电驱动1200Nm3/h制氮设备控制系统设计
PSA制氮机的PLC控制系统设计

PSA制氮机的PLC控制系统设计PLC控制系统是PSA制氮机中的关键部件之一,它负责监控和控制整个制氮过程,保证系统的稳定性和可靠性。
本文将重点介绍PSA制氮机的PLC控制系统设计。
首先,PLC控制系统设计必须考虑到整个制氮机的工作流程。
制氮机的工作流程包括吸附、脱附、排气、脱湿等多个步骤,每个步骤都需要精确的控制和监测。
因此,PLC控制系统设计需要根据工作流程来确定相应的输入输出信号和控制逻辑。
其次,PLC控制系统设计需要考虑到安全性和可靠性。
制氮机是一个高压、高温的设备,其控制系统必须保证操作人员的安全,并且能够在故障情况下自动停机或报警。
因此,PLC控制系统设计要考虑到各种故障情况的处理方式,包括气源中断、压力过高、温度过高等。
另外,PLC控制系统设计还需要考虑到控制精度和响应速度。
制氮机的制氮效率和质量受到控制系统的精度和响应速度的影响。
因此,PLC控制系统设计需要考虑到实时控制和监测的需求,尽可能减少延迟和误差。
在PLC控制系统设计过程中,需要确定输入输出信号列表,包括传感器信号、执行器信号等。
传感器信号用于监测各个工作参数,如压力、温度、流量等;执行器信号用于控制各个执行元件,如电磁阀、泵等。
在确定输入输出信号列表后,需要设计相应的硬件接口电路,将传感器和执行器与PLC连接起来。
针对制氮机的工作流程和安全性要求,需要设计相应的控制逻辑。
控制逻辑可以分为两个层次:主控制层和子控制层。
主控制层负责整个制氮过程的调度和监测,根据工艺流程和输入输出信号,控制各个步骤的启停和切换;子控制层负责各个步骤的具体控制,如调节吸附器和脱附器的气流方向、流量和压力等。
在主控制层和子控制层中,可以使用图形化编程软件来编写控制程序。
图形化编程软件可以直观地表示控制逻辑和参数设置,便于修改和维护。
同时,还可以通过软件仿真和调试来验证控制逻辑的正确性。
最后,PLC控制系统设计还需要考虑到人机界面和数据存储。
人机界面可以通过触摸屏或计算机软件实现,用于操作和监视制氮机的运行状态;数据存储可以通过内存卡或网络实现,用于存储和分析制氮机的历史数据。
井下1200方膜制氮装置技术参数

井下1200方膜制氮装置技术参数
型号:DMJ1200
1、设备采用矿用井下膜分离式制氮,氮气产量:≥1200m3/h,氮气纯度≥97,氮气出口压力≥1Mpa,设备型号DMJ1200/1。
2、为便于运输整套装置采用紧凑式结构,共4台车。
气源装置2节,单节尺寸:
3.68mX1.4mx1.92m。
制氮装置2节,单节尺寸:3.4mX1.4mx1.92m.设备总长度≤1
4.16m。
轨距600mm.
★3、氮气分离膜优先使用捷能、麦道等美国原装进口品牌膜件。
★4、整套制氮装置装机总功耗小于等于371KW,空压机选用2台185KW进口品牌空压机。
★5加热器电耗功率:0KW,加热方式,采用空压机热油换热式加热,空压机机油采用APO 全合成机油,带后冷却器。
6具有出口氮气纯度不合格可自动排空与报警功能,避免不合格气体进入用气端;有设备故障检测系统,能指示故障点,提醒维护,方便维修;可根据用气量自动调整设备的运行状态,实现持续高压自动待机和低压重新自动启动功能;
★7空气净化部分需有潮解器。
潮解剂需采用进口品牌,大颗粒状。
为保证除油效果,除油器采用进口片状活性炭,不允许使用颗粒状活性炭。
除空压机所带旋风分离器外外,空气净化部分还需另增旋风分离器。
8氧气浓度分析仪必须具备24V电传,可由与PLC联机控制。
技术数据指标
氮气产量1200m3/h
氮气纯度97%
空压机功率2X185KW
加热器功率0KW
氮气压出口力≥1Mpa。
基于S7-1200 PLC的低温纯化器控制系统设计
基于S7-1200 PLC的低温纯化器控制系统设计方明;欧阳峥嵘;周辰飞【摘要】The design scheme for hypothermia purifier control system of 40T hybrid magnet in steady magnetic field experimental device was introduced, which has S7-1200 PLC based and the KTP 600 touch screen adopted as the man-machine interface to design an auto-control system which boasting of data acquisition, temperature control, logic operation and image monitoring;and the temperature control strategy based on PLC and temperature controller can realize the dual protection of temperature control;and the man-machine interface can display the temperature, pressure, liquid level and flow at real time in three modes of perfection, regeneration and vacuum of the purifier and it can implement auto-control over the valve and pump.%介绍了稳态强磁场实验装置中40T混合磁体低温纯化器控制系统的设计方案.该方案基于S7-1200 PLC,以KTP 600触摸屏为人机界面,实现了结合数据采集、温度控制、逻辑运算及画面监控等功能于一体的自动化控制系统.基于PLC和温度控制器的温控策略实现了温度控制的双重保障.人机界面实现了纯化器纯化、再生和抽空3种模式下的温度、压力、液位和流量各数据的实时显示,以及对阀门和泵的自动控制.【期刊名称】《化工自动化及仪表》【年(卷),期】2017(044)008【总页数】5页(P725-729)【关键词】S7-1200;PLC;纯化器;控制系统【作者】方明;欧阳峥嵘;周辰飞【作者单位】中国科学院合肥物质科学研究院强磁场科学中心;中国科学院合肥物质科学研究院强磁场科学中心;中国科学院合肥物质科学研究院强磁场科学中心【正文语种】中文【中图分类】TH865稳态强磁场实验装置(SHMFF)是为化学、材料、物理以及生命科学研究和多学科交叉研究提供理想稳态强磁场极端实验条件的装置,可最大程度地满足我国多学科前沿发展对强磁场实验条件的需求[1]。
大流量移动应急制氮系统设计与应用

大流量移动应急制氮系统设计与应用Design and Application of Large Flow Mobile Emergency Nitrogen Production System刘小羊 王振刚 颜江鲁(湖南中联重科应急装备有限公司,湖南 长沙 410200)摘要:针对无水无损应急救援存在的问题,提出采用移动制氮系统满足持续氮气供给需求的必要性。
重点论述了移动应急制氮系统组成及其控制系统,分析了移动制氮系统在应急救援领域的应用场景。
同时,本文对移动制氮系统未来应用方式和模式提出了建议,为移动制氮系统在应急救援应用领域推广上提供参考。
关键词:无损无水灭火;移动制氮系统;控制系统中图分类号:U469.6+8 文献标识码:A持续性无水无损灭火是应急救援灭火装备的难题,如酒窖、计算机室、博物馆及图书等密闭空间需要采用无损灭火;锂、钠等活泼金属及其他遇水、遇湿、易燃易爆等危化品火灾需要使用无水灭火。
氮气具有绿色环保的特点,是无损无水灭火的最优选介质。
氮气作为一种惰性气体介质,不仅可以直接窒息灭火,也可作为干粉、泡沫等灭火剂的驱动气源,在应急救援领域发挥重要作用。
应急救援现有技术中,氮气存储在固定或车载式高压容器中,使用时通过减压后输送至现场。
受限于高压氮气瓶容量,在处置大型密闭空间如仓库等火灾时,无法实现连续正压供给,灭火效能差。
同时氮气存储占用大量空间,需要一定的维护成本。
因此,具备利用救援现场空气直接制取高纯度氮气功能的移动制氮系统具有较大的研究价值和应用前景。
1 膜分离制氮技术膜分离制氮技术是一种成熟的工业制氮方法,其工作原理是以空气为原料,在一定压力条件下,利用氧和氮等不同性质的气体在中空纤维膜中具有不同的渗透率来使氧和氮分离[1]。
膜制氮技术将氮气制取与实际使用结合在一起,解决了传统氮气罐、液氮供应的氮气储存及运输等问题,启动和停止迅速,可随时制取随时应用。
与其他制氮技术相比,膜制氮设备体积相对较小,结构紧凑、节省环境适应性强,系统集成简单,氮气产生速度极快,非常适合移动类装备。
PSA制氮技术及氮气纯化技术
.PSA制氮技术及氮气纯化技术(制氮机及氮气纯化设备专题)**: ***.制氮机一、PSA ( PRESSURE SWING ADSORPTION ) 变压吸附制氮机简介市场上目前的供氮方式主要有液氮、瓶装氮、现场制氮。
综合三种供氮方式,现场制氮是目前最经济、高效、节能的的一种供氮方式。
现场制氮适合于用气量在1000Nm3/h以下的用户。
现场制氮的一种主要方式即是PSA变压吸附制氮机。
该制氮机具有经济、高效、运行成本低、适应性强、易于操作、安全方便等特点。
二、PSA变压吸附制氮机原理主要是基于碳分子筛对氧和氮的吸附速率不同,碳分子筛优先吸附氧,而氮大部分富集于不吸附相中。
碳分子筛本身具有加压时对氧的吸附容量增加,减压时对氧的吸附量减少的特性。
利用这种变压吸附的特性,实现氧气和氮气的分离,得到我们所需要的气体组分。
由于吸附剂有一定的吸附容量,当吸附饱和时就需要再生,所以单吸附床的吸附是间歇式的,为保证连续供气,采用双吸附塔并联交替进行吸附,一塔工作一塔再生,连续产氮。
三、变压吸附制氮机主要使用领域1、冶金、金属加工行业通过变压吸附制氮机制取到纯度大于99.5%的氮气,通过和氮气纯化设备的联合使用纯度大于99.9995%、露点低于-65℃的高品质氮气。
用于退火保护气氛、烧结保护气氛、氮化处理、洗炉及吹扫用气等。
广泛应用于金属热处理、粉末冶金、磁性材料、铜加工、金属丝网、镀锌线、半导体、粉末还原等领域。
2、化工、新材料行业通过变压吸附制氮机制取纯度大于98%或所需要纯度的氮气。
主要用于化工原料气、管道吹扫、气氛置换、保护气氛、产品输送等。
主要应用于化工、氨纶、橡胶、塑料、轮胎、聚氨脂、生物科技、中间体等行业。
3、食品、医药行业通过变压吸附制氮机制取纯度大于98%或纯度为99.9%的氮气。
通过除菌、除尘、除水等处理,得到高品质的氮气,满足该行业的特殊要求。
主要应用于食品包装、食品保鲜、医药包装、医药置换气、医药输送气氛。
DT-10008 煤矿井下用碳分子筛制氮装置设计说明书

DT-1000/8型煤矿用碳分子筛制氮装置设计说明书设计:刘勇审核:杨世超瑞气企业空分设备有限公司煤炭科学研究总院重庆研究院一、设计基础条件1.大气条件海拔高度1000m环境温度2~40℃相对湿度≤80%2.原料空气温度≤40℃CO2 ≤350PPmC2H2≤0.5PPmC n H m ≤30PPm含尘量≤30mg/m3含油量≤3mg/m33.冷却水进水温度≤35℃进水压力 0.2~0.5M P a悬浮物含量≤100mg/L水质 PH6—8总硬度≤3.2mmol/L4.电源电压 660/1140V±5% 50Hz二、主要技术指标氮气产量(Nm3/h)1000氮气纯度(%)≥97(O2≤3)起动时间(min)≤30氮气出口压力(MPa)≥0.6三、制氮工艺流程DT-1000/8型煤矿用碳分子筛制氮装置由气源车、净化车、制氮车和缓冲车组成。
制氮工艺流程参见附图1煤矿用碳分子筛制氮装置工艺流程图流程简要说明:1. 气源车由空压机组成,原料空气经螺杆空压机压缩后输出。
2. 净化车压缩空气经除油净化器除去大部份水和油,残余含油量小于1PPm,再经精过滤器,滤除直径大于1μm的固体颗粒和水滴及油滴,残余含油量小于1PPm,然后经超精过滤器和活性炭过滤器过滤处理,残余含油量可达0.001PPm, 最后进入活性炭除油器,通过除油器内的活性炭除去压缩空气中的残余油分,经过这几个环节,得到洁净的压缩空气。
3. 制氮车洁净的压缩空气进入制氮系统,分为三路:第一路经节流阀LV1进入氧氮分离系统;第二路经球阀BV10,气源二联件(QL-1、TV1、L-1)输入气体,为矿用浇封型电磁阀DV1-DV11控制管道式气动阀QV1-QV10与角座阀JV1-JV4的开和关提供动力源;第三路经球阀BV9、空气过滤器QL-2、球阀BV11-BV18和单向阀ZV1~ZV8进入吸咐塔内的气囊充气压紧碳分子筛,防止碳分子筛下沉而引起沟流现象和碳分子筛粉化现象的发生,确保整机正常工作。
制氮设备自动控制系统

一、制氮设备自动控制系统控制系统对整个工艺系统进行集中监控,采用远控及就地控制相结合的方式,并设有就地/远方切换及必要的状态显示以及连锁和闭锁。
控制系统采用PLC进行控制,其控制方案的设计应符合工艺系统的控制要求,其控制点须满足系统监控需要,乙方在投标文件中提供PLC控制点清单。
主要自控点要求:自动调节分馏塔冷量平衡;液氮抽取可实行远距离和自动操作;压力、液位指示、超压报警及安全泻压装置;调节阀远距离操作、显示阀门开度;氮气出塔流量、压力指示、远距离调节;入塔空气流量指示;装置运行时分馏塔保温层内保持正压。
技术要求:系统应具有自动停机、自动检测和控制,具备各级别报警、连锁等控制功能,做到一键开机的全自动无人值守。
1、仪控系统确保有效地监控成套空分设备生产过程,要求自动化程度高,能在上位机上实现全部的控制、显示、记录、报警、打印报表等。
确保设备长期稳定可靠运行,操作维护方便。
2、仪表和PLC系统,在考虑先进性的同时,以可靠性为主。
3、空分装置的测量和控制以中控室为主,必要的操作和紧急停车均可在现场和中控室进行,重要的参数在中控室PLC上显示、记录、报警。
空分装置正常运转时,在PLC上完成显示和操作。
4、空压机控制系统随同机器带机旁仪表柜,在机旁柜显示部分参数和进行操作、报警、联锁。
5、分析取样阀和各在线分析仪表中安装在分析室,输出信号进入PLC系统进行显示、记录、报警。
6、仪控系统电源采用UPS供电。
7、仪控系统的测点位号采用空分行业标准。
8、所有主要阀门的开度均可在电脑上显示和控制,同时也可手动操作。
9、氮气累计流量可在上位机上显示。
10、仪表选型PLC系统选用进口产品,电源、控制器、通讯总线为1:1冗余配置;UPS电源选用进口产品。
11、压力、差压变送器采用1151智能变送器,且配备手持组态器1台。
12、就地温度显示采用双金属湿度计。
13、测温元件以PT100的铂电阻湿度计为主,冷箱内的测温点采用双支铂电阻温度计。
制氮设备、氮气储粮系统相关参数

5.8制氮设备、氮气管道敷设及气调储量系统5.8.1制氮设备5.8.1.1空气压缩机技术参数表5.8.1.2制氮机(15.8.1.3设备功能及要求1、碳分子筛:采用优质碳分子筛,正常使用可达8-10年。
2、吸附塔扩散装置:合理、可靠、安全、独特的内部气流扩散装置。
3、气动角座阀:制氮机气动阀正常使用寿命大于200万次以上。
4、吸附塔采用的自力式气缸压紧技术,延长分子筛的使用寿命。
压紧装置中配备了沉降报警系统。
5、碳分子筛填充密度要保证碳分子筛在吸附过程中不产生松动和粉化现象。
6、氮气出口放空系统为自动放空系统,且氮气纯度下限设定要求在触摸屏上以及远程可设置,通过比较纯度下限设定值氮气分析仪实时与监测到的氮气纯度,来切换放空/成品用气状态,使用户不合格的废气及时有效的排放,保证产品氮气质量。
为方便用户切换供气状态,放空装置成品气出口阀需实现远程控制开关功能。
7、制氮机组控制系统应采用触摸屏和PLC程序控制系统,以实现装置的时序控制和连续运行。
控制方式要求:冷干机、制氮机及空压机能够在同一面板上进行启停操作。
既能实现冷干机、制氮机、空压机的手动单独启停,也能实现空压机、冷干机、制氮机的自动一键启停。
控制系统具有本地、远程两种控制模式,在本地状态下可单独或者一键启停冷干机、制氮机、以及空压机。
远程状态也可实现一键启停冷干机、制氮机、以及空压机。
8、制氮机控制系统,能实现全自动运行,有良好的人机对话界面(触摸屏),能对有关工况(包括空压机、冷干机、制氮机组的运行状态、气流走向、阀门开关状态),氮气的流量、纯度、压力、温度、运行时间等数据自动记录曲线并可实时显示,能自动提示系统维护,能对各种故障进行报警提示并记录(空压机故障、冷干机故障、制氮机气缸报警、参数设置错误、传感器故障等故障),制氮机运行参数可在正常范围内设定并有密码保护。
9、制氮机控制系统预留与智能气调充氮控制系统对接的RS485通讯接口,采用MODBUS 通讯协议。
1200m3制注氮设备冷却系统改进

仅增加操作人员的劳动强度 ,而且对设备的使用寿命不利。此外该设备在夏季经常出现空气压缩机发动机 冷却液温度高而 自动保护停机。为此 ,对设备工艺流程及空气压缩机发动机冷却系统进行 改进 ,满足了油
井 现场 施 工 需 求 ,取得 明显 效 果 系统 ;改进
环形 空间 ,氮气泡沫携带 进底砂通过 油管从井 底向井 口排
却器 的冷 却均通过安装在发动 机上 的风扇进 行冷却 。在夏
季 ,卡特C 8 动机在 上午 1点3分 至下午4 3分期 间 , l发 0 0 点 0
出 ,油管上部接高压水 龙带 ,将排砂 液排入地 面储 罐 ,冲
砂 管随 冲砂 进程逐 渐下 放 ,当冲砂管顶 部下 放到井 口时 ,
中 图分 类 号 :T 4 H5 文 献 标 识码 :B
一
、
制 注氮 设 备 使 用现 状 及 存 在 的 问题
为 此 ,对 发 动 机 冷 却 系 统 进 行 问题 排 查 ,结 果 均 未 发 现 异
胜 利 采 油 厂 有 一 套 H 10 /5 C 载 移 动 集 装 箱 式 膜 Y一 203 一 车
时 ,打开 阀1 ,使冷却液通过旁通 管路和发动机 自带 水箱串
| 饕 ’
文章编 号 :1 7 — 7 (0 3 0 5 — 3 6 10 1 2 1 )0 — 0 4 0 1 1
.
改 造 与更 新
12 0 制注氮设备冷却 系统 改进 0 m3
胡 国保
( 中国石化胜利油 田分公司胜利采油厂 ,山东 东营 2 7 5 ) 501
摘
要 :胜利采油厂一套 1 0 m高 压制 注氮设 备 ,此工艺用氮气量 是间断的 ,且问断注氮时 间短 ,这不 0 2
制氮系统操作规程
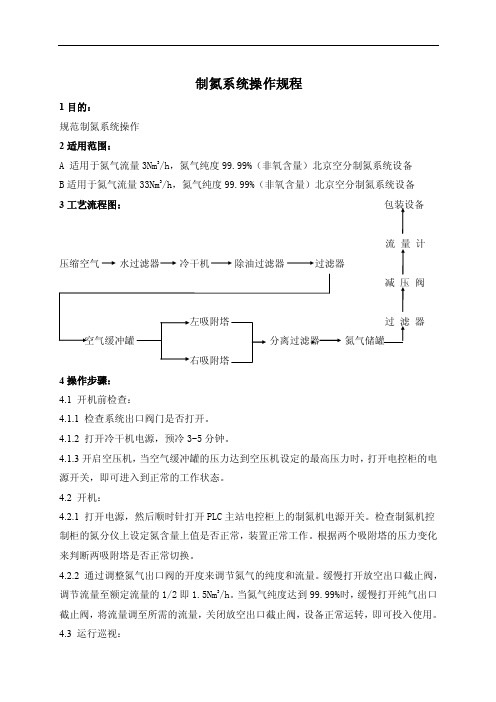
制氮系统操作规程1目的:规范制氮系统操作2适用范围:A 适用于氮气流量3Nm3/h,氮气纯度99.99%(非氧含量)北京空分制氮系统设备B适用于氮气流量33Nm3/h,氮气纯度99.99%(非氧含量)北京空分制氮系统设备3工艺流程图:包装设备流量计压缩空气水过滤器冷干机除油过滤器过滤器减压阀器4操作步骤:4.1 开机前检查:4.1.1 检查系统出口阀门是否打开。
4.1.2 打开冷干机电源,预冷3-5分钟。
4.1.3开启空压机,当空气缓冲罐的压力达到空压机设定的最高压力时,打开电控柜的电源开关,即可进入到正常的工作状态。
4.2 开机:4.2.1 打开电源,然后顺时针打开PLC主站电控柜上的制氮机电源开关。
检查制氮机控制柜的氮分仪上设定氮含量上值是否正常,装置正常工作。
根据两个吸附塔的压力变化来判断两吸附塔是否正常切换。
4.2.2 通过调整氮气出口阀的开度来调节氮气的纯度和流量。
缓慢打开放空出口截止阀,调节流量至额定流量的1/2即1.5Nm3/h。
当氮气纯度达到99.99%时,缓慢打开纯气出口截止阀,将流量调至所需的流量,关闭放空出口截止阀,设备正常运转,即可投入使用。
4.3 运行巡视:4.3.1 每一小时检查一次氮气纯度是否≥99.99%,如不正常,应调节出口流量阀门,直到正常为止。
4.3.2 每一小时检查一次空气缓冲罐压力是否正常(0.75Mpa),如不正常,应检查空压机系统。
4.3.3 每一小时至少检查一次氮气储罐压力是否正常(0.6Mpa),如不正常,应检查氮气流量。
4.3.4 每天2次(开机后检查一次,用氮气高峰时检查一次)巡视整个系统是否正常。
4.3.5 巡视过程如发现有跑、冒、滴、漏现象,根据情况的严重性,安排时间进行维修。
4.3.6 认真做好点检、巡视记录。
4.4停机:4.4.1在控制面板上按下停止按钮,关闭制氮机电源。
4.4.2 关闭氮气供气阀,其它阀门不变。
若长期不用时,则将各阀门关闭。
尿素合成过程低压蒸汽压力控制系统的设计

尿素合成过程低压蒸汽压力控制系统的设计
要设计尿素合成过程的低压蒸汽压力控制系统,需要以下步骤和考虑:
1. 确定控制目标:从合成反应器的角度来说,需要保持恒定的合适压力来确保反应的进行,同时避免压力过高导致安全风险。
2. 确定控制策略:可以采用PID控制器或者其它控制算法来控制低压蒸汽压力。
PID控制器可以根据实际压力和设定值之间的差异来调整低压蒸汽流量或低压蒸汽供给,以保持恒定的压力。
3. 选择执行器:根据控制策略,选择合适的执行器来控制低压蒸汽流量。
常用的执行器包括调节阀或者变频器。
4. 传感器选择:选择合适的传感器来测量低压蒸汽压力。
常用的传感器包括压力传感器或差压传感器。
5. 控制系统配置:将控制器、执行器和传感器连接起来,形成一个闭环控制系统。
根据实际情况,可以采用分散式控制系统或者集中式控制系统。
6. 参数调整和调试:根据实际情况,对控制器的参数进行调整和调试,以确保控制系统的稳定性和性能。
7. 安全措施:在设计和操作过程中,需要考虑安全因素,确保控制系统的可靠性。
例如,设置过压保护装置来防止低压蒸汽压力过高。
8. 定期维护:定期检查和维护控制系统的各个部分,确保其正常运行。
以上是设计尿素合成过程低压蒸汽压力控制系统的一般步骤和考虑,实际的设计和实施过程需要根据具体情况进行调整和优化。
济钢200000m^3/h制氧机氮水预冷系统过程检测及控制

维普资讯
设备仪控系统采用 日本横河 电机株式会社的 C N U E T M C 30 , S 00它主要 由现场控制站 ( C ) F S 、信 息指令操作站 、 现场控制数据 网 V n t —e 、操作信息数据 网 Ent A C总 —e 、 B 线变换器及 A G 网间连接 器组成 。 D S主要是通过现场 C C 控制站 ( C ) 实现 控制 。系统工程师可 以在 D S F S来 C 工作
此空冷塔底部的常温水液面必须保持恒定 ,既不能过高,以 免堵住空气入 口,甚至造成 空冷塔液泛 ,又不能过低,以免 破坏液封,因此采取定值调 节系统 ,使空冷塔底部液面高度
欢迎订阅 欢迎撰稿 欢迎发布产品广告信息
El C VO . 0 2 0 NO. 23 I 0 3 1 1
H 11 C10 的输出量程定义为 1 %~ 10 。由于空冷塔底部 0%
水流量调节 阀 V16 为气开式 ,当液位升高时, L 10 变 2 1 . 1 T1 送器输出信号增加,因此调节器 LC I A输 出增加 , 使得调节 阀 V16 位 开大 ,空冷塔 下部排水量增加 , L l0 液位 2阀 1 T 1 l 测量值 降低 ;液位 降低 时,调节 阀 阀位 关小 ,减 少水 的流 出,液面维持在定值 。由于空冷塔底部液位调节 回路控制对
空冷塔下段 。
每台组态的仪表进行操作,操作站能准确地记录每 台组态仪 表 的趋 势 曲线 ,及时 帮 助分 析 生产 上 遇到 的 问题 。 C N UM C 30 最大可有 1 个域 ,每个域最大站数为 E T S 00 6 6 个 ,其 中操作站数为 1 个 ,对于整个系统最大站数 26 4 6 5 个 ,最大监控工位数为 100 个。本系统操作员站采用普 000 通P C机代 替 了原 来 的专用 操作 站 ,操作 系统 为 WI N N T
制氮机技术规格书
制氮机技术规格书-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KIIQTD800/97变压吸附制氮装置主要技术参数及要求一、性能参数1.使用环境:1). 海拔高度: <2000米2). 环境温度:—10℃—+40℃3). 相对湿度:≤90%4). 噪音:≤70dB5). 供电电压:380V 50Hz6). 地震烈度: 7级2.主要技术参数1).氮气流量: 800Nm3/h2).氮气纯度:≥97%3).氮气输出压力: 0-0.65MPa(可调)4).电功率: 210Kw(含空压机功率)5).工作方式: 24小时连续工作6). 冷却方式: 风冷7).制氮方式: PSA变压吸附式二.PSA制氮设备组成PSA制氮设备由压缩空气源、空气净化系统、PSA制氮系统组成。
1.压缩空气源根据对氮气产量的输出压力及纯度,配备一台复盛公司生产的200Kw螺杆式空压机为制氮机提供压缩空气源,空压机的参数如下: A.型号: SA200AB.排气量: 33.5m3/minC.排气压力: 0.85MPaD.功率: 200KwE.重量: 4520Kg2.空气净化系统空气净化系统由WS级过滤器、冷冻式压缩空气干燥机、X1级过滤器、XA级过滤器、XAA级过滤器及空气储罐组成,对压缩空气进行除尘、除水、除油净化处理。
精心的选择使得压缩空气经过净化后的指标完全满足分子筛的使用要求,可使得设备长期运转正常,寿命达到10年以上,又能保证使用方的设备运行维护成本降到最低。
根据空压机的排气量,各部件选择如下:1).WS级过滤器对压缩空气进行初步过滤,除油、除水,滤除大量液体、大颗粒固体。
带有压差指示器,指示更换滤芯的最佳时间,提高过滤器的利用率,减少压降。
还带有自动排污装置,可靠地排出积聚的杂物。
A.型号:WS800FB.处理气量: 48m3/minC.过滤精度: 3μmD.残油量: 5ppmE.除水率: 99%F.容器类别:Ⅰ类2).冷冻式压缩空气干燥机利用冷冻原理,对压缩空气进行预冷却,达到除去冷凝水的目的。
制氮机技术规格书

QTD800/97变压吸附制氮装置主要技术参数及要求一、性能参数1.使用环境:1). 海拔高度: <2000米2). 环境温度:—10℃—+40℃3). 相对湿度:≤90%4). 噪音:≤70dB5). 供电电压:380V 50Hz6). 地震烈度: 7级2.主要技术参数1).氮气流量: 800Nm3/h2).氮气纯度:≥97%3).氮气输出压力:(可调)4).电功率: 210Kw(含空压机功率)5).工作方式: 24小时连续工作6). 冷却方式: 风冷7).制氮方式: PSA变压吸附式二.PSA制氮设备组成PSA制氮设备由压缩空气源、空气净化系统、PSA制氮系统组成。
1.压缩空气源根据对氮气产量的输出压力及纯度,配备一台复盛公司生产的200Kw螺杆式空压机为制氮机提供压缩空气源,空压机的参数如下:A.型号: SA200AB.排气量: minC.排气压力:D.功率: 200Kw E.重量: 4520Kg2.空气净化系统空气净化系统由WS级过滤器、冷冻式压缩空气干燥机、X1级过滤器、XA级过滤器、XAA级过滤器及空气储罐组成,对压缩空气进行除尘、除水、除油净化处理。
精心的选择使得压缩空气经过净化后的指标完全满足分子筛的使用要求,可使得设备长期运转正常,寿命达到10年以上,又能保证使用方的设备运行维护成本降到最低。
根据空压机的排气量,各部件选择如下:1).WS级过滤器对压缩空气进行初步过滤,除油、除水,滤除大量液体、大颗粒固体。
带有压差指示器,指示更换滤芯的最佳时间,提高过滤器的利用率,减少压降。
还带有自动排污装置,可靠地排出积聚的杂物。
A.型号:WS800FB.处理气量: 48m3/minC.过滤精度: 3μmD.残油量: 5ppmE.除水率: 99%F.容器类别:Ⅰ类2).冷冻式压缩空气干燥机利用冷冻原理,对压缩空气进行预冷却,达到除去冷凝水的目的。
A. 型号: JAD-30FB. 处理气量: 35m3/minC. 入口温度:≤50 ℃D.功率: 8KwE. 冷却方式:风冷3).X1级过滤器对压缩空气进一步过滤,除油、除水。
基于单片机的制氮控制系统设计

(作者单位:山西皆利气体科技有限公司)基于单片机的制氮控制系统设计◎朗曼引言氮气是一种良好的惰性气体。
其可有效用于硐室灭火、食品保鲜、化肥制作等多种领域,具有广泛的用途。
空气中的氮气占比为79%,为高纯度氮气(氮气占比为99%以上)的制取提供了大量的原材料。
在高纯度氮气的制取中,主要依托自动控制系统完成整个控制流程。
单片机是一种低成本、高效率的控制器。
由于氮气的生产流程工艺复杂程度较低,传统的氮气生产控制采用PLC 控制器,其生产成本较高。
因此,本文将单片机控制系统引入到高纯制氮的控制流程中,在提升产品自主可控性的同时,有效缩减高纯氮气控制系统的使用成本。
一、控制原理与设计要求1.控制原理。
在进行控制系统设计时,首先要选择合适的单片机控制器作为核心控制单元。
ATMEGA1280是一款低功耗、高性能的八位单片机,可满足高纯制氮的工作需求。
该控制器具有高耐久度非易失性的程序和数据存储器,具有86个可编程I/O 接口,16个模拟量输入接口,在满足当前制氮系统的需求下,也为后续控制系统的升级预留了冗余空间。
2.控制原理。
该制氮系统依据控制要求被划分为数据采集层、控制部分以及上位监控三大部分。
(1)数据采集层。
数据采集层通过各个工艺流程中安装各类传感器,将传感器数据通过电压信号的形式传输至单片机控制器,包括氮气罐温度、氮气流量、压力、氮气纯度等关键指标。
该值将以上指标转换为4-20mA 电流信号,传输至控制器模拟量采集通道上。
(2)控制部分。
控制部分选用ATMEGA 1280控制器,该控制器具有86个数字量输入/输出口。
可以根据需求进行输入/输出口的切换。
根据高纯制氮工艺要求,需要控制14个气动阀,该控制器的I/O 端完全可以满足需求。
该控制器自身带有4路4~20mA 模拟量信号通道,另外可以扩展两路4~20mA 模拟量信号输入,可满足高纯制氮的控制要求。
(3)监控部分。
本系统在进行设计时,利用上位监控软件可实时显示制氮工艺流程中的各工艺流程的时间及对各工艺流程的时间进行设定。
电驱动1200Nm3/h制氮设备控制系统设计

电驱动1200Nm3/h制氮设备控制系统设计【摘要】鉴于油田系统已经步入三次采油阶段,制注氮气设备的研发是一种必然的发展趋势,目前油田内此种设备大部分为柴油机驱动,前期消耗非常大,节能减排、人性化施工已经成为用户的最新需求。
电驱动1200Nm3/h制注氮设备通过电动机驱动,实现全程自动化控制,性能优越,达到节能减排的目的。
该机控制系统可分为空压机气控系统、膜制氮单元控制系统、增压单元控制系统、加药单元控制系统、箱式变电站控制系统、集中控制系统六部分。
【关键词】电驱动;1200Nm3/h制注氮设备;控制系统1 前言随着石油工业的发展,石油储量在逐年下降,石油的开采越来越困难。
然而仍然有近2/3的原油因为一二次未能采出而被封锁在地下,现在人们正为此而全力探索新方法和新技术。
向油层注氮以提高原油采收率,就是其中一项新技术。
利用氮气自身特性进行油层压力保持、混相与非混相驱及重力泄油等技术,可大大提高采收率,对我国石油工业稳产、高产具有很大意义。
氮气隔热助排增产工艺技术现已成为稠油热采的一项重要接替技术。
氮气是惰性气体,稳定性强,热传导性差,在空气中含量高。
油井注氮气就是为了进一步改善稠油的流动性,提高单井产能。
注入井内置换出油、套管之间的环行空间内油水,封住油、套环行空间。
高压氮气注入地层后体积膨胀,补充地层能量,达到驱油助排的目的。
同时,氮气注入油、套管环行空间,可防止油、套管因受热膨胀变形,提高油井寿命。
目前,我国主要生产的常规制注氮设备大多为柴油机驱动,存在能耗高、噪音大、维护成本高、工人劳动强度大等缺点。
此次研发设计的制注氮设备采用井场网电驱动、配置集中控制系统,在降低能耗与劳动强度的同时提高了操作舒适性,减少了热采注氮的作业成本。
制氮设备控制系统作为整套设备的重要组成部分,其设计性能标准决定了整机性能。
设计合理、运行稳定的控制系统可以有效地解决维护成本高、现场施工难度大、噪音大及环境污染等问题。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电驱动1200Nm3/h制氮设备控制系统设计
【摘要】鉴于油田系统已经步入三次采油阶段,制注氮气设备的研发是一种必然的发展趋势,目前油田内此种设备大部分为柴油机驱动,前期消耗非常大,节能减排、人性化施工已经成为用户的最新需求。
电驱动1200Nm3/h制注氮设备通过电动机驱动,实现全程自动化控制,性能优越,达到节能减排的目的。
该机控制系统可分为空压机气控系统、膜制氮单元控制系统、增压单元控制系统、加药单元控制系统、箱式变电站控制系统、集中控制系统六部分。
【关键词】电驱动;1200Nm3/h制注氮设备;控制系统
1 前言
随着石油工业的发展,石油储量在逐年下降,石油的开采越来越困难。
然而仍然有近2/3的原油因为一二次未能采出而被封锁在地下,现在人们正为此而全力探索新方法和新技术。
向油层注氮以提高原油采收率,就是其中一项新技术。
利用氮气自身特性进行油层压力保持、混相与非混相驱及重力泄油等技术,可大大提高采收率,对我国石油工业稳产、高产具有很大意义。
氮气隔热助排增产工艺技术现已成为稠油热采的一项重要接替技术。
氮气是惰性气体,稳定性强,热传导性差,在空气中含量高。
油井注氮气就是为了进一步改善稠油的流动性,提高单井产能。
注入井内置换出油、套管之间的环行空间内油水,封住油、套环行空间。
高压氮气注入地层后体积膨胀,补充地层能量,达到驱油助排的目的。
同时,氮气注入油、套管环行空间,可防止油、套管因受热膨胀变形,提高油井寿命。
目前,我国主要生产的常规制注氮设备大多为柴油机驱动,存在能耗高、噪音大、维护成本高、工人劳动强度大等缺点。
此次研发设计的制注氮设备采用井场网电驱动、配置集中控制系统,在降低能耗与劳动强度的同时提高了操作舒适性,减少了热采注氮的作业成本。
制氮设备控制系统作为整套设备的重要组成部分,其设计性能标准决定了整机性能。
设计合理、运行稳定的控制系统可以有效地解决维护成本高、现场施工难度大、噪音大及环境污染等问题。
2 制氮设备控制系统设计
2.1 总体设计思路
1200Nm3/h制氮设备控制系统可分为空压机气控系统、膜制氮单元控制系统两部分。
制氮设备配置有500kw变频电机、1350型寿力空气压缩机、寿力冷干机、捷能膜组、各级过滤器及其他附属器件。
各系统元器件均选用国内外知名厂家产品,保证整套系统设计高标准。
图1 制氮系统框图
2.2 空压机气控系统
2.2.1 系统选型
根据1200Nm3/h制注氮设备整机性能参数要求,空压机控制系统执行元件主要为:500KW变频电机、Sullair1350型空气压缩机、冷却器;控制元件主要为:G130型西门子变频器、气控阀、温度及压力传感器等。
系统在标况下额定压力为2.41MPa,排量38.77Nm3/min。
初步选定空压机控制系统各元件参数为:
空气压缩机型号:SULLAIR1350/350
功率:445kw
额定转速:1800r/min
额定压力:2.4MPa
额定排量:38.77Nm3/min
变频电机型号:YP400L-4WF1
功率:500kw
转速范围:900-1950r/min
变频器型号:SIEMENS-G130
功率:560kw
频率范围:0-100Hz
因此,系统所选空气压缩机、变频电机、变频器满足系统工作要求。
其它元器件按照主系统的压力及温度等级进行选配,均满足系统性能要求。
2.2.2 系统控制原理
空气压缩机控制系统通过S7-200进行集中控制,系统自检测空压机排气压力、排气温度、级间温度、油气分离器压力及温度,当各压力、温度值在控制范围内时,根据设定的排气压力输出信号至变频器,自动调节主电机转速,维持空压机气控系统稳定运行,全程实现闭环控制。
当存在报警信息时,进行实时反馈,通过显示屏进行查询故障信息。
达到报警值时,根据设定的延时时间,先使空压
机实现卸载排空,降低主电机转速,自动停机。
确保系统安全稳定运行。
2.3 膜制氮单元控制系统
2.3.1 系统选型
根据1200Nm3/h制注氮设备整机性能参数要求,膜制氮单元元件主要为:油气分离器、冷干机、颗粒过滤器、活性炭罐、电加热器、捷能膜组等;执行元件主要为:气动球阀、手动球阀、纯度调节阀、针型阀、排污电磁阀、氧分析仪、温度及压力传感器等。
系统在标况下额定压力为2.4MPa、膜前进气温度为40℃、膜前进气量达到2350Nm3/h时,氮气产量1200Nm3/h。
初步选定膜制氮单元控制系统各元件参数为:
冷冻式干燥机型号:SULLAIRSRHP-630
额定压力:2.41MPa
最高工作压力:2.76MPa
环境温度:≤50℃
额定功率:4.9kw
氧分析仪型号:DM-100
工作电压:DC24V
输出电流:4-20mA
量程范围:0-25%
捷能膜组型号:GENERONNPU750
额定压力:2.4MPa
最佳工作温度:43.3℃
最高效率:52%
系统所选冷冻式干燥机、氧分析仪、捷能膜组均满足系统工作要求。
其它元器件按照主系统的压力及温度等级进行选配,均满足系统性能要求。
2.3.2 系统控制原理
膜制氮单元控制系统通过S7-200进行集中控制,系统接收来自空压机单元的气源,冷冻式干燥机通过自检测进气管汇温度及压力,实现自启动,PLC控制系统通过各检测环节反馈的气体指标,控制各个电磁换向阀的开启、关闭,实现膜组供气。
通过检测氧分析反馈的氧气含量指标,换算出氮气指标,自动调节纯度调节阀的开度,产生合格氮气。
若系统产生的氮气指标不符合要求,实现自动排放;若系统产生的氮气指标符合要求,实现自动供气,进入下一环节。
当PLC 控制系统检测到膜前进气压力高、气体温度高时,自动开启总排空电磁阀,同时关闭膜前进气电磁阀。
直至气体压力、温度恢复正常值时,关闭总排空电磁阀,同时开启膜前进气电磁阀,给捷能膜组供气。
3 结论
制氮设备作为当代最具发展潜力的高新技术之一,对许多行业的科技进步和生产发展起到了重要的推动作用。
制氮设备控制系统设计合理,可以保证整套设备的稳定运行,完全满足整机性能要求。
此类设备不仅局限于油田内部采油领域,还可以广泛应用于集装箱保鲜、管道防腐等领域,市场前景极为乐观,可以创造良好的经济效益及社会效益。
参考文献:
[1]成大先.机械设计手册第三版第5卷[M].北京工业出版社,1997.
[2]NEMA:《电气工程师协会电气安装标准》.
[3]22GB10892-89:《固定的空气压缩机安全规则和操作规程》.
[4]GB755-2000:《旋转电机定额和性能》.。