钢结构焊缝外观质量检查记录
焊缝外观检查和实测记录
焊缝外观检查和实测记录
1. 焊缝形貌,焊缝应该呈现出均匀、平整的外观,焊接表面不
应有凹凸不平、气孔、夹渣等缺陷。
2. 焊接尺寸,焊缝的宽度、高度等尺寸应符合设计要求,需要
进行实际测量并记录。
3. 焊接变形,焊接过程中可能会产生变形,需要检查焊接变形
情况,确保在允许范围内。
在实测记录方面,我们需要详细记录以下内容:
1. 焊接工艺规程,记录所采用的焊接工艺规程,包括焊接方法、焊接参数、焊接材料等信息。
2. 焊接人员,记录参与焊接的人员信息,包括焊工姓名、操作
证号等。
3. 焊接设备,记录使用的焊接设备型号、编号、检定情况等信息。
4. 检验工具,记录用于检验的工具和仪器,包括焊缝检测仪、
焊缝测量工具等。
5. 检验结果,详细记录焊缝外观检查的结果,包括发现的缺陷、尺寸测量结果等。
6. 处理措施,如果发现了焊缝质量问题,需要记录相应的处理
措施,以及处理后的检验结果。
总之,焊缝外观检查和实测记录需要全面、详细地记录焊接过
程中的各项信息,以确保焊接质量符合要求并留下可追溯的记录。
钢结构加工焊接焊缝外观质量检查记录

钢结构加工焊接焊缝外观质量检查记录工程名称: 检查日期缺陷类型未焊满 根部收缩 咬边弧坑裂纹结果允许偏差(mm)二级 三级 二级三级二级三级 二级 三级≤0.2+0.02t ≤1.0≤0.2+0.04t ≤1.0≤0.2+0.02t ≤1.0 ≤0.2+0.04t ≤1.0≤0.05t 、≤0.5连续长度《100 ≤0.1t 、≤1.0允许存在个别长度≤0.2的弧坑裂纹每100.0焊缝内缺陷总长≤25.0长度不限焊缝两侧咬边总长≤10%焊缝全长长度不限检查构件 焊缝 检查情况构件名称 编号 数量 类型 条数 钢柱 GZ1 25 0.3 0.6 0.3 0.6 √ 0.5 √ 合格1、每条检查一处,总抽查数不小于10处。
2、焊缝感观质量,每批同类构件抽查10%,且不小于3处,被抽查件中每件焊缝按数量各抽查5%,总抽查处不少于5处。
3、二级焊缝咬边深度≤0.5,但不得超过焊缝长度≤100%。
焊工: 质检员:钢结构零件及部件加工(矫正和成型)质量检查记录工程名称:达州化工产业区公路物流港6#标准仓库钢结构工程施工单位:四川恒沣建设有限公司检查日期:检查内容7.3.1条钢材矫正后的允许偏差(㎜)表面质量冷矫正加工环境温度碳素钢和低合钢热矫正时加热温度钢板的局部平面度(△)型钢弯曲矢高角钢的垂直度槽钢翼缘对腹板的垂直度工字钢、H型钢翼缘对腹板的垂直度不能有明显的凹面和损伤及划痕碳素钢低合金结构钢t≤14t>14允许偏差(㎜)不低于不应超过900℃1.5 1.0l∕100,≯5.0b∕100,双肢栓接不得大于90°b∕80b∕100,≯2.0划痕深度≯0.5且≯负偏差的1∕2﹣16℃﹣12℃构件号零部件抽查件检查情况(㎜)规格数量编号数量GZ2a 8 3 1.2 2.0 0.1注:1、冷矫正的加工温度全数检查制作工艺报告和施工记录; 2、钢材矫正后允许偏差,按矫正件抽查10%,不少于3件;3、t-为加工件厚度,l-为构件长度,M-为1米长度范围,b-为型钢肢宽;4、7.3.1条为主控项目。
SG-T059钢结构工程焊缝外观质量检查记录

SG—T059
钢结构工程焊缝外观质量检查记录
注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录.
四川省建设厅制
SG—T059填写说明
一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查
记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表.
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5。
2.6条和附表A表A。
0.1、表A。
0。
2、表A。
0.3等规定进行控制.
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允
许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
二级焊缝外观质量及焊缝尺寸检查记录
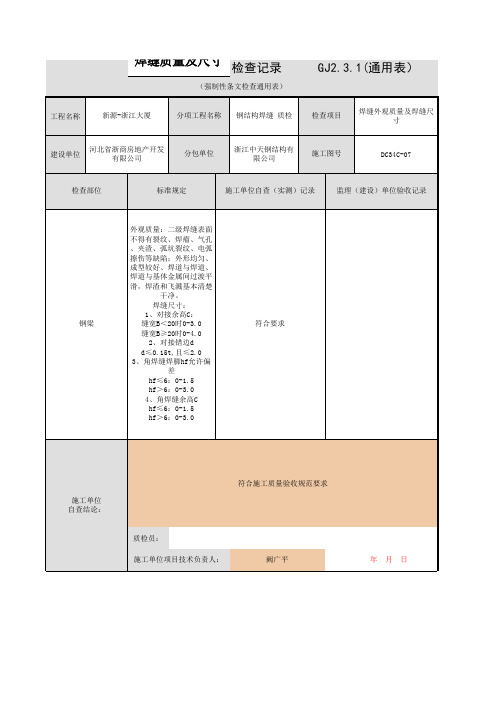
(强制性条文检查通用表)
GJ2.3.1(通用表)
工程名称
新源-浙江大厦
分项工程名称
钢结构焊缝 质检
检查项目
焊缝外观质量及焊缝尺 寸
建设单位
河北省浙商房地产开发 有限公司
分包单位
浙江中天钢结构有 限公司
施工图号
DC34C-07
检查部位
标准规定
施工单位自查(实测)记录
监理(建设)单位验收记录
钢梁
外观质量:Байду номын сангаас级焊缝表面 不得有裂纹、焊瘤、气孔 、夹渣、弧坑裂纹、电弧 擦伤等缺陷;外形均匀、 成型较好、焊道与焊道、 焊道与基体金属间过渡平 滑,焊渣和飞溅基本清楚 干净。 焊缝尺寸: 1、对接余高C: 缝宽B<20时0-3.0 缝宽B≥20时0-4.0 2、对接错边d d≤0.15t,且≤2.0 3、角焊缝焊脚hf允许偏 差 hf≤6:0-1.5 hf>6:0-3.0 4、角焊缝余高C hf≤6:0-1.5 hf>6:0-3.0
符合要求
符合施工质量验收规范要求 施工单位 自查结论:
质检员: 施工单位项目技术负责人: 阙广平 年 月 日
监理(建设) 单位验收结论:
监理工程师(建设单位项目负责人):
年
月
日
SG-T059钢结构工程焊缝外观质量检查记录
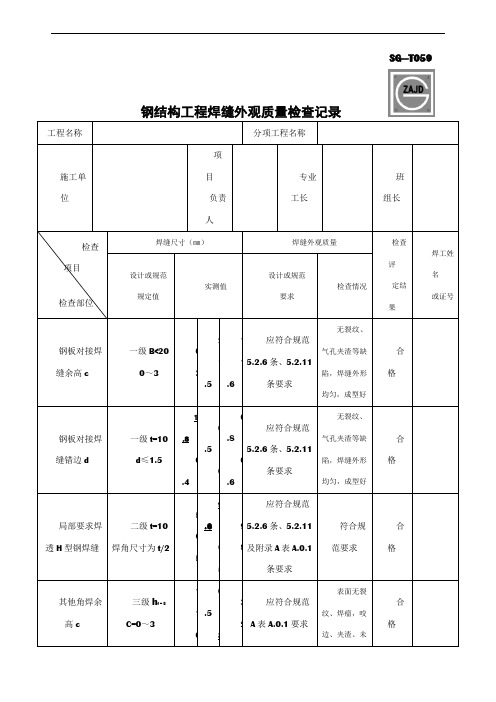
SG—T059钢结构工程焊缝外观质量检查记录工程名称分项工程名称施工单位项目负责人专业工长班组长检查项目检查部位焊缝尺寸(㎜)焊缝外观质量检查评定结果焊工姓名或证号设计或规范规定值实测值设计或规范要求检查情况钢板对接焊缝余高c 一级B<200~3321.511.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格钢板对接焊缝错边d 一级t=10d≤1.51.8.4.5.8.6应符合规范5.2.6条、5.2.11条要求无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好合格局部要求焊透H型钢焊缝二级t=10焊角尺寸为t/25659.66598应符合规范5.2.6条、5.2.11及附录A表A.0.1条要求符合规范要求合格其他角焊余高c三级h f = 8C=0~311.5332应符合规范A表A.0.1要求表面无裂纹、焊瘤,咬边、夹渣、未合格注:本表也适用于幕墙钢结构框架的焊缝外观质量检查记录。
四川省建设厅制SG—T059填写说明一、本表是用于钢结构工程焊缝质量检查记录,同时也适用于建筑幕墙工程的焊缝质量检查记录。
幕墙钢框架可根据工程中出现的焊缝类型立项检查并记录。
二、本记录为钢结构焊接和建筑幕墙工程检验批质量验收记录的支撑表。
三、填写示范以钢柱为例,实际当中,工程由哪种构件,就按哪种构件出现的焊缝检查记录。
四、焊缝的外形尺寸和表面质量应按规范第5.2.6条和附表A表A.0.1、表A.0.2、表A.0.3等规定进行控制。
五、一、二级焊缝的内部质量检测,应在焊缝尺寸和外观质量检查合格后进行。
六、碳素钢应在焊缝冷却到环境温度,低合金结构应在完成焊接24h后进行探伤检验。
七、焊工姓名或证号,可填姓名,也可只填焊工合格证书的编号。
八、焊缝尺寸检查用焊缝量规。
九、一般项目其检查结果应有80%及以上的检查(值)符合规范要求,且最大值不应超过其允许差值的1.2倍,方可判定合格。
十、本表一式两份,施工单位、建设单位各存一份。
钢结构制作质量检查记录

钢结构制作质量检查记录一、引言钢结构作为一种重要的建筑结构形式,具有强度高、稳定性好、施工周期短等优点,被广泛应用于各类工业建筑和大型设施。
然而,钢结构的质量问题直接关系到工程的安全性和可靠性,因此,对钢结构制作质量进行严格检查非常必要。
二、钢材质量检查1. 钢材牌号检查:根据设计要求,检查钢材的牌号是否与图纸和规范要求一致。
2. 钢材尺寸检查:测量钢材的长度、宽度、厚度等尺寸,检查是否符合规范要求。
3. 钢材表面质量检查:观察钢材表面是否存在裂纹、疤痕、凹凸等缺陷,以及是否有锈蚀、氧化等现象。
4. 钢材化学成分检查:通过取样分析,检查钢材的化学成分是否符合规范要求。
三、焊接质量检查1. 焊缝外观检查:观察焊缝表面是否光滑、均匀,是否存在夹渣、气孔、裂纹等焊接缺陷。
2. 焊缝尺寸检查:测量焊缝的高度、宽度、长度等尺寸,检查是否符合规范要求。
3. 焊接工艺评定:检查焊工是否按照规范要求进行焊接操作,包括预热温度、焊接电流、焊接速度等参数。
4. 焊接材料质量检查:检查焊丝、焊剂等焊接材料是否符合规范要求。
四、构件连接质量检查1. 螺栓连接检查:检查螺栓的型号、规格是否符合设计要求,检查螺栓是否拧紧,并进行紧固力测试。
2. 焊接连接检查:检查焊接连接的质量,包括焊缝外观、焊接尺寸、焊接质量等方面。
3. 铆接连接检查:检查铆钉的型号、规格是否符合设计要求,检查铆接连接是否牢固可靠。
五、防腐涂装质量检查1. 表面处理检查:检查钢结构表面处理是否彻底,包括除锈、喷砂、喷丸等工艺是否符合要求。
2. 涂装质量检查:观察涂装膜的厚度、均匀性,检查是否存在气泡、起皮、剥落等缺陷。
3. 膜厚检查:使用涂膜厚度计,测量涂装膜的厚度,检查是否符合规范要求。
六、设备安装质量检查1. 设备安装位置检查:检查设备安装位置是否准确,是否与设计图纸一致。
2. 设备固定检查:检查设备的固定方式和固定零件,确保设备安装牢固可靠。
3. 管道连接检查:检查管道连接的质量,包括焊接连接、法兰连接等,确保连接紧密无泄漏。
钢结构焊缝外观检查记录通用模板

工程名称: 工程1 施工单位 规格尺寸
序号
焊缝 编号
1
hf-01钢结构焊缝外观检查记录通用模板
GL-JH-2
焊缝类型
角焊缝 角焊缝 角焊缝
质量 等级
二级 二级 二级
构件名称及编号
编号:
00-00-C4-001 钢梁-3
检查日期
年月日
咬边 √
外观检查记录
表面 缺陷
错边
焊缝 余高
√
√
√
焊脚 尺寸
√
结论 合格
√
√
√
√
√
合格
√
√
√
√
√
合格
检查结论:
钢结构焊缝外观质量检查符合设计和规范要求,检验合格。
签
监理(建设)单位
字
专业技术负责人
施工单位 专业质量员
专业工长
栏
说明:1.此表用于钢结构焊接工程焊缝外观质量的检查记录。 2.此表中“焊缝类型”栏填“对接焊缝”或“角焊缝”,“质量等级”栏按施工图设计对该焊缝的要求 填写,如“一级”或“二级”等。 广西建设工程质量安全监督总站编制
SGT钢结构工程焊缝外观质量检查记录

表面无裂纹、焊瘤,咬边、夹渣、未焊满等,符合规范要求
合 格
其他角焊缝焊角尺寸hf
三级hf=8
0~3
8
10
9.6
9
9
10
8
8
应符合规范
附录A表
表面无裂纹、焊瘤,咬边、夹渣、未焊满等,符合规范要求
合 格
备 注
检查评定结论
经检查,焊缝质量符合设计及规范要求。
项目(技术)负责人: 年 月 日 专业质检员: 年 月 日
合 格
钢板对接焊缝错边d
一级t=10
D≦1.5
1.8
0.4
0.5
0
0.8
0.6
应符合规范
无裂纹、气孔夹渣等缺陷,焊缝外形均匀,成型好
合 格
局部要求焊透H型钢焊缝
二级t=10
焊脚尺寸为t/2
5
6
5
9.6
6
5
9
8
应符合规范
符合规范要求
合 格
其他角焊缝余高C
三级hf=8
C=0~3
1
1
0
0.5
3.6
2
3
2
应符合规范
SG-T059
钢结构焊缝外观质量检查记录
工程名称
分项工程名称
施工单位
项 目
负ห้องสมุดไป่ตู้人
专业
工长
班组长
检查项目
检查部位
焊缝尺寸(mm)
焊缝外观质量
检查评定
结 果
焊工姓名或证号
设计或规范规定值
实测值
设计或规范
要求
检查情况
钢板对接焊缝余高C
一级B<20
SGT钢结构工程焊缝外观质量检查记录
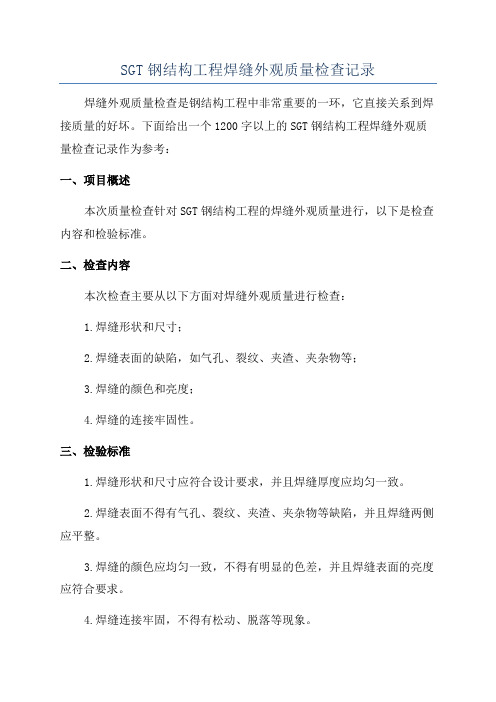
SGT钢结构工程焊缝外观质量检查记录焊缝外观质量检查是钢结构工程中非常重要的一环,它直接关系到焊接质量的好坏。
下面给出一个1200字以上的SGT钢结构工程焊缝外观质量检查记录作为参考:一、项目概述本次质量检查针对SGT钢结构工程的焊缝外观质量进行,以下是检查内容和检验标准。
二、检查内容本次检查主要从以下方面对焊缝外观质量进行检查:1.焊缝形状和尺寸;2.焊缝表面的缺陷,如气孔、裂纹、夹渣、夹杂物等;3.焊缝的颜色和亮度;4.焊缝的连接牢固性。
三、检验标准1.焊缝形状和尺寸应符合设计要求,并且焊缝厚度应均匀一致。
2.焊缝表面不得有气孔、裂纹、夹渣、夹杂物等缺陷,并且焊缝两侧应平整。
3.焊缝的颜色应均匀一致,不得有明显的色差,并且焊缝表面的亮度应符合要求。
4.焊缝连接牢固,不得有松动、脱落等现象。
四、检查记录日期:XX年XX月XX日地点:XXX检查单位:XXX被检单位:XXX检查人员:XXX检查内容及结果:1.焊缝形状和尺寸:对焊接连接处的焊缝进行测量,尺寸符合设计要求,形状均匀一致。
2.焊缝表面缺陷:对焊缝表面进行仔细观察,未发现任何气孔、裂纹、夹渣、夹杂物等缺陷。
3.焊缝的颜色和亮度:焊缝的颜色均匀一致,亮度符合要求,无明显的色差。
4.焊缝的连接牢固性:对焊接连接处进行检查,焊缝连接牢固,未发现松动、脱落等现象。
五、检查结论本次SGT钢结构工程焊缝外观质量检查结果良好,焊缝形状和尺寸符合设计要求,表面无缺陷,颜色亮度均匀一致,连接牢固。
六、存在问题及改进措施1.检查过程中未发现任何问题,说明被检单位在焊接过程中严格按照相关要求进行操作,但仍需继续保持注意,确保焊缝外观质量。
2.进一步加强对焊接人员的培训和管理,提高他们的操作技能和质量意识,减少焊接缺陷的发生。
七、检查人员签名:检查人员:签名XXX以上是针对SGT钢结构工程焊缝外观质量检查的一个1200字以上的检查记录,此记录可根据具体项目的需求进行调整和完善。
部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录(精)

钢结构B-1403
部分焊透组合焊缝、角焊缝外形尺寸及外观质量检查记录
GB50205-2001(表A.0.3)(5.2.6,5.2.10,5.2.11条)工程名称:
施工单位:检查批次:共批,第批制作数量:
焊缝型式:◣同类构件名称:
注:
(1)
hf>8.0mm的角度焊缝其局部焊脚尺寸允许低于设计要求1.0mm,但总长度不得超过焊缝长度10%;
焊接H形梁腹板与翼缘板的焊缝两端在其两倍翼缘板宽范围内,焊缝的焊脚尺寸不得低于设计值;
检查数量:每批同类构件抽查10%,且不少于3件,每一类型焊缝按条数抽查5%,且不少于1条,每天抽查1处,总抽查数不少于10处。
5.2.6条检查内容为主控项目。
班组长:检查员:
(2)或专业工长:或项目技术负责人:
(3)
年月日年月日
(4)。
钢结构验收资料焊缝质量检测报告

钢结构验收资料焊缝质量检测报告报告编号:GSYD-WJ-2022-01231. 检测目的本次检测旨在对钢结构的焊缝质量进行评估,验证其符合相关标准和规范的要求,确保钢结构的安全可靠性。
2. 检测对象2.1 检测对象名称:xxxx建筑工程2.2 检测对象位置:xxxx省xxxx市xxxx区xxxx路xxxx号2.3 检测对象描述:该建筑工程为一座xxxx,采用钢结构框架,包含xxxx。
3. 检测标准3.1 钢结构焊接工艺和质量标准:GB/T 12470-2003《钢结构焊接工艺评定规程》及GB/T 3323-2005《钢结构焊接电弧能量与焊接材料的选择》。
3.2 相关规范:GB 50017-2017《钢结构设计规范》、GB 50204-2015《钢结构施工质量验收规范》。
4. 检测内容与方法4.1 检测内容:4.1.1 焊缝外观检测:通过目视检测焊缝外观质量,包括焊缝坡口形状、焊缝高度等。
4.1.2 焊缝尺寸检测:使用焊缝规矩或卡尺测量焊缝的尺寸,包括焊缝宽度、厚度等。
4.1.3 焊缝断面形态检测:通过金相显微镜对焊缝的断面形态进行观察,评估焊缝的微观组织和缺陷情况。
4.1.4 焊缝力学性能检测:采用拉伸试验、冲击试验等手段,对焊缝的力学性能进行评估。
4.1.5 焊缝超声波检测:使用超声波探伤仪对焊缝进行扫描,检测焊缝内部的裂纹、夹杂物等缺陷情况。
4.2 检测方法:4.2.1 焊缝外观检测:直接目视检测。
4.2.2 焊缝尺寸检测:使用焊缝规矩或卡尺进行测量。
4.2.3 焊缝断面形态检测:采用金相显微镜对焊缝断面进行观察和拍摄。
4.2.4 焊缝力学性能检测:采用拉伸试验机和冲击试验机进行力学性能测试。
4.2.5 焊缝超声波检测:使用超声波探伤仪对焊缝进行扫描。
5. 检测结果5.1 焊缝外观检测结果:经过目视检测,各焊缝外观质量良好,无焊缝高度不均匀、裂纹、气孔等缺陷。
5.2 焊缝尺寸检测结果:各焊缝尺寸符合设计要求,焊缝宽度均匀且满足规范要求。
焊缝外观质量及焊缝尺寸要求隐蔽工程检查验收记录

工程名称
项目经理
分项工程名称
钢构件焊接
专业工长
隐蔽工程名称
焊缝外观质量及焊缝尺寸要求
施工单位
钢结构有限公司
施工标准名称及代号
钢结构工程施工质量验收规范
GB50205-2001
施工图名称及编号
隐蔽工程部位
质量要求
施工单位自查记录
监理(建设)单位验收记录
焊缝的外观质量
施工单位自查结论
质检员:
施工单位项目负责人(盖章):理工程师(建设单位项目负责人): 年 月 日
焊缝的外观质量达到:外观均匀、成型较好、焊道与焊道、焊道与基本金属间过度平滑、焊道飞溅物清除干净。
焊缝的尺寸检查
对接组合焊缝,焊脚尺寸不应小于T/4,且不应大于10mm,焊脚尺寸允许偏差为0-4mm
一二级焊缝内部缺陷探伤
焊缝表面不得有裂纹焊瘤等缺陷,一二级焊缝不得有表面气孔、夹渣、弧坑裂纹、电弧擦伤、不得有咬边、未焊满根部收缩等缺陷
焊缝外观质量检查记录

长度不限
咬
边
≤0.05 t ,且 ≤ 0.5;连续 长度≤ 100.0,且焊缝两侧 ≤0.1 t ,且≤1.0,长度不 0.5 0.6 0.8 0.9 咬边总长度≤10%焊缝总 限 长 — — 缺口深度0.05 t ,且≤0.5 允许存在个别长度≤5.0 的弧坑裂纹 允许存在个别电弧擦伤 缺口深度0.1 t ,且≤1.0
缺陷类型 未焊满(指 不足设计 要求) 根部收缩
每100.0焊缝内缺陷总长≤25.0 ≤0.2+0.02 t ,且≤ 1.0 ≤0.2+0.04 t ,且≤2.0
3.0 1.2 4.0 2.5 5.0 4.0 1.0 3.0 2.0 6.0 0.8 0.5 0.4 0.8 1.1 0.5 1.2 0.7 0.9 1.2 / / / / / / / / / /
焊缝外观质量检查记录表
GB 50205-2001
GD2301057 0 单位(子单位)工程名称 中山市宝科生产基地溶剂车间A,B,C,D天面钢结构工程 分部(子分部)工程名称 主体结构(钢结构 ) 施工单位 制造单位 广东三穗建筑工程有限公司中山分公司 东莞市宏发钢铁结构材料有限公司 验收部位 项目经理 分包项目经理 车间A钢梁 1
0.2 / 2 / 0.7 / 1 / 1 /
1
0.7 0.6 0.8 0.2
1
弧坑裂纹 电弧擦伤 接头不良
4 /
0.6 0.5 / / 1 /
1 /
5 /
3 /
0.3 0.9 0.2 / 1 / 0.9 / 1
0.8 0.7 / /
0.2 0.7 0.5 / / 2 / 1.5
每1000.0焊缝不应超过1处
缺陷类型 未焊满(指 不足设计 要求) 根部收缩
钢结构焊接工程施工质量检查记录表

一
一
一
检杳
结果
主控项目
合格
一般项目
符合要求
工程负责人
班组长
工长
质量检杳员
检验批号:
施工单位:
中国江苏国际经济技术合作公司
日期:
1.0
2.0
1.0
3.0
5பைடு நூலகம்
对接 焊缝 错边
埋弧自动焊
0.5
0.0
0.0
0.5
手工焊弧焊及气体保护焊
一
一
一
一
6
角焊 缝焊 脚尺 寸
埋弧自动焊
hf<6
一
一
一
一
hf>6
一
一
一
一
手工焊弧焊
hfw6
一
一
一
一
气体保护焊
hf>6
0.5
0.0
1.5
1.0
7
对接焊缝组合焊缝
twV40
合格
合格
:合格
合格
焊脚尺寸
tw>40
符合要求
一、二、三级焊缝不得有裂纹、焊瘤等缺陷
符合要求
般 项 目
项目
允许偏差
(mm
实测偏差值(mm
1
2
3
4
1
二级焊缝咬边
见规范附录A
合格
合格
合格
合格
2
三级焊缝咬边
合格
合格
合格
合格
3
三级焊缝表面气孔
合格
合格
合格
合格
4
对接 焊缝 余高
埋弧自动焊
2.0
3.0
1.0
钢构件焊接检验批质量验收记录

实际:
3
材料匹配
焊接材料与母材的匹配应符合设计文件的要求及国家现 行标准的规定。焊接材料在使用前,应按其产品说明书及焊接工 艺文件的规定进行烘焙和存放。
最小:
实际:
4
焊工证书
持证焊工必须在其焊工合格证书规定的认可范围内施焊, 严禁无证焊工施焊。
最小:
实际:
5
焊接工艺评定
施工单位应按现行国家标准《钢结构焊接规范》GB 50661 的规定进行焊接工艺评定,根据评定报告确定焊接工艺,编写焊接 工艺规程并进行全过程质量控制。
最小:
实际:
根部收缩△
一级
不允许
最小:
实际:
二级
≤0.2mm+0.02t且≤1mm,长度不限
最小:
实际:
三级
≤0.2mm+0.04t且≤2mm,长度不限
最小:
实际:
咬边△
一级
不允许
最小:
实际:
二级
≤0.05t且≤0.5mm,连续长度≤100mm,且焊缝两侧咬边总长≤10%焊缝全长
最小:
实际:
三级
≤0.1t且≤1mm,长度不限
不允许
最小:
实际:
三级
不允许
最小:
实际:
未焊满
一级
不允许
最小:
实际:
二级
不允许
最小:
实际:
三级
≤0.2mm+0.02t且≤1mm,每100mm长度焊缝内未焊满累积长度≤25mm
最小:
实际:
根部收缩△
一级不允许最小:实际:二级不允许
最小:
实际:
三级
≤0.2mm+0.02t且≤1mm,长度不限
钢结构质量检验记录2024
引言:钢结构是建筑领域中常用的结构材料,其质量对建筑物的安全和稳定性至关重要。
因此,进行钢结构质量检验是保证建筑质量的重要环节。
本文将详细介绍钢结构质量检验记录的内容和要点。
概述:钢结构质量检验记录是记录钢结构施工过程中各项质量检验工作和结果的文件。
通过记录质量检验过程和结果,可以确保钢结构的设计、制造和安装符合相关标准和规范,并且满足建筑使用的要求。
正文内容:一、钢材质量检验记录1.钢材进场检验验收证明及检验报告的合格证明文件记录钢材标识、规格、批号等基本信息的记录钢材外观质量检验结果的记录钢材化学成分和机械性能检验结果的记录2.钢材加工过程质量检验压力加工设备的合格证明文件和检验报告的记录加工工艺和参数的记录加工完成后钢材的几何尺寸、表面质量等检验结果的记录对加工不合格的钢材的处理记录3.钢材出场检验钢材出厂合格证明文件和检验报告的记录钢材尺寸、重量等基本信息的记录钢材外观质量、化学成分和机械性能等检验结果的记录钢材出场时的保护措施记录二、焊接工艺质量检验记录1.焊工合格证明文件和焊接工艺评定文件的记录2.焊接工艺参数和焊接设备的记录3.焊接前的准备工作检查记录4.焊接工作过程的检验记录5.焊缝外观质量和焊缝性能检验结果的记录三、钢结构安装质量检验记录1.安装前的准备工作检查记录2.钢件与基础之间的垫铁、铺垫材料等检验记录3.钢构件吊装、定位和校直的检验记录4.钢构件连接的质量检验记录5.安装完成后的检验记录,包括外观质量、尺寸、平整度等方面的检验结果四、防腐、防火和防雷设施质量检验记录1.防腐层涂装工艺和材料的检验记录2.防火涂层工艺和材料的检验记录3.防雷装置的检验记录,包括接地装置、避雷针等4.防腐、防火和防雷设施的施工过程检验记录5.完工后的防腐、防火和防雷设施的检验记录,包括外观质量和性能等方面的检验结果五、其他质量检验记录1.设备安装和调试的质量检验记录2.管道安装和试压的质量检验记录3.钢结构抗震设防的质量检验记录4.玻璃幕墙或外墙保温等外部附件的质量检验记录5.钢结构整体验收记录,包括各项检测结果、验收评定和意见等内容总结:钢结构质量检验记录是保证钢结构建筑质量的重要手段之一。