装配关键工序明细表格(新)
现代装配式建筑施工中的关键工序

现代装配式建筑施工中的关键工序随着建筑行业的发展,现代装配式建筑(prefabricated building)作为一种高效、节能、环保的新型建筑方式,越来越受到人们的关注和重视。
与传统施工方式相比,装配式建筑利用工厂预制和现场组装两个阶段进行施工,其中涉及到了一些关键的工序。
本文将介绍现代装配式建筑施工中的关键工序。
1.土地选择与准备在开始任何一项建筑项目之前,正确选择合适的土地非常重要。
对于装配式建筑来说,土地应该具备平整、坚实、无污染等特点。
此外,还需要进行详细的勘测和测量工作,确保每个建筑模块可以精确安放于指定位置。
2.设计与构思设计是现代装配式建筑中最为关键的环节之一。
一个好的设计需要考虑到各种因素,如功能需求、空间规划、结构强度等。
同时,在设计之初就要充分考虑到后续的生产和组装过程,并提前确定好模块化部件的尺寸、连接方式等参数。
3.模块化生产模块化生产是现代装配式建筑施工过程中的核心环节。
通过提前制造各种预制构件或模块,在工厂中进行大规模的批量生产。
这样可以减少施工现场的人员及机械设备投入,并可以采用标准化和规模化的生产方式,提高产品质量和施工效率。
4.运输与安装在完成预制构件或模块的生产后,需要将其运输到施工现场,并进行精确的组装与安装。
这一环节需要合理规划物流运输路线,选择适当的运输方式(如卡车、船舶等),并确保货物的安全运达目的地。
同时,在现场进行组装时,要依靠准确可靠的连接技术和专业安装团队来完成。
5.整体完工与验收当所有预制构件或模块按照设计要求在现场完成组装后,就进入了整体完工阶段。
此时需要对整个建筑进行检查和验收,确保各项指标和质量标准达到设计要求。
通常情况下,还需要对结构、水电设备等进行功能性测试,以保证建筑物正常使用。
6.交付和维护当装配式建筑经过验收后,就可以交付给使用方。
在交付之前,还需要进行专业的培训,使使用方对建筑物有充分的了解,并能正常操作和维护设备。
随后,建筑物的维护工作将进入持续运营阶段,包括日常保养、定期检查等。
装配工序卡片

电器有限公产品型件图产品名件名工序FZ2工序名装配接线车工设工序工简图工艺装辅助材工定(min编制(日期
审核(日期
标准化(日期
会签(日期
标处更改文件标处更改文件日
电器有限公产品型件图产品名件名工序FZ3工序名装测试车工设工序工简图工艺装辅助材工定(min检查测试杆无划缺用塞规检查测试杆过端全部通端不能通检查测试杆隔爆无划用千分尺测量杆-0.02
用游标卡尺测量测试杆长12.50.5测量结果填入质检装测试焊片簧M螺编制(日期-0.15
审核(日期标准化(日期
会签(日期
标处更改文件标处更改文件日。
装配工艺流程及配置表

1
安装上阀体MPCV电磁阀,扫码
1723215DT000 主油路压力电磁阀
1
2
安装上阀体SCV1电磁阀,扫码
1723217DT000
换档流量控制阀
1
HCU-100
3
4
安装上阀体CPCV1电磁阀,扫码 安装上阀体CPCV2电磁阀,扫码
1723216DT000
压力控制阀
1 1
PC
5
安装上阀体GASV1电磁阀,扫码
1723225DT000 选档阀套(GASV)
1
1723232DT000
阀套(COV)
1
1723223DT000
开关阀弹簧
1 1
PC
1723222DT000
选档阀阀芯
1
润滑涂油
1723231DT000
安全阀阀芯
1
润滑涂油
HCU-090 1 检测GASV1、COV2、RPV等3个的弹簧力
3
下阀体左侧电磁阀 全部装完
2 2
沾油润滑
PC
1
过销套定位,安装到 正确位置
HCU-130
安装离合器压力传感器并预拧2-3牙,电 动拧紧工具拧紧,扫码
1735112DT000
离合器压力传感器
2
13±2Nm
PC
安装阀体连接螺栓21颗
Q215B0633F38
螺栓M6X33
21
HCU-140
安装阀体连接9颗螺栓
Q215B0645F38 阀体连接螺栓M6X45
9
PC
预拧紧30颗螺栓3-5牙
HCU-150
1
自动拧紧17颗螺栓
自动拧紧13颗螺
2 (28/25/26/4/17/2/7/8/15/13/20/12/21
机械制造、装配行业质量管理控制计划、FMEA、过程流程图明细表模板
4 0001 00010 00 00 支架
(此栏不填) (此栏不填) 采用 0001 00001 00 00
d.过程流程图——当等同采用(借用)现有成熟零部件的过程流程图时,填入相应的零部件代码 .PFMEA——填入该产品所有 PFMEA 的编号。当等同采用(借用)现有成熟零部件所有工序的 PFMEA 时,在
备注栏填入相应的零部件代码(示例如下序号 3、4);当等同采用(借用)现有成熟零部件某工序的 PFMEA 时,填入
该工序的 PFMEA 编号且在备注栏填入相应的零部件代码(示例如下序号 2);
零部件 DFMEA 的编号且在备注栏填入相应的零部件代码(示例如下序号 2);
产品代号: M3121
类别: DFMEA
序号 零部件代码 零部件名称 等同采用/编号
名称
1 0016 00005 00 00 桥板
D-技术-2003-002/C (此栏不填)
备注
2 0016 00010 00 00 桥板
D-技术-2003-002/C (此栏不填) 采用 0016 00005 00 00
序号 零部件代码 零部件名称 等同采用/编号
名称
备注
1 0016 00005 00 00 桥板
(此栏不填)
2 0016 000010 00 00 桥板 采用 0016 00005 00 00(此栏不填)
5. 名称——PFMEA 填入 “PFMEA” 的工序名称。其余“控制计划”、“DFMEA”、“过程流程图”不填,见相关示例。 6.备注——填入等同采用(借用)件的代码和(或)对未尽事宜加以说明。
产品代号: M3121
类别: PFMEA
工业设备建筑安装工程单位工程、分部分项工程及关键工序划分明细表

饰面板(砖) 饰面板安装,饰面砖粘贴 涂饰 水性涂料涂饰
工业设备建筑安装工程单位工程、分部分项工程及关键工序划分明细表 序号 16 17 18 19 20 21 22 23 土建工程 单位工程 子单位工程 分部工程 建筑装饰装修 建筑屋面 子分部工程 细部 分项工程 窗帘盒、窗台板和暖气罩制作与安装,门窗金,制作 与安装,护栏和扶手制作与安装,花式制作与安装 关键工序
24 25 26 27 28
电梯
工业设备建筑安装工程单位工程、分部分项工程及关键工序划分明细表 序号 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 烟囱 烟囱 主体结构 建筑装饰装修 建筑电气 防雷及接地安装 土建工程 地基与基础 建筑屋面 防雷及接地安装 污泥仓库 建筑装饰装修 饰面板(砖) 饰面板安装,饰面砖粘贴 卷材防水屋面 保温层,找平层,卷材防水层,细部构造 接地装置安装 避雷引下线和变配电室地下线铺设,建筑等电位连 接,接闪器安装 无支护土方 土方开挖、土方回填 桩基 地下防水 混凝土基础 混凝土结构 钢结构 涂饰 电气照明安装 预应力混凝土管桩 卷材防水层 模板、钢筋、混凝土 模板、钢筋、混凝土、现浇结构 钢结构焊接、紧固件连接、钢零部件加工、单层钢结 构安装、钢结构涂装、钢构件组装、压型金属板 水性涂料涂饰 单位工程 子单位工程 分部工程 主体结构 子分部工程 砌体结构 钢结构 抹灰 分项工程 混凝土小型空心砌块砌体、砖砌体 钢结构焊接、紧固件连接、钢零部件加工、单层钢结 构安装、钢结构涂装、钢构件组装、压型金属板 一般抹灰 关键工序
验槽
照明配电箱安装,电缆、电缆导管和线槽铺设,电线 、电缆穿管和线槽铺设 避雷引下线和变配电室地下线铺设,建筑等电位连 接地装置安装 接,接闪器安装
装配关键工序明细表(新)
4.
药箱安装:用3T航吊吊起药箱轻放在车架的托架上,共采用8.8级M12X50螺栓4个、螺母4个、弹垫4个,药箱固定方管一根,对准固定孔,螺母拧力70公斤拧紧。
底盘系统综合组装
撒肥悬挂安装
5.
连接平衡四连杆:Ø20桃形盘销轴8件,将四连杆对准车架药架连接座卡槽,对准销轴孔,垫软物轻打入,注意不要损坏销轴上的黄油孔。升降油缸安装方式同上。8.8级M8X15螺栓8个带弹垫,对准M8桃形盘固定孔拧紧,拧力20公斤。
1
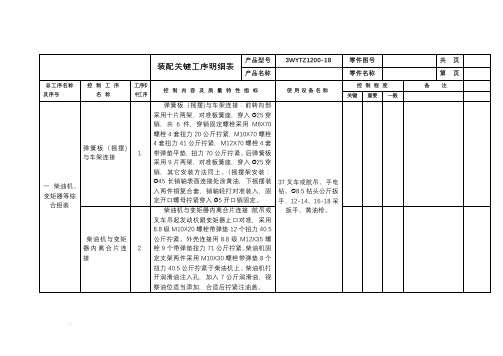
装配关键工序明细表
产品型号
3WYTZ1200-18
零件图号
共 页
产品名称
零件名称
第 页
总工序名称
及序号
控制工序名称
工 序卡中工 序
控制内容及质量特性指标
使用设备名称控 制 程 度备 注源自四.液压控制元件管路连接组装
关键
重要
一般
双联泵14出油口与优先阀连接
1.
双联泵14出油口与优先阀连接:配备合适的对丝、空心螺栓、组合垫圈、油管,适中力量拧紧,严禁出现松动、渗漏、异形弯曲、动态摩擦等不合理现象。
撒肥机总成安装
6.
撒肥机总成安装:采用Ø20桃形盘销轴4件,将四连杆对准撒肥机连接座卡槽,对准销轴孔,垫软物轻打入,注意不要损坏销轴上的黄油孔。8.8级M8X15螺栓4个带弹垫,对准M8桃形盘固定孔拧紧,拧力20公斤。
前后车架连接机构安装
7.
前后车架连接机构安装:横拉杆带固定座两件,前后拉杆两件,Ø20总长100销轴四件,8.8级M14X35螺栓8个、M14X50螺栓8个、螺母8个、弹垫16个。横拉杆螺栓固定,扭力110公斤拧紧。前后拉杆对准连接固定孔,垫软物轻打入,注意不要损坏销轴上的黄油孔。8.8级M8X15螺栓4个带弹垫,对准M8桃形盘固定孔拧紧,拧力20公斤。
汽车装配车间关键工序实践记录表
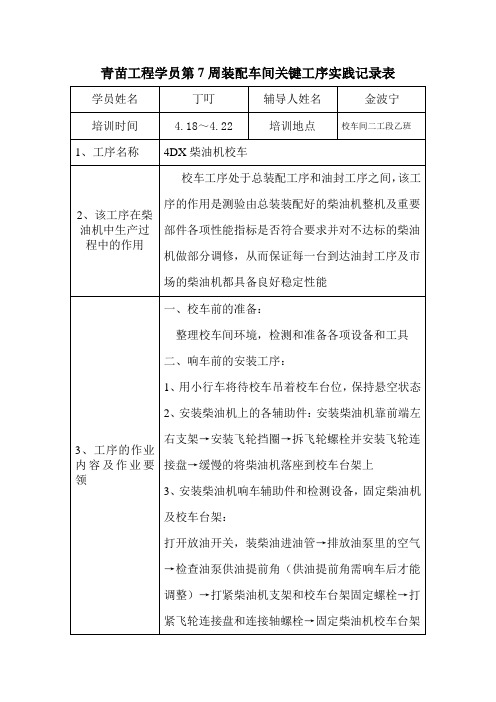
青苗工程学员第7周装配车间关键工序实践记录表学员姓名丁叮辅导人姓名金波宁培训时间 4.18~4.22 培训地点校车间二工段乙班1、工序名称4DX柴油机校车2、该工序在柴油机中生产过程中的作用校车工序处于总装配工序和油封工序之间,该工序的作用是测验由总装装配好的柴油机整机及重要部件各项性能指标是否符合要求并对不达标的柴油机做部分调修,从而保证每一台到达油封工序及市场的柴油机都具备良好稳定性能3、工序的作业内容及作业要领一、校车前的准备:整理校车间环境,检测和准备各项设备和工具二、响车前的安装工序:1、用小行车将待校车吊着校车台位,保持悬空状态2、安装柴油机上的各辅助件:安装柴油机靠前端左右支架→安装飞轮挡圈→拆飞轮螺栓并安装飞轮连接盘→缓慢的将柴油机落座到校车台架上3、安装柴油机响车辅助件和检测设备,固定柴油机及校车台架:打开放油开关,装柴油进油管→排放油泵里的空气→检查油泵供油提前角(供油提前角需响车后才能调整)→打紧柴油机支架和校车台架固定螺栓→打紧飞轮连接盘和连接轴螺栓→固定柴油机校车台架→检测连接轴平行度→接进出水管→拆下油压传感器并安装油压检测仪→安装润滑油温度检测仪→安装排气管(带排气温度检测仪和尾气采集接管)→接起动机电线→在柴油机油门开关和电脑油门控制器之间接油门拉丝4、启动柴油机做性能测试:对柴油机进行维时35分钟的磨合,期间对柴油进行必要的冲洗→按照顺序和工艺要求完成柴油机的各项性能检测,维时10分钟,在此过程还要对不合格柴油机做故障分析和排除并完成柴油机出厂试验单→与质检人员协作完成自由加速烟度检测并配合质检员对各项性能和三漏进行复查三、柴油机熄火,拆除各检测仪和辅件,结束校车四、做喷油泵调速铅封和挂校车合格或故障标识,用行车将柴油机吊下台位4、工序操作难点、重点及相关质量控制要求一、响车前的准备和安装过程注意事项:1、现场要保持清洁,各检测设备和工具应摆放有序这样既能减少柴油机和设备的污染、提高工作效率还可以提高操作人员的安全2、安装过程要按一定的顺序和工艺要求执行,这样可以较少操作失误,提高工作效率二、响车磨合及性能试验过程注意事项:1、响车车前应确保润滑油加到位(尤其是增压车)、螺栓拧紧力矩达标(尤其是旋转件)2、磨合期允许调整柴油机,排除故障,但不得减少累计磨合时间,磨合期柴油机不可陡然提升转速或扭矩过大,以免对柴油机造成伤害3、在验收程序,试验必须连续,不得停车排除故障,否则应重新复试4、不论性能是否达标,供油提前角都必须确保在规定范围内三、校车结束:1、校车结束后的拆装过程应防止高温气体、液体和金属的烫伤2、校车结束后喷油泵各调速油封要用细铁丝锁止全5、技术参数4DX系列各类柴油机校车技术参数:标定转速、标定功率、供油提前角、燃油消耗率、最高扭矩、出水温度、总排温度、标定机油压力、标定机油温度、自由加速烟度(详情见下附表)6、上述零部件错装出现的后果1、润滑油加入量不合格造成的后果:当量偏少或忘加时:会导致各运动件得不到充分的润滑和冷却从而加剧磨损甚至烧蚀,导致的不良后果种类很多也都很严重当加过量时同样会导致一些不良后果:⑴汽车行驶时曲轴搅动,使机油泡沫变质,增加曲轴转动阻力,因此不仅会增加发动机油耗,而且还会降低发动机功率。
装配进度表

备注
机架
起落架安装 机架附件安装
变速箱安装 上下桨毂安装
传动系统
倾斜盘安装 连杆安装
发动机支架 发动机安装 消音器安装
动力系统
空滤安装 电机安装 ECU安装
散热器安装Leabharlann 散热系统散热器支架安装 进回水管安装
加油管安装
油箱
进油管安装 油箱安装
线缆安装 飞控盒安装
电装
电池安装 舵机安装 GPS安装
蒙皮
蒙皮安装
装
总成 工序
机架安装
实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划 实际 计划
配
进
1 2
度
3 4 5
表
11月
6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30
10月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
装配QC工程表

3.名旋钮、插座、指针各功能按键等动作是否正常。
动作正常
24
1.AM/FM/TV频率范围是否符合要求。
符合要求
修
订
记
录
版次
修订年月日
核准
确认
编写
装配QC工程表
文件编号
WI-M-25
制订部门
生产工程部
制订日期
2013/5/27
页次
6/7
版次
A/0
NO
工序名
主要设备(设备、仪器、治具、工具)
方向正确、无倾斜、到位
目视与样品比对
随机
作业员
成品装配线重点工序进度表
2.拉线、指针装配是否符合要求。
符合要求
3.点胶有无点错、漏点、多点影响外观。
无点错、漏点、多点,无影响外观
4.焊接是否符合品质要求。
符合要求
17
复测及调试
高频信号发生器
低频示波器
电源供应器
频率计
等
1.AM/FM高低端频率范围是否符合要求。
测试员
电气测试报表
7.测试性能指标是否满足规定要求。
测试性能指标满足要求
8.内、外录音功能是否正常。
正常
9.放音功能是否正常。
正常
10.自跳功能是否正常。
正常
11.快进、快倒功能是否正常。
正常
29
出货
(客户到厂检验)
相关设备、仪器、治工具等
1.外观检验是否正常。
正常
目视、动检等
抽验
验货员
客户到厂验货报告
测试员
测试日报表
2.6.发商3K方位角是否符合要求。
符合要求
3.录音输出及抹音功能是否正常。
机械装配关键工序确认表
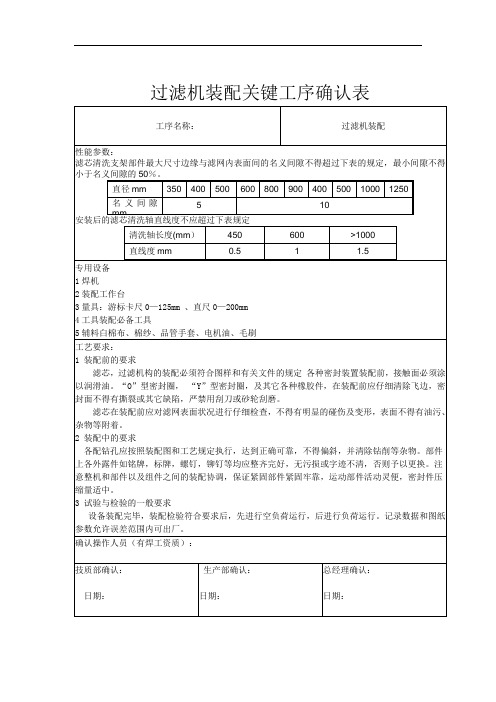
工序名称:
过滤机装配
性能参数:
滤芯清洗支架部件最大尺寸边缘与滤网内表面间的名义间隙不得超过下表的规定,最小间隙不得小于名义间隙的50%。
直径mm
350
400
500
600
800
900
400
500
1000
1250
名义间隙mm
5
10
安装后的滤芯清洗轴直线度不应超过下表规定
清洗轴长度(mm)
滤芯在装配前应对滤网表面状况进行仔细检查,不得有明显的碰伤及变形,表面不得有油污、杂物等附着。
2装配中的要求
各配钻孔应按照装配图和工艺规定执行,达到正确可靠,不得偏斜,并清除钻削等杂物。部件上各外露件如铭牌,标牌,螺钉,铆钉等均应整齐完好,无污损或字迹不清,否则予以更换。注意整机和部件以及组件之间的装配协调,保证紧固部件紧固牢靠,运动部件活动灵便,密封件压缩量适中。
3试验与检验的一般要求
设备装配完毕,装配检验符合要求后,先进行空负荷运行,后进行负荷运行。记录数据和图纸参数允许误差范围内可出厂。
确认操作人员(有焊工资质):
技质部确认:
日期:
生产部确认:
日期:
总经理确认:
日期:
450
600
>1000
直线度mm
0.5
1
1.5
专用设备
1焊机
2装配工作台
3量具:游标卡尺0—125mm、直尺0品管手套、电机油、毛刷
工艺要求:
1装配前的要求
滤芯,过滤机构的装配必须符合图样和有关文件的规定各种密封装置装配前,接触面必须涂以润滑油。“O”型密封圈,“Y”型密封圈,及其它各种橡胶件,在装配前应仔细清除飞边,密封面不得有撕裂或其它缺陷,严禁用刮刀或砂轮刮磨。
装配工序卡

文件编号: WI-ZP-362\1 File reference标题:厨房装配工序卡Title: Italy Kitchen Mixer Assembly 页次:1/9Page版本修订次:03/03 Revision生效日期:2011-7-6 Effective date :第一道工序:装阀芯、压阀盖、铜管The First Step :Cartridge 、cartridge nut and brass elbow assembling共4道 第1道Step 1/4装配零件清单Component List 序号 Code 物料品名 Name 物料品号 Reference 规格型号 Specification单位 Unit 组成用量 Quantity 1 厨房壳体body 40133051 ф40 个piece 12 耐摩圈 wearable joint16120P φ46*φ42*1.3 个piece 2 3 密封圈 seal ring 16066P 133001 (ACS 标准) 个piece 2 4 阀芯 flat cartridge 12020P φ40带网-两档平脚-NF个piece1 5 压阀盖 cartridge nut 17006P M42X1.5 个piece1 6 S 形管s brass elbow09037C-8RS DATE NF IIB DVGW PA-IX18631/IA个piece1备注: Remark:S形管S Brass Elbow 品号Refrence:09037C-8阀芯Cartridge品号Refrence:12020P塑料压阀盖Cartridge Nut 品号Refrence:17006P壳 体Body品号Refrence:40133051耐磨圈Joint品号Refrence:16120P密封圈Sealing joint 品号Refrence:16066P文件编号:WI-ZP-362\2File reference 标题:厨房装配工序卡Title: Italy Kitchen Mixer Assembly 页次:2/9 Page版本修订次:03/03 Revision生效日期:2011-7-6Effective date:第一道工序:装阀芯、压阀盖、铜管The First Step:Cartridge、cartridge nut and brass elbow assembling共4道第1道Step 1/4使用设备:Equipment:压阀盖扭力机、抹油机Torque Machin e、oil apply machine工具及规格:Assembling Equipment:扭力机夹具、Fixture on the torque machine工艺参数:Parameter of the Equipment:压阀盖扭力:11-15N.mCartridge Nut Assembling Torque:11-15N.m检验频率:Inspection frequency:1/1目测1/1Visual检验项目:Self-Inspection:壳体、铜管表面是否有划伤、擦毛、砂眼及电镀不良;Check whether there is scratch, Trachoma or other plating defect of the body and brass elbow实施时间:Each production time:最大产量:Maximum day output:箱内数量:Quantity per Foam box:12产量/时:output/h:饱和度:Worker saturation:其余公差:Other tolerance:/安装工夹具:Fixture adjustment time:15min拆卸工夹具:Fixture disassemble time:15min设备清理:Equipment clean time:10min操作程序Operation Process:1.将阀芯置入壳体内,阀芯的定位脚与壳体的定位孔一定要对齐,并将阀芯压到位。
关键工序清单范本

关键工序清单范本1. 焊接这关键工序啊,就像月老牵红线,要是没牵好,那整个结构就像散架的乐高,一碰就倒。
2. 涂装这活儿,关键工序如同给脸蛋上妆,要是化得不好,就像小丑涂了颜料,丑得没法看。
3. 调试设备这个关键工序,好似驯兽师调教野兽,弄不好这设备就像疯牛一样乱冲乱撞。
4. 安装螺丝可是关键工序,那螺丝就像小蚂蚁的腿,少了或者松了,整个东西就像瘸腿的马。
5. 裁剪布料这关键工序,仿佛是理发师给大地理发,剪错了那衣服就像狗啃的草地一样难看。
6. 烘焙中的发酵关键工序,就像魔法药水在锅里冒泡,发不好就像瘪了气的气球,蛋糕也没法蓬松。
7. 印刷的调色关键工序,如同画家调配彩虹颜料,调错了印出来的东西就像被涂鸦的墙。
8. 装配零件这个关键工序,好比厨师搭配食材,配错了就像黑暗料理,机器都没法好好运转。
9. 软件编程里的算法优化关键工序,就像给火箭调整飞行轨道,错了程序就像无头苍蝇乱撞。
10. 砌墙的关键工序就像搭积木,要是有一块歪了,那整面墙就像喝醉了的大汉东倒西歪。
11. 珠宝镶嵌这个关键工序,好似给公主戴皇冠,镶不好就像皇冠上掉了宝石,黯然失色。
12. 汽车组装中的发动机安装关键工序,就像给猎豹装心脏,装不好这汽车就像病猫跑不动。
13. 造纸过程中的制浆关键工序,仿佛是把树木变成棉花糖的魔法,搞砸了纸就像破布一样粗糙。
14. 3D打印的分层关键工序,就像厨师切千层饼,切不好打印出来的东西就像歪歪扭扭的蛋糕。
15. 刺绣的针法关键工序,如同蜜蜂采蜜时的路线,错了刺绣就像乱爬的毛毛虫。
16. 皮鞋制作的缝线关键工序,好似给伤口缝合的医生,缝不好这皮鞋就像咧着嘴的怪兽。
17. 建筑打地基的关键工序,就像给巨人建脚,建不好大楼就像无根的浮萍摇摇欲坠。
18. 小提琴制作的琴身打磨关键工序,仿佛是给灰姑娘打磨水晶鞋,磨不好这小提琴就像破铜烂铁。
主要工序、关键工序一览表

材料进场的现场复试抽样检查
4
建筑材料的见证和样
5
卫生间、天面防水施工过程
6
工程特有的新工艺、新材料的使用
7
样板间的施工
8
带电工作
9
线路及电力电缆试验,绝缘电阻及接地电阻测试
10
电动机干燥检查及试运转,电气系统调试及试运行
11
定位放线、沉降观测
12
事故处理过程
给排水、设备电气安装工程
1
设备材料进场的现场复试抽样检查
2
管道线路暗敷预埋、电缆直埋
3
防雷工程引下线、接地极和接地装置焊接埋设
4
设备安装预埋件
5
电线、缆、母线槽中间接头及伸缩补偿装置安装
6
电柜、泵机、变压器、发电机、电梯等设备安装及电源接线
主要的特殊过程一览表
序号
名称
1
基础施工过程、基础检测
2
隐蔽工程的隐蔽过程
本工程主要的关键工序、重点部位一览表
项目
名称
地基与基础工程
1
工程桩成孔、下钢筋笼、灌注
2
土方开挖、场地平整
3
地基验槽、基础施工
4
混凝土浇注、养护、试块制作
5
防水层细部施工
6
管线预埋暗敷
7
防雷焊接
主体工程
土建工程
1
混凝土浇注、养护、试块制作
2
梁柱节点钢筋敷设、模板支撑
3
屋面工程
4
内、外墙工程
5
防水工程
装配关键工序明细表(发送)

关键
重要
一般
编制(日期)
审核(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
2、翻转支座与车架面要贴合;
3、直拉杆开槽螺母直接扳紧,且开槽螺母槽应与螺栓孔对齐;开口销扳开角度应≥90˙,并且其头部与直边卡在开槽螺母槽内m
2
装驾驶室翻转支座及扭杆
3
发动机及变速箱装配
4
加注润滑油、离合器油、液压油、燃油、和冷却液
5
分装前、后悬架
6
装配前、后悬架
7
装配轮胎总成
8
装配制动管路
9
制动管路试气
10
小车架、液压油缸组合及总装
11
分装驾驶室总成
长头车
12
总装驾驶室总成
13
卧式油缸货箱装配
编制(日期)
审核(日期)
审核(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
装配关键工序明细表
产品型号
零件图号
共页
产品名称
零件名称
第页
序号
控制工序名称
工序卡中工序
控制内容及质量特性指标
装配关键工序明细表
产品型号
零件图号
共页
产品名称
零件名称
第页
序号
控制工序名称
工序卡中工序
控制内容及质量特性指标
使用设备名称
控制程度
备注
关键
重要
一般
1
装配工序定义表

TWSK-QR-ED-004-01
第 1 頁,共 1 頁
c
产品如需套袋则需要一人,无需套袋或节拍 时间过长则取消套袋(依据节拍)
* 7 装箱
1
c 装箱周期都为4S内满足所有生产节拍
半自动丝印设备
半自动丝印设备 半自动网印设备、手动网
印 手套、手指套 手套、手指套
手套
注:A.人员配置说明:a.很熟练; b.熟练; c.一般
B.图号意义说明:○作业
◇ 检查
C.带有★标椎为重点工位,带有★ 或* 的附有作业指导书。
产品如无需套袋直接入吸塑盘作业人员就定 b 为1人,若产品需要套袋装箱根据包装难度
合理放置2人
手指套 自动锁螺絲设备
限位治具 半自动化热熔/限位治具
半自动旋铆设备 导通测试设备
半自动贴膜设备 镊子
半自动冲铆设备 手套、手指套
周转箱 电批
注:A.人员配置说明:a.很熟练; b.熟练; c.一般
B.图号意义说明:○作业
一、超聲工序: * 1 組裝配件 * 2 超聲
检查超声成品入周转
★3
箱 二、組裝工序: * 1 组装弹片 * 2 打螺丝
3
* 组装配件
* 4 热熔 * 5 旋铆
* 6 电阻测试
* 7 贴膜
* 8 贴泡棉
* 9 冲铆
NG
按照组装产品难度,根据节拍时间定义
1
c 超声设备只允许一人操作
b
网印在无需撕取保护膜或节拍满足下能够撕取保 护膜的工位排序1人,若无法满足则为2人
* 4 丝印检查 * 5 全检 * 6 包装
1、2 1、2
1
b
按照丝印面积程度,多次丝印但面积过小的两次 丝印放置1人检查,面积过多则没丝印位放1人
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
手刹总成安装:采用8.8级M8X30螺栓2个、螺母2个、弹垫2个,装置于驾驶室底板之上,对准固定孔,螺母拧力9公斤拧紧。
手动液压多路阀安装
7.
手动多路阀安装:采用8.8级M10X30螺栓4个、螺母4个、弹垫4个、平垫4个,装置于驾驶室座椅平台右侧的面板之上,对准固定孔,螺母拧力40公斤拧紧
双联泵安装
9.
双联泵安装:四方密封垫两面打胶对准变矩器固定孔,采用8.8级M8X35螺栓带弹垫4套,拧力21公斤拧紧,清理四周挤出费胶。
消音器安装
10.
消音器安装:采用8.8级M8X30螺栓带螺母、弹垫、平垫各4件对准柴油机排气支管固定处,拧力21公斤拧紧。
卸载阀安装
11.
卸载阀安装:采用采用8.8级M8X80螺栓带弹垫2套,安装于车架安装座上,拧力21公斤拧紧。
装配关键工序明细表
产品型号
3WYTZ1200-18
零件图号
共 页
产品名称
零件名称
第 页
总工序名称
及序号
控制工序名称
工 序卡中工 序
控制容及质量特性指标
使用设备名称
控 制 程 度
备 注
关键
重要
一般
一.柴油机、变矩器等综合组装
弹簧板(摇摆)与车架连接
1.
弹簧板(摇摆)与车架连接:前转向部采用十片两架,对准板簧座,穿入Ø25穿销,共6件,穿销固定螺栓采用M8X70螺栓4套扭力20公斤拧紧,M10X70螺栓4套扭力41公斤拧紧,M12X70螺栓4套带弹垫平垫,扭力70公斤拧紧。后弹簧板采用9片两架,对准板簧座,穿入Ø25穿销,其它安装方法同上。(摇摆架安装:Ø45长销轴表面连接处涂黄油,下摇摆装入两件铜复合套,销轴轻打对准装入,固定开口螺母拧紧穿入Ø5开口销固定。
装配关键工序明细表
产品型号
3WYTZ1200-18
零件图号
共 页
产品名称
零件名称
第 页
总工序名称
及序号
控制工序名称
工 序卡中工 序
控制容及质量特性指标
使用设备名称
控 制 程 度
备 注
关键
重要
一般
二.驾驶室及控制元件综合组装
驾驶室与车架连接
1.
驾驶室与车架连接:采用8.8级M12X60螺栓10个、螺母20、胶垫20个,用3T航吊平稳吊装置车架之上,对准固定孔,胶垫弹性适中后,双螺母拧力70公斤背紧。
柴油机、变矩器等综合组装
水箱与传动油散热器连接
3.
水箱与传动油散热器连接,先在散热器上钻Ø8.5孔四个与水箱配钻。用8.8级M8X30螺栓4个带弹垫平垫螺母4个,扭力20公斤拧紧。
长头车
水箱(变矩器传动油散热器)与车架连接
4.
水箱(变矩器传动油散热器)与车架连接采用8.8级M12X50螺栓套螺母8件,弹垫4个平垫8个。扭力71公斤拧紧。
空气滤总成安装
12.
空气滤总成安装:采用采用8.8级M8X25螺栓、螺母、弹垫4套,安装于车架安装座上,拧力21公斤拧紧。连接柴油机与空滤采用Ø90喉箍两个、空滤塑料管一根,分别拧紧两端喉箍。
加力泵安装
13.
加力泵安装:采用采用8.8级M10X30螺栓、弹垫、螺母4套,80加力泵两套安装于车架安装于车架支座上,拧力40.5公斤拧紧。
3T叉车或航吊、手电钻、Ø8.5钻头公斤扳手、12-14、16-18呆扳手、黄油枪。
机罩安装
2.
机罩安装:采用8.8级M8X30螺栓4个、螺母4个、弹垫4个、平垫4个,用3T航吊平稳吊装置车架之上,对准固定孔,螺母拧力20公斤拧紧。
方向盘(仪表台)安装
3.
方向盘(仪表台)安装:采用8.8级M10X30螺栓4个、螺母4个、弹垫4个、平垫4个,装置于驾驶室底板之上,对准固定孔,螺母拧力40公斤拧紧。
柴油机(变矩器)与车架连接:
5.
柴油机(变矩器)与车架连接:3T航吊吊起发动机对准车架固定螺栓孔,M16X70螺栓2件、螺母4件平垫弹垫各2件,缓冲垫块2件,螺母170公斤备紧。变矩器采用M18X80螺栓4件、螺母8件,平垫弹垫各4件,缓冲垫块2件,螺母210公斤备紧。
柴油机上下水管安装
6.
柴油机上下水管安装:采用Ø50喉箍四件一段与柴油机连接,另一端与水箱连接,喉箍每端两个拧紧。
3T叉车或航吊、手电钻、Ø8.5钻头公斤扳手、12-14、16-18呆扳手、黄油枪。
柴油机与变矩器离合片连接
2.
柴油机与变矩器离合片连接:航吊或叉车吊起发动机跟变矩器止口对准,采用8.8级M10X20螺栓带弹垫12个扭力40.5公斤拧紧。外壳连接用8.8级M12X35螺栓9个带弹垫扭力71公斤拧紧。柴油机固定支架两件采用M10X30螺栓带弹垫8个扭力40.5公斤拧紧于柴油机上。柴油机打开润滑油注入孔,加入7公斤润滑油,视察油位适当添加,合适后拧紧注油盖。
刹车踏板安装
4.
刹车踏板安装:采用8.8级M8X30螺栓4个、螺母4个、弹垫4个,装置于驾驶室底板之上,对准固定孔,螺母拧力20公斤拧紧。
驾驶室及控制元件综合组装
油门踏板安装
5.
油门踏板安装:采用8.8级M6X20螺栓4个、螺母4个、弹垫4个,装置于驾驶室底板之上,对准固定孔,螺母拧力9公斤拧紧。
手刹总成安装
电瓶安装
17.
电瓶安装:采用采用8.8级M10X260螺栓、螺母、弹垫2套,安装于车架安装座上,拧力21公斤拧紧.
吸水动力座总成安装
18.
吸水动力座总成安装:采用采用8.8级M10X30螺栓、弹垫4套,安装于变矩器安装座上,拧力38公斤拧紧.
空调压缩机总成安装
19.
空调压缩机总成安装:采用采用8.8级M8X30螺栓、螺母、弹垫1套,M10X130螺栓、螺母、弹垫1套,安装于柴油机安装座上,拧力21公斤拧紧。( 齿形三角带 )
液压油箱、柴油箱
14.
液压油箱、柴油箱固定于驾驶室后部,捆带1.6米,8.8级M10螺母2个适当拧紧固定。
电子散热器总成安装
15.
电子散热器总成安装:采用采用8.8级M8X30螺栓、螺母、弹垫4套,安装于驾驶室后背上,拧力40公斤拧紧.
储气罐总成安装
.
储气罐总成安装:采用8.8级M10X60螺栓、螺母、弹垫2套,安装于车架安装座上,拧力40公斤拧紧.
药泵安装
7.
药泵安装:采用50齿轮马达一件配与165药泵连接联轴器一件,在完成总成安装后,与车架连接在驾驶室下部,采用8.8级M12X30螺栓4套,扭力71公斤拧紧。
柴油机、变矩器等综合组装
吸水泵安装
8.
吸水泵安装:采用8.8级M10X30螺栓、螺母、弹垫、大平垫、小平垫各4件,挂入B1200三角带两条,校准两带轮垂直,穿入螺栓20公斤拧紧。三角带松紧适中。