工艺计算.ppt
合集下载
纺织工艺设计ppt课件
设备运转率的概念:一定时间内设备的实际运转时间和有 效作业时间的比值,或实际运转台数和利用设备台数的比 值。 设备()运 实 利 转 际 用 率 运 设 1% 0转 备 0 实 台 台 实 际 数 数 际 利 -休 利 用 止 用 台 1 台 台 时 % 00 时
休止台时数包含保全保养休止、管理原因休止(因缺劳 动力、或半制品供应不上造成停车待料等)、其它原因休 止(如事故等)。设备运转率实际反映实际利用机台的使 用率。
4 穿结经机 人工穿经:1000-1500根/台﹒h; 三自动穿经:1500-2000根/台﹒h。 全自动穿经:6000-7200根/台﹒h。 自动接经: 12000-21000个结/台﹒h。
5 卷纬机 卷纬机的卷绕线速度是纡子的圆周线速度和导纱器的移动 速度之矢量和 根据纱线种类和纱线线密度确定 一般取值:2000r/min。
6 一轮班的时间效率Kc:
kc一 一轮 轮班 班 (的 s()的 s)tc时 时 2间 27间 700 t0 c 0
式中:tc---一轮班布置工作的时间(包括上班整理、下 班大清扫及修机加油)及自然需要时间(包括因喝水、上 厕所而离开设备所发生的停车时间)。
7 设备的时间效率K:
k ka kc
8 每锭一轮班实际生产量
H1A1k(m/锭班) H2 A2k(kg/锭班)
第五节 配台计算 二 计划停台率的计算 计划停台的概念:有计划的定期保全、保养及揩车等设备 维修引起的停台。
计划停(台 )率 大计 平划 车检 周修 期的 内停 时 理台 间 论 1时 运 0% 0间 转
其中计划停台时间包括大平车、小平车、揩车、重点检 修以及据经验统计资料而得到的30min以上的停台修理时 间。
第五节 配台计算 1 各工序设备速度和效率(K)的确定 2 计划停台率的确定A 3 每米织物经纬纱用量(g/m) 4 各工序理论生产量计算Gl 5 各工序定额(实际)生产量计算q: q=Gl *K 6 织机总的生产量Qi=qi*Mi*(1-A%) 7 每小时织物的经纬纱用量(kg/h) 8 各工序机器配备计算
第五章 工艺计算-水平衡计算

5、杂醇油分离稀释用水量W5
(1)、精馏塔抽取的杂醇油酒汽量(G1)
G1
7.21 40.1(kg / h) 20% 90%
(2)、稀酒精杂醇油溶液量(G2)
G2 G1
50% 200.5(kg / h) 10%
(3)、冷却水用量(W5')
40.1 [1551 4.0 (91.9 25)] W 872(kg / h) 4.18 (40 20)
热量平衡公式:
' (R2 1)(P P )i3 FcF (tF2 tF1 ) W3cw (tH3 tH3 ) (R2 1)(P P ) j e 1 e
W3
( R2 1)( P Pe )(i j ) F1cF (t F2 t F1 )
' cw (t H3 t H3 )
第二节
热量平衡计算
二、计算实例
1.流程示意图
第三节
水平衡计算
二、计算实例
1、醛塔分凝器冷却用水W1
A( R1 1)(i j ) W1 ' cw (t H1 t H1 ) 28.9 (195 1) (1146 222.4) 4.18 (70 25) 27813(kg / h)
' 5
第三节
水平衡计算
二、计算实例
5、杂醇油分离稀释用水量W5
(4)、稀释水用量( W5")
W5" G2 G1 200.5 40.1 160.4(kg / h)
(5)、总用水量(W5)
W5 W W 872 160.4 1032.4(kg / h)
' 5 " 5
(1)、精馏塔抽取的杂醇油酒汽量(G1)
G1
7.21 40.1(kg / h) 20% 90%
(2)、稀酒精杂醇油溶液量(G2)
G2 G1
50% 200.5(kg / h) 10%
(3)、冷却水用量(W5')
40.1 [1551 4.0 (91.9 25)] W 872(kg / h) 4.18 (40 20)
热量平衡公式:
' (R2 1)(P P )i3 FcF (tF2 tF1 ) W3cw (tH3 tH3 ) (R2 1)(P P ) j e 1 e
W3
( R2 1)( P Pe )(i j ) F1cF (t F2 t F1 )
' cw (t H3 t H3 )
第二节
热量平衡计算
二、计算实例
1.流程示意图
第三节
水平衡计算
二、计算实例
1、醛塔分凝器冷却用水W1
A( R1 1)(i j ) W1 ' cw (t H1 t H1 ) 28.9 (195 1) (1146 222.4) 4.18 (70 25) 27813(kg / h)
' 5
第三节
水平衡计算
二、计算实例
5、杂醇油分离稀释用水量W5
(4)、稀释水用量( W5")
W5" G2 G1 200.5 40.1 160.4(kg / h)
(5)、总用水量(W5)
W5 W W 872 160.4 1032.4(kg / h)
' 5 " 5
制药工艺计算

阿司匹林工艺流程简图
例2 混酸配制流程设计
以混酸配制为例 实验室:一支玻璃棒、一个量筒、一只烧杯
工业 ①混合设备
第二十二章 制药工艺计算
22.1 工艺设计图 22.2 物料衡算 22.3 能量衡算 22.4 工艺经济性评价
工艺设计图
流程图
22.1.1 工艺流程图
➢用来表达工艺生产流程的图样,包括:
第二十二章 制药工艺计算
22.1 工艺设计图 22.2 物料衡算 22.3 能量衡算 22.4 工艺经济性评价
22.1 工艺设计图
➢制药厂的建设包括设计、制造、施工、安装等过程,工程 设计是主要的环节,可分为三个主要阶段:
✓设计前期,包括项目建设书、厂址选择报告、预可行 性研究报告和可行性研究报告 ✓初步设计 ✓施工图设计 ➢制药工艺设计图是生产工艺设计的主要图纸,通常包括: ✓工艺流程图 ✓设备布置图 ✓管路布置图 一般应按不同设计阶段的要求和规定进行绘制
工艺设计图
流程图
22.1.1 工艺流程图
➢用来表达工艺生产流程的图样,包括:
• 工艺流程示意图 • 全厂总工艺流程图或物料平衡图 • 物料流程图 • 带控制点工艺流程图
工艺流程图
示意图
(1)工艺流程示意图
在生产路线确定后,物料衡算设计开始前表示生产工艺过 程的一种定性图纸,不需编入设计文件中。 主要内容: –物料由原料转变为成品的全部过程 –原料及中间体的名称及流向 –采用的化学反应和单元过程的名称 表示方法:
成品的名称、平衡数据和来源、去向等。
工艺流程图
物料流程图
(3)物料流程图
工艺流程示意图完成后,开始进行物料衡算,将物料衡算 结果注释在流程中,从工艺流程示意图到物料流程图,工 艺流程就由定性转为定量。
Aspen设备工艺计算-ln课件
化工生产中传热过程十分普遍,传热设备在化工流程中有重 要的地位。物料的加热、冷却、蒸发、冷凝、蒸馏等都需要通 过换热器进行热交换,换热器是应用最广泛设备之一。
ASPEN PLUS软件中有4种换热器模型: ①Heater, ②HeatX,
③MHeatX, 多股物流的换热器
④HXFlux。
热传递模型计算
③浮头式换热器和冷凝器系列;
④U型管式换热器系列;
⑤薄管板列管式换热器系列;
⑥不可拆式螺旋板换热器系列;
南京工业大学 包宗宏
⑦BR0.1型波纹板式换热器;
⑧FP-G型复波伞板换热器;
⑨石墨换热器系列等。
在换热器设计计算时,应该优先选用标准系列的换热器,然 后利用软件的强大计算功能与软件数据库的强大信息容量对选
⑴苯塔的理论塔板数、进料位置、回流比、再沸器能耗;
⑵如果精馏段的墨弗里效率(Murphree Efficiencies)为0.65 ,提馏段的墨弗里效率为0.75,试求满足分离要求所需的塔板 数、加料板位置、回流比、再沸器能耗、水力学参数(
Hydraulic parameters);
南京工业大学 包宗宏
17
南京工业大学 包宗宏
4.2.2 再沸器
18
南京工业大学 包宗宏
4.3 反应器
对于存在化学反应的化工过程,反应器是整个化工工艺流程 的核心,是化工装置的关键设备,反应物在反应器内通过化学 反应转化为目标产物。由于化学反应种类繁多、机理各异,反 应器的类型和结构也差异很大。反应器操作性能的优良与否, 与设计过程息息相关。
反应工程课程对反应器的基础理论、设计方程等均进行了详 细地介绍。这些基础理论不仅是手工设计反应器的依据,也是 编制各种模拟软件的依据。由于涉及反应器的各种设计方程异 常繁复,手工计算往往令人望而却步,或是采用简化方法进行。 现在各种模拟软件的普及,为反应器的严格设计计算提供了条 件。
ASPEN PLUS软件中有4种换热器模型: ①Heater, ②HeatX,
③MHeatX, 多股物流的换热器
④HXFlux。
热传递模型计算
③浮头式换热器和冷凝器系列;
④U型管式换热器系列;
⑤薄管板列管式换热器系列;
⑥不可拆式螺旋板换热器系列;
南京工业大学 包宗宏
⑦BR0.1型波纹板式换热器;
⑧FP-G型复波伞板换热器;
⑨石墨换热器系列等。
在换热器设计计算时,应该优先选用标准系列的换热器,然 后利用软件的强大计算功能与软件数据库的强大信息容量对选
⑴苯塔的理论塔板数、进料位置、回流比、再沸器能耗;
⑵如果精馏段的墨弗里效率(Murphree Efficiencies)为0.65 ,提馏段的墨弗里效率为0.75,试求满足分离要求所需的塔板 数、加料板位置、回流比、再沸器能耗、水力学参数(
Hydraulic parameters);
南京工业大学 包宗宏
17
南京工业大学 包宗宏
4.2.2 再沸器
18
南京工业大学 包宗宏
4.3 反应器
对于存在化学反应的化工过程,反应器是整个化工工艺流程 的核心,是化工装置的关键设备,反应物在反应器内通过化学 反应转化为目标产物。由于化学反应种类繁多、机理各异,反 应器的类型和结构也差异很大。反应器操作性能的优良与否, 与设计过程息息相关。
反应工程课程对反应器的基础理论、设计方程等均进行了详 细地介绍。这些基础理论不仅是手工设计反应器的依据,也是 编制各种模拟软件的依据。由于涉及反应器的各种设计方程异 常繁复,手工计算往往令人望而却步,或是采用简化方法进行。 现在各种模拟软件的普及,为反应器的严格设计计算提供了条 件。
第二十二章 制药工艺计算1
平衡
以每公斤产品为基准 以确定原材料的消耗定额
车间设备每年正常开工的生产的天数,一
般以330天计算,剩下的36天一般作为车间 检修时间 对于工艺尚未成熟或者腐蚀性大的车间, 一般以300天或者更少的时间计算
2.3 收集有关数据
相关计算数据 转化率 收率
产率
车间总收率
带控制点的物料工艺流程图是表示全
部工艺设备、物料管路、阀门、设备 附件、以及工艺和自控仪表的图例等 的一种内容较为详细的工艺流程图, 也成为工艺控制流程图
1.2设备布置设计
设备布置图 首页图 设备安装详图 管口方位图
1.3管路布置图
1.应保证安全 2.便于操作,检修 3.节约材料及投资 4.整齐美观,以创造美好的生产环境
工艺流程方框图
工艺流程图
阿司匹林工艺流程方框图源自 阿司匹林工艺流程简图全厂总工艺流程图是为总说 明部分提供的全厂总流程样图, 有的工厂则改为官场物料平衡 图
对应于工艺流程示意图,物料流程图
也有两种表示方法 以方框流程表示单元操作及物料成分 和数量 将物料衡算和能量衡算结果直接加进 工艺流程示意图种,得到物料流程图
3.能量衡算
3.1能量衡算的理论基础 3.2计算过程
3.1能量衡算的理论基础
3.2计算过程
物料进入设备带到设备中的热量 Q2 为由加热剂(或者冷却剂)传给设备和 物料的热量(加热取正值,冷却时取负值) Q3 为过程的热效应,它分为两类,为化学 反应热效应和状态变化热效应 Q4 为物料从设备离开所带走的热量 Q5 消耗于加热(冷却)设备和各个部件上 的热量 Q6 向四周散失的热量
2.物料衡算
2.1 物料衡算的理论基础 2.2 计算基准及设备操作时间 2.3 收集相关计算数据 2.4 计算步骤
经编-织物分析-工艺计算

不合格品处理流程规范
明确不合格品定义
制定明确的不合格品定义和分类标准,以便员工准确识别不合格品。
建立不合格品处理流程
制定详细的不合格品处理流程,包括标识、隔离、评审、处置等环 节,确保不合格品得到及时、有效的处理。
持续改进和预防
对不合格品进行原因分析,找出根本原因并采取相应措施进行改进。 同时,通过预防措施防止类似问题的再次发生。
04 工艺计算原理及步骤
工艺计算目标设定
确定织物的规格和品质要求
01
根据产品用途和市场需求,明确织物的密度、厚度、强度、弹
性等关键指标。
评估原料性能
02
了解原料的纤维类型、线密度、伸长率等性能,为后续工艺计
算提供基础数据。
设定工艺参数范围
03
根据织物规格和原料性能,初步设定各工艺参数的范围,如机
拆解法
将织物拆解成纱线或纤维 束,观察其交织规律和结 构特点。
显微镜法
使用显微镜观察织物的微 观结构,如纤维形态、纱 线结构等。
织物密度与紧度测定方法
直接测量法
使用密度镜或钢尺直接测量织物经纬向的密度和 紧度。
间接测量法
通过测量织物的重量、厚度等参数,间接推算出 织物的密度和紧度。
比较法
将待测织物与标准织物进行比较,通过对比得出 织物的密度和紧度。
05 设备选型与调试注意事项
设备类型选择依据及建议
生产需求
根据生产规模、品种和质 量要求,选择适当的设备 类型,如高速经编机、多 梳栉经编机等。
技术水平
优先选择技术先进、性能 稳定的设备,确保生产效 率和产品质量。
经济效益
综合考虑设备价格、运行 成本、维护费用等因素, 选择性价比高的设备。
细纱工艺计算2

纺纱号数与成型棘轮每次撑过齿数、级升距
60 67 67
67
60 68 69
20.856
21.167 21.483 21.799
48
48 48 48
70
71 72 73
30.869
31.310 31.751 32.192
32
32 32 32
70
71 71 73
46.303
46.965 47.626 48.288
68
74
48
53
14.942
1
工艺计算内容: 速度计算 捻度与捻度齿轮的计算 牵伸与牵伸齿轮的计算 卷绕密度与卷绕齿轮的计算 钢领板级升与级升轮计算
2
一、速度计算 1. 锭速(ns)计算
ns n电 D1 D3 D2 d1
式中: n电——电动机转速, D1 ——电动机皮带轮直径 D2 ——主轴皮带轮直径, D3 ——滚盘直径 d1 ——锭盘直径, δ ——锭带厚度
16.027
16.259 16.498 16.744 · · · 19.975 20.260 20.554
53
60 60 60 · · · 53 48 48
60
68 69 70 · · · 74 68 69
23.963
23.989 24.342 24.695 · · · 29.554 29.987 30.428
6
3.选取变换齿轮
T'tex ns ns 100 ns (捻 / 10cm) V前 d前n前 d前 n前
对于FA507B细纱机,
由 ns n电 D1 D3 D 250 0.6 1480 1 D2 d1 D2 22 0.6
第四章工艺计算

第四章工艺计算
第一节物料平衡计算
一、物料衡算的意义、方法和步骤 物料衡算是工艺计算的基础,在整个工艺
计算工作中开始得最早,并且是最先完成 的项目。当生产方法确定并完成了工艺流 程示意图设计后,即可进行物料平衡计算, 设计工作即从定性分析发展到定量计算。
(一)物料衡算的意义
物料衡算是指:根据质量守恒定律,凡引 入某一系统或设备的物料质量m,必等于 所得到的产物质量mp和物料损失量mt之和, 即:
3.写出生物反应方程式
根据工艺过程发生的生物反应,写出主反应和副 反应的方程式。对复杂的反应过程,可写出反应 过程通式和反应物组成。需要注意的是,生物反 应往往很复杂,副反应很多,这时可把次要的所 占比重很小的副反应略去。但是,对那些产生有 毒物质或明显影响产品质量的副反应,其量虽小, 但不能忽略,因为这是精制分离设备设计和三废 治理设计的重要依据。
1.生产规模(t/a) 2.生产方法 3.生产天数(d/a) 4.产品日产量(t /d)
5.产品年产量(t/a) 6.副产品年产量(t/a) 7.产品质量 8.总回收率(%)
9.原材料单耗 (1)主原料(t /t产品) (2)辅料(t /t产品) (3)水(t /t产品) (4)电(kWh/t产品) (5)蒸汽(t /t产品) (6)冷量(kJ/t产品)
(C6H10O5)n+nH2O→nC6H12O6
4.收集设计基础数据和有关物化常数
需收集的数据资料一般应包括:生产规 模,年生产天数,原料、辅料和产品的规 格、组成及质量等;。
常用的物化常数如密度、比热容等,可 在相应的化工、生化设计手册中查到。
5.确定工艺指标及消耗定额等
设计所用的工艺指标、原材料消耗定额及 其他经验数据,可根据所用的生产方法、 工艺流程和设备,对照同类型生产工厂的 实际水平来确定,这必须是先进而又可行 的,它是衡量企业设计水平高低的标志。
第一节物料平衡计算
一、物料衡算的意义、方法和步骤 物料衡算是工艺计算的基础,在整个工艺
计算工作中开始得最早,并且是最先完成 的项目。当生产方法确定并完成了工艺流 程示意图设计后,即可进行物料平衡计算, 设计工作即从定性分析发展到定量计算。
(一)物料衡算的意义
物料衡算是指:根据质量守恒定律,凡引 入某一系统或设备的物料质量m,必等于 所得到的产物质量mp和物料损失量mt之和, 即:
3.写出生物反应方程式
根据工艺过程发生的生物反应,写出主反应和副 反应的方程式。对复杂的反应过程,可写出反应 过程通式和反应物组成。需要注意的是,生物反 应往往很复杂,副反应很多,这时可把次要的所 占比重很小的副反应略去。但是,对那些产生有 毒物质或明显影响产品质量的副反应,其量虽小, 但不能忽略,因为这是精制分离设备设计和三废 治理设计的重要依据。
1.生产规模(t/a) 2.生产方法 3.生产天数(d/a) 4.产品日产量(t /d)
5.产品年产量(t/a) 6.副产品年产量(t/a) 7.产品质量 8.总回收率(%)
9.原材料单耗 (1)主原料(t /t产品) (2)辅料(t /t产品) (3)水(t /t产品) (4)电(kWh/t产品) (5)蒸汽(t /t产品) (6)冷量(kJ/t产品)
(C6H10O5)n+nH2O→nC6H12O6
4.收集设计基础数据和有关物化常数
需收集的数据资料一般应包括:生产规 模,年生产天数,原料、辅料和产品的规 格、组成及质量等;。
常用的物化常数如密度、比热容等,可 在相应的化工、生化设计手册中查到。
5.确定工艺指标及消耗定额等
设计所用的工艺指标、原材料消耗定额及 其他经验数据,可根据所用的生产方法、 工艺流程和设备,对照同类型生产工厂的 实际水平来确定,这必须是先进而又可行 的,它是衡量企业设计水平高低的标志。
第四章 工艺计算3
二 计算的方法和步骤
• 压缩空气消耗量,通常用单位时间耗用的 常压空气体积表示,即m3/h(105Pa)。 • 计算压缩空气的体积和压强。 • 1、通气发酵罐通风量计算 • 2、通气搅拌用的压缩空气的压强计算 • 3、压送物料时无菌空气消耗量
1、通气发酵罐通风量计算
• 好氧发酵,合适供氧速率。 体积溶氧系数 • 供氧和耗氧速率相等。 h-1或s-1 溶氧速率 • molO /(m3· OTR=OUR h) 2 • OTR=KLa (c*-c) 微生物活 微生物比 细胞浓度 呼吸速率 • 3 OUR=qo2· x kg/m3 molO2/m h • OUR=Q (cin-cout)÷V
普通液体搅拌
压强为105Pa的空气消耗量 V=kFPτ F----液体容器的截面积(m2) K----搅拌强度系数,缓和24,中等48,剧烈 60 • τ----每次搅拌所需时间(h) • • • •
3 压送液体物料时无菌空气耗量
• • • • • • • • • • 种液, 灭菌的消泡剂,补料液(尿素,糖液) (1)所需压缩空气的压强P P=10[Hρ+ρW2/2g×(1+Σξ)+P0] P----通风搅拌用的压缩空气压强(Pa) H----压送静压高度,即设备间液面垂直距离 (m) ρ----被输送液体的密度(kg/m3) W----管道中空气流速(m/s) Σξ----总阻力系数 P0----液面上的压强(Pa) 通常Hρ+ρW2/2g×(1+Σξ)=20%~50%Hρ
2)设备中液体部分压出
• • • • • • • • V=[V0(2-φ)+VL]P×10-5÷2 V’=5×10-5[V0(2-φ)+VL]P/τ V----所需空气量(m3) V’----每小时所需空气量(m3/h) τ----每次压送时间(h) V0----设备容积(m3) P----所需压缩空气的压强(Pa) VL----一次压送液体的体积(m3)
食品工厂设计工艺计算课件

三、 计算结果的表示
物料计算结果通常用物料平衡图或物料平衡表来表示。
1.物料平衡图
物料平衡图是根据任何一种物料的重量与经过加工处理后所得的成 品及少量损耗之和在数值上是相等的原理来绘制的,平衡图的内容包 括:物料名称、质量、成品质量、物料的流向、投料顺序等项。绘制 物料平衡图时,实线箭头表示物料主流向,必要时用细实线表示物料 支流向。
每班耗用原料量(kg/班)=单位产品耗用原料量(kg/t)×班产量(t/ 班);
每班耗用各种辅料量(kg/斑)=单位产品耗用各种辅料量(kg/t)× 班产量(t/班);
每班耗用包装容器量(只/班)=单位产品耗用包装容器量(只/t)× 班产量(t/班)×(1十0.1%损耗)。
单位产品耗用的各种包装材料、包装容器也可仿照上述方法 计算。若一种原料生产两种以上产品,则需分别求出各产品的 用量,再汇总求得。另外,在物料计算的时候,也有用原料利 用率作为计算基础。
第二节 热量平衡计算
一、热量衡算的意义、方法和步骤
(一)热量衡算的意义
(1)计算生产过程能耗定额指标。可对工艺设计的多种方案进行比较,以选定 先进的生产工艺;或对已投产的生产系统的生产过程的经济合理性、过程的先 进性进行分析,并找出存在的问题,提出改造或革新的措施。 (2)热量衡算的数据是设备选型、确定台数的依据。 (3)热量衡算是组织和管理、生产、经济核算和最优化的基础。
(二)热量衡算的方法和步骤
热量衡算也可作全过程的单元设备的热量衡算。 以单元设备的衡算为例具体的方法和步骤如下:
1. 画出单元设备的物料流向及变化的∑示意图。
2. 分析物料流向及变化,写出热量衡算式:
-输入的热量总和(KJ) -损失的热量总和(kJ)
-输出的热量总和(kJ)
工艺路线及工艺流程设计ppt课件

为了确保工艺过程的操作条件,对物流 及设备需要确定控制方案,并选用合适 的控 制仪表。在设计中要考虑正常生产、开 停车和检修所需的各种状态。
此外还要增补遗漏的管线、阀门,以及 采样、放净、排空等设施,初步完善控 制系统,最后完成工艺流程图。
15
5. 合理利用原料及能量 未反应的原料返回进行循环利用;回收溶剂;能力 的回收及综合利用。
10
3. 全面分析对比
(1)几种技术路线在国内外采用的情况及 发展趋势; (2)产品的质量情况; (3)生 产能力及产品规格; (4)原材料、能量 消耗情况; (5)建设费用及产品成本; (6)三废的产生及治理情况;(7)其他特殊 情况。
11
1. 流程框图:在确定初步方案时,一般采用流程框图
说明工业生产中所采用的技术路线。
用量及供应,主要基建材料的用量及供应;(10)厂址、 地质、水文、气象等资料; (11)车间(装置)环境与周围 的情况。
9
2. 落实设备
对各种生产方法中所用的设备,分清国 内已有定型产品的、需要进口的及国内 需重新设计制造的三种类型,并对设计 制造单位的技术力量、加工条件、材料 供应及设计、制造的进度加以了解。
29
(4)控制仪表与主流程设备管道及辅助管道 有联系时应分别在流程图和辅助管道上 适当表示。
30
(5)各种管道的标注方法。
+ 在工艺管道及仪表流程图、辅助管道及仪表系统图、管道布置 图上的全部管道及有关表格均需分段标注流体代号、管道代号、 管径、管道等级及隔热代号。
+ 管道上直接排入大气的放空短管以及就地排放的短管,阀后直 排大气无出气管的安全阀前入口管等,此时的管道和短管,连 同它们的阀门、管件等均编入其所在的主管道。
此外还要增补遗漏的管线、阀门,以及 采样、放净、排空等设施,初步完善控 制系统,最后完成工艺流程图。
15
5. 合理利用原料及能量 未反应的原料返回进行循环利用;回收溶剂;能力 的回收及综合利用。
10
3. 全面分析对比
(1)几种技术路线在国内外采用的情况及 发展趋势; (2)产品的质量情况; (3)生 产能力及产品规格; (4)原材料、能量 消耗情况; (5)建设费用及产品成本; (6)三废的产生及治理情况;(7)其他特殊 情况。
11
1. 流程框图:在确定初步方案时,一般采用流程框图
说明工业生产中所采用的技术路线。
用量及供应,主要基建材料的用量及供应;(10)厂址、 地质、水文、气象等资料; (11)车间(装置)环境与周围 的情况。
9
2. 落实设备
对各种生产方法中所用的设备,分清国 内已有定型产品的、需要进口的及国内 需重新设计制造的三种类型,并对设计 制造单位的技术力量、加工条件、材料 供应及设计、制造的进度加以了解。
29
(4)控制仪表与主流程设备管道及辅助管道 有联系时应分别在流程图和辅助管道上 适当表示。
30
(5)各种管道的标注方法。
+ 在工艺管道及仪表流程图、辅助管道及仪表系统图、管道布置 图上的全部管道及有关表格均需分段标注流体代号、管道代号、 管径、管道等级及隔热代号。
+ 管道上直接排入大气的放空短管以及就地排放的短管,阀后直 排大气无出气管的安全阀前入口管等,此时的管道和短管,连 同它们的阀门、管件等均编入其所在的主管道。
化工08-化工原理课程设计-工艺计算培训课件

1.计算过程尽可能表格化。
2.引用的数据和选用的公式应标明出处。
3.计算结果应列表汇总。
4.设计说明书应做到求∶文字工整、绘图清晰、
计算准确、叙述精练、格式整齐、装订成册。
注意:所有物理量一律斜体,下标正体!
2020/10/2
10
四、时间安排 2012.5.21—2012.6.29 周一,三,五 早:8:30—11:30 (周六,日休息)
8.分析与讨论
9.答辩,交设计说明书
2020/10/2
6
课程设计的目的、要求和内容
三、课程设计的基本要求
设计说明书装订顺序 封面 按要求! 设计任务书 目录 设计方案简介 工艺流程简图 设计计算书
阀孔(筛孔)布置图 负荷性能图 对本设计的评述 参考资料 (同时要上交草稿)
设计结果汇总表
7
标题页 设计任务书 目录 设计方案简介 工艺流程简图 设计计算书 设计结果汇总表 阀孔(筛孔)布置图 负荷性能图 对本设计的评述 参考资料
1.明确设计任务、阅读指导书并查阅资料; 2.确定设计方案,绘制工艺流程图; 3.精馏塔的工艺计算,塔板设计及塔体初步设计; 4.辅助设备的设计及选型; 5.编写设计说明书。
3
二、课程设计的内容
工艺计算
物平、热平、确定操作条件(P,t)、确定R、N、D
塔板设计
塔板初步设计、水力学校核、负荷性能图
塔体初步设计
2020/10/2
5
5.辅助设备的选用 ( [1] P3-51,[2] 第二章)
(1) 塔顶冷凝器全算 (选型,核算), 冷凝、冷却器分开算。
(2) 再沸器只选型(根据经验选总传热系数),不需核算。
(3) 回流泵选型
工艺流程题解题策略完整PPT课件
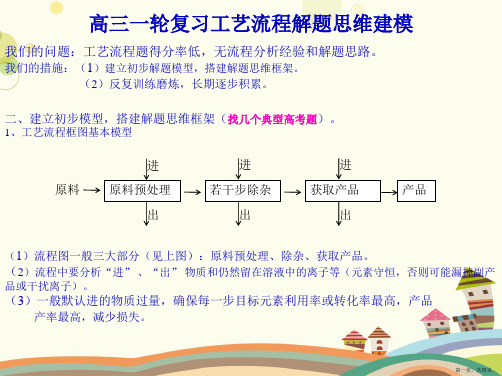
出
产品
(1)流程图一般三大部分(见上图):原料预处理、除杂、获取产品。 (2)流程中要分析“进” 、“出” 物质和仍然留在溶液中的离子等(元素守恒,否则可能漏掉副产
品或干扰离子)。
(3)一般默认进的物质过量,确保每一步目标元素利用率或转化率最高,产品
产率最高,减少损失。
第一页,共四页。
2、题设设问模型
②若不需考虑杂质离子的影响,则加入Na2S等
第二页,共四页。
Ⅲ:离子交换法:主要对付钙镁离子(少见,遇到了再积累)
Ⅳ:其他除杂(很少见,遇到了再积累)
b、除杂的核心反应或原理解释
获取产品常考查:
Ⅰ:核心反应(陌生反应方程式书写) Ⅱ:分离方法:结晶、过滤、洗涤、干燥等
结晶(蒸发结晶与蒸发浓缩降温结晶的不同) 洗涤沉淀的方法:热、冷水洗、醇洗(快速干燥、减少溶解、防止目标产品潮湿被氧
Ⅳ:其他 某个问题在流程中某一部分里面解决不了时,一般要考虑流程前后步骤“进”“出” 物质对此问题的影
响
三、反复磨炼、主动积累
今后的工艺流程中,我们今后遇到与上面内容不同的一定不多了,不要害怕,慢慢积累新东西,希望同 学们不要被目前困难所吓到,坚持熟练此解题模型,一定会得高分。
第三页,共四页。
附:
化等)
Ⅲ:其他(少见,遇到再积累)
(2)整体设问(需要综合分析流程中两部分或三部分才能回答的问题,题量较少) 常考查: Ⅰ:副产品问题,需要分析前两个部分所有“进”、“出”后留在流程中的元素 Ⅱ:目标元素利用率、产率等计算问题,需分析所有“进”入物质中是否含有目标元素 Ⅲ:影响成本、目标元素利用率等的因素问题,“问前看后,问后看前”
(1)积累陌生反应方程式书写
如:某工艺流程中向硫酸亚铁溶液中加入碳酸氢钠溶液制备碳酸亚铁,你能写出该反应的离子方程式 并能用你所学过化学反应原理解释吗?
产品
(1)流程图一般三大部分(见上图):原料预处理、除杂、获取产品。 (2)流程中要分析“进” 、“出” 物质和仍然留在溶液中的离子等(元素守恒,否则可能漏掉副产
品或干扰离子)。
(3)一般默认进的物质过量,确保每一步目标元素利用率或转化率最高,产品
产率最高,减少损失。
第一页,共四页。
2、题设设问模型
②若不需考虑杂质离子的影响,则加入Na2S等
第二页,共四页。
Ⅲ:离子交换法:主要对付钙镁离子(少见,遇到了再积累)
Ⅳ:其他除杂(很少见,遇到了再积累)
b、除杂的核心反应或原理解释
获取产品常考查:
Ⅰ:核心反应(陌生反应方程式书写) Ⅱ:分离方法:结晶、过滤、洗涤、干燥等
结晶(蒸发结晶与蒸发浓缩降温结晶的不同) 洗涤沉淀的方法:热、冷水洗、醇洗(快速干燥、减少溶解、防止目标产品潮湿被氧
Ⅳ:其他 某个问题在流程中某一部分里面解决不了时,一般要考虑流程前后步骤“进”“出” 物质对此问题的影
响
三、反复磨炼、主动积累
今后的工艺流程中,我们今后遇到与上面内容不同的一定不多了,不要害怕,慢慢积累新东西,希望同 学们不要被目前困难所吓到,坚持熟练此解题模型,一定会得高分。
第三页,共四页。
附:
化等)
Ⅲ:其他(少见,遇到再积累)
(2)整体设问(需要综合分析流程中两部分或三部分才能回答的问题,题量较少) 常考查: Ⅰ:副产品问题,需要分析前两个部分所有“进”、“出”后留在流程中的元素 Ⅱ:目标元素利用率、产率等计算问题,需分析所有“进”入物质中是否含有目标元素 Ⅲ:影响成本、目标元素利用率等的因素问题,“问前看后,问后看前”
(1)积累陌生反应方程式书写
如:某工艺流程中向硫酸亚铁溶液中加入碳酸氢钠溶液制备碳酸亚铁,你能写出该反应的离子方程式 并能用你所学过化学反应原理解释吗?
化工工艺管道专业工程量计算及预算造价PPT45页

❖ 知识就是财富 ❖ 丰富你的人生
71、既然我已经踏上这条道路,那么,任何东西都不应妨碍我沿着这条路走下去。——康德 72、家庭成为快乐的种子在外也不致成为障碍物但在旅行之际却是夜间的伴侣。——西塞罗 73、坚持意志伟大的事业需要始终不渝的精神。——伏尔泰 74、路漫漫其修道远,吾将上下而求索。——屈原 75、内外相应,言行相称。——韩非
化工工艺管道专业工程量计算及预算 52、木欣欣以向荣,泉涓涓而始流。
53、富贵非吾愿,帝乡不可期。 54、雄发指危冠,猛气冲长缨。 55、土地平旷,屋舍俨然,有良田美 池桑竹 之属, 阡陌交 通,鸡 犬相闻 。
谢谢你的阅读
细纱工艺计算2.

15630
14067 13754 11566 10628
14919
13457 13129 11040 10145
13800 12681
13493 12399
4
2. 前罗拉转速(n前)计算
D1 19 Z 3 24 n前 n电 D2 48 Z 4 63
式中: Z3 /Z4——捻度成对变换齿轮齿数
69.55 71.60 73.77 75.62 76.72 78.91 81.23 83.70 85.49 85.82 88.28 90.87 93.63 96.46 99.30 102.14 102.54 104.73
107.91 111.08 114.26 115.92 118.83 122.43 126.04 129.64 131.52 134.33 138.40 142.48 146.55 147.13 151.59 156.04 160.50
后区牵伸倍数与后牵伸变换齿轮
Z29 23 24 25 26 27 28 29 30 31 32 33 34
后牵伸倍数
1.02
1.06
1.11
1.16
1.20
1.25
1.29
1.33
1.38
1.42
1.47
1.51
9
2、总牵伸倍数与总牵伸变换齿轮
V前 d前n前 d前 n前 d前 Z后 E总 V后 d后n后 d后 n后 d后 Z前
式中: n电——电动机转速, D1 ——电动机皮带轮直径 D2 ——主轴皮带轮直径, D3 ——滚盘直径 d1 ——锭盘直径, δ ——锭带厚度
对于FA507B细纱机,
D1 D3 D1 250 0.6 ns n电 1480 D2 d1 D2 22 0.6
第七章1工艺参数的计算
本白棉布公称匹长一般以30米,40米,60米居多,采用联匹制,通常厚织物用2-3联匹,薄织物4-6联匹,中厚型3-4联匹;色织物一般为单匹,一匹以80码,100码居多.
(三)筘号的确定和计算 筘号是根据经纱特数、密度、织物组织及每筘穿入数等来确定。筘号选用正确与否会影响经纱断头率、织物幅宽、经密和织物风格等。 筘号分公制筘号Nk和英制筘号Ne。(Ne=0.508Nk) 1.筘号计算公式
一般情况下: 斜纹布,哔叽,色织府绸,平布等为2%左右 卡其,府绸,色织格布为3% 劳动布,鞋用帆布大于3% 毛织品:2%~3%
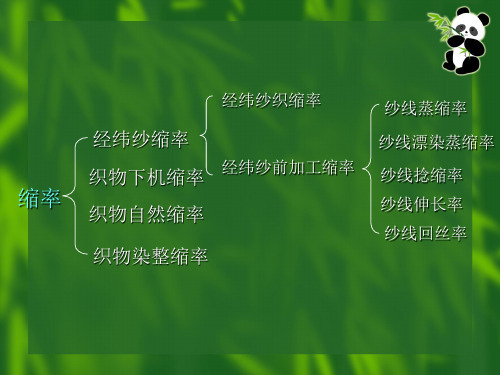
2.自然缩率 指织物在折叠成件打包存放后所产生的缩率 自然缩率=(成包前织物长度-成包后织物长度) ÷成包前织物长度×100% 棉布成包后1-2个月内缩变较大,随时间延长逐渐稳定.一般:高特纱织物和卡其织物约为1%-2%(全线卡其3%);平布约0.5%-1.5%;色织物:0.55%-0.85%
2. 织物密度 可分为成品密度,坯布密度,公制单位为:根/10cm, 小数后不足0.5舍去;在0.5-1之间计0.5; 英制单位为:根/英寸,一般取整数 坯布密度又分为机上和机下密度 本白坯织物规格中所给的经纬密度一般指下机坯布的经纬密度,其与成品密度的关系如下: (下机)坯布经密(根/10cm)=成品经密×成品幅宽/坯布幅宽 (下机)坯布纬密(根/10cm)=成品纬密×(1-染整长缩率)
(1)经纱百米用纱量(kg/百米) = (2)纬纱百米用纱量(kg/百米) =
例题:某一中平布,其规格如下:254*248(根/10cm),25*28tex,91.5cm,1/1, 其中边纱共24根,地入筘数为2,边入筘数为4, 求: 1、总经根数 2、经织缩率 3、百米经、纬纱用纱量 (附:(25+28)tex分档织缩系数为:0.0208; 25 tex用纱量系数:0.002509;28 tex用纱量系数:0.002855)
(三)筘号的确定和计算 筘号是根据经纱特数、密度、织物组织及每筘穿入数等来确定。筘号选用正确与否会影响经纱断头率、织物幅宽、经密和织物风格等。 筘号分公制筘号Nk和英制筘号Ne。(Ne=0.508Nk) 1.筘号计算公式
一般情况下: 斜纹布,哔叽,色织府绸,平布等为2%左右 卡其,府绸,色织格布为3% 劳动布,鞋用帆布大于3% 毛织品:2%~3%
2.自然缩率 指织物在折叠成件打包存放后所产生的缩率 自然缩率=(成包前织物长度-成包后织物长度) ÷成包前织物长度×100% 棉布成包后1-2个月内缩变较大,随时间延长逐渐稳定.一般:高特纱织物和卡其织物约为1%-2%(全线卡其3%);平布约0.5%-1.5%;色织物:0.55%-0.85%
2. 织物密度 可分为成品密度,坯布密度,公制单位为:根/10cm, 小数后不足0.5舍去;在0.5-1之间计0.5; 英制单位为:根/英寸,一般取整数 坯布密度又分为机上和机下密度 本白坯织物规格中所给的经纬密度一般指下机坯布的经纬密度,其与成品密度的关系如下: (下机)坯布经密(根/10cm)=成品经密×成品幅宽/坯布幅宽 (下机)坯布纬密(根/10cm)=成品纬密×(1-染整长缩率)
(1)经纱百米用纱量(kg/百米) = (2)纬纱百米用纱量(kg/百米) =
例题:某一中平布,其规格如下:254*248(根/10cm),25*28tex,91.5cm,1/1, 其中边纱共24根,地入筘数为2,边入筘数为4, 求: 1、总经根数 2、经织缩率 3、百米经、纬纱用纱量 (附:(25+28)tex分档织缩系数为:0.0208; 25 tex用纱量系数:0.002509;28 tex用纱量系数:0.002855)
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二节 水平衡计算
一.水衡算的意义
发酵生产中,水是必不可少的物料。因为生产过程涉及 的物理方法和生化反应,都必须有水的存在,不管是原料的预 处理、加热、杀菌、冷却、培养基的制备、设备和食品生产 车间的清洗等都需要大量的水。可以说,没有水发酵生产就 无法进行。在发酵加工中,无论是原料的预处理、蒸煮、糖 化等过程,都有原料的最佳配比、物料浓度范围,故加水量 必须严格控制。所以,对于发酵生产来说,供水衡算,即根 据不同生产中对水的不同需求,进行用水量的计算,是十分 重要的,并且与物料衡算、热量衡算等工艺计算以及设备的 计算和选型、产品成本、技术经济等均有密切关系。
用供水衡算实例
以5000t/年啤酒为计算基准,混合原料量 为1421kg(单位批次投料量)。
(1)糖化耗水量计算:100kg混合原料大约需用水量 400kg。
糖化用水量=1421×400/100=5684(kg)
糖化用水时间设为0.5h,故:
每小时最大用水量=5684/0.5=11370(kg /h)
对于规模小的工厂在进行供水衡算时可采用“单位产品耗 水量定额”估算法,可分为三个步骤,即按单位吨产品耗水量来 估算、按主要设备的用水量来估算和按食品工厂生产规模来拟定 给水能力。
(1) 按单位吨产品耗水量来估算
产品名称 消毒奶
全脂奶粉
全脂甜奶粉
甜炼乳
部分乳制品平均每吨成品耗汽量表
耗汽量
0.28~0.4 10~15
a. 按每批投料量进行计算; b. 按每吨产品消耗的原料量计算; c. 按时间计算。 3. 确定工艺指标及消耗定额以及相关的基础数据; 4.列出各工艺阶段的物料衡算表并绘出物料流程图。
(二) 物料计算步骤
(二) 物料计算步骤
8. 列出物料平衡表 9. 绘出物料流程图 10. 得出原料消耗综合表和排出物综合表
洗刷最大用水量=6/2=3(t/h)
(4)沉淀槽冷却用水: G
Q
c(t 2 t1 )
式中 热麦汁放出热量Q=GP·CP(t′1-t′2) 热麦汁相对密度C麦汁=1.043 热麦汁量GP=8525×1.043=8892(kg/h) 热麦汁比热容cP=4.1[kJ/(kg·K)] 热麦汁温度t′1=100℃ t′2=55℃ 冷却水温度t1=18℃ t2=45℃ 冷却水比热容c=4.18[kJ/(kg·K)] Q=8892×4.1(100-55)=1640574(kJ/h)
麦汁放出热量:
Q=GPcP (t1 -t2 )
式中 麦汁量GP=8892kg
麦汁比热容cP=4.1[kJ/(kg·K)]
麦汁温度t′1=55℃ t′2=25℃
水的比热容c=4.18[kJ/(kg·K)]
冷却水温度t1=18℃ 麦汁冷却时间τ=1h
t2=30℃
Q=889241. 1(55-25)=1093716(kJ/h)
(5)选定计算基准。计算基准是工艺计算的出发点;选择正 确,能使计算结果正确,而且可使计算结果大为简化。因此, 应该根据生产过程特点,选定统一的基准。在工业上,常有的 基准有:
①以单位时间产品或单位时间原料作为计算基准。
②以单位重量、单位体积或单位摩尔的产品或原料为计算基准。 如肉制品生产用水量计算,可以以100kg原料来计算。
(二)物料衡算意义
(1)确定生产设备的容量、个数和主要尺寸。 (2)工艺流程草图的设计。 (3)水、蒸汽、热量、冷量等平衡计算。 (4)车间布置、运输量、仓库储存量、劳动定员、生
产班次、成本核算、管线设计。
二、物料计算方法和步骤
(一) 物料计算方法
1. 给出物料衡算流程示意图 2. 选定计算基准
备注 不包括速冻冷藏
蕃茄酱例外
注: (1)以上单位指生产用水,不包括生活用水。 (2)南方地区气温高,冷却水量较大,应取较大值。
2 计算法
对于规模较大的食品工厂,在进行水用量计算;时必须采 用计算的方法,保证用水量的准确性。方法和步骤如下:
(1)要充分了解水用量计算的目的要求,从而采用适当的计 算方法。例如,要做一个生产过程设计,当然就要对整个过程 和其中的每个设备做详细的用水量计算,计算项目要全面、细 致,以便为后一步设备计算提供可靠依据。
名称 计算 单位
批 质量 次 百分
比
班 质量
次
百分 比
物料平衡表
主、辅原料
产品
损损损
主失失 失 产1 2 3 品
物料平衡图
糖化酶213.3t/a
a-淀粉酶114t/a
薯干粉
28490t/a
粉碎车间
粉浆114000
t/a
蒸煮工段
蒸煮 醪115800t/a
糖化工段
硫酸51.9t/a
硫酸铵120t/a 糖化酶30t/a
(3) 按工厂规模来拟定供水能力
一个工厂要设置多大的给水能力,主要是 根据生产规模,特别是班产量的大小而定。用 水量与产量有一定的比例关系,但不一定成正 比。班产量越大,单位产品耗水量相应越低。 给水能力因而可相应减低。
部分罐头食品和乳制品的给水能力表
成品类别
肉禽水产类罐头
果蔬类
奶粉、甜炼乳、 奶油
• 1.生产规模(t/a) • 2.生产方法 • 3.生产天数(d/a) • 4.产品日产量(t/d) • 5.产品年产量(t/a) • 6.副产品年产量(t/a) • 7.产品质量 • 8.总回收率(%)三、主要技术经济指标内容
• 9.原材料单耗 • (1)主原料(t/t产品) • (2)辅料(t/t产品) • (3)水(t/t产品) • (4)电(kWh/t产品) • (5)蒸汽(t/t产品) • (6)冷量(kJ/t产品)
G=41 . 180(93307-1168)=21804(kg/h)
(7)麦汁冷却器冲刷用水:设冲刷一次,用水4t,用水时 间为0.5h,则:
最大用水量为:4/0.5=8(t/h)
(8)酵母洗涤用水(无菌水):
每天酵母泥最大产量约300L,酵母贮存期每天换水一次, 新收酵母洗涤4次,每次用水量为酵母的2倍,则连续生产 每天用水量:(4+1)×300×2=3000(L)
酒母工段
酒母醪11991
t/a
发酵工段
蒸馏发酵 醪t/a
蒸馏工段
成品酒精10200t/a 至仓库
次品酒精208t/a
至仓库
杂醇油52t/a
至仓库
酒糟13200t/a
至糟池
二氧化碳9388t/a
至CO2车间
单位名称
工程名称 设计项目
设计
年产1万吨食用酒设计阶段
制图
精厂物料平衡图
校核
审核
年 比例
初步设计
设用水时间为1h,故最大用水量为3(t/h)
(9)发酵罐洗刷用水:每天冲刷体积为10m3的发酵罐2 个,每个用水2t,冲刷地面共用水2t,每天用水量=2 ×2+2=6(t)。
(2)洗槽用水:100kg原料约用水450kg,则需用 水量:
1421×450/100=6394.5(kg)
用水时间为1.5h,则每小时:
洗槽最大用水量=6394.5/1.5=4263(kg /h)
(3)糖化锅洗刷用水:有效体积为20m3的糖化锅及 其设备洗刷用水每糖化一次,用水约6t,用水时间为2 h,故:
物料平衡表
原料消耗综合表
每吨产品消 每天或每小 年消耗量(t)
耗定额(t) 时消耗量(t)
序原 单纯
备
号
料 名
位
度 100
工业
100%
工业 100% 工业
100% 注
称
%品
品
品
排出物料综合表
序 名 特 单 每吨产品 每小时 每年排 备 号 称 性 位 排出量t 排出量t 出量t 注
成 分
三、主要技术经济指标内容
• 10.总投资(万元) • (1)设备价值 • (2)材料费 • (3)运杂费 • (4)建筑工程费 • (5)工资 • (6)其他
三、主要技术经济指标内容
• 11.劳动生产率
• (1)生产人员
• (2)商品产值(万元)
• (3) 全 员 劳 动 生 产 率 (万元/(人·a))
• (4)工人实物劳动生产 率(t/(a·人))
• 12.单位成本(元/t)
• 13.利润
• (1)单位产品利润(元/t) • (2)总利润(万元/a)
• 14、投资回收年限(a)
• 15、全厂设备总重量(t)
• 16.全厂主要管件、管 材总重(t)
• 17.钢铁、水泥、木材 单耗
物料衡算计算实例
• 10000t/a淀粉原料酒精厂全厂物料衡算 1、衡算内容:
第五章 工艺计算
第一节 物料衡算 一、物料衡算的概念和意义 二、物料计算方法和步骤 三、主要技术经济指标内容 第二节 水平衡计算 一、水衡算的意义 二、水平衡计算方法和步骤
(一)物料衡算概念
• 物料衡算是指:根据质量守恒定律,凡引入某一 系统或设备的物料重量Gm,必等于所得到的产物 重量Gp和物料损失量Gt之和,即:Gm=GP+Gt
原料消耗:甘薯干,酶,硫酸铵等试剂 中间产品:蒸煮醪,糖化醪,酵母醪,发酵醪量等 成本、副产品及三废:酒精,废渣,二氧化碳。
• 衡算方法: 1、工艺流程示意图
2、工艺技术指标和基础数据(见56页) 3、原料消耗的计算
4、中间产品计算 5、成品计算
第五章 工艺计算
第一节 物料衡算 一、物料衡算的概念和意义 二、物料计算方法和步骤 三、主要技术经济指标内容 第二节 水平衡计算 一、水衡算的意义 二、水平衡计算方法和步骤
消毒奶、酸奶、 冰淇淋、奶油、 干酪素、乳糖
班产量(t/班)
4~6 8~10 15~20