型数控系统对该厂的 215m , 314m , 510m , 613m 等大型立车进行数控改造。
5032立式铣床进给系统的数控改造
5032立式铣床进给系统的数控改造在现代机械加工领域,数控机床凭借其高精度、高效率和高自动化程度的优势,逐渐取代了传统机床。
5032 立式铣床作为一种常见的机床设备,为了适应生产需求,提高加工精度和效率,对其进给系统进行数控改造具有重要的意义。
一、5032 立式铣床进给系统的现状5032 立式铣床的原进给系统通常采用手动操作或简单的机械传动方式,存在着诸多局限性。
例如,进给速度的调整不够精确和灵活,难以满足复杂零件加工的要求;定位精度较低,影响加工质量;操作繁琐,劳动强度大等。
二、数控改造的目标与意义数控改造的主要目标是提高机床的自动化程度和加工精度,实现多轴联动和复杂轮廓的加工。
通过改造,可以大大提高生产效率,降低劳动成本,提升产品质量和市场竞争力。
三、改造方案的设计1、数控系统的选择在选择数控系统时,需要考虑系统的稳定性、可靠性、功能完整性以及与机床的适配性。
常见的数控系统有国产和进口之分,应根据实际需求和预算进行选择。
2、驱动电机的更换为了实现精确的进给运动,需要将原有的普通电机更换为高性能的伺服电机或步进电机。
伺服电机具有响应速度快、精度高的优点,但成本相对较高;步进电机则成本较低,适用于对精度要求不太高的场合。
3、传动机构的改进原有的机械传动机构可能存在间隙、磨损等问题,影响传动精度。
可以采用滚珠丝杠螺母副、直线导轨等高精度的传动部件,减少传动误差,提高运动平稳性。
4、检测装置的安装为了实时监测机床的运动位置和速度,需要安装位置传感器和速度传感器。
常用的检测装置有光栅尺、编码器等,它们能够将机床的运动信息反馈给数控系统,实现闭环控制,提高加工精度。
四、硬件安装与调试1、拆除原有的进给系统部件在安装新的数控部件之前,需要先拆除原有的手动操作机构、电机、传动部件等。
2、安装新的数控部件按照设计方案,依次安装数控系统、驱动电机、传动机构和检测装置。
在安装过程中,要确保各部件的安装位置准确,连接牢固,避免出现松动和误差。
普通立式铣床的数控改造毕业设计

普通立式铣床的数控改造毕业设计(此文档为word格式,下载后您可任意编辑修改!)XA5032普通立式铣床的数控改造摘要数控机床是装备制造业的工作母机,是实现制造技术和装备现代化的基石,是保证高新技术产业发展和国防军工现代化的战略装备。
在全球倡导绿色制造的大环境下,机床数控化改造成为了热点。
它包括普通机床的数控化改造和数控机床的升级本设计是对XA5032普通立式铣床进行数控化改造。
为了实现把XA5032普通立式铣床改造成经济型数控铣床,我针对此铣床的主传动系统,X,Y,Z向进给系统进行数控改造,并增加了CNC装置和伺服系统。
对主传动系统,我选用FANUC AC 电动机通过带传动驱动主轴。
对进给系统,我把原先的滑动丝杠换成滚珠丝杠,以提高精度和效率,并由原先的手动控制,改造成由电动机控制。
通过变频器实现主轴传动和进给机构的无级变速。
通过单片机的设计,构成控制系统。
关键词:数控改造,滚珠丝杠,伺服系统ABSTRACTNC machine tools is the Machine Tools and equipment manufacturing, is to achieve manufacturing technology and the cornerstone of modern equipment is to ensure that of the military strategy and equipment. Green Manufacturing in the global advocacy of the environment, transformation of CNC machine tools to become a is XA5032 ordinary vertical milling machine NC transformation. In order to achieve the XA5032 vertical milling machine into the general economy CNC milling machine, I am against this milling the main drive system, X, Y, Z to the feed system NC transformation, and to increase the CNC servo devices and systems. The main drive system, I choose FANUC AC motor drive through the belt drive spindle. The feedsystem, I replaced the original sliding screw ball screws, to improve accuracy and efficiency, and the original manual control, into the motor control. Converter to achieve through the main transmission and feed the CVT. SCM through the design of a control system.Key words: NC transformation, ball screw, Servo System目录第一章概论 (5)1.1 数控机床的组成 (5)1.2 机床数控化改造的意义 (6)1.3 机床数控化改造的必要性和迫切性 (7)第二章铣床机械结构的改造设计 (8)2.1 介绍 (8)2.1.1 数控铣床机械结构的主要特点 (8)2.1.2 数控铣床对机械结构的基本要求 (9)2.2 铣床主传动系统的数控化改造 (10)2.2.1 主传动系统的基本要求和变速方式 (10)2.2.2 XA5032型铣床数控化改造主轴系统的设计 (11)2.3 XA5032型铣床数控化改造主轴系统计算设计 (12)2.3.1 主传动中同步带传动设计 (12)2.3.2 主轴的设计 (14)2.4 铣床进给传动系统的数控化改造 (18)2.4.1 数控铣床对进给传动系统的基本要求 (19)2.4.2 数控铣床的进给传动系统的基本型式 (19)2.4.3 数控改造铣床进给系统的型式及介绍 (21)2.4.4 数控改造铣床进给传动系统的计算设计 (22)2.5 主轴的驱动元件的选择 (27)第三章铣床的电气改造部分 (29)3.1 计算机数控装置 (29)3.2 单片机的设计 (31)3.2.1 单片机的介绍 (31)3.2.2 系统的扩展 (32)3.3 键盘 (36)3.4 步进电机控制电路设计 (37)3.4.1 脉冲当量和传动比的确定 (37)3.4.2 步进电机的选择及其驱动方式 (38)3.5 光电隔离电路设计 (41)3.6 控制系统的软件设计 (42)3.6.1 步进电机控制程序设计 (42)3.6.2 LED动态显示接口程序设计 (44)谢辞 (46)参靠文献: (47)第一章概论1.1 数控机床的组成如图1.1所示,数控机床由一下几个部分组成。
X5032立式铣床进给系统的设计数控改造

引言数控机床对进给传动系统的要求:数控机床进给传动系统承担了数控机床各直线坐标轴、回转坐标轴的定位和切削进给。
无论是点位控制、直线控制还是轮廓控制,进给系统的传动精度、灵敏度和稳定性直接影响被加工件的最后轮廓精度和加工精度。
为此,对进给系统中的传动装置和元件要求具有长寿命、高刚度、无传动间隙、高灵敏度和低摩擦阻力的特点,如导轨必须摩擦力比较小、耐磨性要高,通常采用滚动导轨、静压导轨等。
为了提高转换效率,保证运动精度,当旋转运动被转化为直线运动时,广泛应用滚珠丝杠螺母副。
为了提高位移精度,减少传动误差,对采用的各种机械部件首先保证它们的加工精度,其次采用合理的预紧来消除轴向传动间隙。
虽在进给传动系统中采用各种措施消除间隙,但仍然可能留有微量间隙。
此外由于受力而产生弹性变形,也会有间隙,所以在进给系统反方向运动时仍由数控装置发出脉冲指令进行自动补偿。
数控化改造主要内容有以下几点:其一是恢复原功能,对机床、生产线存在的故障部分进行诊断并恢复;其二是NC化,在普通机床上加数显装置,或加数控系统,改造成NC机床、CNC机床;其三是翻新,为提高精度、效率和自动化程度,对机械、电气部分进行翻新,对机械部分重新装配加工,恢复原精度;对其不满足生产要求的CNC系统以最新CNC进行更新;其四是技术更新或技术创新,为提高性能或档次,或为了使用新工艺、新技术,在原有基础上进行较大规模的技术更新或技术创新,较大幅度地提高水平和档次的更新改造.一、总体方案的确定1.1 设计的基本参数:原始数据:工作台宽:320mm;工作台及床鞍重量:纵向 800N 横向 1200N;工作台快移速度:纵向 2m/min 横向 1m/min;最大快进速度:纵向 0.6m/min 横向 0.3m/min;主电机功率:2.2kw;转速:1450rpm工艺数据:主轴转速:265rpm 走刀速度:55m/min刀具直径:35mm铣削宽度:7mm 铣削深度:32mm最小分辨率:纵、横向0.01mm其余数据按实际情况确定1.2 设计内容:(1)总体方案确定及可行性论证。
数控立式车床机械结构部分的改造及设计

数控立式车床机械结构部分的改造及设计摘要:机械结构部分是数控机床的本体,与普通机床相同,主要由主传动系统、进给传动系统、工作台、床身及立柱等组成。
机械结构的改造主要是改造主传动系统和进给传动系统;为满足改造后的机床适应数控的定位精度要求,对机床立柱、横纵轴及横梁轨道、变速箱、横梁和工作台、液压系统、润滑系统进行功能恢复,以保证机床关键零部件的精度。
根据本文对C5126 数控立式车床的主传动系统和进给传动系统进行了改造和设计。
关键词:数控立式车床;机械结构;改造1主传动系统的改造主传动系统是用来实现机床主运动的传动装置,它具有一定的速度和变速范围,通过主传动系统驱动车床主轴,提供主切削力,完成加工任务。
可以加工不同材料、不同尺寸、不同要求的工件,并能方便地实现运动的启停、变速、换向和制动等。
1.1主传动系统的设计要求除应满足普通机床的主传动要求外,还应具有如下要求:(1) (2) (3) (4) (5) 1.2 主传动系统的改造设计如图1.1所示为C5126的主传动系统原理图,原 主传动系统通过 4轴齿轮传动实现 1 6级变速。
由于传 动齿轮多,使得变速箱的体积较大,且变档时比较费 时繁琐,生产效率低,加工出来的零件精度不高。
因 此,需要对该主传动系统进行结构改造。
图 1.1 普通车床传动图为了缩短改造工期,降低改造成本,并且实现无 级调速,将主传动系统改造为如图 1 .2所示结构。
电 动机仍采用原主轴交流电动机,并配合相应的变频器 实现转速调控。
通过一对锥齿轮实现换向,应用一对 圆柱斜齿轮实现机构的减速。
为了实现每转同步进给 切削,在主轴上安装编码器,构成半闭环检测结构。
通过改造,大大简化了主轴箱结构,传动链缩短,且 调速较方便。
图 1 .2数控车床主轴传统图1.3 驱动控制及驱动电机的改造设计有较宽的调速范围,并能实现无级调速。
有足够的功率和扭矩。
有足够的传动精度。
动态响应性强,变速迅速可靠。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
摘要目前中国企业中机床设备老化,不能满足新技术、新工艺的生产要求。
本文重点介绍Z5140A型台式钻床的数控改装方案和单片机系统设计,将传统的机械与现有的数控技术相结合,使其具有自动进给功能,为企业进行设备的数控化改造提供了一种有效可行的途径。
现有的Z5140A型台式钻床经改造后提高了加工精度,扩大了机床的使用范围,并提高了生产率。
本论文说明了普通钻床的数控化改造的设计过程,较详尽地介绍了Z5140A机械传动部分的设计及数控系统部分的设计。
通过该改造计划,改造后的Z5140A型钻床具备数控机床的精度要求,自动化柔性生产的能力。
机床整体能力达到预期的要求。
Z5140A数控钻床主要用于加工各种孔及平面和曲面的铣削。
它集中了立式钻床和铣床的功能。
数控钻床需要很少人工操作,也没有机械操作元件如手柄、摇把等。
该钻床如同其他CNC钻床,全部工作循环是在微机数控系统控制下实现的。
车削对象改变后,只需改变相应的软件就可适应新的需要。
由于利用的床身、立柱等基础件都是重而坚固的铸造构件,而不是那种焊接构件,改造后的机床性能高、质量好,可以作为新设备继续使用多年。
但是受到原来机械结构的限制,不宜做突破性的改造。
关键词:数控机床;滚珠丝杠;数控系统AbstractAt present,Machine tools made in China is aging and can not meet the requirements of new technologies and new processes of production. This paper focuses on the NC Z5140A-type drill press conversion programs and MCU system design. Combining the traditional machines with the CNC technology, it can realize automatically feed function and provides a feasible and effective way for the enterprise of equipment's transformation with NC.Existing Z5140-type drill press improves the machining accuracy, expands the scope of machine use and increases the productivity after transformation. This paper describes the design process of the transformation of the general drilling with NC, introduces the design of the Z5140A mechanical transmission part and numerical control system part in detail.After the transformation plan, Z5140A-type drill transformed has the accuracy requirement of CNC machine tools and the automatic flexible production capacity. Machine tools achieve the desired overall capacity requirements. Z5140A CNC drilling machine is mainly used for processing a variety of holes and planar and surface milling. It contains the vertical drilling and milling function. CNC drilling and milling machine requires very little manual operation and no operation of machinery components such as handles, crank and so on. As with other CNC drilling of the drilling machine, all of the cyclic work is completed under the control of the computer numerical control system.As turning object changes, just change the corresponding software to adapt to new needs. Because lathebed, column and other basic items are heavy and casting equipments but not the welded components, machine tools transformed has higher performance and better quality, which can be used as a new equipment for years. However, limited by the mechanical structure of the original, it can not be transformed revolutionarily.Key Word:Numerical Control Machine Tools ; Ball Screw; CNC System目录摘要 ........................................ - 1 -Abstract ...................................... - 2 -1绪论......................................... - 6 -1.1 立式钻床的概述............................................................................................ - 6 -1.2 数控立式钻床的发展.................................................................................... - 6 -1.3 立式钻床数控化改造的市场 ....................................................................... - 8 -1.3.1 机床数控化改造的市场...................................................................... - 8 -1.3.2 立式钻床简介...................................................................................... - 9 -1.4床数控化改造的内容及优缺点 .................................................................. - 10 -1.4.1数控化改造的内容............................................................................. - 10 -1.4.2 立式钻床数控化改造的优缺点........................................................ - 11 -2主传动系统的设计............................ - 12 -2.1 立式钻床数控化改造设计任务 ................................................................. - 12 -2.2 总体方案的确定.......................................................................................... - 13 -2.2.1 Z向步进电机与进给滚珠丝杠的联结 ............................................. - 13 -2.2.2 传动形式的选择................................................................................ - 15 -2.2.3 滚珠丝杠副的参数............................................................................ - 16 -2.2.4 滚珠丝杠副的组成及特点................................................................ - 17 -2.2.5 滚珠丝杠副的典型结构类型............................................................ - 17 -2.2.6 滚珠丝杠的支撑形式选择................................................................ - 19 -2.3 Z向进给滚珠丝杠副的计算与校核 ................................................... - 22 -2.3.1主轴钻削力计算................................................................................. - 22 -2.3.2滚珠丝杠副的选择计算..................................................................... - 23 -2.3.3选择步进电动机................................................................................. - 26 -2.4 电主轴选用、冷却与润滑 ......................................................................... - 30 -2.4.1 电主轴的概述.................................................................................... - 30 -2.4.2 电主轴的冷却与润滑........................................................................ - 33 -2.4.3 电主轴的选用.................................................................................... - 35 -3数控系统电路设计............................ - 37 -3.1绘制系统电气控制的结构框图 .................................................................. - 37 -3.1.1 机床硬件电路有以下几部分组成.................................................... - 38 -3.2 MCS-51单片机简介 ................................................................................... - 38 -3.2.1 8031单片机的基本特性.................................................................... - 38 -3.2.2 8031芯片引脚及其功能介绍......................................................... - 40 -3.3存储器扩展电路设计................................................................................... - 42 -3.3.1 程序存储器的扩展............................................................................ - 42 -3.3.2 数据存储器的扩展............................................................................ - 44 -3.3.3 译码电路设计.................................................................................... - 45 -3.4 I/O接口扩展电路设计 ............................................................................ - 45 -3.4.1 8155通用可编程接口芯片................................................................ - 45 -3.4.2 8255可编程接器芯片........................................................................ - 47 -3.4.3 8255的结构........................................................................................ - 48 -3.5 其它辅助电路设计...................................................................................... - 49 -3.5.1 8031的时钟电路................................................................................ - 49 -3.5.2 越界报警和急停处理电路................................................................ - 49 -3.5.3 复位电路............................................................................................ - 49 -3.5.4 掉电保护电路.................................................................................... - 50 -3.5.5 键盘显示接口电路............................................................................ - 50 -4结论........................................ - 51 -致谢 ............................ 错误!未定义书签。