TIMKEN轴承钢标准
轴承钢国家标准及性能要求
钢是用来制造滚珠、滚柱和轴承套圈的钢。轴承钢有高 而均匀的硬度和耐磨性,以及高的弹性极限。对轴承钢 的化学成分的均匀性、非金属夹杂物的含量和分布、碳 化物的分布等要求都十分严格,是所有钢铁生
产中要求最严格的钢种之一。1976年国际标准化组织ISO 将一些通用的轴承钢号纳入国际标准,将轴承钢分为:全
的冷、热加工性能。我国已纳入标准的轴承钢分类方法 与ISO相似,分别对应为高
碳铬轴承钢、渗碳轴承钢、不锈耐蚀轴承钢、高温轴承 钢四大类。近五十年来我国还在轴承钢钢种及其轴承用 材料方面,如无铬轴承钢、中碳轴承钢、特殊用途轴承 钢及合金、金属陶瓷等取得了很大的进展。为
了实现两会提出的经济增长目标,各地城市基础设施建 设工程密集开工,促进社会的发展,推动市场的发展, 轴承钢市场需求只会越来越多,只增不减。轴承钢的冶 炼需要高要求,需要国家支持,还有冶炼轴承
钢的技术,才可以也冶炼出达到国家标准的轴承钢。轴 承杆国家标准更需要每一个冶炼的企业记牢,不能为了 贪快而罔顾轴承钢的国家标准。冲孔铝板安装节点介绍 镀锌线管符号哪里找 小兔整理来报道
ቤተ መጻሕፍቲ ባይዱ
版权所有 禁止转载 谢谢!
骏卡 ty97htvv
今天给大家介绍的是在“十二五”国家规划中充当重要 角色——轴承钢以及轴承杆的国家标准。精密的轴承钢为 我们国家建造出高楼大厦、汽车的车盖、桥墩的支撑住、 精密仪器的滚珠,滚柱、钢圈……并且轴
承钢需要按照轴承钢国家标准生产方可使用,轴承钢只 有达到国家标准才能为保障人们的人身安全以及促进社 会的快速发展,不然就是祸害了人们阻碍了社会的发展, 因而轴承钢对我们来说是非常重要的。轴承
级、成分控制、定尺和尺寸偏差等均严于GB/T182542002标准。轴承钢的性能要求:1)高的接触疲劳强度,2)
NSK轴承后缀代号说明(瑞莱宝)
3 ABEC3 P6
6级
5P CLASS5P P5
5级
7P CLASS7P P4
4级
代号
AF2 NS7
内 容
Aero shell fluid 12 NS Hilube grease
基本代号
FR133 MR74 692 602
材料代号
— — h —
密封圈 保持架代号
防尘盖代号
J
ZZS
W
ZZS
J
ZZ
J
高度系列 7
9
1
fT
0.9 1.2 1.6
6
7
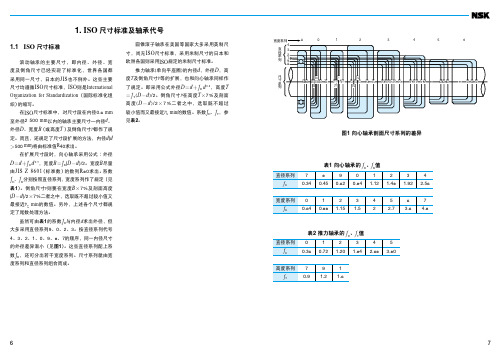
ISO尺寸标准及轴承代号
1.2 滚动轴承代号的构成
滚动轴承是重要的机械零部件,其主要尺寸 均已实现了国际标准化。ISO虽曾审议过在国际 上统一轴承代号的问题,但目前各国轴承企业依旧 各行其是,尚未实现统一。
日本轴承企业主要参照SKF轴承代号的结 构,一般以4位或5位数字表示。对通常大量使用 的轴承,在JIS中已作了规定。
29230
9
ISO尺寸标准及轴承代号
1.3 英制圆锥滚子轴承代号
在 ABMA (The American Bearing Manufacturers Association) Standard 中已对英制圆锥滚子轴承代 号的构成做了规定。ABMA 所列轴承代号适用 于新设计的轴承,已经广为采用,今后仍可继续 使用。TIMKEN 公司似也采用了 ABMA 标准轴 承代号,按此标准编制的轴承代号还有很多。轴 承代号的构成如表 1 所示。
表1
内径代号
/0.6( 1) 1
/1.5( 1)
内径 d (mm)
0.6 1 1.5
2
2
轴承钢球标准(一)
轴承钢球标准(一)轴承钢球标准1. 引言轴承钢球作为轴承的核心部件,起着支撑和传递载荷的重要作用。
为了确保轴承的质量和性能稳定,制定了一系列的轴承钢球标准。
2. 国家标准以下是国家针对轴承钢球制定的标准: - GB/T 轴承钢轧制品 - GB/T 高碳铬轴承钢球 - GB/T 轴承钢中频感应炉加热设备3. 标准内容GB/T 轴承钢轧制品此标准规定了轴承钢轧制品的分类、要求、试验方法、检验规则、标志、包装和贮存。
- 分类:根据轧制品的外观、尺寸和用途将其分为不同的等级。
- 要求:包括化学成分、机械性能、硬度、金相组织等方面的要求。
- 试验方法:通过对轧制品进行硬度试验、拉伸试验、冲击试验等来评估其性能。
- 检验规则:对轧制品进行抽样检验和批量接收检验的规定。
- 标志、包装和贮存:对轧制品的标志、包装和贮存条件进行规定。
GB/T 高碳铬轴承钢球此标准规定了高碳铬轴承钢球的分类、要求、试验方法、检验规则、标志、包装和贮存。
- 分类:根据轴承钢球的精度等级将其分为不同的等级。
- 要求:包括化学成分、硬度、尺寸偏差、精度等方面的要求。
- 试验方法:通过对高碳铬轴承钢球进行硬度试验、尺寸测量等来评估其质量。
- 检验规则:对高碳铬轴承钢球进行抽样检验和批量接收检验的规定。
- 标志、包装和贮存:对高碳铬轴承钢球的标志、包装和贮存条件进行规定。
GB/T 轴承钢中频感应炉加热设备此标准规定了轴承钢中频感应炉加热设备的分类、要求、试验方法、检验规则、标志、包装和贮存。
- 分类:根据中频感应炉加热设备的工作方式和功能将其分为不同的等级。
- 要求:包括功率、加热温度、加热效率、工作稳定性等方面的要求。
- 试验方法:通过对中频感应炉加热设备进行功率测试、温度均匀性测试等来评估其性能。
- 检验规则:对中频感应炉加热设备进行抽样检验和批量接收检验的规定。
- 标志、包装和贮存:对中频感应炉加热设备的标志、包装和贮存条件进行规定。
timken3311化学成分

timken3311化学成分摘要:I.引言- 介绍Timken3311 轴承II.化学成分- 主要元素的含量- 合金元素的作用III.性能特点- 耐磨性- 抗疲劳性- 抗咬合性IV.应用领域- 工业领域- 汽车领域- 航空航天领域V.结论- 总结Timken3311 轴承的优点正文:【引言】Timken3311 轴承是一款由美国Timken 公司生产的圆锥滚子轴承,广泛应用于各类工程机械、汽车、航空航天等领域。
本文将重点介绍Timken3311 轴承的化学成分及其性能特点。
【化学成分】Timken3311 轴承的化学成分主要包括碳(C)、硅(Si)、锰(Mn)、铬(Cr)、钼(Mo) 等元素。
其中,碳元素是轴承钢的主要成分,对钢的热处理性能和硬度有重要影响;硅元素能提高钢的强度和弹性,但过量的硅会导致脆化;锰元素可以消除钢中的硫和氧,提高钢的硬度和耐磨性;铬元素和钼元素是轴承钢中的合金元素,可以显著提高钢的耐磨性、抗疲劳性和抗咬合性。
【性能特点】1.耐磨性:由于Timken3311 轴承中含有较高的合金元素,使得其具有优异的耐磨性,可有效延长轴承的使用寿命。
2.抗疲劳性:Timken3311 轴承在制造过程中,对钢进行了适当的热处理,使其具有良好的抗疲劳性,能承受较大的循环载荷。
3.抗咬合性:Timken3311 轴承的抗咬合性能优异,可有效避免轴与轴承之间的咬合现象,减小磨损。
【应用领域】Timken3311 轴承凭借其优异的性能特点,广泛应用于以下领域:1.工业领域:可用于冶金、矿山、电力、石化等重载设备的轴承部件。
2.汽车领域:可用于汽车的轮毂轴承、传动系统轴承等关键部件。
3.航空航天领域:可用于航空发动机、导弹、卫星等高技术设备的轴承部件。
【结论】综上所述,Timken3311 轴承具有优良的化学成分和性能特点,使其在各种工程领域得到广泛应用。
铁姆肯轴承前后缀符号含义
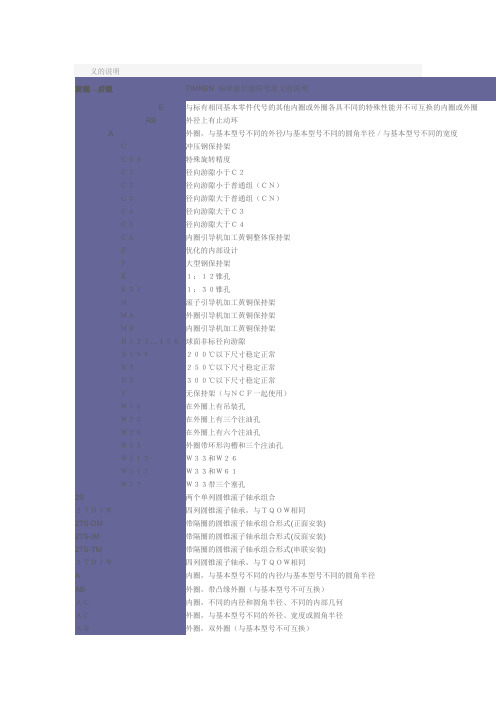
义的说明前缀…后缀TIMKEN 轴承前后缀符号意义的说明E 与标有相同基本零件代号的其他内圈或外圈各具不同的特殊性能并不可互换的内圈或外圈 RB 外径上有止动环A 外圈,与基本型号不同的外径/与基本型号不同的圆角半径/与基本型号不同的宽度C冲压钢保持架C08特殊旋转精度C1径向游隙小于C2C2径向游隙小于普通组(CN)C3径向游隙大于普通组(CN)C4径向游隙大于C3C5径向游隙大于C4CA内圈引导机加工黄铜整体保持架E优化的内部设计F大型钢保持架K1:12锥孔K301:30锥孔M滚子引导机加工黄铜保持架MA外圈引导机加工黄铜保持架MB内圈引导机加工黄铜保持架R123…456球面非标径向游隙S1**200℃以下尺寸稳定正常S2250℃以下尺寸稳定正常S3300℃以下尺寸稳定正常V无保持架(与NCF一起使用)W16在外圈上有吊装孔W20在外圈上有三个注油孔W26在外圈上有六个注油孔W33外圈带环形沟槽和三个注油孔W513W33和W26W517W33和W61W77W33带三个塞孔2S 两个单列圆锥滚子轴承组合2TDIW四列圆锥滚子轴承,与TQOW相同2TS-DM 带隔圈的圆锥滚子轴承组合形式(正面安装)2TS-IM 带隔圈的圆锥滚子轴承组合形式(反面安装)2TS-TM 带隔圈的圆锥滚子轴承组合形式(串联安装)3TDIW四列圆锥滚子轴承,与TQOW相同A 内圈,与基本型号不同的内径/与基本型号不同的圆角半径AB 外圈,带凸缘外圈(与基本型号不可互换)AC内圈,不同的内径和圆角半径、不同的内部几何AC外圈,与基本型号不同的外径、宽度或圆角半径AD外圈,双外圈(与基本型号不可互换)ISO轴承外圈—无油孔或油沟的双外圈,带法兰外圈(与基本型号不可互换)ISO轴承,外型及尺寸与基本型号相同,但内部几何结构和外滚道的角度不同(与标准基本零件代号不可互换)(与标准基本零件代号不可互换),如CN-07237/或内部几何形状的双内圈95927DS与995927DS/或内部几何结构的组合精密圆锥滚子轴承,非零件代号,与实际尺寸无关(与基本型号或有相同基本号的内圈或外圈,不可替(用于重型商用汽车的驱动轴小齿轮)/或内部几何形状(与基本型号相同的轴承不可互换)SP圆锥滚子轴承(一体化的轴承组合,迷宫式密封,体积较AP更小)圆锥滚子轴承组合,如TC-702/或内部几何形状的内圈(农机园盘犁用)(农机园盘犁用),双列一体外圈圆锥滚子轴承/延伸内圈的不可调节的,重负荷,双列一体外圈圆锥滚子轴承/延伸内圈的不可调节的,双列一体外圈圆锥滚子轴承/延伸内圈的不可调节的,双列一体外圈圆锥滚子轴承/延伸内圈的不可调节的,重负荷,带凸缘双列一体外圈圆锥滚子轴承,SENDZIMm/min的场合)m/min的场合)(用于机床等)型无保持架推力圆锥滚子轴承(上层滚道有一磨削的凹面),压下推力轴承(上层滚道有一磨削的凸面),压下推力轴承(客车车轮和重型汽车的轮壳等)(卡车用)。
TIMKEN圆锥滚子轴承指南培训

TNASW TNASWE
--2S、SR
2S、SR型结构特点:
① 2套TS轴承组合 ② 1个内圈隔圈 ③ 1个外圈隔圈或外圈扣环 ④ 2S为英制尺寸,而SR为公制尺寸。
型号表示:
2S:
内圈
外圈
LM 67048 - LM 67010
K106817R K106610R
内圈隔圈 外圈扣环
SR: JH 415647 - JH 415610
H415647XS K524653R
32014X JXH7007A JYH11007TSR
注:定购轴承需确定轴承和隔圈、扣环型号。
应用场合:
2S型轴承常使用在通孔的轴 承座中,因其外圈扣环可起到轴 向定位的作用。
--概述
TS型圆锥滚子轴承按“英制”和“公制”来分类,分别使用不同的 编号系统,英制和公制轴承即使相同的前后缀也表示不同含义。英制轴 承内外圈用不同型号表示,而ISO公制轴承用一个型号表示一套轴承组合。
圆锥滚子轴承使用相同的滚子,包括滚子形状、尺寸和锥度,因此,同
一系列圆锥滚子轴承的内外圈可相互配对。
注:因各企业设计、加工工艺有所差异,相同型号但不同品牌的内外圈不可配对。
--旧英制
旧英制轴承的型号用3位数字、部分用不含字母 的几位数字表示。其“系列号”都是以“5”或“0” 结尾,内外圈用不同的型号分别表示。一般而言,内
字表示,分别为1、2……9、0。从左到右接
① ②③ ④⑤
触角逐渐增大,轴承承受轴向载荷的能力也
逐渐增强。每个数字详细代表的接触角范围请查阅TIMKEN资料。
如:H715345-H715311 与 H414249-H414210内外径尺寸相同,但前者的轴向额定动载荷
轴承钢牌号、化学成分及标准对比
1、概述(研究目的与意义)2、该产品研究国内外研究与发展现状(发展过程、现状及发展前景)3、技术、市场分析(重点介绍)国内生产现状(包括主要生产厂家、各厂家生产该产品采用的生产工艺流程、生产设备、关键技术、生产规格、执行标准或技术条件、产品产量和质量状况、现有及潜在用户、市场占有情况等)(重点介绍)市场分析(包括现有和潜在市场容量、产品规格、售价、利润情况、主要品种、主要目标用户及加工工艺、技术质量要求等)(重点介绍)4、可行性分析莱钢开发生产该产品的必要性和可行性分析(主要分析莱钢现有装备和工艺条件是否满足、产品利润预测等)5、其它:特殊要求品种需要介绍一下钢种定义、性能特点、主要用途、用户个性化要求等)1、概述(研究目的与意义)作为合金钢的一种,轴承钢包括高碳铬轴承钢、渗碳轴承钢、高温轴承钢、不锈轴承钢及特殊工况条件下应用的特殊轴承钢。
目前,我国轴承钢总产量已达220万t左右,其中高碳铬轴承钢约占轴承钢总产量的90%以上。
轴承钢是所有合金钢中质量要求最严格、检验项目最多、生产难度最大的钢种之一,主要用于制造滚动轴承。
世界公认轴承钢的生产水平是一个国家冶金水平的标志。
对于一个企业来说,轴承钢的生产水平也是一个企业冶金水平的标志,纵观国际及国内的知名特钢生产企业,无一不将轴承钢特别是高标准轴承钢作为其产品调整、发展战略的一个重要目标。
我国的一些知名特钢生产企业如:兴澄特钢、东北特钢、上海宝钢特钢生产的轴承钢具有品质高(通过国际知名轴承公司SKF、FAG、Timken 认证),产量大(年产量基本维持在30-50万吨的水平)等特点。
莱钢特钢作为一个老牌特钢生产企业,目前轴承钢生产只能按国内标准生产,档次低、品种单一、产量低(年产量在1万吨左右),与国际、国内的知名特钢生产企业相比差距明显。
根据现有装备和生产水平,开发高品质轴承钢,并适当扩大产量不仅对于进一步调整、优化企业产品结构,提高莱钢特钢产品的附加值及经济效益,增强市场竞争能力具有重要意义,而且有利于提升企业的知名度。
轴承钢标准

轴承钢标准
一、国内标准
1. GB/T 18254-2016 高碳铬轴承钢
该标准规定了高碳铬轴承钢的分类、标记、化学成分、硬度、机械性能和检测方法等技术要求。
2. GB/T 3203-2016 滚动轴承用小口径钢球
该标准规定了滚动轴承用小口径钢球的分类、标记、尺寸、化学成分、硬度、机械性能和检测方法等技术要求。
3. GB/T 3077-2015 合金结构钢
该标准规定了合金结构钢的分类、标记、化学成分、力学性能和渗透性能等技术要求,其中包括一些适用于轴承制造的钢种。
二、国际标准
1. ISO 683-17:1999 Heat-treated steels, alloy steels and free-cutting steels - Part 17: Ball and roller bearing steels
该标准规定了经热处理的钢、合金钢和易切削钢中适用于制造滚动轴承的钢种的化学成分、硬度、机械性能和检测方法等技术要求。
2. ASTM A295/A295M-14 Standard Specification for High-Carbon Anti-Friction Bearing Steel
该标准规定了高碳防摩擦轴承钢的化学成分、热处理和机械性能等技术要求,主要适用于制造高速和高负荷的滚动轴承。
高档轴承钢钢材技术标准要点

高档轴承钢钢材技术标准要点1、高档轴承钢钢材水平定义1.1 向SKF公司、INA公司、TIMKEN公司、NSK公司等国外出口钢材的技术标准。
1.2 “特殊性能”与“特种用途”要求钢材的技术标准。
2、高档轴承钢材技术要求2.1 冶炼方法:EBT+LF+VD,氩气保护浇注铸锭2.2 化学成分:除氧含量外,余下残余及有害元素见表1注:用户可按上述方案任选一项执行。
2.3非金属夹杂物:标准:ISO4967-1998(E)方法A合格:如表2所示2.4 低倍夹杂物方法:蓝脆断口法标准:a. SKFD 30第221-222页b.ISO3763c. BS5710d. QV5·108A合格范围:低倍夹杂物平均尺寸≤2.5mm/dm2,单个夹杂物最大尺寸≤3mm/dm2注:用户可按上述标准任选一项执行。
2.5 酸侵低倍标准:ASTM E381合格级别:S2、C2、R2为合格。
2.6碳化物标准:a. SEP1520b. ASTMA 892 加ISO5949增加要求:球化组织1000×倍检查,限制珠光体含量,退火状态网状1000×检查注:用户可按上述标准任选一项执行。
2.7 晶粒度2.6.1 奥氏体晶粒度:标准ASTME 1122.6.2 断口晶粒度:标准:a. sheprerd 法b. QV5·115Bc. QV5·82-1注:用户可按上述标准任选一项执行。
2.8 脱碳层:标准:a. ASTME 1077b. QV5·83-1注:用户可按上述标准任选一项执行。
2.9发纹:标准:JISG0556试验按JISG4805第13.7条规定,发纹要求按JISG4805第11条规定。
东北特殊钢集团技术中心刘永长。
timken3311化学成分

timken3311化学成分【最新版】目录1.引言2.TIMKEN3311 的概述3.TIMKEN3311 的化学成分4.TIMKEN3311 的性能5.结论正文【引言】TIMKEN3311 是一种高性能的轴承钢,广泛应用于各种工业领域。
了解其化学成分和性能对于选择合适的材料和应用至关重要。
本文将详细介绍 TIMKEN3311 的化学成分和性能。
【TIMKEN3311 的概述】TIMKEN3311 是一种高碳铬轴承钢,具有高强度、高硬度和良好的耐磨性。
它可以在高温和高压的环境下保持其性能,因此被广泛用于制造轴承和齿轮等零件。
【TIMKEN3311 的化学成分】TIMKEN3311 的化学成分主要包括:碳(C)1.15%,硅(Si)0.30%,锰(Mn)0.35%,铬(Cr)1.50%,钼(Mo)0.25%,镍(Ni)0.25%,铜(Cu)0.25%,钒(V)0.10%,硫(S)0.03%,磷(P)0.03%。
这些元素的合理配比保证了 TIMKEN3311 的优异性能。
【TIMKEN3311 的性能】TIMKEN3311 具有以下优异性能:1.高强度:TIMKEN3311 具有高的抗拉强度,可以承受更大的载荷。
2.高硬度:TIMKEN3311 具有高的硬度,可以提高耐磨性,延长使用寿命。
3.良好的耐磨性:TIMKEN3311 的耐磨性能好,可以在高速和高压的环境下保持其性能。
4.良好的耐热性:TIMKEN3311 在高温下具有良好的耐热性,不会因为温度过高而失去其性能。
5.良好的耐腐蚀性:TIMKEN3311 具有较好的耐腐蚀性能,可以在腐蚀环境下保持其性能。
【结论】TIMKEN3311 是一种高性能的轴承钢,其优异的性能使其在各种工业领域都有广泛的应用。
Timken产品介绍 - EMA圆柱滚子轴承

圆柱滚子轴承常见应用
应用 风力发电齿轮箱 电厂齿轮箱 斜齿齿轮箱 行星齿轮箱 长材轧制线 吊机和起重机 泵和压缩机 石油钻探设备 客户 Winergy, Hansen, 南高齿,重齿 B&W, 北电,上重 SEW, Brevini, Falk, Rexnord, Flender CAT, Dana, GE, Letourneau, Liebherr SMS-Meer, S-VAI, Danieli, Pomini ZPMC, Brevini, Rolls Royce, Joy IR, Flowserve, Weir, Metso, Warman Halliburton, SPM, G-D, FMC, NOV
N型 • 应用
• 配合其他轴向定位方法,可用于轴的一端 或两端支撑
• 设计特性
• 外圈——无挡边圆柱孔径 • 内圈——两侧挡边 • 不支持轴向负载
EMA系列圆柱滚子轴承
NJ型 • 应用
• 支持高径向负载,同时支持最大达 径向负载30%的单方向轴向负载。
• 设计特性
• 外圈——两侧挡边 • 内圈——单侧挡边
EMA保持架设计
• 创新设计:
• EMA 保持架设计:
一片式设计 外圈挡边引导,端面带润滑孔 铣制成型保持架窗孔 滚子由两端弹簧限位, 运行时不接触
保持架主体
由外圈挡边 引导
弹簧销
润滑孔
EMA 保持架设计
保持架端孔有利于润滑
兜孔大导角减小应力, 改善润滑
保持架梁的外径尺寸优化, 提高了润滑油的流动性以及 减轻了整体重量 平直的保持架梁允许轴承容纳 更多滚子以及更好得将力传递 给外圈
EMA系列圆柱滚子轴承
NUP型 • 应用
• 提供轴向定位,能双向承载较小的轴向负载
铁母肯轴承资料

Technology 技术部
Steel Group 钢材业务部
Automotive Group 汽车业务部
Industrial Group 工业业务部
Law Center 法律中心
Human Retration 财务和行政
Continuing Our Transformation 继续转型
Torrington Acquisition 收购托林顿
• A strategic, natural fit for
continuing to develop a worldwide enterprise that brings customers a broader range of bearingbased solutions while providing shareholders with additional value
Technology 技术部
GLOBAL R&D / ENGINEERING FACILITIES 全球研发和工程机构
Timken Research 铁姆肯研发中心 250,000 Ft2 (23,225m2)
Timken Engineering Resource Center – Romania 铁姆肯工程资源中心- 铁姆肯工程资源中心-罗马尼亚 9,256 Ft2 (860 m2)
Faircrest Steel Plant - Canton, Ohio Gambrinus Steel Plant - Canton, Ohio Harrison Steel Plant - Canton, Ohio Wooster Steel Plant - Wooster, Ohio Timken Alloy Steel Europe Ltd - Kirby Muxloe, UK Timken Latrobe Steel - Latrobe, Pa. Timken Latrobe Distribution - Ohio Timken Precision Components - Sao Paulo, Brazil Timken Precision Components Europe France (Marnaz & Fougeres, France) St. Clair Precision Tubing Components Eaton, Ohio Tryon Peak Plant - Columbus, N.C.
TIMKEN球面滚子轴承后缀代号对照说明
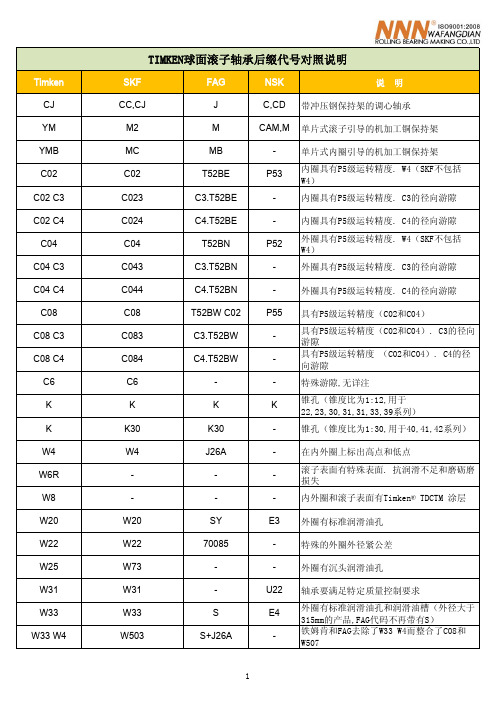
Timken SKF FAG NSK说 明CJ CC,CJ J C,CD带冲压钢保持架的调心轴承YM M2M CAM,M单片式滚子引导的机加工铜保持架YMB MC MB-单片式内圈引导的机加工铜保持架C02C02T52BE P53内圈具有P5级运转精度. W4(SKF不包括W4)C02 C3C023C3.T52BE-内圈具有P5级运转精度. C3的径向游隙C02 C4C024C4.T52BE-内圈具有P5级运转精度. C4的径向游隙C04C04T52BN P52外圈具有P5级运转精度. W4(SKF不包括W4)C04 C3C043C3.T52BN-外圈具有P5级运转精度. C3的径向游隙C04 C4C044C4.T52BN-外圈具有P5级运转精度. C4的径向游隙C08C08T52BW C02P55具有P5级运转精度(C02和C04)C08 C3C083C3.T52BW-具有P5级运转精度(C02和C04). C3的径向游隙C08 C4C084C4.T52BW-具有P5级运转精度 (C02和C04). C4的径向游隙C6C6--特殊游隙,无详注K K K K锥孔(锥度比为1:12,用于22,23,30,31,31,33,39系列)K K30K30-锥孔(锥度比为1:30,用于40,41,42系列)W4W4J26A-在内外圈上标出高点和低点W6R---滚子表面有特殊表面. 抗润滑不足和磨砺磨损失W8---内外圈和滚子表面有Timken® TDCTM 涂层W20W20SY E3外圈有标准润滑油孔W22W2270085-特殊的外圈外径紧公差W25W73--外圈有沉头润滑油孔W31W31-U22轴承要满足特定质量控制要求W33W33S E4外圈有标准润滑油孔和润滑油槽(外径大于315mm的产品,FAG代码不再带有S)W33 W4W503S+J26A-铁姆肯和FAG去除了W33 W4而整合了C08和W507Timken SKF FAG NSK说 明W33 W22 W31W512(W22+W31+W33)S+700855-铁姆肯和FAG去除了W31而整合了C02,C04和C08W33 W94W513(W26+W33)S+H40A E7参考其它部件描述W37---特殊表面精度W401ECB(Prefix)W209B G3内圈只用渗碳钢制成W40R---滚子只用渗碳钢制成W45A W61--外圈端面上有起吊锥孔W47---放大内径内圈W84W77H44S(H40)*E42外圈有含塞子的标准润滑孔W88---内圈内径有特殊的紧公差W93---内圈内空有键槽W94W26H40A E5内圈有润滑油孔和保持架端面有润滑槽W502W502(W22+W33)S+700855-W22、W33和W45A(可行处)W507W507(W4+W31+W33)S+E4P53W31、W33和W45A(可行处)W509W509(W26+W31+W33)S.H40A+...E7U22W31、W33、W94和W45A(可行处)W525W525(W31+W77)S.H44S(H40)*-W31、W33、W84和W45A(可行处)W534W524(C08+W507)--W507和C08W800VA405T41A-W22+W88+径向游隙为指定游隙的上2/3部分(振动筛专用特征代码)W841---W31+普通外径(连铸机专用特征代码)W886A---W33X+W37+W45A(低速、高荷载应用)W886B---带公制锥空的W886(低速、高荷载应用)W906A---C02+C04+W31+W33+W40I+W40R(取代W507A,W534A并只用于锥孔产品)。
滚动轴承钢珠标准
滚动轴承钢珠标准
一、钢珠材料
滚动轴承钢珠通常采用高碳铬轴承钢(GCr15)或渗碳钢(G20CrNi2Mo)制造。
这些材料具有高硬度、高耐磨性、高抗疲劳性能和良好的韧性,适用于制造高性能的滚动轴承。
二、钢珠尺寸
滚动轴承钢珠的尺寸通常根据轴承的规格和设计要求确定。
标准钢珠直径范围为1mm至100mm,其中最常用的直径范围为10mm至50mm。
钢珠的直径公差应符合相应的国家标准或行业标准。
三、钢珠表面质量
滚动轴承钢珠的表面质量对轴承的性能和使用寿命具有重要影响。
钢珠表面应光滑、无划痕、无裂纹、无氧化皮等缺陷。
此外,钢珠表面还应具有一定的抗腐蚀性能,以防止在潮湿环境中生锈。
四、钢珠硬度
滚动轴承钢珠的硬度是衡量其性能的重要指标之一。
通常,钢珠的硬度范围为60HRC至90HRC,具体硬度值根据轴承的设计要求和实际使用条件确定。
硬度高的钢珠具有更好的耐磨性和抗疲劳性能,但过高的硬度可能导致脆性增加。
五、钢珠精度
滚动轴承钢珠的精度对轴承的旋转精度和使用寿命具有重要影响。
钢珠的精度等级通常根据轴承的规格和使用要求确定,一般分为
G10至G5五个等级。
精度等级越高,钢珠的形状误差和尺寸误差越
小,轴承的性能也越好。
总之,滚动轴承钢珠的标准涵盖了材料、尺寸、表面质量、硬度和精度等方面。
在生产和使用过程中,应严格控制这些指标,以确保滚动轴承的性能和使用寿命达到最佳水平。
轴承钢 标准

轴承钢标准下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by the editor. I hope that after you download them, they can help yousolve practical problems. The document can be customized and modified after downloading, please adjust and use it according to actual needs, thank you!In addition, our shop provides you with various types of practical materials, such as educational essays, diary appreciation, sentence excerpts, ancient poems, classic articles, topic composition, work summary, word parsing, copy excerpts,other materials and so on, want to know different data formats and writing methods, please pay attention!轴承钢是一种用于制造轴承零部件的特殊钢材,其质量对于轴承的性能和寿命起着至关重要的作用。
TIMKEN轴承后缀说明资料
前缀内圈或外圈说明A 内圈和外圈标准基本系列编号。
CN外圈氯丁橡胶衬垫外圈。
EE 内圈大或小挡边封闭导向滚子。
(不可与相同基本编号的其它外圈互换) EH内圈和外圈超重系列。
EL 内圈和外圈超轻系列。
EX 内圈和外圈实验用。
FL 内圈和外圈“自由横向”系列,无大小挡边。
FX 内圈和外圈厂家标识编号。
H 内圈和外圈重型系列。
(不可与标有相同基本编号的其它内圈或外圈互换)HM内圈和外圈重——中型系列。
(不可与标有相同基本编号的其它内圈或外圈互换) J 内圈和外圈单独使用或与前缀字母共用,表示公制内径和/或外径。
JC 内圈和外圈公制系列。
JD 内圈和外圈公制系列。
JE 内圈和外圈公制系列。
JF 内圈和外圈公制系列。
JG 内圈和外圈公制系列。
JN 内圈和外圈公制系列。
JP 内圈和外圈公制系列。
JR 内圈和外圈公制系列。
JR内圈和外圈公制系列,UNIPAC轴承。
JS 内圈和外圈公制系列。
JT 内圈和外圈公制系列。
JU 内圈和外圈公制系列。
JW内圈和外圈公制系列。
K 外圈双外圈,厚截面。
可具有特别特性,如法兰、圆锥外径等。
K 内圈和外圈全淬透部件,非DIN720 编号K 各种小配件以K为前缀,后接5至6位阿拉伯数字,也可用于小配件(密封圈、螺栓、填充环等)L 内圈和外圈轻型系列。
(不可与标有相同基本编号的其它内圈或外圈互换) LL 内圈和外圈轻——轻型系列。
LM 内圈和外圈轻——中型系列。
M 内圈和外圈中型系列。
N 内圈Bock或Gilliam 型轴承。
NA 内圈2个单内圈配一个双外圈,以形成双列不可调整的轴承。
(不可与基本编号相同的其它内圈互换, 可能NP 内圈和外圈随机编号用来识别产品。
R 内圈和外圈Gilliam替代系列。
(不可与标有相同基本编号的其它内圈或外圈互换) RC 内圈和外圈外圈带有特殊挡边的轴承。
T 滚道止推轴承组件。
T 外圈双外圈,厚截面。
可具有特别特性,如法兰和圆锥外径等。
TC 滚道止推轴承组件。
铁姆肯 TIMKEN轴承工程手册说明书

工程手册目录铁姆肯公司概述 (2)保存期限 (6)简介 (8)轴承选择流程 (9)轴承类型 (10)保持架 (28)载荷计算和轴承分析 (32)轴承反作用力 (39)轴承额定载荷 (47)系统寿命、加权平均载荷与寿命 (55)轴承公差 (56)公制 (57)英制 (68)安装设计、配合、游隙调整与装机. (74)圆锥滚子轴承 (77)调心与圆柱滚子轴承 (82)角接触球轴承 (93)深沟球轴承 (97)精密轴承 (107)公差配合 (124)调心滚子轴承. (124)圆柱滚子轴承 (126)角接触球轴承 (130)深沟球轴承 (131)深沟球轴承,调心滚子轴承和圆柱滚子轴承 (132)圆锥滚子轴承 (146)精密圆锥滚子轴承 (160)止推轴承 (172)工作温度 (176)发热和散热 (179)扭矩 (180)额定速度 (185)转换表格 (188)润滑与密封 (191)润滑 (192)密封 (201)轴承损伤类型 (207)磨损 (207)磨损、槽痕 (208)浸蚀——腐蚀 (209)润滑不足 (210)疲劳剥落 (212)过量预负荷或过载 (213)游隙过大、偏心和轴承座或挡肩加工偏差 (214)操作与安装损伤 (215)轴承保持器损伤 (216)凸点与配合不当 (217)轴承座或轴的配合不当 (218)布氏压痕和冲击损伤 (219)假性布氏压痕、电流蚀痕 (220)TIM KEN 工程手册1概述2 TIM KEN工程手册选择铁姆肯公司 铁姆肯公司的专业知识和优质产品值得您的信赖。
我们可以帮助您提高生产力,在行业内赢得竞争优势。
当您选择铁姆肯公司时,您获得的不仅是高品质的产品和服务,还包括我们训练有素经验丰富的国际化团队,全心全意致力于帮助您提高生产率降低停机时间。
无论是大漠飞沙的茫茫风场,钢花飞溅的热轧生产线,开山入地的矿藏开采,还是不断掘进的地铁盾构工程,重载的铁路运输,千钧一发的飞机起落,我们都能为您提供产品和服务,让世界持续运转。
轴承材料质量标准
轴承材料质量标准一、钢材质量标准轴承钢材应采用优质合金钢,其质量应符合国家或行业标准。
钢材的化学成分、机械性能、金相组织、表面质量等应符合相关标准要求。
二、热处理质量标准轴承钢材的热处理包括淬火、回火和表面硬化处理等,其质量应符合以下要求:1.淬火后应获得均匀、细密的马氏体组织,无过热、过烧现象,淬火裂纹等缺陷。
2.回火后应获得均匀、细密的回火马氏体组织,无回火脆性、回火裂纹等缺陷。
3.表面硬化处理后,表面硬度应符合设计要求,无硬化不足、过度硬化等缺陷。
三、表面处理质量标准轴承的表面处理应符合以下要求:1.表面应无氧化皮、锈蚀、划痕等缺陷。
2.表面粗糙度应符合设计要求,一般应不大于Ra0.8。
3.表面硬度应符合设计要求,一般应不低于HRC58。
4.表面镀层质量应符合设计要求,无镀层脱落、起泡等现象。
四、尺寸公差标准轴承的尺寸公差应符合相关标准要求,一般应采用ISO标准或JIS标准。
尺寸公差应在规定范围内,以确保轴承的装配和使用性能。
五、粗糙度标准轴承的粗糙度应符合设计要求,一般应不大于Ra0.8。
粗糙度对轴承的摩擦性能、密封性能等有重要影响,应予以重视。
六、残余应力标准轴承钢材经过热处理后,内部会存在一定的残余应力。
残余应力对轴承的性能会产生负面影响,如引起变形、裂纹等。
因此,应采用适当的方法消除或降低残余应力,使其符合相关标准要求。
七、弹性模量标准轴承的弹性模量对轴承的性能具有重要影响,其值应符合设计要求。
弹性模量是衡量材料变形能力的指标,过大的弹性模量会导致轴承刚度不足,过小的弹性模量则可能导致过大的变形。
八、硬度标准轴承的硬度是衡量材料耐磨性、耐腐蚀性的重要指标。
硬度值应在设计要求的范围内,以保证轴承的使用寿命和性能。
常用的硬度测试方法包括布氏硬度(HB)、洛氏硬度(HR)等。
九、抗疲劳性能标准轴承在反复承受载荷的过程中,会产生疲劳裂纹,最终导致断裂。
因此,轴承的材料应具有较好的抗疲劳性能,以延长其使用寿命。
高速TIMKEN轴承的安装配合与调整方法

高速TIMKEN轴承的安装配合与调整方法TIMKEN轴承1899年,TIMKEN铁姆肯公司的创办人亨利·铁姆肯先生为当时的车轴发明了一种使用圆锥形滚子的轴承,即是圆锥滚子轴承(Tapered Roller Bearings),公司由此成立。
公司简介截止2010年公司全球员工总数:200002010年,全球员工薪酬及福利支出超过10亿美元机构总数:52家工厂和81个销售办事处,9家技术与工程中心及14家分销与服务中心,遍布全球29个国家和地区在5个国家成立了9家合资企业1922年在纽约证券交易所上市截止2010年底,连续354个季度支付股息入选美国道德村协会“全球100家最具商业道德企业榜”TIMKEN公司作为一家百年历史的世界领先制造商,其高品质的轴承、合金钢以及相关产品和服务无处不在,不论是陆地、海洋还是太空。
产品服务TIMKEN(铁姆肯)公司是全球领先的优质轴承、合金钢及相关部件和配件制造商。
无论世界何地,只要有设备运转和动力传动,都能看到TIMKEN公司的技术与产品。
TIMKEN轴承生产二百三十种类型、二万六千个不同规格的圆锥滚子轴承,它们被广泛应用于世界各国。
早在100多年前,TIMKEN轴承公司就承诺在商业运作中恪守最高道德和诚信规范。
TIMKEN 轴承公司创始人Henry. Timken曾说:“如果你有一个自己认为正确的想法,就坚持到底……但重要的是,不要做任何让自己的名字蒙羞的事情。
”如今,这一精神已成为铁姆肯公司的核心价值观。
TIMKEN轴承拥有一支全球27,000名员工的团队、一个致力于改善他们产品性能的强大团队。
帮助客户取得更大的成功,每年被全球各地的客户授予多达三百余个奖项。
无论是家庭用车的一个轮毂组件、过山车的轴承、轨道轴承的维修服务,还是飞机引擎轴的钢材,均能出现TIMKEN的身影。
TIMKEN轴承的产品与服务:航空部件,飞机发动机维修与大修,合金钢棒材及管材,轴承,轴承组件及相关零件,状态监测系统与服务,编码器和传感器,工程与技术服务,润滑剂和润滑器,直升机传动系统及旋翼组件,精密钢零部件,航空,工业,和铁路轴承,轴承座和亚昆的修复与再造,密封产品,培训等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
2生产方法
2.1一般条件——凡生产本标准的钢材,必须使用具有钢包精炼法的轴承钢冶炼技术,必须使用底注法浇注的钢锭。除非经TIMKEN公司冶金代表(来自TIMKEN轴承材料和冶金部门)特殊批准,不允许加钙或钙合金用于脱氧或控制夹杂物形态,在炼钢渣中可以使用石灰或含钙的炉渣熔剂。
本标准是铁姆肯公司与东北特钢集团签订的协议,如无书面授权,不得向第三方透露其中的内容。
技术规范3.1.25最新英文版本及其附录的中英文版本和与之相对应的中文版本均已由铁姆肯公司与东北特殊钢集团的授权代表审核并(签字),铁姆肯公司和东北特殊钢集团的授权代表同意如果这两个注明日期的签字文件之间有歧义,双方将就有歧义的条款内容重开谈判。
表5 球化退火材碳化物网状
≤25mm
≤4.2
>25mm~≤51mm
≤4.3
>51mm ~≤127mm
≤4.5
>127mm
≤4.6
管壁厚
允许级别
≤6.25mm
≤4.2
>6.25~≤25mm
≤4.3
>25mm
≤4.5
所有锻件
≤4.3
11.3.4碳化物网状(淬硬)(系列5)应符合下表6的规定。
表6 碳化物网状(淬硬)
4.3.2发蓝断口的6个试样中,至少应有3个试样取自钢锭底部,另外3个样取自钢锭头部。这些试样必须取自三个不同的钢锭,分别从第一个浇注锭盘、中间锭盘和最后锭盘上随机抽取。
4.4这些质量检验的频率为,对生产的每一炉钢都要进行检验。
5奥氏体晶粒度
当在843℃(1550℉)下的正常奥氏体化温度淬火时,按本标准生产的钢应具有细小断口晶粒度。应采用ASTM E112-96中所规定的Shepherd断口晶粒度评定法。其晶粒度合格级别应是Shepherd标准中的≥8级。
9.2发蓝断口
发蓝断口检验法应作为优先选用的方法使用。试验方法按英国标准BS5710或者ISO3763-1976的规定。每炉钢6个试样夹杂物平均长度应不大于4.2mm/dm2。单个夹杂物最大长度2mm。这两个条件必须同时满足。样品尺寸必须80mm~130mm之间。
10超声波试验
超声波检测-Timken公司将用一种特殊的超声波技术来检查宏观夹杂物,以评定该工艺生产清洁钢的能力及其长期稳定性。由于此超声检测的滞后性,此检测方法不能用来作为验收的手段。超声波检测将用某一炉次从钢锭的规定位置取得的材料或从已知浇注炉号的管子所产生的套圈上进行。所得的特定数据将用于验证该工艺处于受控状态能够生产内在质量符合要求的钢材。这些数据将用于评价按本标准生产的钢材。
2.3工艺描述——按本标准提供的钢必须用已经TIMKEN公司冶金代表评定的合适的精炼方法生产。使用基本方法必须在接受技术条件时予以明确。“工艺描述”必须按文件“钢生产工艺描述——钢锭浇注”成文。
工艺的所有其它相关参数,应包括保证该工艺的各种程序将由生产厂和TIMKEN公司加以讨论并达成一致意见。
一旦“钢生产工艺描述——钢锭浇注”经TIMKEN公司和供货方达成一致,该工艺描述文件应成为本标准的一部分。
Cr
Ni
Cu
Mo
Al
BSP 52100
0.98~
1.10
0.25~
0.45
≤
0.020
≤0.025
0.15~
0.35
1.30~
1.60
≤
0.25
≤
0.35
≤
0.10
0.020~
0.055
Sn
As
Sb
Ti
O注1
≤0.025
≤0.030
≤0.015
≤0.0030
≤0.0015
牌号
C
Mn
P
S
Si
Cr
Ni
Cu
1.10
1.05~
1.35
≤
0.020
≤
0.025
0.15~
0.35
1.10~
1.50
≤
0.25
≤
0.35
0.45
0.60
0.020~
0.055
Sn
As
Sb
Ti
O注1
≤0.025
≤0.030
≤0.015
≤0.0030
≤0.0015
注1:氧含量见第7条。
表2 成品钢材化学成分允许偏差%
元素
C
Mn
Si
P
S
Cr
Ni
Cu
Mo
Al
Ti
允许偏差
±0.03
±0.03
±0.02
+0.005
+0.005
±0.05
+0.03
+0.03
+0.01
±0.003
+0.0010
3.5买方可以从按定单生产的成品材中逐炉抽样检查。
4质量要求
4.1按本标准所生产的钢应按双方商定的各种质量检验方式进行检验,最少检验项目均在本标准和双方商定的“工艺描述”中有所规定。
3化学成分
3.1钢化学成分(熔炼分析)应符合表1的规定。
3.2残余元素含量不得超过表1的规定。
3.3钢的生产厂对每炉钢进行钢包分析以确定各元素的百分比。
3.4产品化学成分分析允许偏差,管材应符合ASTM A519,棒材应符合ASTM A29-99的表6,即应符合下表2。
表1化学成分%
牌号
C
Mn
P
S
Si
东北特殊钢集团有限责任公司出口产品标准
QJ/DT03.0011-2006
等同:TIMKEN3.1.25及附录D
供铁姆肯公司
BSP淬透轴承钢棒材
受控状态
受控
受控编号
持有者
2006-07-20发布2006-07-24实施
东北特殊钢集团有限责任公司发布
前言
本标准是根据TIMKEN公司2005年3月11日颁布的3.1.25(英文版)《Bearing Material Specification for BSP Though Hardening》及其附录D(2006年6月19日签订的仅适用于东北特殊钢集团有限责任公司中英文版)等同翻译的。
本标准自实施之日起,同时代替QJ/DT03.0011-2005《供TIMKEN公司BSP52100轴承钢棒材》和QJ/DT03.3029-2005《供铁姆肯公司ASTM A485-1、ASTM A485-2、ASTM A485-3、ASTM A485-4轴承钢棒材》。
本标准由铁姆肯公司提出。
本标准由东北特钢集团有限责任公司技术中心归口。
≤75mm
≤5.2
>75mm
≤5.4
管壁厚
≤6.25mm
≤5.2
>6.25~≤25mm
≤5.3
>25mm
≤5.4
锻件所有尺寸(中心)
≤5.4
11.3.5碳化物带状(封闭的和分散的)(系列6和7)应符合下表7的规定。
表7碳化物带状
≤15mm
≤6.1
≤7.2
>15mm~75mm
≤6.2
≤7.3
>75 mm
表3钢的非金属夹杂物
类型
细系
粗系
A(硫化物)
2.5
1.5
B(氧化物)
1.5
0.5
C(硅酸盐)
0.5
0.5
D(球状氧化物)
平均氧含量将根据4.3条规定所取试样读数的平均值。所有6个数据以及平均值必须报告。平均氧含量高于15PPM的炉次将被作为拒收的理由。单个读数不允许高于20PPM。
表4钢坯或钢材的低倍组织
类型
≤23.2×103mm2(35.96in2)
>23.2×103mm2(35.96in2)~
64.5×103mm2(99.97in2)
表面(S)
2
2
随机(R)
1
1
中心(C)
2
3
9宏观检查
9.1按照AMS 2304进行的磁粉探伤的评定方法。应在不断进行的基础上产生足够的试验数据以显示统计上的吻合性即相关的工艺能满足上述要求。
2.1.1钢必须使用Al脱氧。
2.1.2钢包精炼必须用Ar气搅拌或感应搅拌。
2.1.3在浇注过程中,必须使用Ar气或N2气保护浇注防止再氧化。
2.1.4每个锭盘浇注的钢锭数不得少于整个锭盘中可浇钢锭数的1/2。
2.2轧钢生产——必须控制工艺参数,并在头、尾部切除足够的量以消除内部疏松、缩孔、白点或其它缺陷以获得良好的材料性能。
BSP A485-2
0.85~
1.00
1.40~
1.70
≤
0.020
≤
0.025
0.50~
0.80
1.40~
1.80
≤
0.25
≤
0.35
≤
0.10
0.020~
0.055
Sn
As
Sb
Ti
O注1
≤0.025
≤0.030
≤0.015
≤0.0030
≤0.0015
牌号
C
Mn
P
S
Si
Cr
Ni
Cu
Mo
Al
BSP A485-3
纵截面横截面
棒材直径<25mm
钢材直径25~50mm
a=棒材半径的1/2
棒材直径>50mm
图1
11.3球化退火的棒材、管材和锻件
这一部分仅适用于提供球化退火的供货商。
11.3.1碳化物尺寸(系列2)
合格级别:2.2~2.4