尼龙(Nylon,Polyamide,简称PA)
尼龙(PA)

尼龙(Nylon),中文名聚酰胺,英文名称Poly amide(简称PA),是分子主链上含有重复酰胺基团—NHCO—的热塑性树脂总称。
其命名由合成单体具体的碳原子数而定。
是美国最大的化学工业公司──杜邦公司著名化学家卡罗瑟斯和他的科研小组发明的规格尺寸:1-200mm*500/1000mm*1000/2000mm尼龙系列是最重要的工程塑料。
该产品应用广泛,几乎覆盖每一个领域,是五大工程塑料中应用最广的品种。
尼龙板按生产工艺不同分为挤出和浇铸两种。
挤出尼龙板1:尼龙6(白色):该材料具有最优越的综合性能,包括机械强度、刚度、韧度、机械减震性和耐磨性。
这些特性,再加上良好的电绝缘能力和耐化学性,使尼龙6 成为一种“通用级”材料,用于机械结构零件和可维护零件的制造。
2:尼龙66 (奶油色):与尼龙6 相比较,其机械强度、刚度、耐热和耐磨性,抗蠕变性能更好,但冲击强度和机械减震性能下降,非常适合于自动车床机械加工。
3:尼龙4.6 (红棕色):与普通尼龙相比,尼龙4.6的特点是刚性保存力强,耐蠕变性好,在较宽的温度范围内,更耐热老化,因此,尼龙4.6用于尼龙6、尼龙66、POM 和PET在刚度、抗蠕变、耐热老化、疲劳强度和耐磨性能方面所达不到要求的“较高的温度领域”(80 -150 ℃)4:尼龙66+GF30 (黑色):与纯尼龙66相比,这种尼龙填加30% 玻璃纤维增强,其耐热性、强度、刚度。
耐蠕变性和尺寸稳定性、耐磨等性能方面均有提高,它的最大允许使用温度较高。
5:尼龙66+MOS2 (灰黑色):这种尼龙填加了二硫化钼,与尼龙66相比,其刚性,硬度和尺寸稳定性有所提高,但抗冲击强度有所下降,二硫化钼的晶粒形成效果提高了结晶结构,使材料承载和耐磨性能均有提高。
浇铸尼龙板又称MC 尼龙:英文名称Monomer casting ny lon ,中文称单体浇铸尼龙。
“以塑代钢、性能卓越”,用途极其广泛。
它具有重量轻、强度高、自润滑、耐磨、防腐,绝缘等多种独特性能。
聚酰胺简介
相关介绍: (1).聚酰胺主链上含有许多重复的酰胺基,用 作塑料时称尼龙,用作合成纤维时我们称为锦 纶,聚酰胺可由二元胺和二元酸制取,也可以 用ω-氨基酸或环内酰胺来合成。根据二元胺和 二元酸或氨基酸中含有碳原子数的不同,可制 得多种不同的聚酰胺,目前聚酰胺品种多达几 十种,其中以聚酰胺-6、聚酰胺-66和聚酰胺610的应用最广泛。
(3).尼龙中的主要品种是尼龙6和尼龙66, 占绝对主导地位,其次是尼龙11,尼龙12, 尼龙610,尼龙 612,另外还有尼龙 1010, 尼龙46,尼龙7,尼龙9,尼龙13,新品种 有尼龙6I,尼龙9T和特殊尼龙 MXD6(阻 隔性树脂)等.
聚酰胺图片
二.聚酰胺的用途及改性
聚酰胺的用途
聚酰胺简介
20713341班制作
一.聚酰胺定义及介绍
定义:聚酰胺俗称尼龙(Nylon),英文名称Polyamide (简称PA),是分子主链上含有重复酰胺基团— [NHCO]—的热塑性树脂总称。包括脂肪族PA,脂肪— 芳香族PA和芳香族PA。其中,脂肪族PA品种多,产 量大,应用广泛,其命名由合成单体具体的碳原子数 而定。
四.聚酰胺的性能
1. PA具有良好的综合性能,包括力学性 能、耐热性、耐磨损性、耐化学药品性 和自润滑性,且摩擦系数低,有一定的 阻燃性,易于加工,适于用玻璃纤维和 其它填料填充增强改性,提高性能和扩 大应用范围。
2.尼龙为韧性角状半透明或乳白色结晶性 树脂,作为工程塑料的尼龙分子量一般 为1.5-3万尼龙具有很高的机械强度,软 化点高,吸震性和消音性,耐油,耐弱 酸,耐碱和一般溶剂,电绝缘性好,有 自熄性,无毒,无臭,耐候性好,染色 性差。
(2).聚酰胺-6、聚酰胺-66和聚酰胺-610的 链节结构分别为[NH(CH2)5CO]、 [NH(CH2)6NHCO(CH2)4CO]和 [NH(CH2)6NHCO(CH2)8CO]。聚酰胺-6 和聚酰胺-66主要用于纺制合成纤维,称 为锦纶-6和锦纶-66。尼龙-610则是一种 力学性能优良的热塑性工程塑料。
通用尼龙物性表
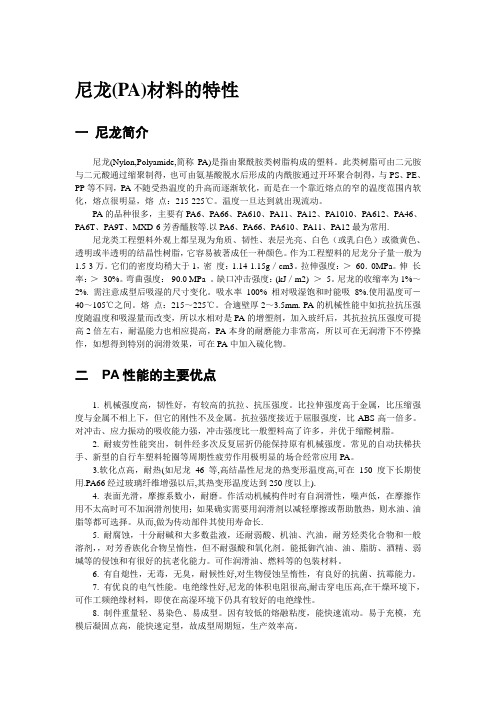
尼龙(PA)材料的特性一尼龙简介尼龙(Nylon,Polyamide,简称PA)是指由聚酰胺类树脂构成的塑料。
此类树脂可由二元胺与二元酸通过缩聚制得,也可由氨基酸脱水后形成的内酰胺通过开环聚合制得,与PS、PE、PP等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,熔点:215-225℃。
温度一旦达到就出现流动。
PA的品种很多,主要有PA6、PA66、PA610、PA11、PA12、PA1010、PA612、PA46、PA6T、PA9T、MXD-6芳香醯胺等.以PA6、PA66、PA610、PA11、PA12最为常用.尼龙类工程塑料外观上都呈现为角质、韧性、表层光亮、白色(或乳白色)或微黄色、透明或半透明的结晶性树脂,它容易被著成任一种颜色。
作为工程塑料的尼龙分子量一般为1.5-3万。
它们的密度均稍大于1,密度:1.14-1.15g /cm3。
拉伸强度:> 60.0Mpa。
伸长率:> 30%。
弯曲强度: 90.0Mpa 。
缺口冲击强度:(KJ/m2) > 5。
尼龙的收缩率为1%~2%. 需注意成型后吸湿的尺寸变化。
吸水率 100% 相对吸湿饱和时能吸8%.使用温度可-40~105℃之间。
熔点:215-225℃。
合適壁厚2-3.5mm. PA的机械性能中如抗拉抗压强度随温度和吸湿量而改变,所以水相对是PA的增塑剂,加入玻纤后,其抗拉抗压强度可提高2倍左右,耐温能力也相应提高,PA本身的耐磨能力非常高,所以可在无润滑下不停操作,如想得到特別的润滑效果,可在PA中加入硫化物。
二 PA性能的主要优点有:1. 机械强度高,韧性好,有较高的抗拉、抗压强度。
比拉伸强度高于金属,比压缩强度与金属不相上下,但它的刚性不及金属。
抗拉强度接近于屈服强度,比ABS 高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
2. 耐疲劳性能突出,制件经多次反复屈折仍能保持原有机械强度。
尼龙特性

尼龙材料特性2010-07-03 14:37统称为尼龙pa6和pa66为主要的其他比较少具体尼龙(Nylon,Polyamide,简称PA)是指由聚酰胺类树脂构成的塑料。
此类树脂可由二元胺与二元酸通过缩聚制得,也可由氨基酸脱水后形成的内酰胺通过开环聚合制得,与PS、PE、PP等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,熔点:215-225℃。
温度一旦达到就出现流动。
PA的品种很多,主要有PA6、PA66、PA610、PA11、PA12、PA1010、PA612、PA46、PA6T、PA9T、MXD-6芳香醯胺等。
以PA6、PA66、PA610、PA11、PA12最为常用。
尼龙类工程塑料外观上都呈现为角质、韧性、表层光亮、白色(或乳白色)或微黄色、透明或半透明的结晶性树脂,它容易被著成任一种颜色。
作为工程塑料的尼龙分子量一般为1.5-3万。
它们的密度均稍大于1,密度:1.14-1.15g/cm3。
拉伸强度:>60.0Mpa。
伸长率:>30%。
弯曲强度:90.0Mpa。
缺口冲击强度:(KJ/m2)>5。
尼龙的收缩率为1%~2%。
需注意成型后吸湿的尺寸变化。
吸水率100%相对吸湿饱和时能吸8%.使用温度可-40~105℃之间。
熔点:215-225℃。
合适壁厚2-3.5mm。
PA的机械性能中如抗拉抗压强度随温度和吸湿量而改变,所以水相对是PA的增塑剂,加入玻纤后,其抗拉抗压强度可提高2倍左右,耐温能力也相应提高,PA本身的耐磨能力非常高,所以可在无润滑下不停操作,如想得到特别的润滑效果,可在PA中加入硫化物。
PA性能的主要优点有:1.机械强度高,韧性好,有较高的抗拉、抗压强度。
比拉伸强度高于金属,比压缩强度与金属不相上下,但它的刚性不及金属。
抗拉强度接近于屈服强度,比ABS高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
PA材料
尼龙(PA)材料的特性一、尼龙简介尼龙(Nylon,Polyamide,简称PA)是指由聚酰胺类树脂构成的塑料。
此类树脂可由二元胺与二元酸通过缩聚制得,也可由氨基酸脱水后形成的内酰胺通过开环聚合制得,与PS、PE、PP等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,熔点:215-225℃。
温度一旦达到就出现流动。
PA的品种很多,主要有PA6、PA66、PA610、PA11、PA12、PA1010、PA612、PA46、PA6T、PA9T、MXD-6芳香醯胺等.以PA6、PA66、PA610、PA11、PA12最为常用.尼龙类工程塑料外观上都呈现为角质、韧性、表层光亮、白色(或乳白色)或微黄色、透明或半透明的结晶性树脂,它容易被著成任一种颜色。
作为工程塑料的尼龙分子量一般为1.5-3万。
它们的密度均稍大于1,密度:1.14-1.15g /cm3。
拉伸强度:> 60.0Mpa。
伸长率:> 30%。
弯曲强度: 90.0Mpa 。
缺口冲击强度:(KJ/m2) > 5。
尼龙的收缩率为1%~2%. 需注意成型后吸湿的尺寸变化。
吸水率 100% 相对吸湿饱和时能吸8%.使用温度可-40~105℃之间。
熔点:215-225℃。
合適壁厚2-3.5mm. PA的机械性能中如抗拉抗压强度随温度和吸湿量而改变,所以水相对是PA的增塑剂,加入玻纤后,其抗拉抗压强度可提高2倍左右,耐温能力也相应提高,PA本身的耐磨能力非常高,所以可在无润滑下不停操作,如想得到特別的润滑效果,可在PA中加入硫化物。
二、PA性能的主要优点有:1. 机械强度高,韧性好,有较高的抗拉、抗压强度。
比拉伸强度高于金属,比压缩强度与金属不相上下,但它的刚性不及金属。
抗拉强度接近于屈服强度,比ABS高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
2. 耐疲劳性能突出,制件经多次反复屈折仍能保持原有机械强度。
尼龙特性

尼龙材料特性2010-07-03 14:37统称为尼龙 pa6 和 pa66 为主要的其他比较少具体尼龙(Nylon,Polyamide,简称PA)是指由聚酰胺类树脂构成的塑料。
此类树脂可由二元胺与二元酸通过缩聚制得,也可由氨基酸脱水后形成的内酰胺通过开环聚合制得,与PS、PE、PP等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,熔点:215-225℃。
温度一旦达到就出现流动。
PA的品种很多,主要有PA6、PA66、PA610、PA11、PA12、PA1010、PA612、PA46、PA6T、PA9T、MXD-6芳香醯胺等。
以PA6、PA66、PA610、PA11、PA12最为常用。
尼龙类工程塑料外观上都呈现为角质、韧性、表层光亮、白色(或乳白色)或微黄色、透明或半透明的结晶性树脂,它容易被著成任一种颜色。
作为工程塑料的尼龙分子量一般为1.5-3万。
它们的密度均稍大于1,密度:1.14-1.15g/cm3。
拉伸强度:>60.0Mpa。
伸长率:>30%。
弯曲强度:90.0Mpa。
缺口冲击强度:(KJ/m2)>5。
尼龙的收缩率为1%~2%。
需注意成型后吸湿的尺寸变化。
吸水率 100% 相对吸湿饱和时能吸8%.使用温度可-40~105℃之间。
熔点:215-225℃。
合适壁厚2-3.5mm。
PA的机械性能中如抗拉抗压强度随温度和吸湿量而改变,所以水相对是PA的增塑剂,加入玻纤后,其抗拉抗压强度可提高2倍左右,耐温能力也相应提高,PA本身的耐磨能力非常高,所以可在无润滑下不停操作,如想得到特别的润滑效果,可在PA中加入硫化物。
PA性能的主要优点有:1.机械强度高,韧性好,有较高的抗拉、抗压强度。
比拉伸强度高于金属,比压缩强度与金属不相上下,但它的刚性不及金属。
抗拉强度接近于屈服强度,比ABS高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
PA种类及性能

尼龙(Nylon,Polyamide,简称PA)是指由聚酰胺类树脂构成的塑料。
此类树脂可由二元胺与二元酸通过缩聚制得,也可由氨基酸脱水后形成的内酰胺通过开环聚合制得,与PS、PE、PP等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,熔点:215-225℃。
温度一旦达到就出现流动。
PA的品种很多,主要有PA6、PA66、PA610、PA11、PA12、PA1010、PA612、PA46、PA6T、PA9T、MXD-6芳香醯胺等。
以PA6、PA66、PA610、PA11、PA12最为常用。
尼龙类工程塑料外观上都呈现为角质、韧性、表层光亮、白色(或乳白色)或微黄色、透明或半透明的结晶性树脂,它容易被著成任一种颜色。
作为工程塑料的尼龙分子量一般为1.5-3万。
它们的密度均稍大于1,密度:1.14-1.15g/cm3。
拉伸强度:>60.0Mpa。
伸长率:>30%。
弯曲强度:90.0Mpa。
缺口冲击强度:(KJ/m2)>5。
尼龙的收缩率为1%~2%。
需注意成型后吸湿的尺寸变化。
吸水率100% 相对吸湿饱和时能吸8%.使用温度可-40~105℃之间。
熔点:215-225℃。
合适壁厚2-3.5mm。
PA的机械性能中如抗拉抗压强度随温度和吸湿量而改变,所以水相对是PA的增塑剂,加入玻纤后,其抗拉抗压强度可提高2倍左右,耐温能力也相应提高,PA本身的耐磨能力非常高,所以可在无润滑下不停操作,如想得到特别的润滑效果,可在PA中加入硫化物。
PA性能的主要优点有:1.机械强度高,韧性好,有较高的抗拉、抗压强度。
比拉伸强度高于金属,比压缩强度与金属不相上下,但它的刚性不及金属。
抗拉强度接近于屈服强度,比ABS高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
2.耐疲劳性能突出,制件经多次反复屈折仍能保持原有机械强度。
常见的自动扶梯扶手、新型的自行车塑料轮圈等周期性疲劳作用极明显的场合经常应用PA。
聚酰胺结构

聚酰胺结构聚酰胺结构式介绍如下:聚酰胺俗称尼龙(Nylon),英文名称Polyamide(简称PA),是分子主链上含有重复酰胺基团—[NHCO]—的热塑性树脂总称,包括脂肪族PA,脂肪—芳香族PA和芳香族PA。
其中脂肪族PA品种多,产量大,应用广泛,其命名由合成单体具体的碳原子数而定。
由美国著名化学家卡罗瑟斯和他的科研小组发明的。
分子结构常用的锦纶纤维可分为两大类。
一类是由二胺和二酸缩聚而得的聚二酸二胺,其长链分子的化学结构式为:H-[HN(CH2)xNHCO(CH2)yCO]-OH这类锦纶的相对分子量一般为17000-23000。
根据所用二元胺和二元酸的碳原子数不同,可以得到不同的锦纶产品,并可通过加在锦纶后的数字区别,其中前一数字是二元胺的碳原子数,后一数字是二元酸的碳原子数。
例如锦纶66,说明它是由己二胺和己二酸缩聚制得;锦纶610,说明它是由己二胺和癸二酸制得。
另一类是由内酰胺缩聚或开环聚合得到的,其长链分子的化学结构式为:H-[NH(CH2)xCO]-OH根据其单元结构所含碳原子数目,可得到不同品种的命名。
例如锦纶6,说明它是由含6个碳原子的己内酰胺开环聚合而得。
锦纶6、锦纶66及其他脂肪族锦纶都由带有酰胺键(-NHCO-)的线型大分子组成。
锦纶分子中有-CO-、-NH-基团,可以在分子间或分子内形成氢键结合,也可以与其他分子相结合,所以锦纶吸湿能力较好,并且能够形成较好的结晶结构。
锦纶分子中的-CH2-(亚甲基)之间因只能产生较弱的范德华力,所以-CH2-链段部分的分子链卷曲度较大。
各种锦纶因今-CH2-的个数不同,使分子间氢键的结合形式不完全相同,同时分子卷曲的概率也不一样。
另外,有些锦纶分子还有方向性。
分子的方向性不同,纤维的结构性质也不完全相同。
PA 尼龙塑料材料详解
如:1.6-己二胺和1,6-己二酸缩聚所得聚合物成为 PA66
6:单体所含的碳原子 数命名
5
6
PA(聚酰胺)的一般性能
①聚酰胺无毒、无味、为白色至淡黄色的颗粒;
聚酰胺的密度为1~1.16,制品坚硬有光泽
②结晶度一般,在35%左右
注塑成型时,模具温度越高, 熔体冷却时间较长, 制品的结晶度越高。
⑥尼龙具有较高的机械强度和模量,
②热变形温度 30%玻纤增强PA6和PA66的热
变形温度大幅度提高的250℃,纯的热变形温度在
③成型收缩率 20%-30%玻纤增强PA6的成型收
缩流率一般在0.6%以下。
④流动性下降 要求成型加工温度高于纯PA的
加工温度
玻璃纤维含量对性能影响: ①玻纤含量增加,产品的流动性下降 ②玻纤含量增加,产品力学性能也会增加。
如尼龙6和尼龙66的共聚物称为尼龙6/66; 若主要成分为尼龙66,则称为66/6
共聚尼龙破坏了尼龙原有的结构,失去结晶 能力,结晶度变低,材料具有较好的韧性和 透明性,是耐磨的弹性材料。
1、由内酰胺开环聚合的尼龙,称为尼龙n,简写为PAn。 如己内酰胺开环聚合得到的聚合物,称为PA6。
2、由二元胺和二元酸缩聚得到的聚合物,称为尼 龙mn,简写为PAmn,m为重复单元二元胺的碳原 子数,n为重复单元中二元酸的碳原子数,
所以,作为工程用塑料,还须改进其性能,才能 达到工业用途的要求。
利用尼龙的结构特点进行改性,克服尼龙易吸水, 制品尺寸变化大的弱点,提高尼龙的冲击强度和 耐热性。
目前为止尼龙的改性牌号有3000多种,充分证明 了尼龙具有良好的改性性能。
改性?
在聚合物基体中加入某种材料使其获得某种性能。 聚酰胺的改性的目的
PA基础知识

熔化温度: 230~280℃,增强品种为250~280℃. 模具温度: 80~90℃。模温显著的影响结晶度,因此对于薄壁建议模具温度为80~90℃,如果壁厚大于3mm,使用20~40 ℃,对于玻璃增强材料模具温度应大于80℃。 注射压力: 一般在750~1250bar之间(取决于材料和产品设计)。
流道和浇口: 对于未加添加剂的材料,由于材料粘性较低,流道直径应在3mm左右。对于增强型材料要求5~8mm的大流道直径。流道形状应当全部为圆形,注入口应尽可能的短。可以使用多种形式的浇口。大型塑件不要使用小浇口,这是为了避免对塑件产生过高的压力或过大的收缩率。浇口厚度最好和塑件厚度相等。如果使用潜入式浇口,建议最小的直径为0.8mm。热流道模具很有效,但是要求温度控制得很精确,以防止材料在喷嘴处渗漏或凝固。如果使用热流道,浇口尺寸应当比冷流道要小一些。
d、热性能 尼龙11 的亚甲基链较长,柔性较好导致熔融温度和玻璃化温度较低。其玻璃化温度为43 ℃, 热传导率为1.05 kJ/m.h.℃,线膨胀系数为15 ×10 -5/ ℃,最大连续使用温度为60 ℃ 。 e、电性能 尼龙11 具有十分优良的介电、热电和铁电性能。由于吸水率低,其电性能很少受潮湿环境的影响。
f、其他性能 尼龙11 还具有抗白蚁蛀蚀,表面非常光滑, 不受霉菌侵蚀,对人体无毒,易于成型加工等突出性能。
(2)、典型用途 由于尼龙11 具有优良的性能,特别是吸水性低,低温性能优异,化学稳定性好,使其在汽车、电子电器、军工等领域得到了广泛的应用 。 a、汽车工业 使用塑料取代金属材料能降低车重,进而降低油耗。随着汽车塑料化的深入发展,尼龙11 已成为汽车制造的理想材料。目前全球约有50 % 尼龙11 用于汽车工业。尼龙11 具有耐油、耐化学腐蚀、耐高低温、耐磨、耐压等优点,可用于制作各种汽车用油管、软管、空压管。尼龙11 管路内壁光滑、阻力小、密封性好、不易疲劳开裂,而且质轻、耐用、易于安装与维修。利用尼龙11 耐磨、耐水、质轻、尺寸稳定性好等一系列优点,可用于制作汽车的电路接合器、刮雨器、汽油过滤网、仪表盘、保险杠等数十种零部件。
尼龙(PA)材料的特性(精)
尼龙(PA)材料的特性一尼龙简介尼龙(Nylon,Polyamide,简称PA)是指由聚酰胺类树脂构成的塑料。
此类树脂可由二元胺与二元酸通过缩聚制得,也可由氨基酸脱水后形成的内酰胺通过开环聚合制得,与PS、PE、PP等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,熔点:215-225℃。
温度一旦达到就出现流动。
PA的品种很多,主要有PA6、PA66、PA610、PA11、PA12、PA1010、PA612、PA46、PA6T、PA9T、MXD-6芳香醯胺等.以PA6、PA66、PA610、PA11、PA12最为常用.尼龙类工程塑料外观上都呈现为角质、韧性、表层光亮、白色(或乳白色)或微黄色、透明或半透明的结晶性树脂,它容易被著成任一种颜色。
作为工程塑料的尼龙分子量一般为1.5-3万。
它们的密度均稍大于1,密度:1.14-1.15g/cm3。
拉伸强度:>60.0MPa。
伸长率:>30%。
弯曲强度:90.0 MPa 。
缺口冲击强度:(kJ/m2) >5。
尼龙的收缩率为1%~2%. 需注意成型后吸湿的尺寸变化。
吸水率100% 相对吸湿饱和时能吸8%.使用温度可-40~105℃之间。
熔点:215~225℃。
合適壁厚2~3.5mm. PA的机械性能中如抗拉抗压强度随温度和吸湿量而改变,所以水相对是PA的增塑剂,加入玻纤后,其抗拉抗压强度可提高2倍左右,耐温能力也相应提高,PA本身的耐磨能力非常高,所以可在无润滑下不停操作,如想得到特別的润滑效果,可在PA中加入硫化物。
二PA性能的主要优点1. 机械强度高,韧性好,有较高的抗拉、抗压强度。
比拉伸强度高于金属,比压缩强度与金属不相上下,但它的刚性不及金属。
抗拉强度接近于屈服强度,比ABS高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
2. 耐疲劳性能突出,制件经多次反复屈折仍能保持原有机械强度。
聚酰胺(PA)简介

4.应用行业
PA6 PA66
汽车行业(汽车内外饰 汽车行业(发动机、车体) 部件、发动机周边部件)
电子电器工业(电饭锅、电 动吸尘器) 机械设备工业(涡轮、螺旋 桨轴) 其他行业(太阳镜片、纽扣)
日常应用(承、齿轮、 凸轮、滚子、滑轮) 工业应用
nH 2 N (CH 2 ) 6 NH 2 nHOOC (CH 2 ) 4 COOH (2n 1) H 2O
4、热性能
聚酰胺的熔融温度比较高,但热变形温度不高,一般<80℃。 聚酰胺的导热率相对于金属来比较很低。
5、耐化学药品性
聚酰胺具有良好的化学稳定性和耐溶剂性; 聚酰胺溶解于强极性或容易与酰胺基团形成氢键的溶剂或溶液
6、其他特性
聚酰胺的耐候性一般; 聚酰胺无毒、无味、不易燃烧。
7、加工性能
聚酰胺吸水率大,加工前必须干燥 聚酰胺的熔体黏度低、流动性好、易成型加工。 主要加工方法是注射和挤出成型。 聚酰胺热稳定性差、加工时应避免高温、长时 间。 聚酰胺的成型收缩率大
五、聚酰胺的性能
1、聚酰胺的基本特征 聚酰胺为白色至淡黄色的颗粒; 聚酰胺的密度为1~1.16g.cm-3。 制品坚硬有光泽; 聚酰胺的吸水率很大:基本随酰胺基团的密度增 大而增大。 吸水率:PA6>PA66>PA610>PA1010>PA11>PA12
2.力学性能
PA PS 硬质PVC 软质PVC
4.共聚尼龙是用上述方法命名的尼龙名称组 合的,主要成分的尼龙名称放在前面
1. 由内酰胺开环聚合的尼龙,称为尼龙n,简写 为PAn。如ε-己内酰胺开环聚合得到的聚合物, 称为PA6。 通式为:
2.由二元胺和二元酸缩聚得到的聚合物, 称为尼龙mn,简写为PAmn,m为重复单 元二元胺的碳原子数,n为重复单元中二 元酸的碳原子数,通式为:
尼龙材料汇总要点
尼龙材料汇总一、概述1、产品定义以及中英文名称聚酰胺俗称尼龙(Nylon),英文名称Polyamide(简称PA)[pɔli'æmaid],是分子主链上含有重复酰胺基团—[NHCO]—的热塑性树脂总称。
包括脂肪族PA,脂肪—芳香族PA和芳香族PA。
其中,脂肪族PA品种多,产量大,应用广泛,其命名由合成单体具体的碳原子数而定。
2、尼龙的种类尼龙1938年在美国被成功的合成,是世界上出现的第一种合成纤维。
尼龙的出现使纺织品的面貌焕然一新,它的合成是合成纤维工业的重大突破,同时也是高分子化学的一个重要里程碑。
尼龙的主要品种是尼龙6(聚己内酰胺)和尼龙66(聚己二酸己二胺),占绝对主导地位,其次是尼龙11、尼龙12、尼龙610、尼龙612、尼龙1010、尼龙46、尼龙7、尼龙9、尼龙13,新品种有尼龙6I,尼龙9T和特殊尼龙MXD6(阻隔性树脂)等,尼龙的改性品种数量繁多,如增强尼龙,单体浇铸尼龙(MC尼龙),反应注射成型(RIM)尼龙,芳香族尼龙,透明尼龙,高抗冲(超韧)尼龙,电镀尼龙,导电尼龙,阻燃尼龙,尼龙与其他聚合物共混物和合金等,满足不同特殊要求,广泛用作金属,木材等传统材料代用品,作为各种结构材料。
尼龙是最重要的工程塑料,产量在五大通用工程塑料中居首位。
3、尼龙的改性由于PA强极性的特点,吸湿性强,尺寸稳定性差,但可以通过改性来改善。
1)玻璃纤维增强PA在PA加入30%的玻璃纤维,PA 的力学性能、尺寸稳定性、耐热性、耐老化性能有明显提高,耐疲劳强度是未增强前的2.5倍。
玻璃纤维增强PA的成型工艺与未增强时大致相同,但因流动较增强前差,所以注射压力和注射速度要适当提高,机筒温度提高10-40℃。
由于玻纤在注塑过程中会沿流动方向取向,引起力学性能和收缩率在取向方向上增强,导致制品变形翘曲,因此,模具设计时,浇口的位置、形状要合理,工艺上可以提高模具的温度,制品取出后放入热水中让其缓慢冷却。
通用尼龙物性表
尼龙(PA)材料的特性一尼龙简介尼龙(Nylon,Polyamide,简称PA)是指由聚酰胺类树脂构成的塑料。
此类树脂可由二元胺与二元酸通过缩聚制得,也可由氨基酸脱水后形成的内酰胺通过开环聚合制得,与PS、PE、PP等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,熔点:215-225℃。
温度一旦达到就出现流动。
PA的品种很多,主要有PA6、PA66、PA610、PA11、PA12、PA1010、PA612、PA46、PA6T、PA9T、MXD-6芳香醯胺等.以PA6、PA66、PA610、PA11、PA12最为常用.尼龙类工程塑料外观上都呈现为角质、韧性、表层光亮、白色(或乳白色)或微黄色、透明或半透明的结晶性树脂,它容易被著成任一种颜色。
作为工程塑料的尼龙分子量一般为1.5-3万。
它们的密度均稍大于1,密度:1.14-1.15g /cm3。
拉伸强度:> 60.0Mpa。
伸长率:> 30%。
弯曲强度: 90.0Mpa 。
缺口冲击强度:(KJ/m2) > 5。
尼龙的收缩率为1%~2%. 需注意成型后吸湿的尺寸变化。
吸水率 100% 相对吸湿饱和时能吸8%.使用温度可-40~105℃之间。
熔点:215-225℃。
合適壁厚2-3.5mm. PA的机械性能中如抗拉抗压强度随温度和吸湿量而改变,所以水相对是PA的增塑剂,加入玻纤后,其抗拉抗压强度可提高2倍左右,耐温能力也相应提高,PA本身的耐磨能力非常高,所以可在无润滑下不停操作,如想得到特別的润滑效果,可在PA中加入硫化物。
二 PA性能的主要优点有:1. 机械强度高,韧性好,有较高的抗拉、抗压强度。
比拉伸强度高于金属,比压缩强度与金属不相上下,但它的刚性不及金属。
抗拉强度接近于屈服强度,比ABS 高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
2. 耐疲劳性能突出,制件经多次反复屈折仍能保持原有机械强度。
尼龙改性
尼龙改性一、尼龙(Nylon)1.聚酰胺纤维俗称尼龙(Nylon),英文名称Polyamide(简称PA),密度1.15 g/cm3;,是分子主链上含有重复酰胺基团—[NHCO]—的热塑性树脂总称。
包括脂肪族PA,脂肪—芳香族PA和芳香族PA。
其中,脂肪族PA品种多,产量大,应用广泛,其命名由合成单体具体的碳原子数而定。
是美国著名化学家卡罗瑟斯和他的科研小组发明的。
尼龙,是聚酰胺纤维(锦纶)的一种说法,可制成长纤或短纤。
2.尼龙种类聚酰胺(尼龙) ;聚癸二酸癸二胺(尼龙1010) ;聚十一酰胺(尼龙11) ;聚十二酰胺(尼龙12) ;聚己内酰胺(尼龙6) ;聚癸二酰己二胺(尼龙610) ;聚十二烷二酰己二胺(尼龙612) ;聚己二酰己二胺(尼龙66);聚辛酰胺(尼龙8) ;聚9-氨基壬酸(尼龙9)3.尼龙6与尼龙66尼龙6为聚己内酰胺,而尼龙66为聚己二酰己二胺。
尼龙66比尼龙6要硬12%,而理论上说,硬度越高,纤维的脆性越大,从而越容易断裂。
但在地毯使用中这点微小的差别是无法分别的。
尼龙6的熔点为220C而尼龙66的熔点为260C。
但对地毯的使用温度条件而言,这并不是一个差别。
而较低的熔点使得尼龙6与尼龙66相比具有更好的回弹性,抗疲劳性及热稳定性。
改性主要有以下几方面:○1改善尼龙的吸水性,提高制品的尺寸稳定性;②提高尼龙的阻燃性,以适应电子、电气、通讯等行业的要求;③提高尼龙的机械强度,以达到金属材料的强度,取代金属;④提高尼龙的抗低温性能,增强其对耐环境应变的能力;⑤提高尼龙的耐磨性,以适应耐磨要求高的场合;⑥提高尼龙的抗静电性,以适应矿山及其机械应用的要求;⑦提高尼龙的耐热性,以适应如汽车发动机等耐高温条件的领域;⑧降低尼龙的成本,提高产品竞争力。
2.1玻璃纤维增强PA在PA 加入30% 的玻璃纤维,PA 的力学性能、尺寸稳定性、耐热性、耐老化性能有明显提高,耐疲劳强度是未增强的2.5 倍。
尼龙 pa6 和 pa66

统称为尼龙pa6 和pa66 为主要的其他比较少具体尼龙(Nylon,Polyamide,简称PA)是指由聚酰胺类树脂构成的塑料。
此类树脂可由二元胺与二元酸通过缩聚制得,也可由氨基酸脱水后形成的内酰胺通过开环聚合制得,与PS、PE、PP 等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,熔点:215-225℃。
温度一旦达到就出现流动。
PA的品种很多,主要有PA6、PA66、PA610、PA11、PA12、PA1010、PA612、PA46、PA6T、PA9T、MXD-6芳香醯胺等。
以PA6、PA66、PA610、PA11、PA12最为常用。
尼龙类工程塑料外观上都呈现为角质、韧性、表层光亮、白色(或乳白色)或微黄色、透明或半透明的结晶性树脂,它容易被著成任一种颜色。
作为工程塑料的尼龙分子量一般为1.5-3万。
它们的密度均稍大于1,密度:1.14-1.15g/cm3。
拉伸强度:>60.0Mpa。
伸长率:>30%。
弯曲强度:90.0Mpa。
缺口冲击强度:(KJ/m2)>5。
尼龙的收缩率为1%~2%。
需注意成型后吸湿的尺寸变化。
吸水率100% 相对吸湿饱和时能吸8%.使用温度可-40∼105℃之间。
熔点:215-225℃。
合适壁厚2-3.5mm。
PA的机械性能中如抗拉抗压强度随温度和吸湿量而改变,所以水相对是PA的增塑剂,加入玻纤后,其抗拉抗压强度可提高2倍左右,耐温能力也相应提高,PA本身的耐磨能力非常高,所以可在无润滑下不停操作,如想得到特别的润滑效果,可在PA中加入硫化物。
PA性能的主要优点有:1.机械强度高,韧性好,有较高的抗拉、抗压强度。
比拉伸强度高于金属,比压缩强度与金属不相上下,但它的刚性不及金属。
抗拉强度接近于屈服强度,比ABS高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
2.耐疲劳性能突出,制件经多次反复屈折仍能保持原有机械强度。
PA基础知识
(2)、典型用途 a、汽车工业 尼龙12耐油优异,渗透性低,抗撕裂强度高,使 尼龙12耐油优异,渗透性低,抗撕裂强度高,使 用温度范围广,可耐-55℃ 用温度范围广,可耐-55℃低温,故广泛用于制 造汽车软管。此外,尼龙12还用于生产各种汽车 造汽车软管。此外,尼龙12还用于生产各种汽车 零部件,如转向盘、排挡手柄、轴承、齿轮、油 箱衬套等。 b、电器零件 由于尼龙12制成的元件具有消音功能,因此发展 由于尼龙12制成的元件具有消音功能,因此发展 很快,广泛用于制造录音机和钟表齿轮等。
e、耐候性 尼龙6 尼龙6随着在大气中暴露时间的增长,机械 性能下降,但某些机械性能下降到某一数 值后,会出现平缓的倾向。另外,适当加 入碳黑和稳定剂能有效的提高尼龙的耐候 性。
(2)、成型特性 a、流动性 影响尼龙6 影响尼龙6熔体流动性的主要因素有聚合物 粘度、注射压力、物料温度、模具温度及 浇口横截面积等。随着相对粘度的降低, 尼龙6 尼龙6的流动距离急剧增大。浇口横截面积 大,虽然有利于流动,但如果注射速度不 高,对增大流动距离并不能产生显著效果。
附:尼龙6、尼龙66 附:尼龙6、尼龙66工艺合成流程 66工艺合成流程
3、PA12 中文名称:聚十二丙酰胺 结构式: [-NH-(CH2)11-CO] n- NH- CH2)11- n- (1)、 物理化学性能 a、力学性能 尼龙12分子结构中的聚酰胺基的浓度较低,因而 尼龙12分子结构中的聚酰胺基的浓度较低,因而 其机械强度和刚度低于尼龙6和尼龙66。尼龙12 其机械强度和刚度低于尼龙6和尼龙66。尼龙12 的拉伸强度、弯曲弹性模量随温度的升高而降低。 尼龙12的吸水率在尼龙系列品种中是最低的,吸 尼龙12的吸水率在尼龙系列品种中是最低的,吸 水率对其机械性能的影响甚微。
尼龙(PA)材料的特性
尼龙(PA)材料的特性一尼龙简介尼龙(Nylon,Polyamide,简称PA)是指由聚酰胺类树脂构成的塑料。
此类树脂可由二元胺与二元酸通过缩聚制得,也可由氨基酸脱水后形成的内酰胺通过开环聚合制得,与PS、PE、PP等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,熔点:215-225℃。
温度一旦达到就出现流动。
PA的品种很多,主要有PA6、PA66、PA610、PA11、PA12、PA1010、PA612、PA46、PA6T、PA9T、MXD-6芳香醯胺等.以PA6、PA66、PA610、PA11、PA12最为常用.尼龙类工程塑料外观上都呈现为角质、韧性、表层光亮、白色(或乳白色)或微黄色、透明或半透明的结晶性树脂,它容易被著成任一种颜色。
作为工程塑料的尼龙分子量一般为1.5-3万。
它们的密度均稍大于1,密度:1.14-1.15g/cm3。
拉伸强度:>60.0MPa。
伸长率:>30%。
弯曲强度:90.0 MPa 。
缺口冲击强度:(kJ/m2) >5。
尼龙的收缩率为1%~2%. 需注意成型后吸湿的尺寸变化。
吸水率100% 相对吸湿饱和时能吸8%.使用温度可-40~105℃之间。
熔点:215~225℃。
合適壁厚2~3.5mm. PA的机械性能中如抗拉抗压强度随温度和吸湿量而改变,所以水相对是PA的增塑剂,加入玻纤后,其抗拉抗压强度可提高2倍左右,耐温能力也相应提高,PA本身的耐磨能力非常高,所以可在无润滑下不停操作,如想得到特別的润滑效果,可在PA中加入硫化物。
二PA性能的主要优点1. 机械强度高,韧性好,有较高的抗拉、抗压强度。
比拉伸强度高于金属,比压缩强度与金属不相上下,但它的刚性不及金属。
抗拉强度接近于屈服强度,比ABS高一倍多。
对冲击、应力振动的吸收能力强,冲击强度比一般塑料高了许多,并优于缩醛树脂。
2. 耐疲劳性能突出,制件经多次反复屈折仍能保持原有机械强度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
生产厂家:
CP-Polymer
型号:
用途级别:
注塑级PA6、6000 GS 15 HWCP、CP-Polymer【WELLAMID】※价格、物性、加工、用途描述PA6、6000 GS 15 HWCP◆特点:
热稳定
尼龙(Nylon,Polyamide,简称PA)是指由聚酰胺类树脂构成的塑料。
此类树脂可由二元胺与二元酸通过缩聚制得,也可由氨基酸脱水后形成的内酰胺通过开环聚合制得,与PS、P
E、PP等不同,PA不随受热温度的升高而逐渐软化,而是在一个靠近熔点的窄的温度范围内软化,熔点很明显,熔点:215-255℃。
温度一旦达到就出现流动。
PA的品种很多,主要有P
A6、P
A66、P
A610、P
A11、P
A12、P
A10、P
A612、P
A46、PA6T、PA9T、MXD-6芳香醯胺等。
以P
A6、P
A66、P
A610、P
A11、PA12最为常用。
◆PA6学名:
聚已内酰胺{ [ NH ( CN2)5 CO ]n},英文名polycaprolactam,简称尼龙6。
PA6化学和物理特性
PA6是半透明或不远明乳白色结晶形聚合物。
燃烧成蓝底黄火焰,烧植物味。
熔融温度较PA66低,加工性能比其他PA好。
制件有较高冲击强率,载荷分散性、柔软性好,热塑性、轻质、韧性好、耐耐环己酮和芳香溶剂和耐久性好工作温度80-1000C,低温脆化温度-20至-300C,熔点:215℃。
热分解温度:
>300℃。
密度:
1.13g/cm3。
平衡吸水率:
3.5%。
适于轻载荷条件下使用,具有良好的耐磨性、自润滑性和耐溶剂性。
有较好的消振,降噪能力。
可作机器仪表、仪器零件、电线电缆的绝缘;用玻纤增强后可制作齿轮、泵叶。
但PA6吸水性很大,饱和吸水率高达10%左右,影响性能;又因介电常数较大,不宜用作高频低损耗材料。
PA6的化学物理特性和PA66很相似,然而,它的熔点较低,而且工艺温度范围很宽。
它的抗冲击性和抗溶解性比PA66要好,但吸湿性也更强。
弹性比PA66大,疲劳强度钢性,耐热性低于尼龙66,因为塑件的许多品质特性都要受到吸湿性的影响,因此使用PA6设计产品时要充分考虑到这一点。
为了提高PA6的机械特性,经常加入各种各样的改性剂。
玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等。
对于没有添加剂的产品,PA6的收缩率在1%到
1.5%之间。
加入玻璃纤维添加剂可以使收缩率降低到
0.3%(但和流程相垂直的方向还要稍高一些)。
成型组装的收缩率主要受材料结晶度和吸湿性影响。
实际的收缩率还和塑件设计、壁厚及其它工艺参数成函数关系。
PA6成型加工性极好:
可注塑、吹塑、浇塑、喷涂、粉末成型、机加工、焊接、粘接。
◆PA6用途:
PA6尼龙主要用于汽车工业,电气电子工业,交通运输业,机械制造工业,电线电缆通讯业,薄膜及日常用品.制造各种轴承,齿轮,圆齿轮、凸轮、伞齿轮、输油管,储油器,保护罩,支撑架,车轮罩盖,导流板,风扇,空气过滤器外壳,散热器水室,制动管,发动机罩,车门把手.轴承、齿轮、滑轮泵叶轮、叶片、高压密封圈、垫、阀座、衬套、输油管、贮油器、绳索、传动带、砂轮胶粘剂、电池箱、电器线圈、电缆接头各种滚子、滑轮、泵叶轮、风扇叶片、蜗轮、推进器、螺钉、螺母、耐油密封垫片、耐油容器、外壳、软管、电缆护套、剪切机、滑轮套、牛头刨床滑块、、电磁分配阀座、冷陈设备、衬垫、轴承保持架、汽车和拖拉机上各种输油管、活塞、绳索、传动皮带,纺织机械工业设备零雾料,以及日用品和包装薄膜等。
等。
还有包装用带、食品用薄膜(熟食用的高温薄膜和清凉饮料用的低温薄膜)的产量也相当大。
聚酰胺薄膜的品种,主要是xx
6、xx
66、xx
11、xx
12、共聚尼龙以及新近开发的聚芳族尼龙,在包装方面的主要是尼龙6,目前尼龙包装材料按成膜方法分类有:1)双向拉伸薄膜;2)单向拉伸薄膜;3)未拉伸薄膜;4)共挤多层薄膜或干复合薄膜。
★双向拉伸薄膜的用途
双向拉伸尼龙6薄膜的耐刺穿强度、冲击强度、摩擦强度、弯曲强度高,并且具有较好的气体阻隔性,但其热封性差,使用时多与热封性良好的基材薄膜复合产品,主要用于食品包装。
1)对冷冻食品包装,主要利用其薄膜强度高,耐刺穿性好,耐寒性优的特点。
2)对类似中国汤面液体的调料包装,主要利用其强度高,耐刺性好,特别耐油性。
3)耐蒸煮食品包装,主要利用其耐油性、耐热、气体阻隔性好、具有耐穿刺性等特点。
◆PA6加工工艺
干燥处理:
由于PA6很容易吸收水分,因此加工前的干燥特别要注意,如果材料是用防水材料包装供应的,则容器应保持密闭。
如果湿度大于
0.2%,建议在80℃以上的热空气中干燥16小时。
如果材料已经在空气中暴露超过8小时,建议进行温度为105℃,8小时以上的真空烘干。
融化温度:230-280℃,对于增强品种为250-280℃。
模具温度:80-90℃。
模具温度很显著地影响洁净度,而洁净度又影响着塑件的机械特性。
对于结构部件来说结晶度很重要,因此建议模具温度为80-90℃。
对于薄壁的、流程较长的塑件也建议施用较高的模具温度。
增大模具温度可以提高塑件的强度和刚度,但却降低了韧性。
如果壁厚大于3mm,建议使用20-40℃的低温模具。
对于玻璃纤维增强材料模具温度应大于80℃。
注射压力:
一般在750-1250bar之间(取决于材料和产品设计),注射速度:
高速(对增强材料要稍微降低),流道和浇口:
对于PA6的凝固时间很短,因此浇口的位置非常重要。
浇口孔径不要小于
0.5*T(这里T为塑件的厚度)。
如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。
如果用潜入式浇口,浇口的最小直径应当是
0.75mm。
『东莞市励澳塑胶原料有限公司』是集塑料、化工、进出口为一体的综合性一般纳税人资格企业。
•主营业务:PA6、P
A66、P
A46、P
A11、P
A12、PA6T、PA9T、PP
A、P
A610、P
A612、MX
D6、PA合金
•改性工程塑胶原料:
加玻纤(GF)、碳纤(CF)、滑石粉、矿物、矿纤、钢纤、纳米增强、无卤阻燃(UL94V-
0、V-
2、5VA);增韧耐寒、抗紫外线(抗UV耐候)、热稳定性、抗静电、导电、电磁屏蔽、电磁干扰(EMI)、射频屏蔽等。
•提供(出厂证明,SGS/ROHS报告,UL黄卡,物质安全表MSDS,FDA认证,物性表和加工参数)本公司的货源稳定,质量有保证,可开17%增值税发票。
•有专业技术工程师提供注塑技术支援,解决PA66尼龙合金塑料件缺陷问题:
技术支持:-8013销售热线:xx。