SWRCHA冷镦钢检验标准
冷镦钢
影响冷镦钢品质的主要因素及控制措施(一)冷镦钢,又称铆螺钢或冷顶锻钢,是利用金属的塑性,采用冷镦加工成型工艺生产互换性较高的标准件用钢。
冷镦钢产品广泛用于制造螺栓、螺母、螺钉等各类紧固件;另一重要用途是制造冷挤压零部件和各种冷镦成形的零配件,该用途是随着汽车工业发展起来的,逐步扩大到电器、照相机、纺织器材、机械制造等领域。
一、国内外冷镦钢生产概况1、国内冷镦钢我国冷镦钢的标准化工作起步较晚,尚未形成完整体系,冷镦钢用国家标准仅有3个:GB/T6478—2001《冷镦和冷挤压用钢》,GB/T4232—1993《冷顶锻用不锈钢丝》和GB/T5953—1999《冷镦钢丝》。
冷镦用钢的实物品质尚不能完全满足标准件行业要求,在一定程度上依赖进口。
据海关统计,我国每年进口的紧固件在12~13万t。
随着紧固件工业的迅猛发展,新钢种不断地开发和引进,对外的出口日益增多,随汽车、石油、机械等各行业的技术进步,对配套的紧固件提出许多新要求,不但是形式尺寸上的,而且是性能与可靠性上的,实际上是对紧固件材料提出更高的要求。
我国紧固件行业发生了较大的变化,具体表现在:(1)采用国外钢种牌号如10B22M,10B25LHC,MnB123H等,主要是出口订单上规定要使用的牌号。
(2)同一牌号的钢种衍生出多个交货状态的品种,如SWRCH35K,有免退火、正火、退火+磷化交货,满足不同用户的需求。
(3)大量采用合金、低合金钢种,以适合耐高温、耐高压、耐腐蚀的要求,如SNB5-7,SNB16(JIS4107—94),SNB21-24(JIS4108)。
(4)采用抗延时断裂用钢生产的钢结构用螺栓抗拉强度超过1200MPa。
2、国外冷镦钢国外采用HNDS2制造12.9级螺栓(代替SCM440),延时破断有明显改进,采用45CrNiMoTi 在1500MPa级别使用,其性能优于回火马氏体高强度螺栓,贝氏体钢很少见到有(晶界)碳化物析出,避免了穿晶破坏而发生的延时断裂。
SWRCH22A冷镦钢检验标准
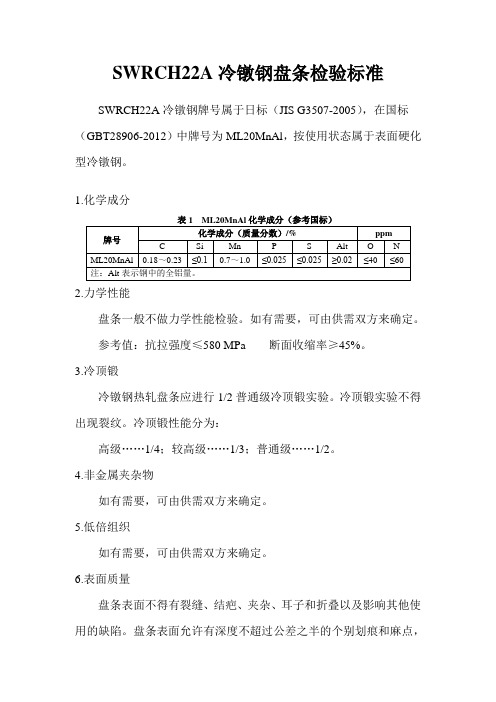
SWRCH22A冷镦钢盘条检验标准SWRCH22A冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML20MnAl,按使用状态属于表面硬化型冷镦钢。
1.化学成分
表1 ML20MnAl化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤580 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,
以及深度不超过0.1mm的个别发纹。
7.尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40。
Q-BQB-517-2009-冷镦钢盘条

12 SWRCH15K 0.13~0.18 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035
13 SWRCH17K 0.15~0.20 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035
14 SWRCH20K 0.18~0.23 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035
GB/T 20123-2006 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法
(常规方法)
GB/T 20125-2006 低合金钢 多元素含量的测定 电感耦合等离子体原子发射
光谱法
GB/T 20126-2006 非合金钢 低碳含量的测定 第 2 部分:感应炉(经预加热)
内燃烧后红外吸收法
YB/T 5293-2006
×100(0 kg
/
t)
6.3 组批规则 盘条应成批检验,每批由同一牌号、同一炉号、同一尺寸的盘条组成。
2
Q/BQB 517-2009
表2
序 号
牌号
C
1 SWRCH6A ≤0.08
2 SWRCH8A ≤0.10
3 SWRCH10A 0.08~0.13
化学成分 a(熔炼分析) % (质量分数)
Si ≤0.10 ≤0.10 ≤0.10
SCM435、SCr440 为 JIS G 4053 中的牌号,ML20MnTiB、ML20MnVB 、ML15Al、ML35 为
GB/T 6478 中的牌号。
a 钢中残余元素(作为杂质元素)Cr≤0.20%,Ni≤0.20%,Cu≤0.20%。
表3
序号
检验项目
试样数量
取样方法及部位
试验方法
1 化学成分(熔炼成分)
冷轧钢(卷)带检验规程及标准

冷轧钢(卷)带检验规程及标准一.适用范围本规程及标准适用于公司内部冷轧工序检验和成品冷硬、退火、二次冷轧钢带的检验二. 参照镀锌板供货技术协议、用户协议、JIS G3141、GB708三.工序检验规程:1酸洗钢带表面质量状况:酸洗卷应平直整齐,无折叠、裂边、刮边:表面无欠酸洗氧化铁皮、锈斑,无过酸洗现象,无表面划伤、凹坑、压印深度应小于相应国家原料标准要求的厚度偏差之半。
2轧制:每道次通过测厚仪在线检测钢带厚度,更换道次时检查钢带表面质量状况和裂边情况,人工观察钢带板形,复合浪≤6mm、肋浪≤5mm、边浪≤8mm,浪长≥100mm不允许有严重的碎边浪、荷叶边。
人工观察表面清洁度不允许有整卷的黑带。
无表面划伤、凹坑、压印深度应小于相应国家原料标准要求的厚度偏差之半。
3重卷时要保持毛毡清洁,不得二次污染钢卷表面。
切边毛刺量控制在≤0.02mm范围内,不得出现缺刀现象。
薄板切边时S弯≤2mm。
重卷退火的张力要控制在最小范围内、但齐边度要好,错层不得超过5处,错层溢出高度小于等于3mm。
退火前要检查设备是否正常,装炉过程中要轻起慢放、不得边部压折及损伤钢卷。
4平整钢带时应在线对其表面、板形、边部、几何尺寸等质量状况进行检验。
5成品尺寸测定部位:钢带两边大于等于15mm内侧的任意一点为厚度测定部位;钢带两侧长度方向上的任意部位均为宽度的测定部位。
6成品钢带的硬度用小负荷维氏硬度计测定,按GB试验方法执行。
四.检验标准:1冷轧成品厚度允许偏差(见表一)1.1流程状态:视实际需要(可带原料尾部冷轧钢卷)钢带外圈头部15米内厚度允许偏差最大不得超过表一规定值的50%,钢卷尾部(即内径芯部)升、减速10圈内的厚度偏差不列入检测范围1.2交货状态:重卷、精整分切钢卷钢卷头部15米、尾部15米内厚度允许偏差最大不得超过表一规定值的50%。
1.冷轧成品厚度允许偏差单位mm(见表一)厚度公差要求以用户要求为第一标准,用户无特殊要求时以此为标准DR及0.3以下厚度产品以客户要求为准,无特殊要求时执行表一要求中厚板执行附3 标准表一2.冷轧成品宽度允许偏差(见表二)宽度公差要求以用户要求为第一标准,用户无特殊要求时以此为标准单位mm 宽度允许表表二3.冷轧成品表面质量要求B级光亮处理表面3.1表面用磨削处理过的轧辊,对表面进行平滑轧制(指平均粗糙度定向值Ra:0.6um以下)3.2表面无锈斑、残留氧化铁皮、针状黑条等污染物,头尾各15米内允许有少量、轻微的针状黑条。
冷镦杆临时检验标准

冷镦杆临时检验标准整理:2012.03.011、直径¢8.6*18.1的冷镦杆(涉及编码:3200201863、3200201864、3200201866/3200202030-3)*检验要求:1、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸11.9±0.2可放宽至11.9±0.4;4、攻牙前后检测螺纹底孔及螺纹的垂直度;2、直径¢10*23.1的冷镦杆(涉及编码:3200201913-5)*检验要求:1、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸13.6±0.2可以放宽至13.6±0.4;4、浅孔深度6.5+0.1/0可以放宽至6.3~6.83、直径¢10.5*23.5的冷镦杆(涉及编码:3200201905-8\3200202009-11)*检验要求:2、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸14.5±0.2可以放宽至14.5±0.4;4、浅孔深度6.0+0.3/0可以放宽至5.8~6.4;4、直径¢12*21.3的冷镦杆(涉及编码:3200202034-7)*检验要求:1、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸15.5±0.2可放宽至15.5±0.4;4、攻牙前后检测螺纹底孔及螺纹的垂直度;5、直径¢13*26.5的冷镦杆(涉及编码:3200202052、3200202056、3200202057)*检验要求:3、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸18±0.2可以放宽至18±0.4;4、浅孔深度5.5+0.3/0可以放宽至5.3~5.9;6、直径¢13*29.8的冷镦杆(涉及编码:3200201903、3200201904、3200202008)*检验要求:4、加工后(片两端面后)保证总长、内外直径尺寸符合公差要求;2、孔口处不能有残留的加工毛刺,孔内外壁不能有拉伤;3、深孔尺寸20.8±0.2可以放宽至20.8±0.4;4、浅孔深度6.0+0.3/0可以放宽至5.8~6.4;。
swrcha冷镦钢检验标准

SWRCH22A冷镦钢盘条检验标准SWRCH22A冷镦钢牌号属于日标(JIS G3507-2005),在国标(GBT28906-2012)中牌号为ML20MnAl,按使用状态属于表面硬化型冷镦钢。
1.化学成分
表1 ML20MnAl化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤580 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使
用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,以及深度不超过0.1mm的个别发纹。
7.尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B级),直径允许偏差为±0.25mm,不圆度要求≤0.40。
各国冷镦钢标准对照
各国冷镦钢标准对照全文共四篇示例,供读者参考第一篇示例:各国冷镦钢标准对照冷镦钢是一种常用的金属材料,广泛用于机械制造领域。
在不同国家和地区,冷镦钢的标准也各有不同。
下面我们就来对比一下各国冷镦钢的标准。
1. 中国标准:中国国家标准GB/T 699-1999《普通碳素结构钢》是对于冷镦钢的主要标准,其中包括不同牌号的冷镦钢的化学成分、力学性能等要求。
GB/T 699-1999中规定的冷镦钢牌号有Q195、Q215、Q235等。
3. 欧洲标准:欧洲标准化委员会(CEN)制定了EN 10263-2标准,该标准适用于冷镦钢以及其他冷加工用的钢材。
EN 10263-2中规定了不同冷镦钢的化学成分、力学性能等要求。
4. 日本标准:日本标准JIS G 3507制定了冷镦钢的标准,主要包括SWRCH6A、SWRCH12A等不同牌号的冷镦钢。
JIS G 3507中规定了冷镦钢的化学成分、力学性能等要求。
通过以上对比可以看出,不同国家和地区对于冷镦钢的标准有所不同,但总体上都注重了冷镦钢的化学成分和力学性能等关键指标。
在实际使用中,需要根据不同国家和地区的标准要求选择合适的冷镦钢材料,以确保产品的质量和性能。
希望本文对大家了解各国冷镦钢标准有所帮助。
第二篇示例:一、中国标准1. GB/T 3077-1999《合金结构钢技术条件》2. GB/T 699-1999《普通碳素结构钢技术条件》3. GB/T 8162-2008《结构用无缝钢管》4. GB/T 1220-2007《不锈钢棒》二、美国标准1. ASTM A108-13《冷加工无缝钢棒标准规范》2. ASTM A29 / A29M-20《普通要求的钢材和合金钢产品的标准规范》3. ASTM A304-16《不锈钢和热加工合金棒材标准规范》4. ASTM A510/A510M-18《通用要求的冷加工高碳合金钢线标准规范》三、德国标准1. DIN EN ISO 683-17 2014《热轧和锻造钢材中高碳非合金钢、低碳合金钢和合金钢的质量要求》2. DIN EN 10083-3:2006《热轧技术要求的结构用钢》3. DIN 17100-1980《结构钢半成品技术条件》4. DIN 17200-1991《高碳钢棒棒瓦技术条件》四、日本标准1. JIS G 3507-1:2005《钢线棒相对于强度的冷镦股螺纹钢》2. JIS G 4051-2009《碳钢芯条》3. JIS G 4311-1991《不锈钢钢棒》4. JIS G 4319-1991《不锈钢钢线》以上是对一些主要国家的冷镦钢标准进行的对照,每个国家都有自己的冷镦钢标准,其中可能存在一些差异,但总体上都遵循国际标准,以确保产品的质量和安全性。
swrcha冷镦钢盘条质量研究 (3)
第38卷第3期2016年6月甘肃冶金GANSU METALLURGYVol.38No.3Jun.,2016文章编号:1672-4461(2016)03-0033-03SWRCH22A冷镦钢盘条质量研究王忠伟,温国栋,刘和家(天津荣程联合钢铁集团有限公司,天津300352)摘要:本文通过对Φ6.5mm冷镦钢SWRCH22A原料盘条及成品自攻钉进行一系列对比分析,确定夹杂物和魏氏组织是影响盘条拉拔性能的主要因素,盘条表面质量缺陷造成冷镦开裂,而连铸坯中心疏松和缩孔将导致自攻钉扭矩不足及钉尖开裂。
提出了SWRCH22A生产过程中质量提升的关键措施。
关键词:酸溶铝;夹杂物;魏氏组织;偏析;缩孔中图分类号:TG316文献标识码:AThe Quality ofResearch in SWRCH22A Cold Heading Steel WireRodWANG Zhong-wei,WEN Guo-dong,LIU He-jia(TianjinRockcheck Steel Group Co.Ltd.,Tianjin300352,China)Abstract:This article through toΦ6.5mm cold heading steel SWRCH22A rod raw material and finished product self tap-ping screw for a series of contrast analysis,determine the inclusion and widmanstatten structure is the main factors influen-cing the performance of wire rod drawing,wire rod surface quality defects caused by cold heading cracking,and casting bil-let center loose and shrinkage cavity will result in insufficient self-drilling screw torque and spikes craze.Put forward the key to improve the quality in the producing process of SWRCH22A measures.Key Words:acid soluble;inclusions;widmanstatten structure;segregation;shrinkage cavity1引言SWRCH22A是按照日本工业标准JIS G3507-2005生产的热轧无扭控冷盘条。
BTGC003-2011 冷镦用优质碳素结构钢和合金钢 热轧盘条供货技术条件_B[1]
![BTGC003-2011 冷镦用优质碳素结构钢和合金钢 热轧盘条供货技术条件_B[1]](https://img.taocdn.com/s3/m/12234e8bdaef5ef7ba0d3ced.png)
ML18MnAl
11
(新标准)
0.15~ 0.60~ ≤ 0.20 0.90 0.10
SWRCH 18A
12
SWRCH 19A
0.15~ 0.70~ 0.20 1.00
≤ 0.10
13
ML20Al
0.18~ 0.30~ ≤
SWRCH 20A
0.23 0.60
0.10
≤ 0.030
≤ 0.030
≤ 0.030
供货技术条件审批单
BTGC003 -2011
冷镦用优质碳素结构钢和合金结构钢热轧盘条 供货技术条件(B)
拟稿
审定
会审
陈振芳 张淑平
林俊 2011.6.27
批准
实施日期
胡俊辉 2011.6.27
供货技术条件
编号
宝山钢铁股份 冷镦用优质碳素结构钢和合金结构
有限公司 钢热轧盘条供货技术条件(B) BTGC003-2011
-
SCM445
41
1541
0.37~ 1.35~ 0.10~ 0.42 1.65 0.30
≤ 0.030
≤ 0.030
42
4140 AISI4140
0.38~ 0.75~ 0.10~ 0.43 1.00 0.30
≤ 0.030
≤ 0.80~ 0.15~ 0.030 1.10 0.25
注:1)Alt 表示钢中的全铝量; 2)“ML”是“铆螺”汉语拼音的第一个字母,表示冷镦钢热轧盘条。
盘条以热轧状态交货。经供需双方协商,并在合同中注明,盘条也可以退火或其他热处 理状态交货。 4.4 冷顶锻
盘条应进行冷顶锻试验。冷顶锻试验不得出现裂纹。根据试样冷顶锻后与冷顶锻前的高 度之比,钢材的冷顶锻性能分为:
冷镦机 质量要求技术条件

冷镦机质量要求通用技术条件1.主题内容与适用范围本标准规定了本公司生产的自动冷镦机制造和质量验收要求。
2.技术要求2.1. 冷镦机的型式与基本参数一般应符合相应的标准,或根据按规定程序批准的图样或技术文件制造。
2.2 冷镦机的出厂应保证成套性,备有必需的工具、附件和易损件,并保证其使用性能和互换性,当随机附件不能满足某些客户要求时,应在订货时说明特殊附件的供应由供需双方商定。
2.3 冷镦机的外购配套件的质量,应符合有关标准。
出厂时应配套进行运转试验,以验证其质量可靠性。
2.4耐磨措施冷镦机的机身、滑块、曲轴等主要运动副应采取耐磨措施,高速负载齿轮、凸轮副等主要零件,也应采取耐磨措施,以提高寿命。
2.5安全与防护2.5.1 冷镦机的安全与防护必须符合安全生产的要求。
2.5.2 电动机或飞轮单方向旋转时,应在其适当的部位标出旋转方向。
2.5.3 冷镦机应具有可靠的超载保护装置。
当超载时,应能保护主要零件不致遭到损坏。
3.润滑2.6.1冷镦机润滑系统的设计应合理、可靠,保证各运转部位正常润滑。
2.6.2 润滑系统应有油箱油位的显示装置。
3.冷镦机应有必要的铭牌、指示、润滑、操纵和安全等各种标牌或标志,标牌的型式与尺寸、材料、技术要求等应符合产品图样的规定。
4.铸、锻、焊件质量4.1 冷镦机上所有铸铁件、有色金属铸件、锻件和焊接件,均应符合有关标准;如无标准,则应符合图样及工艺文件的技术要求;对不影响使用和外观的铸件缺陷,在保证质量的条件下,允许按有关标准的规定进行修补。
4.2重要铸件的工作表面,如滑动轴承、机身或滑块的导轨滑动面、齿轮工作面等,不应有气孔、缩孔、砂眼、夹渣和偏析等缺陷。
4.3机身、滑块、曲轴和凹模座应具有材料性能的证明。
4.4机身、滑块、凹模座、冲头夹持器、连杆、大齿轮和飞轮等重要铸件、锻件或焊接件,应进行消除内应力处理。
4.5铸铁件、铸钢件、有色金属铸件上的型砂和粘结物、焊接件的焊渣应清理干净。
swrch12a标准

swrch12a标准SWRCH12A 是一种冷拔不锈钢钢丝材料,具有优良的力学性能和耐腐蚀性能。
它常用于制作细小零件、弹簧以及其他各种应用场合。
本文将介绍SWRCH12A标准的技术要求、化学成分、物理性能等方面的信息。
一、技术要求SWRCH12A标准对冷拔不锈钢钢丝的制造工艺、尺寸精度、表面质量、冷加工硬化等方面提出了严格的要求。
制造商在生产过程中必须遵守这些要求,以确保产品质量和性能的稳定性。
二、化学成分SWRCH12A标准规定了该钢丝材料的化学成分范围。
根据要求,其主要成分为碳(C)、锰(Mn)、硅(Si),以及少量的硫(S)、磷(P),其中碳的含量约为0.09%~0.16%。
三、物理性能1. 强度特性:SWRCH12A钢丝的屈服强度、抗拉强度和伸长率等力学性能需满足标准要求。
一般来说,屈服强度不低于335MPa,抗拉强度不低于490MPa,伸长率不低于35%。
2. 硬度特性:该钢丝的硬度通常通过冷加工硬化来实现,硬度值必须在标准要求的范围内。
3. 耐腐蚀性:SWRCH12A钢丝具有良好的耐腐蚀性能,能够适应一些恶劣的环境条件。
四、应用领域SWRCH12A标准规定的钢丝材料适用于各种机械零部件制造,如螺栓、螺母、轴承、弹簧等。
由于其优良的力学性能和耐腐蚀性能,广泛应用于汽车制造、家电制造、建筑工程等行业领域。
五、质量控制SWRCH12A标准要求制造商在生产过程中进行严格的质量控制,确保产品的质量和性能符合要求。
生产环节包括原材料检测、生产工艺控制、机械性能检测、化学成分检测等。
六、标准的更新与应用为了适应技术的发展和市场需求的变化,SWRCH12A标准会不定期地进行更新和修订。
制造商和用户应及时关注标准的最新版本,并在实际应用中按照最新标准执行。
七、总结SWRCH12A标准对冷拔不锈钢钢丝材料的制造、化学成分、物理性能等提出了详细的要求。
在使用该标准的材料时,制造商和用户应严格遵守这些要求,以确保产品质量和性能的稳定性。
冷镦原材料检验方法

冷镦原材料检验方法冷镦材料与热处理方法一、冷镦工艺对金属材料的要求1、冷镦用金属材料的机械性能要求根据冷镦工艺特点,对钢材机械性能提出如下要求:1)屈服强度Re以及变形抗力尽可能低,这样可使单位变形力相应减小,以延长模具寿命;2)材料的冷变形性能要好,既材料应有较好的塑性,较低的硬度,在大的变形程度下不致引起开裂。
如冷镦高强度螺栓时,即可使用含碳量较高的碳素钢,又可使用含碳量较低的低合金钢。
如果增加含碳量,就会使硬度提高,塑性降低,使冷变形性能变坏。
但是在含碳量较低的钢中加入少量合金元素(如添加少量硼10B21、10B33钢),即可显著提高钢材强度,从而满足产品的使用性能要求,同时又不损害其冷变形性能;3)材料的加工硬化敏感性能越低越好,这样不致使变形过程中的变形力太大。
材料的加工硬化敏感性可用变形抗力--应变曲线的斜率来反映。
斜率越大,则加工硬化敏感性越高。
如不锈钢0Cr18Ni9(SUS304)的曲线斜率最大。
这种材料的加工硬化敏感性就比较剧烈,随着变形程度的增加,变形抗力急剧上升。
钢材的机械性能不但表现原始坯料的Rm、Re、A、Z 及硬度等指标,不但受原材料的化学成分、宏观组织、微观组织等方面的影响,还受到材料准备过程中的拉拔及各道工序之间的热处理影响。
2、化学成分的要求⑴碳(C)碳是影响钢材冷塑性变形的最主要元素。
含碳量越高,钢的强度越高,而塑性越低。
含碳量每提高0.1%,其屈服强度Re提高27.4MPa,抗拉强度Rm提高(58.8-78.4MPa),而伸长率A则降低4.3%,断面收缩率Z降低7.3%。
当钢的含碳量<0.5%、含锰量<1.2%、断面收缩率Z=80%时,单位冷变形力P与钢材含C、Mn量之间的近似关系如下:P=1950C+500Mn+1860(MPa) (1)可见,钢中含碳量对于钢材的冷塑性变形性能的影响是很大的。
在实际工艺过程中,冷镦挤压用钢的含碳量大于0.25%时,要求钢退火成具有最好的塑性组织——球状珠光体组织。
冷镦钢材牌号
上海宝昌钢铁有限公司为宝钢股份及宝钢特殊钢分公司(原上钢五厂)一级代理,代理其:低碳钢、高碳钢、冷墩钢、合结钢、预应力钢丝及钢绞线、焊丝线、弹簧钢,轴承钢等盘圆、棒材,牌号有:SWRM6~M20、SWRH42A~90A、S20C~S53C、SCM415~435、ML15~ML35、SWRCH6A~SWRCH35A、SWRCH10K~SWRCH50K、B-CH1T、10B21-10B35、10#~70#、10~50Cr、ML40Cr、ML15~20MnvB、20CrMnTi、50BV30、ML20MnTiB、12-15CrMoA、35CrMoV、20~42CrMoA、65Mn、60Si2CrV A、GCr15等制造高强度(8.8级以上)紧固件用的高速线材,在冷镦前必须要进行“二拉一退”工艺处理,即先进行酸洗、拉拔、球化退火(或软化退火)和拉拔几道工艺,这种处理国内目前是在紧固件厂进行的。
紧固件厂的退火工序不断增加成本,而且还污染环境。
所以就我国的整个高强度紧固件生产而言,不论是球化退火后冷镦成形,还是热锻成形和车削法都是高成本加工工艺。
而采用球化线材,则是生产高强度紧固件的低成本经济之路。
国外,日本神户钢厂在这方面具有领先技术,神户钢厂提供的球化线材不需要紧固件生产厂球化退火,因而不存在退火脱碳问题。
马鞍山钢铁股份有限公司高速线材厂瞄准国际最新技术,对轧机进行全面改造,在高速线材生产线改造后,生产免退火高强线材技术上取得了很大突破。
马钢拥有低温轧制、CCT工艺控制,全线CRCT自动控制和在线检测等世界先进技术,在冷镦钢线材强劲需求的拉动下,马钢免退火线材开发很快进入成熟发展期。
马钢高线厂在日标JIS G3507-91《冷顶锻用碳素钢盘条》的基础上研制开发了SWRCH35K-M免退火线材,化学成分见表1。
牌号C Si Mn S P 其他标准号SWRCH35K-M 0.32~0.38 0.10~0.30 0.35~0.70 ≤0.03 ≤0.03 B微量Q/MCB454-2001SWRCH35K 0.32~0.38 0.10~0.35 0.60~0.90 ≤0.035 ≤0.03JIS G3507-1991通过热机轧制和轧后控制冷却,中碳钢SWRCH35K-M可以获得粒状珠光体加细珠光体加铁素体组织,具有这种组织结构的线材可省略拉拔前的软化退火,生产工艺简单,操作稳定,适宜批量生产。
Q-BQB 517-2009 冷镦钢盘条

4 尺寸、外形、重量及允许偏差 4.1 盘重一般应为 1700kg~2400kg。允许每交货批有 10%的盘数(不足两盘的允许有 两盘)的盘重小于 1700kg,但不小于 1000kg。 4.2 10B21 牌号的盘条,直径允许偏差和不圆度应符合表 1 的规定。
宝山钢铁股份有限公司
2009-05-18 发布 1
GB/T 20123-2006 钢铁 总碳硫含量的测定 高频感应炉燃烧后红外吸收法
(常规方法)
GB/T 20125-2006 低合金钢 多元素含量的测定 电感耦合等离子体原子发射
光谱法
GB/T 20126-2006 非合金钢 低碳含量的测定 第 2 部分:感应炉(经预加热)
内燃烧后红外吸收法
YB/T 5293-2006
6 检验与试验 6.1 每批盘条的检验项目、试样数量、取样方法及部位、试验方法应按表 3 的规定执行。 6.2 氧化铁皮检验方法 取一盘至数盘盘条试样称其重量,去除表面氧化铁皮再称其重量,前后重量差为试样的氧化
铁皮重量。每吨盘条的氧化铁皮重量的计算公式为:
试样的氧化铁皮重量(kg) 试样重量(kg)
15 SWRCH22K 0.18~0.23 0.10~0.35 0.70~1.00 ≤0.030 ≤0.035
16 SWRCH25K 0.22~0.28 0.10~0.35 0.30~0.60 ≤0.030 ≤0.035 -
-
17 SWRCH30K 0.27~0.33 0.10~0.35 0.60~0.90 ≤0.030 ≤0.035
1.20 Mo:0.15~
0.30
24 SCr440 0.38~0.43 0.15~0.35 0.60~0.90 ≤0.030 ≤0.030 -
BQB 517-2003冷镦钢盘条

3 尺寸、外形、重量及允许偏差 盘条尺寸、外形、重量及允许偏差应符合 Q/BQB 501 的规定。
4 技术要求 4.1 牌号及化学成分
宝山钢铁股份有限公司 2003-06-04 发布
2003-12-15 实施
5-25
生活话题 & 阅读体验 & E书共享 & 影音交流 QQ群As a reader(74398380)生活 读书 新知
Q/BQB 517-2003
4.1.1 钢的牌号及化学成分(熔炼成分)应符合表 1 的规定。
4.1.2 盘条的成品化学成分允许偏差应符合 GB/T 222 的规定。
4.1.3 根据需方要求,经供需双方协议,亦可供应其他牌号或化学成分的盘条。
表1
脱氧
化学成分 %
牌号
方式
C
Si
Mn
P
S
其他
SWRCH6A A
ML15Al ML35
A 0.12~0.19 ≤0.07 0.30~0.60 ≤0.030 ≤0.030 G 0.32~0.38 0.05~0.20 0.30~0.60 ≤0.030 ≤0.030
Alt≥0.02 -
注:
1 ML20MnTiB、ML15Al、ML35 为 GB/T 6478 中的牌号;SCM435 为 JIS G4105 中的牌号;SWRCH6A~SWRCH22A、
7
非金属夹杂
2
不同根盘条
GB/T 10561
8
尺寸
逐盘
Q/BQB 501
千分尺、游标卡尺
9
表面
逐盘
—
目测
5.2 氧化铁皮检验方法 取一盘至数盘盘条试样称其重量,去除表面氧化铁皮再称其重量,前后重量差为试样的氧
SWRCH18A冷镦钢镦制螺钉开裂原因分析
t h a t t h e ma i n f a i l u r e c a u s e i s t h a t d i s s i mi l a r me n t a l i n c l u s i o n e x i s t e d n e a t t h e S U r f a c e o f t h e i n t e r n a l wi r e r o d .T h e d i s s i mi l a r me n t a l i n c l u s i o n w a s ma i n l y c a u s e d b y i mp r o p e r me l t i n g o p e r a t i o n a n d e x t r a s i l i c o n - ma n g a n e s e ll a o y s ,w h i c h c o u l d n o t b e i n c o mp l e t e l y mo l t e n o r u n e v e n l y s p r e a d .T h e d i s s i mi l a r me n t l a i n c l u s i o n i s n o t a l l o w 1) a l e l f a w,w h i c h d e s t r o y s t h e i n t e g r i t y o f s t e e l mi e r o s t r u c t u r e a n d r u p t u r e s i n t h e p r o c e s s o f s H D s c  ̄n e n t r o l l i n g ,d r a w i n g a n d c o l d h e a d i n g 。 Ke y wo r d s :c o l d h e a d i n g s t el ;s c r e w; c r a c k; mi c ms t mc t u r e ;d i s s i mi l a r me n t a l i n c l u s i o n
常用冷镦模具检验标准

厦门新鹭紧固件有限公司企业标准Q/SL 002-2014 常用冷镦模具检验标准2014年9月10日发布2014年10月1日实施厦门新鹭紧固件有限公司发布一、目的:通过规范打头模具尺寸,使打头模具之尺寸标准化. 二、范围:我司现有冷镦机所有模具均适用之.三、引用标准: 四、内容: 4.1模具简介:对于一模两冲机来说,其模具主要包括:主模、一冲(固定一冲和全钨一冲)、二冲(下冲套和冲头)、一冲套、顶针、剪刀、线模等;两模四冲冷墩机的模具大致包括:一模、二模、一冲、三冲、四冲、剪刀、线模及顶针。
其实一套完整的模具还有一些附属配件,如弹簧、弹簧座、垫片等,下面分别对之认识。
4.1.1:主模主模是产生毛坯的主要腔体,如图所示:一般由冷作模具钢(如日标SKD11\SKD61)和钨钢(硬质合金)组成。
线材被剪断后送入主模腔体,冲头冲击留在主模外 面的材料,使之变形成为毛坯。
按照主模的结构不同分为普通模、套片模。
普通模是指模 具是一个整体,用机械(如扳手)的方法不能再拆开的模具, 用于成型比较简单的产品,套片模是指组合起来的模具,可 以拆开,主要用于成型螺丝头部结构比较复杂的产品,每种模 具的型号都与其对应的设备的模座相一致,我司目前存在的模具的规格和所对应的机器的规格如下表。
模体/钨钢/剪刀螺纹孔普通主模标准规格标注法:ΦD2×ΦD1×L1×ΦD×L F头:ΦD3×N°套片主模注:模体的总长(L)=套片厚度+模芯总长标准规格标注法:模壳、模芯、套片-套片标准规格标注法:ΦD(MAX)×N°×ΦD1×H模芯标准规格标准注法: ΦD3XΦD2XL F头: ΦD4XN°4.1.2上冲:上冲主要用来完成毛坯头部的初步成型,为头部最终成型做准备。
按照结构分为整体式与活动式,也是由 冷作模具钢与钨钢组成. 整体式标准规格标注法:ΦD3×ΦD ×L 头型全钨上冲标准规格标注法:ΦD3×ΦD1/ΦD ×L ×L1上冲套标准规格标注法: L ×ΦD1×ΦD2×ΦD34.1.3下冲套:下冲套是用来固定冲头或冲针、冲棒等用的,与相应的冲头、冲针等配合在一起共同完成毛坯的头部形状(如盘头、F 头、六角头等),下冲套一般也是由冷作模具钢材料制作。
sswrch35k钢丝执行标准

sswrch35k钢丝执行标准SSWRCH35K钢丝是一种常用的弹簧钢材料,其执行标准为GB/T 1222-2007《冷拉钢丝》。
该标准规定了SSWRCH35K钢丝的化学成分、力学性能、尺寸、外形、重量及允许偏差、试验方法、检验规则、包装、标志及质量证明书等内容。
根据GB/T 1222-2007标准,SSWRCH35K钢丝的化学成分应符合表1的规定。
其中,C的含量应在0.42%~0.50%之间,Si的含量应在0.17%~0.37%之间,Mn的含量应在0.50%~0.80%之间,P的含量应不大于0.030%,S的含量应不大于0.030%。
在力学性能方面,SSWRCH35K钢丝的抗拉强度应不小于1270MPa,屈服强度应不小于1180MPa,伸长率应不小于9%,断面收缩率应不小于40%。
此外,钢丝的直径公差应符合表2的规定。
在尺寸和外形方面,SSWRCH35K钢丝的长度一般为6m或根据需方要求提供。
钢丝的直径范围为3.5mm~12.0mm,其直径公差应符合表2的规定。
钢丝的弯曲度不得大于总长度的0.3%。
在重量和允许偏差方面,SSWRCH35K钢丝的重量一般为6kg/盘或根据需方要求提供。
钢丝的允许偏差应符合表3的规定。
在试验方法方面,GB/T 1222-2007标准规定了对SSWRCH35K钢丝进行化学成分分析、拉伸试验、冲击试验等的方法和步骤。
在检验规则方面,GB/T 1222-2007标准规定了对SSWRCH35K钢丝进行出厂检验和型式检验的要求和方法。
出厂检验项目包括外观检查、直径测量、重量测量等;型式检验项目包括化学成分分析、力学性能试验等。
在包装、标志及质量证明书方面,GB/T 1222-2007标准规定了SSWRCH35K钢丝的包装方式、标志内容以及质量证明书的要求。
冷镦用不锈钢标准

冷镦用不锈钢标准冷镦用不锈钢标准主要涉及不锈钢的牌号、规格、技术要求、试验方法等方面。
在我国,工信部于2024年2月1日实施了18项新制定或修订的黑色冶金行业标准,其中包括《汽车紧固件用冷镦钢盘条》等不锈钢相关标准。
《汽车紧固件用冷镦钢盘条》标准(编号:YB/T 6106-2023)规定了汽车紧固件用冷镦钢盘条的术语和定义、订货内容、分类及代号、尺寸、外形、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志和质量证明书等内容。
该标准适用于公称直径为5mm~42mm的汽车紧固件用冷镦钢盘条。
另外,在工信部发布的7项不锈钢标准中,还包括了《不锈钢彩色涂层钢板及钢带》、《装饰用不锈钢冷轧钢板及钢带》、《大直径奥氏体不锈钢无缝钢管》、《城镇燃气输送用不锈钢焊接钢管》、《铬-锰-镍-氮系奥氏体不锈钢冷轧钢板和钢带》、《铬-锰-镍-氮系奥氏体不锈钢热轧钢板和钢带》、《流体输送用不锈钢波纹管及管件》等标准。
这些标准的实施对于规范不锈钢产品的设计、生产、检验和应用具有重要意义,有助于提高产品质量,确保工程安全和环境保护。
总体来说,冷镦用不锈钢标准主要关注以下几个方面:1. 牌号和规格:规定了不锈钢的牌号、规格及其表示方法,以便于生产和采购过程中对不锈钢的选材进行正确识别。
2. 技术要求:明确了不锈钢的化学成分、机械性能、耐腐蚀性能等技术指标,以确保产品具有所需的使用性能。
3. 试验方法:规定了不锈钢的试验方法,包括化学分析、机械性能试验、耐腐蚀试验等,以确保产品质量的稳定性和可靠性。
4. 检验规则:明确了不锈钢产品的检验程序、检验项目和检验标准,以确保产品的合格率。
5. 包装、标志和质量证明书:规定了不锈钢产品的包装、标志和质量证明书的要求,便于产品流通和应用过程中的识别和管理。
6. 应用领域:针对不同不锈钢产品的应用领域,如汽车紧固件、建筑装饰、流体输送等,制定了相应的标准和规范,以确保产品在特定领域的安全可靠应用。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
S W R C H A冷镦钢检验标
准
This manuscript was revised by the office on December 10, 2020.
SWRCH22A冷镦钢盘条检验标准SWRCH22A冷镦钢牌号属于日标(JIS G3507-2005),在国标
(GBT28906-2012)中牌号为ML20MnAl,按使用状态属于表面硬化型冷镦钢。
1.化学成分
表1 ML20MnAl化学成分(参考国标)
2.力学性能
盘条一般不做力学性能检验。
如有需要,可由供需双方来确定。
参考值:抗拉强度≤580 MPa 断面收缩率≥45%。
3.冷顶锻
冷镦钢热轧盘条应进行1/2普通级冷顶锻实验。
冷顶锻实验不得出现裂纹。
冷顶锻性能分为:
高级……1/4;较高级……1/3;普通级……1/2。
4.非金属夹杂物
如有需要,可由供需双方来确定。
5.低倍组织
如有需要,可由供需双方来确定。
6.表面质量
盘条表面不得有裂缝、结疤、夹杂、耳子和折叠以及影响其他使用的缺陷。
盘条表面允许有深度不超过公差之半的个别划痕和麻点,以及深度不超过的个别发纹。
7. 尺寸、外形及允许偏差
尺寸、外形及允许偏差应符合GB/T 14981—2009标准相应规定(B 级),直径允许偏差为±,不圆度要求≤。