用无线路由器与三菱带以太网口Q系PLC通讯实现无线编程调试
三菱Q系列 以太网通信设置方法(内置以太网和外置以太网模块)
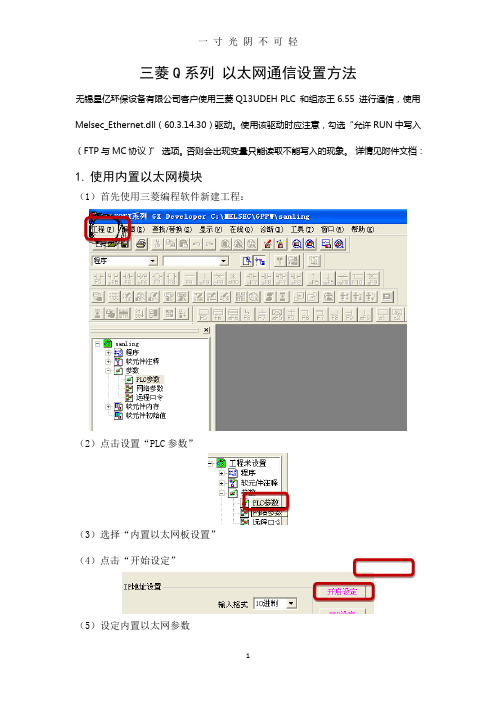
三菱Q系列以太网通信设置方法无锡星亿环保设备有限公司客户使用三菱Q13UDEH PLC 和组态王6.55 进行通信,使用Melsec_Ethernet.dll(60.3.14.30)驱动。
使用该驱动时应注意,勾选“允许RUN中写入(FTP与MC协议)”选项。
否则会出现变量只能读取不能写入的现象。
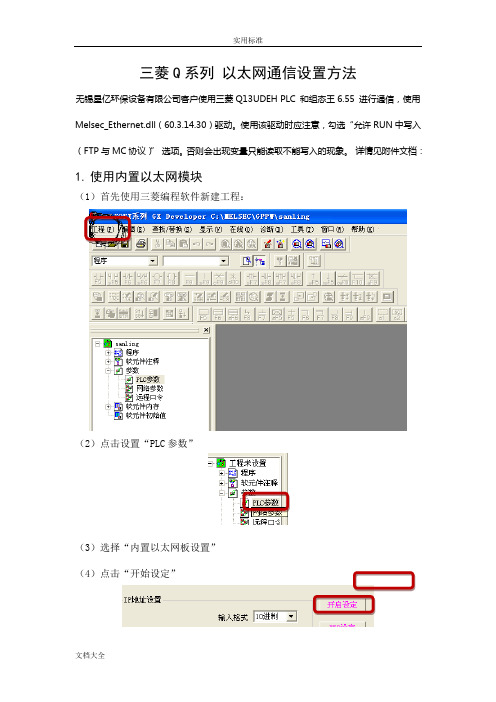
详情见附件文档:1.使用内置以太网模块(1)首先使用三菱编程软件新建工程:(2)点击设置“PLC参数”(3)选择“内置以太网板设置”(4)点击“开始设定”(5)设定内置以太网参数现象。
注意本站号:当打开时是10进制,这里必须把10进制转化成16进制,以方便组态王中使用。
填写PLC 端口号选取MC 协议2.使用外置以太网模块(1)第一个步骤同使用内置以太网模块,本例以外置以太网模块QJ17E71-100为例;(2)设置“网络参数”(3)点击“MELSECNET/以太网”(4)配置外置以太网模块可按照实际情况选择上图中的“网络类型”,“起始I/O号”,“网络号”,“组号”,“站号”,并选择对应“模式”。
(5)点击“操作设置”(6)点击“初始设置”红色框选中的选项请填写较小的数值(7)点击“打开设置”上图是选择TCP通讯协议时的情况,图中铅笔圈定的两个地方要注意,第一处一定要选“有顺序”否则会引起通讯失败,第二处一定要选“确认”,这样才能与上一图中的设置相对应,否则会导致通讯恢复需要很长时间。
当选择TCP通讯协议时最后一位一定要设为1,因为1代表TCP通信协议选择UDP通讯协议时三处红色框之处都要注意,第一处同样要选确认,理由同上,第二处和第三处没有确定的值,一般建议最好使用700以后的端口。
这里要强调的是当我们选择设备时,设置设备地址时地址中的端口值要与此图一致,如下图(8)点击传输设置以太网板以太网模块(9)选择“以太网板”此处要在注意协议的选择,如果不能和地址中的最后一项相对应(0代表UDP通讯,1代表TCP通讯)则会导致通讯失败。
三菱Q系列PLC之间简单通信的应用
三菱 Q 系列 PLC 之间简单通信的应用发布时间:2021-11-25T07:19:37.287Z 来源:《中国电业》2021年18期作者:邓益增[导读] 针对在工业自动化生产线中经常使用PLC间的通信问题邓益增广州中国科学院工业技术研究院广东广州 510000摘要:针对在工业自动化生产线中经常使用PLC间的通信问题,三菱QnUDV的CPU采用MC总线通信具有高速传输、实时稳定、支持多种协议等功能,将繁琐的通信参数设定、PLC通信程序编写,化简为只设置通信对象的IP。
能够简便实现PLC之间的通信的同时兼容于第三方设备进行数据交互和逻辑负载的控制。
在设备调试的方便性和节约成本具有一定的应用价值。
关键词:三菱PLC;简单通信;MC协议0.引言PLC(可编程控制器)是一种能够在复杂工业环境中稳定控制的“工业计算机”,作为工业集成控制系统的核心部件之一,在自动化控制中起到各种外部信号转换、计算并输出控制负载的作用。
随着现代的技术越来越完善,很多品牌都预留了各种通信接口,可对PLC与PLC、PLC与外部设备之间进行远距离通信。
因PLC在工业中有较强的适应性、可靠性、通用性得到广泛的应用;工业应用中三菱Q系列PLC是其中的典型代表。
在大型工控项目中,经常会需要进行各种数据的交互和采集,用于整条生产线的逻辑控制和状态显示,特别是PLC与PLC之间的数据交互和采集更是频繁。
以往三菱FX系列PLC通信,首先需要在硬件上有FX2N-458-BD模块,安装在PLC的基本单元上,使用双绞线将主机和从及连接起来,然后还需要在各种PLC配置好主从站的通信参数,主从站还需编写PLC程序实现双方内容的读取或者写入;即便使用Q系列PLC也需要主从站中用QJ71通信模块,来实现双方通信,无论是在成本还是程序设计都比较繁琐。
三菱QnUDV是内置以太网端口的CUP模块,无需选择专用电缆,用网线直接连通电脑即可享USB线一样,快速与CUP建立连接,通信的效率和稳定性都是串口通信无法比拟的。
三菱plc通过网口连接通讯
三菱plc通过网口连接通讯三菱PLC(可编程逻辑控制器)是一种广泛应用于自动化控制系统中的设备。
它能够通过不同的接口与其他设备进行通讯,实现信息的传递和控制指令的执行。
其中,通过网口连接通讯是一种常见的方式。
网口连接通讯是指PLC通过以太网接口连接到网络中,与其他设备进行数据的交换和通讯。
相比于串口通讯,网口通讯具有更高的速度和稳定性。
同时,与传统的基于RS232或RS485的串口通讯相比,网口通讯还具有更高的灵活性和可扩展性。
在进行PLC与其他设备的网口通讯时,首先需要确保PLC与网络连接的稳定性。
一般来说,PLC具有内置的以太网接口,可以通过网线与交换机或路由器连接,然后再与其他设备进行通讯。
通过网口连接,PLC能够与计算机、触摸屏、传感器、执行器等设备之间进行数据的传递和控制指令的执行。
在进行网口通讯前,需要对PLC进行相应的设置和配置。
一般来说,PLC具有自己独特的通讯协议和数据格式,因此需要在网口设置界面中进行相关的参数配置。
例如,设定IP地址、子网掩码、网关等网络参数,选择合适的通信协议和通讯方式。
一旦PLC与网络连接成功,并完成了相应的设置和配置,就可以开始进行网口通讯了。
在网口通讯中,可以使用不同的协议和通讯方式,例如以太网通讯协议、Modbus TCP协议等。
根据实际的应用需求,可以选择合适的通信协议和通讯方式。
通过网口连接通讯,PLC可以实现与其他设备之间的数据交换和控制指令的执行。
例如,在工业自动化控制系统中,PLC可以与计算机、触摸屏、传感器、执行器等设备之间进行数据的传递和控制指令的执行。
通过网口连接通讯,可以实现实时监测和控制,提高生产效率和质量。
同时,网口连接通讯还可以实现PLC 之间的数据交换和协同控制,提高系统的整体性能和可靠性。
除了在工业自动化领域中的应用,网口连接通讯在其他领域也有着广泛的应用。
例如,智能家居系统中,PLC可以通过网口连接与家庭网络、手机、智能设备等进行通讯,实现家居设备的智能化控制。
无线路由器连接西门子PLC做通讯调试监控程序
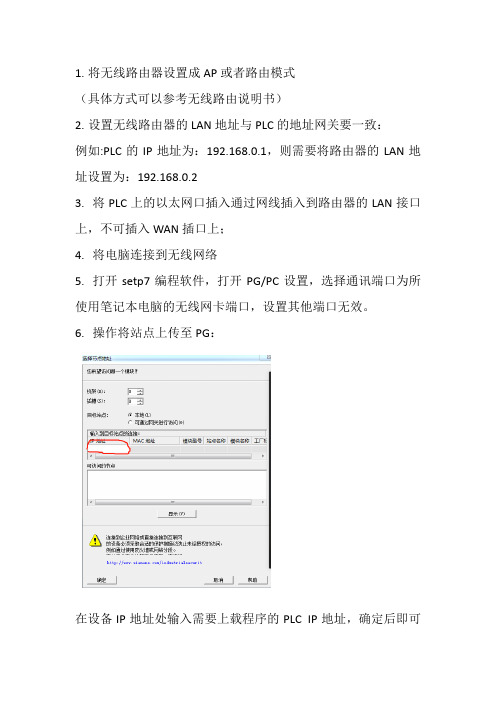
1.将无线路由器设置成AP或者路由模式
(具体方式可以参考无线路由说明书)
2.设置无线路由器的LAN地址与PLC的地址网关要一致:
例如:PLC的IP地址为:192.168.0.1,则需要将路由器的LAN地址设置为:192.168.0.2
3.将PLC上的以太网口插入通过网线插入到路由器的LAN接口上,不可插入WAN插口上;
4.将电脑连接到无线网络
5.打开setp7编程软件,打开PG/PC设置,选择通讯端口为所使用笔记本电脑的无线网卡端口,设置其他端口无效。
6.操作将站点上传至PG:
在设备IP地址处输入需要上载程序的PLC IP地址,确定后即可
上传。
7、其他监控操作一样。
三菱Q系列PLC网络全参数设置方法及注意事项

PLC网络参数设置打开GX Works2,在菜单栏依次选择工程—新建,在弹出窗口界面选择CPU系列、机型、(本文件以Q03UDE为例进行说明)、工程类型、程序语言。
在进行参数设置之前,先简单介绍一下GX Works2中对参数修改及对应参数窗口标签颜色的定义。
设置项目是按目的对标签进行了分类,参数设置状态以标签的字符颜色表示如下表所示(此规则适用于GX Works2中所有的参数设置界面):字符颜色内容数据处于未设置状态,如下图中必须设置中的未设置红( 如果未进行数据设置将无法执行动作)数据处于已设置状态,如下图中必须设置中的已设置蓝( 如果对红色的标签进行数据设置,标签的字符颜色将变为蓝色。
)默认值,如下图中必要时设置中的未设置红紫( 未进行用户设置)除默认值以外的值,如下图中必要时设置中的已设置深蓝( 如果对红紫色的标签进行了数据设置,标签的字符颜色将变为深蓝色。
)2.1PLC参数设置项目新建完成后在左侧工程菜单栏选择PLC参数设置。
5.1.1软元件设置在PLC参数设置界面首先选择软元件设置,软元件的默认参数如下图所示。
其中软元件点数的白色部分可手动修改,灰色部分不可修改。
可根据项目需求进行软元件点数的修改,但需注意软元件合计字节不可超过CPU的上限。
5.1.2PLC系统设置PLC的系统设置常用的包括通用指针号、空插槽点数、远程复位。
a)通用指针号:对程序中使用的通用指针的起始No. 进行设置(仅基本型QCPU不能设置)。
设置范围0~4095;指针(P)应用于主程序中的子程序,子程序是从指针(P )开始至RET 指令为止的程序,创建于FEND指令~END 指令,仅在从主程序内通过CALL(P)、FCALL(P)指令等调用的情况下才被执行。
子程序应在下述用途中使用:将1个扫描中多次执行的程序汇集为子程序,减少整体步数的情况下;将仅在某个条件下才执行的程序设置为子程序,以缩短相应扫描时间的情况下之间。
三菱Q系列PLC网络全参数设置方法及注意事项

PLC网络参数设置打开GX Works2,在菜单栏依次选择工程—新建,在弹出窗口界面选择CPU系列、机型、(本文件以Q03UDE为例进行说明)、工程类型、程序语言。
在进行参数设置之前,先简单介绍一下GX Works2中对参数修改及对应参数窗口标签颜色的定义。
设置项目是按目的对标签进行了分类,参数设置状态以标签的字符颜色表示如下表所示(此规则适用于GX Works2中所有的参数设置界面):字符颜色内容数据处于未设置状态,如下图中必须设置中的未设置( 如果未进行数据设置将红无法执行动作)数据处于已设置状态,如下图中必须设置中的已设置蓝( 如果对红色的标签进行数据设置,标签的字符颜色将变为蓝色。
)默认值,如下图中必要时设置中的未设置红紫( 未进行用户设置)除默认值以外的值,如下图中必要时设置中的已设置深蓝( 如果对红紫色的标签进行了数据设置,标签的字符颜色将变为深蓝色。
)2.1PLC参数设置项目新建完成后在左侧工程菜单栏选择PLC参数设置。
5.1.1软元件设置在PLC参数设置界面首先选择软元件设置,软元件的默认参数如下图所示。
其中软元件点数的白色部分可手动修改,灰色部分不可修改。
可根据项目需求进行软元件点数的修改,但需注意软元件合计字节不可超过CPU的上限。
5.1.2PLC系统设置PLC的系统设置常用的包括通用指针号、空插槽点数、远程复位。
a)通用指针号:对程序中使用的通用指针的起始No. 进行设置(仅基本型QCPU不能设置)。
设置X围0~4095;指针(P)应用于主程序中的子程序,子程序是从指针(P )开始至RET 指令为止的程序,创建于FEND指令~END 指令,仅在从主程序内通过CALL(P)、FCALL(P)指令等调用的情况下才被执行。
子程序应在下述用途中使用:将1个扫描中多次执行的程序汇集为子程序,减少整体步数的情况下;将仅在某个条件下才执行的程序设置为子程序,以缩短相应扫描时间的情况下之间。
三菱q系列plc网口通讯协议
三菱q系列plc网口通讯协议随着计算机技术的不断发展,各行各业纷纷开始采用自动化控制系统来提高生产效率和降低成本。
而在自动化控制系统中,PLC(可编程逻辑控制器)起到了至关重要的作用,它能够完成对各种设备和工艺的准确控制。
而其中,三菱Q系列PLC则以其高性能和可靠性受到了广泛的认可和应用。
在PLC与计算机之间的通信中,网口通讯协议扮演着重要的角色。
三菱Q系列PLC支持的网口通讯协议有许多种:如Modbus TCP、MC Protocol、Ethernet/IP等。
这些协议不仅保证了PLC与计算机之间的可靠通信,还实现了数据的高速传输和实时监控。
首先,我们先来了解一下Modbus TCP协议。
Modbus是一种基于串行通信协议的工业通信协议,而Modbus TCP是在以太网上使用的基于TCP/IP的版本。
使用Modbus TCP协议,PLC可以与计算机进行高速的数据交换,实现实时监控和数据采集。
这种协议的优点在于简单易用,能够满足大部分自动化控制系统的通讯需求。
其次,MC Protocol是三菱自主开发的一种通讯协议。
MC Protocol通过以太网实现PLC与计算机之间的通信。
与ModbusTCP相比,MC Protocol更加高效和稳定。
它不仅可以实现与计算机之间的通信,还可以实现多个PLC之间的通讯,从而实现更加复杂的自动化控制系统。
最后,Ethernet/IP协议是基于工业以太网的应用层协议,它不仅具备Modbus TCP和MC Protocol的优点,还支持更多的功能和特性。
Ethernet/IP可以实现对PLC的远程监控和远程控制,同时可以与其他设备和系统进行无缝对接。
这种协议的高度兼容性和可扩展性使得它在自动化控制系统中得到了广泛的应用。
通过对三菱Q系列PLC网口通讯协议的了解,我们可以看到这些协议的共同点在于都实现了高速、可靠和实时的数据传输。
同时,它们也具备了一定的差异性,以满足不同自动化控制系统的需求。
三菱Q系列 以太网通信设置方法(内置以太网和外置以太网模块).doc
三菱Q系列以太网通信设置方法无锡星亿环保设备有限公司客户使用三菱Q13UDEH PLC 和组态王6.55 进行通信,使用Melsec_Ethernet.dll(60.3.14.30)驱动。
使用该驱动时应注意,勾选“允许RUN中写入(FTP与MC协议)”选项。
否则会出现变量只能读取不能写入的现象。
详情见附件文档:1.使用内置以太网模块(1)首先使用三菱编程软件新建工程:(2)点击设置“PLC参数”(3)选择“内置以太网板设置”(4)点击“开始设定”(5)设定内置以太网参数*如果选用TCP 协议则打开方式务必选取“MC 协议”如果需要多上位访问可以添加多个MC 协议,添加多个端口号。
现象。
注意本站号:当打开时是10进制,这里必须把10进制转化成16进制,以方便组态王中使用。
填写PLC 端口号选取MC 协议2.使用外置以太网模块(1)第一个步骤同使用内置以太网模块,本例以外置以太网模块QJ17E71-100为例;(2)设置“网络参数”(3)点击“MELSECNET/以太网”(4)配置外置以太网模块可按照实际情况选择上图中的“网络类型”,“起始I/O号”,“网络号”,“组号”,“站号”,并选择对应“模式”。
(5)点击“操作设置”注意一定要选取红色框中的选项,否则会造成设备初始化失败(6)点击“初始设置”红色框选中的选项请填写较小的数值(7)点击“打开设置”上图是选择TCP通讯协议时的情况,图中铅笔圈定的两个地方要注意,第一处一定要选“有顺序”否则会引起通讯失败,第二处一定要选“确认”,这样才能与上一图中的设置相对应,否则会导致通讯恢复需要很长时间。
当选择TCP通讯协议时最后一位一定要设为1,因为1代表TCP通信协议选择UDP通讯协议时三处红色框之处都要注意,第一处同样要选确认,理由同上,第二处和第三处没有确定的值,一般建议最好使用700以后的端口。
这里要强调的是当我们选择设备时,设置设备地址时地址中的端口值要与此图一致,如下图(8)点击传输设置(9)选择“以太网板”此处要在注意协议的选择,如果不能和地址中的最后一项相对应(0代表UDP通讯,1代表TCP通讯)则会导致通讯失败。
三菱Q系列PLC网络参数设置方法及注意事项概述
前言 (2)1 目的 (3)2 适用范围 (3)3 规范性引用文件 (3)4 术语和定义 (3)5 PLC网络参数 (3)5.1 PLC参数设置 (4)5.2 网络参数设置 (12)6 PLC网络参数检查 (19)7 文件更改状态 (21)一、弧焊电气科是本文件的归口管理部门,享有文件更改、修订、日常维护及最终解释权。
二、文件版本历史记录:无三、本文件与上一版文件相比的主要变化点:无。
四、本文件自实施之日起,代替或废止的文件:无。
1目的为规三菱Q系列PLC网络参数设置,避免现场设备通讯设置频繁出现错误,特编写此文件。
2范围本文件适用于弧焊电气科承接的工作站形式线体的三菱Q系列PLC网络参数设置。
3规范性引用文件无。
4术语和定义无。
5PLC网络参数设置打开GX Works2,在菜单栏依次选择工程—新建,在弹出窗口界面选择CPU系列、机型、(本文件以Q03UDE为例进行说明)、工程类型、程序语言。
在进行参数设置之前,先简单介绍一下GX Works2中对参数修改及对应参数窗口标签颜色的定义。
设置项目是按目的对标签进行了分类,参数设置状态以标签的字符颜色表示如下表所示(此规则适用于GX Works2中所有的参数设置界面):5.1PLC参数设置项目新建完成后在左侧工程菜单栏选择PLC参数设置。
5.1.1软元件设置在PLC参数设置界面首先选择软元件设置,软元件的默认参数如下图所示。
其中软元件点数的白色部分可手动修改,灰色部分不可修改。
可根据项目需求进行软元件点数的修改,但需注意软元件合计字节不可超过CPU的上限。
5.1.2PLC系统设置PLC的系统设置常用的包括通用指针号、空插槽点数、远程复位。
a)通用指针号:对程序中使用的通用指针的起始No. 进行设置(仅基本型QCPU不能设置)。
设置范围0~4095;指针(P)应用于主程序中的子程序,子程序是从指针(P )开始至RET 指令为止的程序,创建于FEND指令~END 指令,仅在从主程序内通过CALL(P)、FCALL(P)指令等调用的情况下才被执行。
三菱Q系列PLC与FX网口通讯
三菱Q系列PLC与FX网口通讯三菱Q系列PLC(可编程逻辑控制器)与FX网口通讯PLC是一个广泛应用于自动控制领域的设备,而三菱Q系列PLC凭借其高性能和可靠性,成为了许多工程师和技术人员的首选。
与此同时,FX网口作为一种常见的通信接口技术,可以实现PLC与外部设备的数据交互,例如人机界面(HMI)的连接和与其他设备的通信等,因而也是十分重要的。
在本文中,我将深入讨论三菱Q系列PLC与FX网口通讯的相关内容,包括其优势、应用和一些常见的问题。
首先,我们来谈谈三菱Q系列PLC。
作为三菱电机公司的旗舰产品之一,Q系列PLC具有多种卓越的特性。
首先,它具备高性能的处理能力,可处理大量的输入和输出信号,以及复杂的逻辑运算。
其次,Q系列PLC拥有强大的扩展性和灵活性,用户可以根据实际需要添加不同的模块,并轻松进行系统升级。
此外,Q 系列PLC还具备可靠的稳定性和抗干扰能力,适用于各种恶劣的工作环境。
而FX网口,作为常见的通讯接口技术之一,为Q系列PLC提供了更灵活、方便的通讯方式。
相比于传统的串行通信接口,FX 网口具有更高的传输速度和更大的数据容量,可大幅提高数据传输效率。
此外,FX网口还支持多种通信协议,例如Modbus、Ethernet/IP等,以满足不同应用场景的需求。
接下来,让我们来看看Q系列PLC与FX网口通讯在实际应用中的一些案例。
首先是工业自动化领域。
在现代工业生产中,自动化控制系统起着关键的作用。
通过Q系列PLC与FX网口的组合,可以实现生产线上各种设备之间的数据交换和协同工作,提高生产效率和质量。
同时,工程师可以通过远程监测和控制,实现对设备的即时调整和故障排除,降低生产成本。
其次是智能楼宇领域。
随着社会的发展,楼宇自动化已成为一个不可逆转的趋势。
通过Q系列PLC与FX网口的联接,可以实现对楼宇内各种设备的集中控制,例如照明、空调、安防等。
这不仅提高了楼宇的安全性和舒适度,同时也能够节约能源,减少运营成本。
三菱Q系列PLC网络全参数设置方法及注意事项

PLC网络参数设置打开GX Works2,在菜单栏依次选择工程—新建,在弹出窗口界面选择CPU系列、机型、(本文件以Q03UDE为例进行说明)、工程类型、程序语言。
在进行参数设置之前,先简单介绍一下GX Works2中对参数修改及对应参数窗口标签颜色的定义。
设置项目是按目的对标签进行了分类,参数设置状态以标签的字符颜色表示如下表所示(此规则适用于GX Works2中所有的参数设置界面):字符颜色内容数据处于未设置状态,如下图中必须设置中的未设置红( 如果未进行数据设置将无法执行动作)数据处于已设置状态,如下图中必须设置中的已设置蓝( 如果对红色的标签进行数据设置,标签的字符颜色将变为蓝色。
)默认值,如下图中必要时设置中的未设置红紫( 未进行用户设置)除默认值以外的值,如下图中必要时设置中的已设置深蓝( 如果对红紫色的标签进行了数据设置,标签的字符颜色将变为深蓝色。
)2.1PLC参数设置项目新建完成后在左侧工程菜单栏选择PLC参数设置。
5.1.1软元件设置在PLC参数设置界面首先选择软元件设置,软元件的默认参数如下图所示。
其中软元件点数的白色部分可手动修改,灰色部分不可修改。
可根据项目需求进行软元件点数的修改,但需注意软元件合计字节不可超过CPU的上限。
5.1.2PLC系统设置PLC的系统设置常用的包括通用指针号、空插槽点数、远程复位。
a)通用指针号:对程序中使用的通用指针的起始No. 进行设置(仅基本型QCPU不能设置)。
设置范围0~4095;指针(P)应用于主程序中的子程序,子程序是从指针(P )开始至RET 指令为止的程序,创建于FEND指令~END 指令,仅在从主程序内通过CALL(P)、FCALL(P)指令等调用的情况下才被执行。
子程序应在下述用途中使用:将1个扫描中多次执行的程序汇集为子程序,减少整体步数的情况下;将仅在某个条件下才执行的程序设置为子程序,以缩短相应扫描时间的情况下之间。
基于三菱PLC的网络通信在教学中的初步实现
基于三菱PLC的网络通信在教学中的初步实现一、三菱PLC及其通信模块三菱PLC是日本三菱电机公司生产的一种常用的可编程逻辑控制器。
它的主要特点是性能稳定、可靠性高、使用方便等,因此在工业控制系统中得到广泛应用。
在三菱PLC中,通信模块是实现PLC网络通信的重要组成部分,它可以通过各种通信接口与其他设备进行数据交换,实现设备之间的信息共享和协调操作。
三菱PLC的通信模块主要有以太网通信模块、RS232通信模块、RS485通信模块等。
以太网通信模块可以实现PLC之间、PLC与上位机、PLC与工控机等设备之间的数据通信,具有传输速度快、稳定性好等特点;RS232通信模块和RS485通信模块可以通过串口通信实现PLC与外部设备之间的数据交换,适用于一些需要远距离通信或与老旧设备接口兼容的场合。
在教学中,基于三菱PLC的网络通信实验可以帮助学生更深入地了解PLC网络通信的原理和实现方法,培养学生的实际操作能力和解决问题的能力。
下面将以三菱FX3U系列PLC为例,介绍基于三菱PLC的以太网通信实验内容。
1. 实验目的2. 实验内容(1)实验设备准备:准备两台三菱FX3U系列PLC、以太网通信模块、以太网交换机、电源适配器等设备,并将它们进行正确连接。
(2)PLC参数设置:对两台PLC的参数进行设置,包括PLC的IP地址、子网掩码、网关地址等,确保两台PLC在同一个局域网中,并可以相互通信。
(3)PLC程序编写:在两台PLC中分别编写PLC程序,实现PLC之间的数据交换和共享。
程序中需要包括以太网通信模块的配置及通信指令的编写。
(4)通信测试:将两台PLC连接至以太网交换机,并通过上位机软件进行监控和数据交换测试。
在测试中,可以通过观察PLC的通信指示灯、上位机软件的通信状态等来检查PLC之间的网络通信是否成功。
3. 实验结果分析通过以上实验内容,学生可以实现两台PLC之间的网络通信,并通过上位机软件来监控和观察数据交换的情况。
三菱Q系列以太网通信设置说明文档
以太网板
(9)选择“以太网板”
此处要在注意协议的选择,如果不能和地址中的最后一项相对应(0 代表 UDP 通 讯,1 代表 TCP 通讯)则会导致通讯失败。 (10)点击“以太网模块”
9
三菱 Q 系列 以太网通信设置
工业自动化-花落忆无声
说明文档
IP 地址不要填错,否则会导致通讯。失败然后将这些参数设置写入 PLC,确 认写入 PLC 后,便可进行在线监视。
如:192.168.1.8:800:401:3:1,组态王中的定义与 PLC 软件中的配置对应如下
注:本机的端口号(即 ComputerPort)应设置的大一些,太低容易被其他程序占用,建议 设置到 4000 以上。
8
三菱 Q 系列 以太网通信设置
(8)点击传输设置
工业自动化-花落忆无声
说明文档
以太网模块
10
6
三菱 Q 系列 以太网通信设置
工业自动化-花落忆无声
说明文档
当选择 TCP 通讯协议时最后一位一定要设为 1,因为 1 代表 TCP 通信协议
选择 UDP 通讯协议时三处红色框之处都要注意,第一处同样要选确认,理由 同上,第二处和第三处没有确定的值,一般建议最好使用 700 以后的端口。这里 要强调的是当我们选择设备时,设置设备地址时地址中的端口值要与此图一致, 如下图
(5) 点击“操作设置”
注意一定要选取红色框中的选项,否则会造成设备初始化失败 (6)点击“初始设置”
5
三菱 Q 系列 以太网通信设置
工业自动化-花落忆无声说明源自档红色框选中的选项请填写较小的数值 (7)点击“打开设置”
上图是选择 TCP 通讯协议时的情况,图中铅笔圈定的两个地方要注意,第 一处一定要选“有顺序”否则会引起通讯失败,第二处一定要选 “确认”,这 样才能与上一图中的设置相对应,否则会导致通讯恢复需要很长时间。
三菱Q系列PLC CC-Link通讯方法的实现
当前总线种类:Profibus(欧洲),DeviceNet(美国),CC-Link(日本)。
CC-Link 协会现有会员 150 多家。
三、 特点、功能
1、 速率
使用双绞线,通讯距离为 100 米时通讯速率为 10Mbps,1200 米时通讯
速率为 156Kbps。可以通过增加中继器加长距离,通讯距离可达到 7.6Km,使
用光中继器时,可达 13.2Km(注:普通 RS232,RS485 通讯的通讯速率为
112.5Kbps)。
2、 通讯数量
第1页
三菱 Q 系列 PLC CC-LINK 通讯方法的实现
每个 CC-Link 系统最多可处理 4096 个远程 I/O 点,其中远程输入(RX) 为 2048 个,远程输出(RY)为 2046 个。每个系统最多可处理 512 个远程寄 存器 RW(包括远程写寄存器 RWw 和远程读寄存器 RWr)。每个系统中最多链 接的站点为 64 个。
在一个系统中最多可以有 26 个智能站。 五、 CC-Link 的配置 1、 传输介质 数据传送可以用屏蔽双绞线(TP)。 线定义:DA,DB:数据线
DG:地线 SLD:屏蔽线 为提高数据传输的抗干扰能力,普通 TP 可以在 DB、DA 间接一 110Ω的电阻, 高性能 TP 在两数据线间接 330Ω的电阻。 2、 站号分配 主站为 0 号站,从站站号为 1~64。 3、 占用站 有时一个模块并不一定占有一个站号,有可能占有 2 个或 2 个以上的站号, 但最多占有 4 个站号。 五、 通讯原理 CC-Link 的通讯原理是基于数据链接和自动刷新的原理。具体如下: PLC 分别在 CC-Link 模块和 CPU 中开辟出一块内存缓冲区(BFM),其
主站为 0 号站,带有两个从站:1 号站 16 点远程输入模块和 2 号站 16 点 远程输出模块。
三菱q系列plc网口通讯

三菱q系列plc网口通讯在现代工业控制系统中起着至关重要的作用。
PLC (Programmable Logic Controller,可编程逻辑控制器)是一种用于自动化控制的电子设备,而Q系列是三菱电机公司开发的一系列高性能PLC产品。
PLC的网口通讯功能是指PLC与其他设备(如人机界面、计算机、传感器等)之间通过以太网进行数据交换和通信的能力。
相比传统的串口通讯方式,网口通讯具有数据传输速度快、稳定性高、支持的设备数量多等优势。
三菱Q系列PLC提供了多种网口通讯接口,如Ethernet、CC-link、Modbus TCP等。
其中,Ethernet接口是最常用的一种。
通过这个接口,Q系列PLC可以与其他网络设备实现数据交换,实现工业控制系统的高效协同工作。
PLC网口通讯的实现需要借助专门的通讯模块或者通讯协议。
对于三菱Q系列PLC,通讯模块一般是通过插槽的形式集成在PLC主机中。
用户可以根据需求选择不同类型的通讯模块,以实现与其他设备的互联。
在使用Q系列PLC网口通讯时,首先要进行通讯模块的硬件配置和设置。
这包括设置IP地址、子网掩码、网关等网络参数,以确保PLC与其他设备在同一网络中能够相互通信。
此外,还需要设置通讯协议和参数,以建立起正确的数据交换通道。
在进行Q系列PLC网口通讯时,需要注意以下几点。
首先,确保网络连接稳定可靠,避免因网络故障导致通讯中断。
其次,正确设置PLC的通讯参数,包括通讯速率、校验方式等,以保证数据传输的可靠性。
最后,合理利用Q系列PLC的网口通讯功能,实现与其他设备的数据共享和远程监控,提高整个工控系统的运行效率。
随着工业自动化的不断推进,PLC网口通讯在工业控制领域的应用越来越广泛。
Q系列PLC作为一种性能强大、稳定可靠的控制器,其网口通讯功能更是为现代工业控制提供了强有力的支持。
总之,三菱Q系列PLC的网口通讯在工业控制系统中具有重要作用。
通过网口通讯,Q系列PLC能够实现与其他设备的高效数据交换和通信,进而提高工控系统的整体运行效率。
基于三菱PLC的网络通信在教学中的初步实现

基于三菱PLC的网络通信在教学中的初步实现摘要:随着现代工业的发展,PLC (Programmable Logic Controller,可编程逻辑控制器)在工业自动化中得到广泛应用。
而网络通信技术的发展和应用,为PLC在工业控制中提供了更多的可能性。
本文主要介绍了基于三菱PLC的网络通信在教学中的初步实现,通过网络通信技术,可以实现多个PLC之间的数据交换和协调控制,提高了教学效果。
关键词:PLC;网络通信;教学;数据交换;协调控制一、引言PLC (Programmable Logic Controller,可编程逻辑控制器)是一种专门用于工业自动化控制的计算机控制器。
它采用可编程的内存来存储程序和执行逻辑判断、计算等操作,通过各种输入输出模块与外部设备进行数据交换,实现对工业生产过程的控制和调度。
随着现代工业的发展,PLC在工业控制中扮演着越来越重要的角色。
而在教学中,PLC 的应用也得到了广泛的认可和应用。
传统的PLC教学方法存在一些问题,比如教学效果受到实验环境限制,学生难以进行实际操作等。
为了提高PLC教学效果,需要引入新的教学手段和方法。
1. 网络通信的基本原理PLC的网络通信可以通过以太网、串口、Modbus等方式进行。
在本文中,我们使用以太网作为通信方式。
通过以太网,可以实现多个PLC之间的数据交换和协调控制。
(1) 网络配置:首先需要配置网络,包括IP地址、子网掩码、默认网关等。
(2) PLC参数设置:在PLC中设置网络参数,包括IP地址、端口号等。
(3) 程序编写:编写PLC程序,实现与其他PLC的通信和数据交换。
(5) 联机测试:将多个PLC连接到网络,并进行联机测试,确保网络通信正常。
通过PLC的网络通信,可以将多个PLC连接到同一个网络中,实现数据交换和协调控制。
在教学中,可以通过网络实时监控多个PLC的运行状态,收集和分析数据,提高学生的实践能力。
通过网络通信,可以实现远程监控和控制。
三菱plc网口通讯步骤

三菱plc网口通讯步骤随着信息技术的不断发展与智能化水平的提高,三菱PLC的应用越来越广泛。
而在使用PLC时,与上位机的通讯往往是必须的,而网口通讯就是一种常见的方式。
本文将介绍三菱PLC网口通讯的步骤。
1. 准备工作在开始PLC的网口通讯之前,首先需要进行一些准备工作。
首先,确保PLC与上位机之间的物理连接是正常的,包括网线、网口等。
其次,确保PLC的程序已经编译并成功烧录到PLC中。
最后,确保上位机已经安装好相应的通讯软件,并且配置正确。
2. 配置上位机通讯软件在进行网口通讯之前,需要在上位机的通讯软件中进行一些配置。
打开通讯软件,找到相应的PLC型号和通讯接口,进行配置。
配置的内容包括PLC的IP地址、通讯端口号等。
确保配置的参数与PLC的设置一致,以确保通讯正常进行。
3. 设置PLC的网络参数在PLC上进行网口通讯之前,也需要进行相应的设置。
打开PLC的编程软件,找到网口配置页面,设置PLC的IP地址、子网掩码、网关等参数。
确保PLC的网络参数与上位机的配置一致,以确保通讯能够正常进行。
4. 编写通讯程序在PLC的编程软件中,编写网口通讯的程序。
通常,网口通讯分为主动模式和被动模式。
主动模式是指PLC主动向上位机发送数据,被动模式是指PLC被动接收上位机发送的数据。
根据实际需求,选择相应的通讯模式,并编写相应的通讯指令。
在编写通讯程序时,需要注意指令的格式、参数的设置等,以确保通讯能够正常进行。
5. 调试与测试在完成上述步骤后,可以进行通讯的调试与测试。
首先,确保上位机与PLC之间的物理连接正常。
然后,在上位机的通讯软件中选择相应的PLC型号和通讯接口。
接着,配置通讯参数,并连接到PLC。
最后,通过通讯软件发送指令,观察PLC的反馈结果。
如果通讯正常,PLC会接收到指令,并执行相应的操作。
6. 通讯故障排除在进行通讯调试时,可能会遇到一些故障情况。
例如,无法连接到PLC、指令无法发送或接收、通讯速度过慢等。
不同网段下PLC如何实现无线通信访问

不同网段下PLC如何实现无线通信访问PLC通常通过以太网或其他工业网络协议(如PROFINET、Modbus TCP等)进行通信。
当PLC位于不同的网段时,它们不能直接通信,需要特殊的配置或设备来实现通信,不同网段的PLC通讯变得尤为重要。
随着工业网络的发展和工业4.0概念的推广,工厂内部通常会构建多层次的网络架构,包括设备层、控制层和管理层等多个层级。
为了确保整个系统的智能协同运行,不同层级之间需要进行信息交换。
此时两个不同网段的PLC 并不能相互通信,但同样需要实现外网访问局域网设备,该如何处理呢?一、跨网段的P L C通讯技术列举实现不同网段的PLC通讯,需要依赖于先进的通讯技术,主要包括:1.以太网技术:作为现代工业通讯的基础,以太网提供了高速数据传输的能力。
2.工业通讯协议:如Modbus TCP/IP、Profinet、EtherNET等,这些协议定义了数据在不同网络环境下的传输规则。
3.VPN技术:虚拟私人网络(VPN)可以为不同网段的PLC提供安全的通讯隧道。
对于远程或分布式系统,VPN可以提供一个安全的连接,使不同网段上的PLC能够通信。
4.网关和路由器:这些设备可以在不同网络段之间转发数据,实现通讯。
如下图所示:二、无线通讯模块DTD418MB采用2x2两发两收无线架构,空中传输速率高达300Mbps,兼容西门子S7协议、Profinet协议、Modbus TCP/IP等通讯协议,并采用OFDM调制及MINO技术,使无线可靠传输距离达到1KM范围内均可使用。
DTD418MB不仅能与PLC、DCS、智能仪表及传感器等设备组成无线测控系统,同时能与组态软件、人机界面、触摸屏、测控终端等工控产品实现点对点和点对多点的远程无线组网,将分散不便于挖沟布线的设备连接在一起,不需要编写程序,不需要布线,并且稳定可靠。
三、P L C之间的无线跨网段通讯如果有多台PLC分别属于不同网络,拥有不同网段的地址,并且还有数据通讯的需求,就可以使用增加无线通讯模块的方式来实现两个设备的通讯,每一个PLC端连接无线通讯模块DTD418MB配合PLC通讯转换器-DT500L,即可轻松实现多个设备间的通讯。