焊条表示方法及对照表
焊条、焊丝牌号、型号对照表

焊条牌号编制方法(大西洋牌)(船用焊条除外)一个焊条牌号由六部份组成。
例如CHE507CrNiFe13可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(E)一个字母,焊条种类。
3.(50)二个数字,熔敷金属强度或合金类型。
4.(7)一个数字,药皮类型及电流种类。
5.(CrNi)1~2字母,附加合金元素或焊条特性。
6.(Fe13)字母+二个数字,焊条名义效率。
1.CH:大西洋产品代号2.焊条种类:(见表1)①焊条种类表1②熔敷金属强度及合金类型:表2③药皮类型及电流种类: 表3④附加合金元素或焊条特性:⑴附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo等。
⑵焊条特性: (表4)表4⑤焊条名义效率表5*系指铁粉低氢型熔炼焊剂牌号编制方法一个熔炼焊剂牌号由五部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(1)一个数字,这里是焊剂为无锰型。
牌号第一位数字表示熔炼焊剂中氧化锰的含量,其含量见表1。
4.(3)一个数字,这里是焊剂为高硅低氟。
牌号第二位数字表示焊剂中二氧化硅与氟化钙的含量,其含量见表2。
5.(1)一个数字,牌号第三位数字表示同一类型焊剂中的不同牌号,并按0,1,2,.. 9顺序排列。
表1表2烧结焊剂牌号编制方法一个烧结焊剂牌号由四部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(5)一个数字,这里是焊剂渣系为铝钛型。
牌号第一位数字表示烧结焊剂的渣系,见表3。
4.(01)二个数字,牌号第二、三位数字表示同一渣系焊剂的不同牌号。
碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂。
钢结构常用焊条的区别及使用
钢结构常⽤焊条的区别及使⽤常⽤焊条的命名⽅法来源于GB980-76《焊条分类及型号编制⽅法》,现在作为标准早已废除。
但是由于该⽅法好记,⾏业上⾄今流传到现在。
该命名⽅式来源于GB980-76《焊条分类及型号编制⽅法》。
第⼀个字母按下表命名:代号(拼⾳或汉字)焊条分类拼⾳汉字J 结结构钢焊条R 热钼及铬钼耐热钢焊条G 铬铬不锈钢焊条A 奥铬镍不锈钢焊条D 堆堆焊焊条W 温低温钢焊条Z 铸铸铁焊条Ni 镍镍及镍合⾦焊条T 铜铜及铜合⾦焊条后三位数字的前两位代表抗拉强度(kg/cm2),例如50代表强度⼤于50kg/cm2。
最后⼀位按下表命名:最后⼀位数药⽪类型药⽪主要成分电源电极1 钛型氧化钛≥35% 直流或交流2钛钙型氧化钛≥30%,钙、镁的碳酸盐≥20%直流或交流3 钛铁矿型钛铁矿≥30% 直流或交流4 氧化铁型多量的氧化铁及较多的锰铁脱氧剂直流或交流5 纤维素型有机物≥15%、氧化钛30%左右直流或交流6 低氢钾型钾、钙、镁的碳酸盐和氟⽯直流或交流7 低氢钠型钠、钙、镁的碳酸盐和氟⽯直流反接8 ⽯墨型多量⽯墨或交流9 盐基型氯化物和氟化物直流或交流现在该标准已经废⽌,但流传⾄今。
焊条的分类J422和J427的区别酸性和碱性焊牌号J422,型号E4303 属于钛钙型药⽪低碳结构钢焊条。
钛钙型药⽪焊条属于酸性焊条。
牌号J427,型号E4315 属于低氢钠型低碳结构钢焊条。
低氢钠型药⽪焊条属于碱性焊条。
焊条型号是j422-3.2是啥意思焊条型号是j422-3.2是啥意思,直径 3.2向左转|向右转J422焊条好?还是J427焊条好?只能说各有所长,J422焊条是酸性焊条,它的⼯艺性能好,如电弧稳定,飞溅⼩,焊缝成形美观等。
⽽J427是碱性(低氢型)焊条,只能⽤直流电焊机,但它的焊缝综合⼒学性能好,即韧性要⽐酸性焊条好。
因此,⼀般联接⽤J422,⽽重要焊缝则应⽤J427焊接。
焊条J422和J427有什么区别?J422---酸性焊条GB型号E4303结构钢焊条,焊缝⾦属抗拉强度不低于420Mpa,氧化钛钙型药⽪,交直流两⽤,主要⽤于焊接低碳钢和强度等级低合⾦钢如09Mn2等.J427---碱性焊条GB型号E4315结构钢焊条,焊缝⾦属抗拉强度不低于420Mpa,低氢钠型药⽪,直流反接,主要⽤于焊接重要的低碳钢和低合⾦钢如09MnSi等.焊条J427R和J427 的区别J427R代表的是容器钢的焊条,J427为结构钢焊条,主要区别在焊条的药⽪成份不同。
焊条的型号和牌号的区别

★焊条的型号和牌号的区别:型号是国家标准中对焊条规定的编号,用来区别各种焊条熔敷金属的力学性能、化学成分、药皮类型、焊接位置和焊接电流种类。
标有型号的焊条,其技术要求、性能指标、检验方法都应按国家标准的规定进行。
焊条国家标准不可能包括所有的焊条。
焊条牌号是焊条制造厂对作为产品出厂的每种焊条标的特定编号,用来区别不同焊条熔敷金属的力学性能、化学成分、药皮类型和焊接电流种类。
与焊条的型号相比,牌号中没有区别焊接位置的编号,但增加了特殊性能的符号(如超低氢、高韧性、打底焊……)。
【JB4708-2000中释义5.3.1.2:国内压力容器行业对焊条的牌号熟悉用过焊条的型号,大家都习惯说焊条的牌号】焊条分类对照(一)、焊条牌号的表示方法◆通常用一个汉语拼音字母(或汉字)与三位数字表示。
如A302(奥302)、W607(温607)◆有的焊条牌号在三位数字后面加注后缀字母和/或数字。
如J507RH、A022Mo 、J422Fe161) 第一位字母:表示焊条种类;2) 前两位数字:表示熔敷金属强度或合金类型;3)第三位数字:表示药皮类型及电流种类;结构钢焊条牌号中第三位数字的药皮类型和电源种类4)数字后面的字母和数字:附加合金元素或焊条特性(具有特殊性能和用途)。
■如:“Fe”,表示铁粉焊条(药皮中含有铁粉);“X”,表示立向下焊专用焊条;“G”,表示管道焊接专用焊条;“GM”,表示盖面专用焊条;“D”,表示封底焊专用焊条;“Z”,表示重力焊条;“GR”,表示高韧性焊条;“LMA”,表示耐潮焊条;“H”,表示超低氢焊条;“R”,表示韧性焊条;“DF”,表示低氟焊条;“RH”高韧性超低氢焊条。
常用结构钢焊条型号和牌号对照表(二)、铬钼耐热钢焊条牌号的编制方法。
这种铬钼耐热钢焊条牌号的编制方法如下:1)字母“R”表示钼和铬钼耐热钢焊条。
2)牌号第一位数字,从1至8,表示焊缝金属主要化学成分(质量%)等级,见下表。
铬钼耐热钢焊条牌号焊缝金属化学成分等级3)牌号第二位数字表示同一焊缝金属主要化学成分组成等级中的不同牌号,对同一药皮类型焊条,可有10个牌号0、1、2…、9顺序排列。
焊条、焊丝型号大类与焊条、焊丝牌号大类对照表
焊条型号大类与焊条牌号大类对照表名词解释:焊条型号大类与焊条牌号大类对照表焊条型号大类与焊条牌号大类对照表焊条型号焊条牌号焊条大类(按化学成分分类) 焊条大类(按用途分类)国家标准编号名称代号类别代号字母汉字GB5117-85 碳钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 一结构钢焊条J 结GB5118-85 低合金钢焊条 E 二钼和铬钼耐热钢焊条R 热GB5118-85 低合金钢焊条 E 三低温钢焊条W 温GB983-85 不锈钢焊条 E 四不锈钢焊条G 铬GB983-85 不锈钢焊条 E 四不锈钢焊条 A 奥GB984-85 堆焊焊条ED 五堆焊焊条 D 堆GB10044-88 铸铁焊条EZ 六铸铁焊条Z 铸七镍及镍合金焊条Ni 镍GB3670-83 铜及铜合金焊条TCu 八铜及铜合金焊条T 铜GB3669-83 铝及铝合金焊条TAl 九铝及铝合金焊条L 铝十特殊用途焊条Ts 特常用母材与焊材选用表/ 焊条型号牌号对照表国标厂标对应埋弧焊丝对应CO2 焊丝对应氩弧焊丝主要用途E4303 J422 H08A/H08MnA H08Mn2Si H08Mn2SiA 5-A.F/Q235-A/10#20#E4316 J426 H08A/H08E/ H08MnA H08Mn2Si H08Mn2SiA 5-D/Q235-C/20G/20g/20R/20E4315 J427E5016 J506 H10MnSi H120Mn2 H08Mn2SiA H10MnSi 16Mn 16MnRE5015 J507E5515-B1 R207 H13CrMoA H08CrMoA 12CrMo/12CrMoGE5515-B2 R307 15CrMo/15CrMoGE5515-B2-V R317 H08CrMoVA H08CrMoVA 12CrMoV/12CrMoVGE6015-B2 R407 Cr2.5MoE308-16 A102 H0Cr21Ni10 H0Cr21Ni10 0Cr18Ni9/00Cr19Ni10/00Cr19Ni11TiE308-15 A107E308L-16 A002 00Cr19Ni10/00Cr18Ni10TiE316L-16 A022 焊接尿素及合成纤维设备,铬不锈钢,复合钢,异种钢E347-16 A132 H0Cr21Ni10Ti H0Cr21Ni10Ti 0Cr18Ni10Ti 1Cr18Ni9TiE347-15 A137E309-16 A302 焊接相同类型的不锈钢,不锈钢衬里,异种钢,高铬钢E309-15 A307E310-16 A402 焊接高温下工作的同类型耐热不锈钢,Cr5Mo/Cr9Mo/Cr13 钢等E310-15 A407焊条目录[隐藏]焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条焊条的组成焊条的要求焊条型号与牌号1 按用途分类电焊条大类的划分2 按熔渣的酸碱性分类(1)酸性焊条(2)碱性(低氢型)焊条? 3 按药皮主要成分分类? 4 按焊条性能分类焊条(covered electrode)气焊或电焊时熔化填充在焊接工件的接合处的金属条。
焊条型号与牌号的识别
3、酸性焊条与碱性焊条:(1)药皮在焊接时熔化形成熔渣焊后熔渣为酸性的焊条称为酸性焊条,反之为碱性焊条。
(2)酸性焊条的缺点酸性焊条的熔渣组成物以酸性氧化物为主,对焊缝金属有较强的氧化性,致使焊缝金属中合金元素的烧损量较大。
同时焊缝金属中氢和氧的含量较高,焊缝金属的力学性能,特别是塑性和韧性较低。
(3)酸性焊条的优点对铁锈、油污及水分引起的气孔敏感性小。
酸性焊条用交流或直流电源均可焊接。
(4)碱性焊条的优点碱性焊条的熔渣组成物以碱性氧化物为主,对焊缝金属的氧化性很小,冶金处理效果好。
碱性焊条焊接时,药皮分解出CO2作保护气体,保护气体中氢含量很低,因此用碱性焊条焊成的焊缝金属含氢量低,综合力学性能好,特别是塑性、韧性较高。
(5)碱性焊条的缺点三、焊条牌号的表示方法1、通常用一个汉语拼音字母(或汉字)与三位数字表示。
如A302(奥302)、W607(温607)2、有的焊条牌号在三位数字后面加注后缀字母和/或数字。
如J507RH、A022Mo 、J422Fe16第一位字母:表示焊条种类;前两位数字:表示熔敷金属强度或合金类型;第三位数字:表示药皮类型及电流种类;数字后面的字母和数字:附加合金元素或焊条特性(具有特殊性能和用途)。
如:G——高韧性焊条;R——压力容器用焊条;Fe——高效铁粉焊条:X——向下立焊用焊条;H——超低氢焊条;RH——高韧性超低氢焊条;四、焊条型号的表示方法1、碳钢焊条:(1)根据GB/T5117《碳钢焊条》标准规定,碳钢焊条型号按熔敷金属的力学性能、药皮类型、焊接位置和焊接电流种类划分。
(2)碳钢焊条型号的编制方法:首位字母“E”表示焊条;前两位数字表示熔敷金属抗拉强度的最小值,单位为kgf/mm2;第三位数字表示焊条的焊接位置:“0”和“1”表示焊条适用于全位置焊接;“2”表示焊条适用于平焊及平角焊;“4”表示焊条适用于向下立焊。
第三位和第四位数字组合时表示焊接电流种类及药皮类型。
焊条牌号的选用及保管
焊条类型
表示符号
第一、二位数字
第三位数字
结构钢焊条
J
焊缝金属抗拉强度等级
药皮类型和焊接电源种类
不锈钢焊条
G-铬不锈钢 A- 奥氏体不锈钢
第一位数字表示焊缝金属主要化学成分等级; 第二位数字表示牌号顺序
药皮类型和焊接电源种类
钼和铬钼耐热钢焊条
R
第一位数字表示焊缝金属主要化学成分等级; 第二位数字表示牌号顺序
02
写出以下焊条型号表示含义(对照表3-3)
课堂练习
二、焊条型号的编写方法
低合金钢焊条型号举例: E 50 1 8 AI
表示熔敷金属化学成分分类代号
表示焊条药皮为铁粉低氢型,采用交流或直流反接焊接
表示焊条适用于全位置焊接
表示熔敷金属抗拉强度最小值为500MPa
表示焊条
焊条的种类很多,各有其应用范围,使用是否恰当对焊接质量、劳动生产率及产品成本都有很大影响。通常应根据组成焊接结构钢材的化学成分、力学性能、焊接性,工作环境(有无腐蚀介质,高温、低温),焊接结构形状、受力情况等,进行综合考虑,以决定选用哪种焊条。
在选用焊条时,应注意下列原则:
考虑母材的力学性能和化学成分
考虑焊接工地、现场的设备情况
三、焊条的选用
在满足力学条件和操作性能的前提下,应尽量选择价格低的焊条。
在酸性和碱性焊条都满足的情况下,应尽量选择酸性焊条,为提高生产率应尽量选择碱性焊条。
在满足力学条件和操作性能的前提下,应尽量选择效率高的焊条。
考虑劳动条件、生产率和经济性
三、焊条的选用
理解焊条牌号,根据牌号知道用途、性能。
E ××24
铁粉钛型
E ××27
铁粉氧化铁型
常用焊接方法的英文代号和数字代号
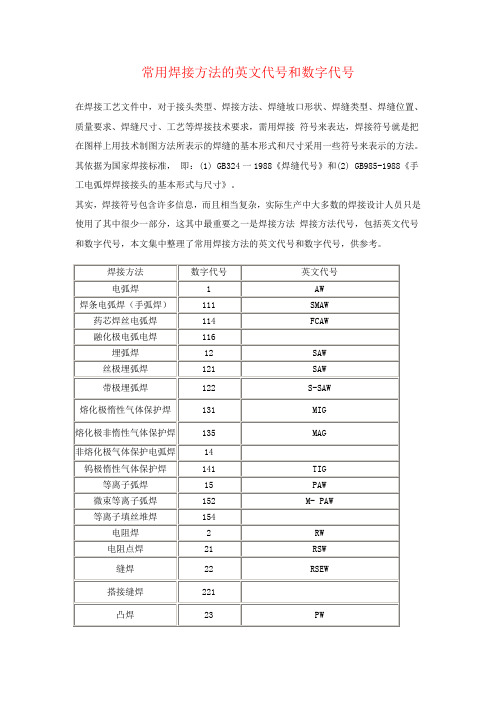
常用焊接方法的英文代号和数字代号
在焊接工艺文件中,对于接头类型、焊接方法、焊缝坡口形状、焊缝类型、焊缝位置、质量要求、焊缝尺寸、工艺等焊接技术要求,需用焊接符号来表达,焊接符号就是把在图样上用技术制图方法所表示的焊缝的基本形式和尺寸采用一些符号来表示的方法。
其依据为国家焊接标准,即:(1) GB324一1988《焊缝代号》和(2) GB985-1988《手工电弧焊焊接接头的基本形式与尺寸》。
其实,焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部分,这其中最重要之一是焊接方法焊接方法代号,包括英文代号和数字代号,本文集中整理了常用焊接方法的英文代号和数字代号,供参考。
焊材的表示方法和代号

焊条、药芯焊丝的表示方法和代号作为焊缝填充金属包括焊条、焊丝、焊剂、填充金属、熔嘴、附加金属粉等,熔敷焊缝金属成分主要由它们和母材来决定。
ASME《锅炉压力容器规范》第IX卷中列有工艺评定中焊缝金属成分的类别,并有相应的评定规则。
我国的钢材和焊材的合金化体系与美国差别较大,况且国内压力容器压力管道熟悉焊材牌号程度胜过型号,原机械工业部编制的《焊接材料产品样本》(机械工业出版社,1997年)规定的焊条、焊剂和药芯焊丝的牌号对焊接行业、压力容器压力管道行业影响很大,焊材牌号编制比较切合我国合金体系的实际。
我国焊材基本上与钢材使用性能相适应,不同牌号焊材性能差别很大,用焊材牌号作为焊接工艺评定因素具有简便特点,但也有局限性,焊材牌号编制方法不是标准。
随着技术与市场经济发展,在焊材牌号前后加上代号或化学成分符号,使牌号复杂化。
将牌号作为焊接工艺评定因素时不考虑阿拉伯数字后的代号(耐蚀层堆焊除外)。
(1)我国焊条分类对照附表1所示,焊条和药芯焊丝牌号编制方法如下述:①碳钢焊条和低合金高强钢焊条牌号表示方法a)牌号前加“J”字表示为碳钢焊条或低合金高强钢焊接类别代号。
b)类别代号后头两位数字,表示焊缝金属抗拉强度等级,其系列如附表2。
c)类别代号后第三位数字,表示药皮类型和焊接电源类,见附表3。
d)焊条有特殊性能和用途的,则在牌号后面加注起主要作用的元素或代表主要用途的符号,见附表4。
附表1附表2附表3附表4②铬和铬钼耐热钢焊条牌号表示方法a)牌号前加“R”字,表示钼和铬钼耐热钢焊条的类别代号b)类别代号后第一位数字,表示焊缝金属主要化学成分等级,按附表5规定编排表。
c)类别代号后第二位数字,表示同一焊缝金属主要化学成分组成等级中的不同牌号,对同一药皮类型焊条,可有10个牌号,按0、1、2、…9顺序编排。
d)类别代号后第三位数字,表示药皮类型和焊接电源种类,见附表3。
附表5③低温钢焊条牌号表示方法a)牌号前加“W ”字,表示低温钢焊条的类别代号。
焊接方法及代号

表l焊接方法及代号焊接方法代号焊条电弧焊SMAW气焊OFW钨极气体保护焊GTAW熔化极气体保护焊GMAW(含药芯焊丝电弧焊FCAW) 埋弧焊SAW电渣焊ESW摩擦焊FRW螺柱焊SW表2焊条类别、代号及适用范围焊条类别焊条类别代号相应型号适用焊件的焊条范围相应标准钛钙型F1EXX03F1纤维素型F2EXXl0,EXXll,EXXl0-x,EXXll-xF1,F2钛型、钛钙型F3EXXX(x)-16,KXXX(x)-17Fl,F3G B/T5117、GB/T5118、GB/T983EXXl5,EXXl6(奥氏体、EXXl8,EXX48低氢型、碱性F3JEXXl5-x,EXXl6-xEXXl8-x,EXX48-xF1,F3,F3J双相钢焊条除外) EXXX(x)-15,EXXX(x)-16EXXX(X)-17钛型、钛钙型F4EXXX(x)-16,EXXX(x)-17F4GB/T983(奥氏体、双碱性F4JEXXX(x)-15,EXXX(x)-16,EXXX(x)-17F4,F4J相钢焊条)表3试件钢号分类及代号表类别代号典型钢号示例Q19510HP245L75S205碳Q21515HP265L210 Q23520素I 25 20R钢20g 20G 22g低HP295L24512Mng12CrMo09MnDIIHP325L29016Mn12CrMoG09MnNiD合HP345L32016Mng15CrMo09MnNiDRHP365L36016MnR15CrMoR16MnD金L41515MnNbR15CrMoG16MnDRL45015MnV14CrlMo15MnNiDR 钢L48515MnVR14Cr1MoR20MnMoDL55520MnMo12Cr1MoV07MnNiCrMoVDRS240l0MnWVNb12Cr1MoVG08MnNiCrMoVDS29013MnNiMoNbR12Cr2Mo10Ni3MoVDS31520MnMoNb12Cr2M01S36007MnCrMoVR12Cr2Mo1RS38512Cr2MoGS41512Cr2MoWTiBS45012Cr3MoVSiTiBS4801Cr5Mo0Cr13lCr131Cr171Cr9Mo1 马氏体钢、铁素体Ⅲ不锈钢0Cr19Ni90Cr18Ni12Mo2Ti0Cr23Ni13 奥氏体0Cr18Ni9Ti00Cr17Ni14Mo20Cr25Ni20不锈钢、双相IV0Gr18Ni11Ti0Cr18Ni12Mo3Ti00Cr18Ni5Mo3Si200Cr18Ni1000Cr19Ni13Mo31Cr19Ni9不锈钢00Cr19Ni110Cr19Ni13Mo31Cr19NillTi1Cr23Ni8表4试件形式、位置及代号试件形式试件位置代号平焊lG板材对接焊缝试件横焊2G立焊3G仰焊4G 水平转动1C 垂直固定2G管材对接焊缝试件水平固定向上焊5G向下焊5GX 45°固定向上焊6G向下焊6GX水平转动2FRG垂直固定平焊2FG管板角接头试件垂直固定仰焊4FG水平固定5FG45°固定6FG螺柱焊试件平焊lS 横焊2S仰焊4S表5焊接要素及代号焊接要素要素代号无01 手工钨极气体保护焊填充金属焊丝实芯02药芯03钨极气体保护焊自动稳压系统有04 无05机械化焊自动跟踪系统有06无07 每面坡口内焊道单道08多道09第三十七条焊工考试项目代号,应按每个焊工、每种焊接方法分别表示。
焊条的分类及型号

碳钢E50系列—熔敷金属抗拉强度≥490MPa
-
低合金钢E55系列—熔敷金属抗拉强度≥540MPa
-
按熔敷金属的化学成分、药皮类型、焊接位置及焊接 电流种类划分,不锈钢焊条型号编制方法如下:
字母“E”表示焊条, “E”后面的数字(通常是三 位)表示熔敷金属的化学成分分类代号。若有特殊要求 的化学成分,则用该成分的元素符号表示并接在数字的 后面。数字后的字母“L”表示碳含量较低,“H”表示 碳含量较高,“R‘表示硫、磷、硅含量较低;需要附 加说明时,也用代号接在数字或元素符号的后面,在最 末尾用两位数字:15、16、17、25或26表示药皮类型、 焊接位置及电流种类,并用短划“-”与前面分开。 见 表4-6。
3) “E”后面第三位数字表示焊条的焊接位置,“0”及“1”表示焊条适用于全位 置焊接,“2”表示焊条适用于平焊及横角焊,“4”表示焊条适用于 向下立焊。
4) “E”后面第三位数字和第四位数字组合时表示药皮类型和电源种 类。
5)“一”后的字母为熔敷金属化学成分的分类代号,如果还具有附加化 学成分时,
二、焊条的分类及型号 1、焊条的分类 根据其用途可分为十大类,见表:
-
根据焊条药皮熔化后的熔渣特性分为酸性焊条和碱性焊条
-
2、焊条型号 (1)焊条型号的编制方法
按GB/T 5117—1995和GB/T 5118—1995标准的规定,碳钢、低合金钢焊条型号编制 方法如下:
1)型号的第一个字母“E”表示焊条。 2) “E”后面两位数字表示熔敷金属抗拉强度的最小值,单位为×10MPa。
直接用元素符号表示,并以“一”与前面后缀字母分开。“L”表示碳含量较低;”H” 表示碳含量较高;“R”表示硫、磷、硅含量较低。
焊条标准对照表,很全,值得收藏

焊条标准对照表,很全,值得收藏碳钢焊条简明表牌号国标美标作用及用途J421 E4313 E6013 焊接低碳钢结构,特别适于薄板小件及要求焊缝表面美观和光洁的盖面焊。
J421Fe E4313 E6013 焊接一般低碳钢结构,特别适于薄板小件及短焊缝的间断焊和要求焊缝表面光洁的盖面焊。
J421Fe16 E4324 E6024 焊接一般低碳钢结构和用于要求表面光洁的盖面焊。
J421X E4313 E6013 适用于焊接一般船用碳钢及镀锌钢板,尤其适用于薄板立向下焊及间断焊。
J422 E4303 用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422GM E4303 适用于海上平台、船舶、车辆、工程机械等结构表面装饰焊缝的焊接。
J422Fe E4303 用于焊接较重要的低碳钢结构和强度等级低的低合金钢结构,如Q235、09MnV、09Mn2等。
J422Fe16 E4323 用于较重要的低碳钢结构的焊接。
J423 E4301 用于焊接较重要的低碳钢结构,如车辆、建筑结构、重型机械结构等的焊接。
J424 E4320 E6020 可焊接较重要的碳钢结构,如重型机械、建筑机械等。
J425 E4311 适于薄板结构的对接、角接及搭接焊。
如电站烟道、风道、变压器的油箱、船体和车辆外板的低碳钢结构。
J426 E4316 E6016 用于焊接重要的低碳钢和低合金钢的结构,如造船、桥梁、压力容器等。
J427 E4315 用于焊接重要受压载荷或低碳钢厚板结构和低合金钢的结构,如机械、造船、桥梁、压力容器等。
J501Fe E7014 E7014 用于碳钢和低合金结构的焊接,如16Mn等船舶、车辆及机械结构的焊接。
J501Fe15 E5024 E7024 用于碳钢和低合金结构的焊接,如16Mn等船舶、机车车辆及锅炉等结构的焊接。
J501Fe18 E5024 适用于低碳钢以及普通船用Q235A、B、D级钢的焊接,如船舶舾装件、一般结构预制件等。
焊条表示方法及对照表
焊条表示方法及对照表焊条是一种金属材料,在焊接过程中起到导电、熔化和填补焊缝等作用。
为了方便使用,焊条通常以符号的形式标记。
下面是常见的焊条表示方法及对照表。
1.焊条品种表示:焊条的品种表示通常采用字母和数字的组合。
字母表示焊条的种类,数字表示特殊要求和用途。
常见的焊条品种如下:-E:表示电焊条-R:表示熔化补焊条-MC:表示金属镀层焊条-T:表示抗冲击焊条-G:表示岛屿焊条2.焊条材质表示:焊条的材质表示通常采用字母和数字的组合。
字母表示焊条的材质,数字表示焊条的特殊要求和用途。
常见的焊条材质如下:-R:表示低碳钢-S:表示低合金钢-M:表示不锈钢-N:表示铸铁-W:表示镍合金-H:表示硬派防护钢3.焊条性能表示:焊条的性能表示通常采用具体的数字和符号来标记。
常见的焊条性能表示如下:-F:表示焊条适用于平直焊接-V:表示焊条适用于纵向焊接-H:表示焊条适用于横向焊接-OH:表示焊条适用于覆盖横向焊接-FH:表示焊条适用于插件横向焊接-P:表示焊条适用于全位置焊接-G:表示焊条具有较好的冶金性能对照表如下所示:品种材质性能E6010RHN当焊接位置要求有限E6011RHN适用性与6010相似,但更好E6012RHCS当焊接位置要求有限E6013RHLH适用性与6012相似,但更好E7014RHBH适用于工程结构E7016RHTHH适用于工程结构E7024RHBH适用于重型结构焊接E8018RHCLS适用于一般重型结构E9018RHCLS适用于高强度结构通过上述对照表,我们可以根据焊接要求和工作环境的要求选择适当的焊条。
焊条的选择不仅关系到焊接质量,而且也关系到工作效率和成本。
因此,在实际工作中,我们应该根据具体情况,仔细选择合适的焊条。
焊接数字代号

焊接数字代号焊接数字代号是指用数字来表示不同类型的焊接方法、焊接材料和焊接设备。
在焊接行业中,数字代号被广泛使用,便于标识和交流。
本文将介绍一些常见的焊接数字代号及其含义。
1. 111焊条:111焊条是一种碱性焊条,适用于焊接低碳钢和低合金钢。
它具有良好的焊接性能和抗冷裂性能,广泛应用于结构焊接和船舶制造等领域。
2. 136焊丝:136焊丝是一种铜铝焊丝,适用于铝合金的焊接。
它具有良好的导热性和导电性,焊接后的接头强度高,广泛应用于汽车制造和航空航天等领域。
3. 312焊条:312焊条是一种不锈钢焊条,适用于焊接不锈钢和高温合金。
它具有良好的耐蚀性和高温强度,广泛应用于化工设备和核电站等领域。
4. 500焊剂:500焊剂是一种铝硅焊剂,适用于铸铝件的焊接。
它具有良好的润湿性和抗氧化性,焊接后的接头密封性好,广泛应用于汽车零部件和电子设备等领域。
5. 6013焊条:6013焊条是一种钾钙焊条,适用于焊接碳钢和低合金钢。
它具有良好的焊接性能和机械性能,焊接后的接头外观美观,广泛应用于建筑和桥梁等领域。
6. 7018焊条:7018焊条是一种碱性焊条,适用于焊接高强度钢和低温钢。
它具有良好的焊接性能和抗裂性能,焊接后的接头强度高,广泛应用于石油化工和船舶制造等领域。
7. 8010焊条:8010焊条是一种碱性焊条,适用于焊接高强度钢和高温钢。
它具有良好的焊接性能和耐热性,焊接后的接头耐腐蚀性好,广泛应用于核电站和航空航天等领域。
8. 9018焊条:9018焊条是一种碱性焊条,适用于焊接高强度钢和低温钢。
它具有良好的焊接性能和抗冷裂性能,焊接后的接头强度高,广泛应用于石油化工和桥梁等领域。
9. 1000焊接机:1000焊接机是一种高频焊接机,适用于焊接不锈钢和铜合金。
它具有高效稳定的焊接能力和精确的控制系统,广泛应用于食品加工和电子制造等领域。
10. 2000焊接机:2000焊接机是一种气体保护焊接机,适用于焊接铝合金和钛合金。
焊条的分类及型号

2 3
E5515-G E6015-G
J557. CHE557 J557Mo J557MoV.CHE557MoV J607Ni.CHE607Ni
9 10
4
5 6 7
E6015-D1
E7015-D2 E8515-G E5015-A1
J607
J707.CHE707 J857.CHE857 R107.CHH107
表4-6 焊接电流、药皮类型及焊接位置
焊条型号
E× × ×( ×)15
电源极性 直流
焊接位置 全位置
药皮类型
反接
E× × ×( ×)25
碱性药皮
平焊、横 焊
E× × ×( ×)16 E× × ×( ×)17 E× × ×( ×)26
全位置 交流或 直流反接 平焊、横 焊 碱性药皮或钛型、钛钙 型
例: E 308
二、焊条的分类及型号
1、焊条的分类 根据其用途可分为十大类,见表:
代号 类别 一 二 三 四 名称 结构钢焊条 钼及铬钼耐热钢焊条 低温钢焊条 字母 J R W G A D Z NI 汉字 结 热 温 铬 奥 堆 铸 镍
《焊接材料产品样本》统一编号
不锈钢焊条
五 六 七 堆焊焊条 铸铁焊条 镍及镍合金焊条
表4-8 常用低合金钢焊条型号与牌号对照表
序 号 1 型号 E5015-G 牌号 J507MoNb J507NiCu 序 号 8 型号 E5503-B1 E5515-B1 E5503-B2 E5515-B2 E5515-B3-VWB 牌号 R202.CHH202 R207.CHH207 R302 R307.CHH307 R347.CHH347
碳钢E50系列—熔敷金属抗拉强度≥490MPa
常用焊条型号的编制方法
常用焊条型号的编制方法——常用焊条型号的编制方法在焊条上端药皮处印有焊条的型号,以便焊工选用时识别。
(1)非合金钢及细晶粒钢焊条国标《非合金钢及细晶粒钢焊条》(GB/T 5117—2012)规定,非合金钢及细晶粒钢焊条型号由5 部分组成。
1)第一部分用字母"E"表示焊条。
2)第二部分为字母"E"后面紧邻的2位数字,表示熔敷金属的最小抗拉强度代号(即其最小抗拉强度值的1/10),见表3—14。
5)第五部分为熔敷金属的化学成分代号之后的焊后状态代号,其中"无标记"为焊态,"P"表示热处理状态,"AP"表示焊态和焊后热处理2种状态均可。
6)除以上强制分类代号外,根据供需双方协商,可在型号后依次附加可选代号。
字母"U"表示在规定试验温度下,冲击吸收能量可达47J 以上。
扩散氢代号"HX",其中"X"代表 15、10 或5,分别表示每 100g 熔敷金属中扩散氢含量的最大值(mL)。
非合金钢及细晶粒钢焊条型号示例如图 3—16、图3—17 所示。
(2)热强钢焊条国标《热强钢焊条》(GB/T5118—2012)规定,热强钢焊条型号由4部分组成。
1)第一部分用字母"E"表示焊条。
2)第二部分为字母"E"后面紧邻的2位数字,表示熔敷金属的最小抗拉强度代号(即其最小抗拉强度值的1/10),见表3—17。
(3)不锈钢焊条国标《不锈钢焊条》(GB/T 983—2012)规定,不锈钢焊条型号由 4部分组成。
1)第一部分用字母"E"表示焊条。
2)第二部分为"E"后面的数字,表示熔敷金属化学成分分类(具体可见有关标准)。
数字后面的"L"表示碳含量低,"H"表示碳含量高。
焊材对照

1、不锈钢焊条型号:字母E表示焊条,E后面的数字表示熔敷金属化学成分分类代号,如有特殊要求的化学成分,该化学成分用元素符号表示放在数字的后面。
短划线-后面的两位数字表示焊条药皮类型、焊接位置及焊接电流种类。
2、低合金钢焊条型号:字母E表示焊条,前二位数字表示熔敷金属抗拉强度的最小值,第三位数字表示焊条的焊接位置,第三位和第四位数字组合时表示焊接电流种类及药皮类型,后缀字母为熔敷金属的化学成分分类代号,并以短划线—与前面数字分开,若还有附加化学成分时,附加化学成分直接用元素符号表示,并以短划线—与前面后缀字母分开。
3、碳钢焊条型号:字母E表示焊条,前两位数字表示熔敷金属抗拉强度的最小值,第三位数字表示焊条的焊接位置,第三位和第四位数字组合时表示焊接电流种类及药皮类型,在第四位数字后附加R表示耐吸潮焊条,附加M表示耐吸潮和力学性能有特殊规定的焊条,附加-1表示冲击性能有特殊规定的焊条。
4、气体保护焊用碳钢、低合金钢焊丝焊丝型号的表示方法为:ERXX-X字母ER表示焊丝,ER后面的两位数字表示熔敷金属的最低抗拉强度,短划线—后面的字母或数字表示焊丝化学成分分类代号。
如还附加其他化学成分时,直接用元素符号表示,并以短划线—与前面数字分开。
5、药芯焊丝型号EF表示药芯焊丝代号,后面的第一位数字表示主要适用的焊接位置,第二位数字或英文字母为药芯分类代号,后面四位数字表示焊缝金属力学性能(前两位为抗拉强度,第三位为冲击功不小于27J对应的温度,第四位为冲击功不小于47J的温度),并以短划线—与前面数字分开。
焊丝牌号:实心焊丝的牌号1)牌号的字母H表示焊接用实心焊丝2)字母H后面的一位或两位数字表示含碳量3)化学元素符号及其后面的数字表示该元素大致的百分含量数值,含量小于1%时,数字1省略。
4)在结构钢焊丝牌号尾部标有A或E时,A表示为优质品,E表示高级优质品。
S,P 含量低。
2、药芯焊丝牌号1)牌号的第一个字母Y表示药芯焊丝。
焊条标准牌号对照表
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准gb983-77国家标准gb983-85国家标准gb983-95烘干适用于焊接钢材a002e00-19-10-16e308l-16150℃×1h0cr19ni10;0cr19ni11ti;a022e00-18-12mo-16e316l-1600cr17ni14mo2a032e00-19-13mo2-cu2-16e317mo-cul-160cr18ni12mo2cu2a042e00-23-13mo2-16e309mol-1600cr23ni13mo2a062e00-23-13-16e309l-1600cr23ni13a101e0-19-10-16e308-161cr19ni9;cr19ni10;0cr19ni11a102e0-19-10-16e308-160cr19ni9;0cr19ni11tia107e0-19-10-15e308-15250℃×1h0cr19ni9a132e0-19-10nb-16e347-16150℃×1hcr19ni11tia137e0-19-10nb-15e347-15250℃×1h0cr19ni11tia201e0-18-12mo2-16e316-16250℃×1h(弛反反复复烘)0cr18ni12mo2a202e0-18-12mo2-16e316-16150℃×1h0cr18ni12mo2a207e0-18-12mo2-15e316-15250℃×1h0cr18ni12mo2;cr13;cr17a242e0-19-13mo3-16e317-16150℃×1hcr19ni13mo3a302e1-23-13-16e309-16cr23ni13a307e1-23-13-15e309-15250℃×1hcr23ni13a312e1-23-13mo2-16e309mo-16150℃×1hcr23ni13mo2a402e2-26-21-16e310-16cr25ni20a407e2-26-21-15e310-15250℃×1hcr25ni20a412e1-21-21mo2-16e310mo-16150℃×1hcr26ni21mo2a422cr25ni20si2说明:15、25―碱性,直流反接;16、17、26―钛钙型,交流或直流反接。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接材料对照表
XX5 XX6 XX7 XX8 XX9
纤维素型 低氢钾型 低氢钠型 石墨型 盐基型
直流或交流 直流或交流 直流 直流或交流 直流
焊条型号大类与焊条牌号大类对照表 焊条型号 焊条大类(按化学成分分类) 焊条大类(按化学成分分类) 国家标准编号 GB5117-85 GB5118-85 GB5118-85 GB5118-85 GB983-85 GB983-85 GB984-85 GB10044-88 GB3670-83 GB3669-83 名 称 碳钢焊条 低合金钢焊条 低合金钢焊条 低合金钢焊条 不锈钢焊条 不锈钢焊条 堆焊焊条 铸铁焊条 铜及铜合金焊条 铝及铝合金焊条 代 号 类 别 E E E E E E ED EZ TCu TAl 一 一 二 三 四 四 五 六 七 八 九 十 型号对照表 → 碳钢焊条 牌号 CHE40 CHE420T CHE421 J421 J420G J421 GB(中国) E4313 E4300 E4313 E4324 E4324 E4313 E4303 E4303 E4301 E4320 E4327 E4311 E4310 E6020 E6027 E6011 E6010
第 4 页 共 6 页
焊接材料对照表
J421Fe16 J421Fe18 J421Z J422 J422Y J422GM J422Fe J422Fe13 J422Fe16 J422Fe18 J422Z J422CrCu J422CuCrNi J423 J424 J424Fe14 J424Fe16 J424Fe18 J425 J425G J426 J426X J426H J426DF J426Fe13 J427 J427X J427Ni J501Fe J501Fe15 J501Fe18 J501z J502 J502Fe
牌
号 度等级用途、组织或焊缝金属主 要成分 R1XX R2XX R3XX R4XX R5XX R6XX R7XX R8XX W70X W90X W10X W19X W25X G2XX G3XX A0XX A1XX A2XX A3XX A4XX A5XX A6XX A7XX A8XX A9XX D0XX D1XX D2XX D3XX D4XX D5XX D6XX D7XX D8XX 含 Cr 量约为 13% 含 Cr 量约为 17% 含 C 量≤0.04%(超低级) 含 Cr 量约为 18%,含 Ni 量约为 8% 含 Cr 量约为 18%,含 Ni 量约为 12% 含 Cr 量约为 25%,含 Ni 量约为 13% 含 Cr 量约为 25%,含 Ni 量约为 20% 含 Cr 量约为 16%,含 Ni 量约为 25% 含 Cr 量约为 15%,含 Ni 量约为 35% 铬锰氮不锈钢 含 Cr 量约为 18%,含 Ni 量约为 18% 待发展 不规定 普通常温用 普通常温用及常 温高锰钢 刀具及工具用 刀具及工具用 阀门用 合金铸铁型 碳化钨型 钴基合金
E4324 E4324 E4324 E4303 E4303 E4303 E4303 E4323 E4323 E4323 E4323 E4303 E4303 E4301 E4320 E4327 E4327 E4327 E4311 E4310 E4316 E4316 E4316 E4316 E4328 E4315 E4315 E4315 E5014 E5024 E5024 E5024 E5003 E5003
J425G J426 J427 J427 J427X J501Fe
E4310 E4316 E4315 E4315 E4315 E5014 E5024 E5003 E5001 E5011 E5010 E5010
E6010 E6016 D4316
E4343C4 E4343B10
E7014 E7024 D5003
E7011-A1 E7010-A1 E7010-A1 E7016 E7016 E7015 E7015 E7015 E7028 E7018-1 E7018-1 E7018 E7048 2005-6-3 碳钢焊条牌号 符合(相当)标准的焊条牌号 D5016 D5026 D5016 E51551310 E51551310 E5155B (R) /2160 E5154B (R) 10 E5154B10 E5153B10 D5016 D5016 E5154B (R) 10 E51431310
E5016 E5016 E5015 E5015 E5015 E5028 E5018-1 E5018-1 E5018 E5048
CHE507Fe16 J507Fe16 CHE58-1 CHE508-1 CHE508 CHE508T
牌 号 GB J350 J357 J420G J421 J421X J421Fe J421Fe13 E4300 E4313 E4313 E4313 E4324 E6013 E6013 E6013 E6024 D4313 D4313 D4313 D4324 AWS JIS
焊接材料对照表
•
各种材料焊条牌号的表示方法 焊缝金属的主要化学成分低温温
材
料 铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢 低温钢 低温钢 低温钢 低温钢 低温钢 不锈钢 不锈钢 不锈钢 不锈钢 不锈钢 不锈钢 不锈钢 不锈钢 不锈钢 不锈钢 不锈钢 不锈钢 堆焊 堆焊 堆焊 堆焊 堆焊 堆焊 堆焊 堆焊 堆焊
第 6 页 共 6 页
焊接材料对照表
堆焊 铸铁 铸铁 铸铁 铸铁 铸铁 铸铁 铸铁 镍及镍合金 镍及镍合金 镍及镍合金 镍及镍合金 铝及铝合金 铝及铝合金 铝及铝合金 铝及铝合金 铜及铜合金 铜及铜合金 铜及铜合金
•
D9XX Z1XX Z2XX Z3XX Z4XX Z5XX Z6XX Z7XX Ni1XX Ni2XX Ni3XX Ni4XX L1XX L2XX L3XX L4XX T2XX T3XX T4XX 碳钢或高钒钢 铸铁(包括球墨铸铁) 纯镍 镍铁 镍铜 铜铁 待发展 纯镍 镍铜 因康镍合金 待发展 纯铝 铝硅合金 铝锰合金 待发展 青铜 白铜 待发展
E5023 E5023 E5001 E5027 E5027 E5011 E5011 E5016 E5016 E5016-1 E5016 E5016 E5016 E5018 E5018 E5018-1 E5028 E5028 E5015 E5015 E5015 E5015 E5015 E5015 E5018 E5028
第 3 页 共 6 页
焊条牌号 焊条大类(按用途分类) 焊条大类(按用途分类) 名 称 结构钢焊条 结构钢焊条 钼和铬钼耐热钢焊条 低温钢焊条 不锈钢焊条 不锈钢焊条 堆焊焊条 铸铁焊条 镍及镍合金焊条 铜及铜合金焊条 铝及铝合金焊条 特殊用途焊条 代 号 字 母 汉 字 J J R W G A D Z Ni T L Ts 结 结 热 温 铬 奥 堆 铸 镍 铜 铝 特
第 1 页 共 6 页
含 Mo 量约为 0.5% 含 Cr 量约为 0.5%,含 Mo 量约为 0.5% 含 Cr 量约为 1%-2%,含 Mo 量约为 0.5%-1% 含 Cr 量约为 2.5%,含 Mo 量约为 1% 含 Cr 量约为 5%,含 Mo 量约为 0.5% 含 Cr 量约为 7%,含 Mo 量约为 1% 含 Cr 量约为 9%,含 Mo 量约为 1% 含 Cr 量约为 11%,含 Mo 量约为 1% -70℃ -90℃ -100℃ -196℃ -253℃
E6024 E6024 E6024 D4303
D4303 D4303 D4324
D4301 E6020 E6027 E6027 E6027 E6011 E6010 E6016 E6016 E6016 E6016 E6028 E6015 E6015 E6015 E7014 E7024 E7024 E7024 D5003 D5003 D4327 D4327 D4327 D4311
第 5 页 共 6 页
焊接材料对照表
J502Fe16 J502Fe18 J503 J504Fe J504Fe14 J505 J505MoD J506 J506X J506H J506D J506DF J506GM J506MA J506Fe J506Fe-1 J506Fe16 J506Fe18 J507 J507H J507X J507D J507DF J507XG J507Fe J507Fe16
E4321AR11120 E5142RR11160
CHE501Fe16 J501Fe16 CHE502 CHE503 CHE505 CHE505G CHE505GX CHE56 CHE506 CHE50 CHE507 CHE507T J506 J506 J507 J507 J507X J502 J503 J505
E7023 E7023 E7001 E7027 E7027 E7011 E7011 E7016 E7016 E7016-1 E7016 E7016 E7016 E7018 E7018 E7018-1 E7028 E7028 E7015 E7015 E7015 E7015 E7015 E7015 E7018 E7027 D5026 D5015 D5015 D5015 D5015 D5015 D5015 D5016 D5016 D R1XX R2XX R3XX R4XX R5XX R6XX R7XX R8XX
铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢 铬和铬钼耐热钢
•
焊条牌号的药皮类型及焊接电源的表示方法 牌 号 XX0 XX1 XX2 XX3 XX4 药皮类型 不属已规定的类 型 氧化太型 氧化钛钙型 钛铁矿型 氧化铁型 焊接电流种类 不规定 直流或交流 直流或交流 直流或交流 直流或交流
AWS(美国) E6013
JIS(日本) D4313