铁道车辆关键零部件材料及成型
铁路货车锻造钩舌两火模锻成形工艺研究

第44卷第!期锻压装备与制造技术Vol.44No.6CHINA METALFORMING EQUIPMENT&MANUFACTURING TECHNOLOGY Dec.2020铁路货车锻造钩舌两火模锻成形工艺研究唐振英,温建利,唐林,陈明达(中车齐齐哈尔车辆有限责任公司,黑龙江齐齐哈尔161002)摘要:锻造钩舌是铁路货车车钩的关键牵引部件,该产品截面变化大,形状复杂,产品尺寸要求高,存在不容易锻造的薄筋。
为克服之前采用的自由锻制坯-模锻工艺加热火次多、生产成本高等缺点,本文结合6300t热模锻压力机生产线的特点,采用数值模拟技术开发出了钩舌在6300*热模锻压力机上两火锻造成形工艺。
通过模拟研究结果显示,钩舌两火锻造成形,预锻、终锻温度都在材料允许锻造温度范围内,锻比满足钩舌成形要求,且各工步模拟载荷都在设备额定载荷范围之内。
通过现场试验,锻件充型饱满且质量稳定可靠,较之前采用的锻造工艺减少了一火次锻造,有效的降低了生产成本并提升了锻造生产效率。
关键词:锻造钩舌;数值模拟;热模锻压力机;制坯;模锻中图分类号:TG316.3文献标识码:AD01:10.16316/j.issn.1672-0121.2020.06.023文章编号:1672-0121(2020)06-0093-07钩舌位于机车车厢之间,起到传递载荷、保持车距以保证列车正常运行的作用。
钩舌与钩头、钩尾框以及缓冲器等组成车钩缓冲装置。
随着铁路货运不断向高速和重载方向发展,钩舌作为连接机车以及车辆的主要部件,受到更加强烈的摩擦、冲击以及交变载荷的作用力,由于钩舌的形状非常复杂,之前大都采用铸造工艺成形,但强度,铁路货收稿日期:2020-07-28;修订日期:2020-08-29车进一步的提速和重载的需要,已逐渐被锻造成形工艺取代。
造钩舌具有很好的发展前景,然而锻造成形经验不,采用自由-成形工艺,加,造成和的大,具重的,不加加工工,使钩舌的组加工到。
DIN 6700-5-2002 中文版 铁路车辆及车辆部件的焊接.第5部分质量要求

2002 年 5
月
铁道机车车辆及其零部件的焊接 第 5 部分 质量要求
DIN 6700-5
om 前言 本标准是由铁道机车车辆标准化委员会 FSF 的 AA3.4 焊接和胶粘技术 组制订的 c 焊接是铁道机车及其零部件制造的一个重要工序 本标准所指的铁道机车车辆是按 DIN 25003 定义的
10042 1992 德文版 EN 30042 1994
z DIN 50124
金属材料的试验 电阻点焊 电阻凸焊和熔化点焊连接的剪拉试验
b DIN EN ISO 6520-1 材料几何不均匀性划分 熔焊
DIN EN ISO 13919-1 焊接
.第1部分 钢
电子射线焊连接和激光焊接连接
不均匀性计值分类导则
. 在 DIN 6700 系列标准中叙述了 焊接 这一特殊工序所需的规定 这些规定的基础是焊接技
术专业标准 并考虑了铁道机车车辆制造的特殊要求
w 第 1 部分 基本概念和基本规则
第 2 部分 焊接工作资质鉴定的要求
x 第 3 部分 结构设计说明
第 4 部分 实施规则
f 第 5 部分 焊接连接的质量要求
DIN ISO 10447 焊接 电阻射线点焊 凸焊和滚焊连接的滚切试验和錾削试验 与 ISO
w10447 相同
ISO DIS 13919-2
焊接 电子射线焊接和激光焊接连接 不均匀性计值分类导则
w第2部分 铝 w DVS 2923
铁道机车车辆制造中钢和铝材料的电阻点焊
DVS 1616
铁道机车车辆制造中焊接技术应用材料的选择
金属材料的电弧螺柱焊接
DIN EN 24063
金属焊接 钎焊 软钎焊和铜焊
x 1990 德文版 EN 24063 1992
地铁车辆橡胶金属零部件自主研制与应用试验

地铁车辆橡胶金属零部件自主研制与应用试验李熙;张元【摘要】针对北京地铁车辆运用维护中的实际问题,提出地铁车辆橡胶金属件自主研制的技术路线.以某线路车辆连接橡胶节点自主研制为示例,从几何结构测绘、材质测量、设计分析、型式试验、应用试验等方面进行产品性能体系化验证.结果表明,自主研制的零部件能够替代进口产品,满足运用要求.【期刊名称】《现代城市轨道交通》【年(卷),期】2017(000)008【总页数】5页(P8-11,15)【关键词】地铁车辆;橡胶金属件;国产化【作者】李熙;张元【作者单位】北京市地铁运营有限公司地铁运营技术研发中心,北京 102208;地铁运营安全保障技术北京市重点实验室 ,北京 102208【正文语种】中文【中图分类】U260.6+7截止2015年末,中国大陆地区共26个城市开通城市轨道交通运营线路共计116条,总长度达3618km。
20个城市拥有2条以上城轨交通线路,逐步形成网络化运营格局。
据不完全统计,截止2015年末,全国城轨交通累计配属车辆3538列,当年完成运营里程20.2亿车km。
超过1亿车km 的有6个城市,分别为北京、上海、广州、重庆、深圳和南京[1]。
目前,从车辆系统的国产化、自主化研制水平看,国内主要设备厂商已经实现了对车辆各主要系统的自主化研制并在市场上有着不俗的应用业绩。
但如西门子、阿尔斯通、克诺尔、纳博克、日立、东洋、三菱等公司的系统设备也有着大规模的应用,国内许多城市地铁公司在建设初期,对某些线路车辆招标时选用进口产品,采用西门子、庞巴迪等国外公司生产的车辆和车辆系统及零部件等。
随着运营周期增加,由于产品出保或换型等原因,部分系统或零部件在日常维护中经常发生备品采购周期长、价格高、备品备件不足、服务不及时等问题,给车辆运用和检修带来较大影响。
因此,通过自主化研制工作实现国产产品对进口产品的替代成为国内地铁运营商解决这一问题的重要途径之一。
目前,北京地铁已经实现了车辆牵引、制动、网络、走行部、车门等系统的自主化研制和试验,并针对系统中的核心关键零部件自主化工作开展了大量的研究和实践。
高铁零配件原材料及生产工艺流程

高铁零配件原材料及生产工艺流程1.作为高铁零配件的核心原材料之一,不锈钢具有优良的耐腐蚀性能。
As one of the core raw materials for high-speed rail parts, stainless steel has excellent corrosion resistance.2.高铁零配件的原材料之一为碳素钢,其具有良好的强度和硬度。
One of the raw materials for high-speed rail parts is carbon steel, which has good strength and hardness.3.铝合金是制造高铁零配件的重要原材料之一,具有轻质、耐腐蚀等特点。
Aluminum alloy is an important raw material for the production of high-speed rail parts, with characteristicssuch as light weight and corrosion resistance.4.高铁零配件的原材料还包括塑料材料,用于制造零配件的外壳和部分结构件。
Raw materials for high-speed rail parts also include plastic materials, used for the production of housings and some structural components.5.原材料的采购需要符合相关标准和要求,以确保高铁零配件的质量和性能。
The procurement of raw materials needs to meet relevant standards and requirements to ensure the quality and performance of high-speed rail parts.6.制造高铁零配件的工艺流程包括原材料切割、成型、加工等多道工序。
碳纤维三维织物复合材料轨道车辆关键承力构件制备技术及应用-概述说明以及解释

碳纤维三维织物复合材料轨道车辆关键承力构件制备技术及应用-概述说明以及解释1.引言1.1 概述概述碳纤维三维织物复合材料在轨道车辆领域具有广阔的应用前景。
它是一种新型的轻质高强材料,具有良好的力学性能和耐久性。
本文旨在介绍碳纤维三维织物复合材料在轨道车辆关键承力构件制备技术及应用方面的研究进展。
随着城市化进程的加速和人们对交通工具舒适性和安全性要求的提高,轨道交通成为了一种重要的交通方式。
轨道车辆的关键承力构件承担着车辆重量和荷载传递的重要作用,因此对于这些构件的材料选择和制备技术有着严格的要求。
在过去的几十年中,传统的金属材料一直是轨道车辆关键承力构件的首选材料。
然而,随着科技的进步,碳纤维三维织物复合材料因其优异的性能和重量比而逐渐受到关注。
碳纤维三维织物复合材料由高强度的碳纤维和环氧树脂等聚合物基体组成,具有高强度、高刚度、低密度和耐腐蚀等特点。
制备碳纤维三维织物复合材料的关键技术包括纤维预浸料制备、三维织物成型、压力固化和后续处理等环节。
这些技术的发展和应用使得碳纤维三维织物复合材料在轨道车辆领域具备了广泛的应用前景。
本文将重点介绍碳纤维三维织物的特点、碳纤维三维织物复合材料的制备技术以及轨道车辆关键承力构件的设计与应用。
同时,还将对制备技术的优势与挑战进行分析,并对轨道车辆关键承力构件的性能进行评估。
最后,将展望碳纤维三维织物复合材料在轨道车辆领域的应用前景。
通过本文的研究,相信碳纤维三维织物复合材料在轨道车辆领域将发挥巨大的作用,推动轨道交通的发展,提高交通运输的安全性和效率。
1.2 文章结构本文分为引言、正文和结论三个部分。
具体结构如下:1. 引言部分介绍了碳纤维三维织物复合材料轨道车辆关键承力构件制备技术及应用的背景和意义。
其中,1.1 概述部分对整个文章的主题进行了概括,简要介绍了碳纤维三维织物复合材料以及其在轨道车辆领域的应用。
1.2 文章结构部分(本段)则详细说明了整篇文章的结构框架。
简述轨道交通制造车体总组成小件安装方法、注意事项及用途

简述轨道交通制造车体总组成小件安装方法、注意事项及用途摘要:城市人口不断地增加,地铁是最便利最快捷最通畅的交通工具之一。
所以人们开始重视轨道客车的发展。
彻底的材料分为碳钢,不锈钢,铝合金,碳纤维等。
论述的是铝合金车型,它的优点是耐腐蚀性高工艺性能好轻便。
本文论述了铝合金车体总组成小件各位置的分布及安装步骤讲解。
中车长客第一台铝合金地铁研制于2004年至今也有这16年的历史了,在这14年里铝合金进入了地铁车车发展的行列当中。
铝合金密度低,强度高,接近或超过优质钢,塑性好可加工成各种型材,具有良好的导热性、导电性和抗腐蚀性,工业上广泛使用。
一些发展中国家也大力发展铝合金车体,并具备批量生产铝合金车体的能力。
列车轻量化是提高列车速度的首选条件,减小运行中的阻力,降低能耗,增加载重,因此在各国铁路运输业得到大力度发展。
近年来,由于铁道车辆的高速、轻量化,以及简化施工和维修等要求,促使了大型整体薄板和中空复杂的薄壁型材研制成功。
随着社会和科技的发展,操作技术范围不断扩大,方法丰富更新,但其本质始终不变,而我们这一代技术人工人所需要和掌握的实际经验和岗位操作技能的是不可或缺的重要组成部分。
关键词:城轨车铝合金总组成零部件安装一、总组成之车顶小件安装1.主要分部在车体一位端内外部,主要由吊装件和部分加强筋组装件和车顶上门角补强板、上横梁安装。
部分吊装件主要是控制及尺寸使其下到工序能进行完美尺寸安装,这部分主要注意空间位置和部分垂直度的把控。
还有就是部分加强筋的安装,主要保证他的契合度和尺寸位置,使其达到补强效果,有少部分需要验配切割,保证其工艺要求。
2.上门角补板主要是保证门口圆滑过度,使其后续装配有更好的安装空间和外观,安装方法主要是用样板进行划线、切削、打磨、焊接、修磨后达到工艺要求,主要保证门口圆滑过度,无棱角和凹凸现象等。
门上横梁主要是安装在门口上方,使其增加车体门口处的强度和下道工序安装件的定位之用,首先要保证图纸中的定位准确,一般都是一门口中心为准进行定位,以便于装配进行门口组件安装,其次是门口左右对称,和上面铆接件是否完好,是否需要反变形以保证车体尺寸。
铁道车辆用车轴成形方法现状与研究
线上的关键设备, 它采用多锤头以 310次 /m in的 频率径向同步锻打, 锻造时锤头同工件接触时间 短, 热量散失小, 且一部分变形能转化成了热能, 形成了恒 温锻 造, 使 锻件的 断面 收缩 率显 著提 高。精锻机锻造过 程中锻件边旋转边 做轴向移 动, 用改变锤头间距的方式形成轴向阶梯。由于 精锻机锻造坯料的每次变形量小, 多锤头又改善 了锻件的 应力 状态, 避免了 横向 展宽 引起 的裂 纹, 故其具有良好的锻透性。精锻机采用 CNC 控 制, 使得锻件尺寸精度较高, 表 1是精 锻机成形 RD2 轴的 效率 与外 形质 量指 标。
图 5 1楔, 2楔共同轧制的中间段
图 3 多楔楔横轧模具
从专利中可知楔横轧多楔轧制 RD2轴的模 具直径将为 5 1600 ~ 1800mm, 轧机 总高度 将为 5m 左右, 北京科技大学设 计的楔横轧模 具直径 已达到 5 1400mm, 国内加工直径达到 2m 的数控 机床和精车车床已很普遍, 这样模具的设计及加 工问题已能解决。
染重等缺点。楔横 轧是一种轴类零件 成形新工 艺新技术, 它以连续滚压的 方法, 即特 殊轧制的 方法成形各种轴类零件, 它具有高效、节材、低成 本、无污染等优 点。从经济角 度来讲, 楔横轧工 艺适用于大批量、专业化的 轴类零件生产, 对于 年产量五千 吨以 上产 品, 其经 济效益 显著。因 此, 把楔横轧多楔技术用运到车轴的生产将具有 重要的现实意义和经济价值。
李传民等: 铁道车辆用车轴成 形方法现状与研究
2006年 12月第 6期
i- 1
E Bi = B + Hk
( 1)
k= 1
式中 i) ) ) 楔序号;
Hk ) ) ) 第 k 楔展宽段端面移动量曲线与轧
高速铁路接触网零部件的新材料与新工艺发展
高速铁路接触网零部件的新材料与新工艺发展高速铁路作为现代交通领域的重要组成部分,在运行效率、安全性和环境友好性方面都提出了更高的要求。
其中,高速铁路接触网作为铁路系统中的重要组成部分,起着供电和集电的关键作用。
为了满足高速铁路运行的要求,不断发展新材料与新工艺已成为当前研究的重点。
高速铁路接触网零部件的新材料发展是一项关键的技术创新任务。
接触网支柱、吊装链、供电隔离开关等组件对材料的特性有着较高的要求。
传统材料如钢材、铜材等已经达到了一定的性能极限,不再能满足高速铁路的要求。
因此,寻找新材料成为了当前的研究热点。
一种被广泛研究和应用于高速铁路接触网零部件的新材料是碳纤维复合材料。
碳纤维复合材料具有重量轻、强度高、耐腐蚀、抗老化等特点,能够满足高速铁路要求的同时减少能耗,提高能源利用率。
此外,碳纤维复合材料还具有良好的抗拉强度和耐久性,具备减少维护和修复的优势,降低了运营成本。
除了碳纤维复合材料,金属基复合材料也是高速铁路接触网零部件的新材料研究领域的一个重要方向。
金属基复合材料结合了金属材料和非金属材料的优势,具有较高的强度、硬度和耐腐蚀性。
通过金属基复合材料的应用,可以提高高速铁路接触网零部件的使用寿命,并且降低系统维护成本。
在新材料的研究和应用过程中,新工艺的开发和创新也是非常重要的。
传统的制造工艺在满足要求时可能存在成本高、工艺复杂、生产效率低等问题。
因此,开发新的生产工艺对于降低生产成本、提高生产效率,以及满足高速铁路接触网零部件的相关特性具有重要意义。
电熔焊接是一种新的工艺,已经在高速铁路接触网零部件的制造过程中得到了广泛应用。
电熔焊接通过在几秒钟内加热并熔化金属表面,使得零部件表面形成一层坚固的连接,提高了零部件的耐久性和可靠性。
此外,还有一些新工艺如激光切割、激光焊接等也被应用于高速铁路接触网零部件的制造中,这些工艺具有高精度、高效率和无损伤的特点,有助于提高零部件的质量和性能。
综上所述,高速铁路接触网零部件的新材料与新工艺的发展是为了满足高速铁路的运行要求,提高能耗和环境友好性的关键步骤。
Al-Si系铸造高强度铝合金的制备技术研究 (1)

北京交通大学硕士学位论文Al-Si系铸造高强度铝合金的制备技术研究姓名:詹远光申请学位级别:硕士专业:材料学指导教师:韩建民20071201图1.1日本高速列车轻量化试验结果Fig.1.1WeightreductiontestresultsofJapanesehigh-speedtrain铝合金的比强度与合金结构钢相当,某些铝合金的强度甚至高于普通结构钢,并已生产出抗拉强度超过600MPa的超高强度高韧铝合金材料。
虽然某些铝合金在200℃~260℃温度下仍然能保持良好的强度.但在高温下,多数铝合金的强度呈大幅下降趋势,然而在摄氏零度以下,随着温度降低,铝及铝合金材料的强度反而会增加,因而能够作为优良的低温金属材料。
铝合金具有很高的抗腐蚀性,且北京交通人学坝I.学位论文2试验内容及Ⅳf究方法图2.14.Skw电阻炉及真空调压设备Ftga.14.Skwelectricalresistancefurnaceandvagunmadjustablecastingequipment2.1.4合金的熔炼工艺合金的熔炼过程按如下步骤进行:(1)烘烤吸管。
先将吸管用耐火材料压紧,然后放入吸管烘烤炉中进行预热。
以备铝料熔化后吸铸用。
(2)升温化料。
在吸管加热半个小时后,将铝料放入预先刷好涂料的坩埚内,将坩埚抽真空,在真空环境下把铝料加热至浇注温度。
(3)搅拌除气和扒渣。
在熔体温度达到浇注温度后,要定期用铌制搅拌杆进行搅拌除气,同时抽真空。
在浇注之前要扒渣数次。
除去氧化皮和杂质.2.2合金液态质量控制合金的熔体质量一般包含三方面的内容:熔体温度、熔体成分和熔体结构,它们对金属和合金的凝固组织与性能有重要的影响。
本试验采用实验室自主开发的一套搅拌系统来进行适当搅拌,使各种合金元素尽量均匀的分布于铝液中,保证熔体成分的均匀性,并促进熔体合金中的气体析出。
(1)合金熔体温度对合金凝固过程中组织形成及各类缺陷的控制有重要的影响。
铁道车辆关键零部件材料及成型

A级
B级 C、D、E级 F级 G和H级
碳% 0.15(最大) 0.15~0.25 0.04~0.55 0.45~0.59
锰% 0.30~0.60 0.30~0.60 0.60~0.90 0.60~0.90 0.60~0.90
磷% 0.045
0.045 0.045
0.045 0.045
硫% 0.050
国外目前只有德国、日本研制出该制动盘 但技术上严格保密 材料: SiCp/Al 装车实验:ICE高速列车280km/h时, 摩擦系数可达0.3-0.35
• 碳陶瓷材料制动盘
国内制动盘研究应用情况
• 铸钢制动盘 ---70年代 • 合金铸铁制动盘--- 80年代 • 蠕墨铸铁制动盘 --- 90年代初 • 锻钢制动盘 --- 90年代末 • 铝基复合材料制动盘 --- 目前正在研制
用于客车货车车钩等 车钩M211标准
北京交通大学(89年) 微合金化钢 18MnNiCrNbVTiRe
戚墅堰材料工艺研究所(89年以来) 32MnMoNiCu 27SiMnVTi 25MnCrNiMo
铁道车辆锻钢件
心盘、钩尾框等
AAR碳钢锻件标准 M-126-68
除车轴以外AAR标准中将碳钢锻件分为以下8级: A级-非热处理锻件,本级多适用于锻件、次要零件和表面硬化锻
轻微磨损、涂抹、擦伤、划伤、胶合、咬合
• 磨料磨损:磨料对表面微观切削
二体磨料磨损 三体磨料磨损
• 表面疲劳磨损:表面应力使表面材料产生疲劳
主要发生在滚动摩擦中
• 腐蚀磨损:表面发生化学或电化学反应
氧化磨损、特殊介质腐蚀磨损、气蚀浸蚀、微动腐蚀磨损
防止材料磨损的原则及方法
针对磨损的特点,具体改进摩擦副材料:
马钢系列铁路重载车轮研发
马钢系列铁路重载车轮研发苏世怀;殷朝海;陈刚;钟斌;宫彦华;曾东方【摘要】重载运输是国内外铁路货运发展方向,随着车辆轴重的加大,车轮使用条件发生显著变化,本文从重载车轮伤损特点入手,有针对性地从成分设计、冶炼工艺、热处理工艺等几方面提出了解决方案,通过一系列制造技术的设计和系统集成,在实际生产条件下实现了重载车轮产品的系列化,实物综合性能指标控制稳定,服役表现良好.【期刊名称】《安徽冶金科技职业学院学报》【年(卷),期】2018(028)003【总页数】4页(P1-4)【关键词】重载车轮;磨损;接触疲劳;热处理【作者】苏世怀;殷朝海;陈刚;钟斌;宫彦华;曾东方【作者单位】马钢(集团)控股有限公司安徽马鞍山 243000;马钢(集团)控股有限公司安徽马鞍山 243000;马鞍山钢铁股份有限公司,安徽省高性能轨道交通新材料及安全控制重点实验室安徽马鞍山 243000;马鞍山钢铁股份有限公司,安徽省高性能轨道交通新材料及安全控制重点实验室安徽马鞍山 243000;马鞍山钢铁股份有限公司,安徽省高性能轨道交通新材料及安全控制重点实验室安徽马鞍山 243000;西南交通大学牵引动力国家重点实验室四川成都 61003【正文语种】中文【中图分类】TF726+.6国外的成功经验表明,提高铁路货运效率的有效手段之一就是提高货车轴重,实现重载运输,以25 t轴重为例,轴重每增加1 t,运输效率能够增加4%。
目前我国货车轴重以23 t、25 t[1]-[2]为主,30t轴重货车也正在进行运用考核,与普遍以30t-35 t轴重为主的发达国家相比,轴重差距明显。
截止目前,我国大宗货物运输的主要手段仍是铁路货运,年货运量占全国货运总量10%以上,而30t轴重相比25t轴重,运输效率能够提高20%以上,经济和社会效益显著。
我国正在新建的中南通道、蒙西华中铁路等货运专线已按30 t轴重标准建设[3]。
车轮是铁道车辆关键零部件之一,随着车辆轴重加大,车轮使用条件恶化。
铁道车辆车轴锻造及热处理技术
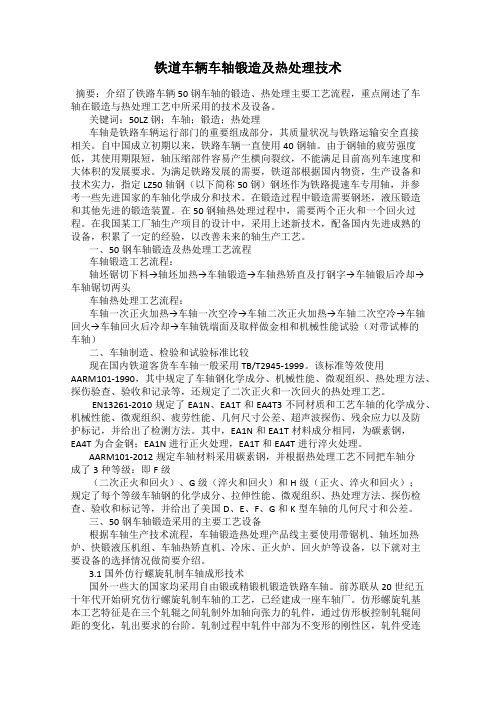
铁道车辆车轴锻造及热处理技术摘要:介绍了铁路车辆50钢车轴的锻造、热处理主要工艺流程,重点阐述了车轴在锻造与热处理工艺中所采用的技术及设备。
关键词:50LZ钢;车轴;锻造;热处理车轴是铁路车辆运行部门的重要组成部分,其质量状况与铁路运输安全直接相关。
自中国成立初期以来,铁路车辆一直使用40钢轴。
由于钢轴的疲劳强度低,其使用期限短,轴压缩部件容易产生横向裂纹,不能满足目前高列车速度和大体积的发展要求。
为满足铁路发展的需要,铁道部根据国内物资,生产设备和技术实力,指定LZ50轴钢(以下简称50钢)钢坯作为铁路提速车专用轴,并参考一些先进国家的车轴化学成分和技术。
在锻造过程中锻造需要钢坯,液压锻造和其他先进的锻造装置。
在50钢轴热处理过程中,需要两个正火和一个回火过程。
在我国某工厂轴生产项目的设计中,采用上述新技术,配备国内先进成熟的设备,积累了一定的经验,以改善未来的轴生产工艺。
一、50钢车轴锻造及热处理工艺流程车轴锻造工艺流程:轴坯锯切下料→轴坯加热→车轴锻造→车轴热矫直及打钢字→车轴锻后冷却→车轴锯切两头车轴热处理工艺流程:车轴一次正火加热→车轴一次空冷→车轴二次正火加热→车轴二次空冷→车轴回火→车轴回火后冷却→车轴铣端面及取样做金相和机械性能试验(对带试棒的车轴)二、车轴制造、检验和试验标准比较现在国内铁道客货车车轴一般采用TB/T2945-1999。
该标准等效使用AARM101-1990,其中规定了车轴钢化学成分、机械性能、微观组织、热处理方法、探伤验查、验收和记录等,还规定了二次正火和一次回火的热处理工艺。
EN13261-2010规定了EA1N、EA1T和EA4T3不同材质和工艺车轴的化学成分、机械性能、微观组织、疲劳性能、几何尺寸公差、超声波探伤、残余应力以及防护标记,并给出了检测方法。
其中,EA1N和EA1T材料成分相同,为碳素钢,EA4T为合金钢;EA1N进行正火处理,EA1T和EA4T进行淬火处理。
列车制动系统及其关键零部件

动 装置 及 基础 制 动 紧 急制 动 指令 、 电气 制 动 反馈 、 C信 号 输 入 等 , 经 过 AT 并 计算 机 处 理 , 出常用 制 动 指令 、 急 制 动 指令 来 控 制 相 应 电磁 阀 , 完 成 输 紧 以 制 动力 的 控制 。电 液制 动 装 置 由 电机 、 油泵 、 能器 、 用 制动 压 力 控制 、 蓄 常 紧 急制 动 压力 控 制 和 油箱 组 成 。液 压 制 动 系统 具 有质 量 轻 、 响应 速 度快 、 全 安 性 好 、 制 阀耐 久性 好 、 修 方便 等 特点 。 控 维
车 辆 制 动 装 置
车 辆 制 动机 车 辆 基 础制 动装 置
制 动装 置 、 风源 及 其净 化装 置 等 , 参
见 表 1 。 11 制 动机 .
我 国 的客 车 、 车 最早使 用 的是 G 货 L型和 GK型 制 动 机 。在 2 0世 纪 7 0 年代 初 , 原铁 道部 眉 山车 辆 厂 制 动 机 车 间 与 铁 道 科 学 研 究 院合 作 , 制 了 研
性 能 的提 高 、 液压 件 微 型化 以及 高可 靠 性 和适 用 性 等 , 给 机 车车 辆 制 动 系 都
统 采用 液 压技 术 创 造 了条 件 。液压 制 动 系统 一 般 是 由 油泵 、 蓄能 器 、 电磁 控 制 阀 以及 基础 制 动 装 置等 部 件组 成 。
整 个 液 压 制 动 系 统 按 照 功 能 可 分 为 微 机 制 动 控 制 器 ( C 、 液 制 MB U) 电
维普资讯
技 术 讲 座
铁道机车 车辆 工人 第 6 20 年 6月 期 08
文 章 编 号 :07— 0 2 2 0 )6—0 2 10 6 4 (0 8 0 0 8—0 4
铁道车辆中常用材料及其使用细则

技术与检测Һ㊀铁道车辆中常用材料及其使用细则祖㊀玲ꎬ陶㊀伟摘㊀要:随着科技创新的不断发展ꎬ铁道车辆的整体结构也发生了很大变化ꎬ针对不同材料其制造工艺㊁加工方法和焊接技术也得到了进一步发展ꎮ文章着重介绍现在铁道车辆中常用的材料钢㊁铝合金㊁复合材料的相关应用ꎮ关键词:铁道车辆ꎻ常用材料ꎻ使用细则一㊁引言随着科技创新的不断发展ꎬ铁道车辆整体结构也发生了很大变化ꎬ针对不同材料其制造工艺㊁加工方法和焊接技术也得到进一步发展ꎮ二㊁概述铁路在当今世界上已成为必不可少的出行通道ꎬ铁道车辆涵盖了现在所有可在铁路上运行的车辆种类ꎬ包括一般列车ꎬ动车等ꎬ这些车辆都是由不同零部件组合而成ꎬ而这些零部件必然是由一系列金属材料制造而成ꎬ制造工艺的深度及制造材料的好坏直接影响到铁道车辆的相关性能ꎬ我们在铁路运输的高速发展中ꎬ一步步将最底层㊁最原始也是最重要的步骤 材料进行不断提升ꎬ给上层技术的发展提供了可靠保证ꎬ让高科技有一定的发展空间ꎬ如果材料的发展不能跟上时代的进步ꎬ那立于这个之上的一切都只是一纸空谈ꎮ近些年来ꎬ为了减少车辆负重ꎬ碳纤维强化塑料(CFRP)以其轻量化的特点得到广泛应用ꎬ但整体来讲还是以金属材料为主ꎮ铁道车辆发展至今其种类也不断增加ꎬ但在构造上并没有发生很大变化ꎮ这是标准化的要求ꎬ也是铁路本身大工作量的客观要求ꎮ现在我们可以很容易发现铁路车辆的外形开始有了变化ꎬ特别是整体车厢的设计更加贴近生活ꎬ更加人性化ꎬ但是具体来说ꎬ只是实际的零部件有了更科学合理的结构设计ꎮ一般来说ꎬ车辆的基本构造由五大部分组成ꎬ它们分别是车体㊁车底架㊁走行部㊁车钩缓冲装置和制动装置ꎮ这五大部分以现在的制造工艺来讲ꎬ都是由一系列的金属材料制成的ꎮ具体的部件构造是使用哪种金属材质我们下面进行进一步的探讨ꎮ三㊁铁道车辆使用材料需满足的实际要求众所周知ꎬ铁路车辆一般是进行长距离㊁高负荷的运转ꎬ这便直接地要求我们所使用的制造材料需要满足一定的条件ꎬ这样才能在实际的应用中成为可能ꎮ具体要求有要具有以下几个方面的特性结构强度㊁刚度㊁振动特性等ꎮ高机械特性更是车体强度得到提升的主要原因ꎬ高机械特性一般包括纵弹性模量㊁拉伸强度㊁冲击动态强度㊁0.2%屈服强度即弹性极限应力㊁抗冲击断裂㊁疲劳特性ꎮ同时ꎬ在铁道车辆的高速运行状态下ꎬ与外界产生的极大摩擦必定会引起温度的急剧上升ꎬ这也就要求使用材料还要具有一定的阻燃性ꎬ另一方面ꎬ材料在应用中必定要经过一定的加工过程ꎬ这便要求使用材料有一定的塑造性ꎮ其他方面如易于维修㊁耐腐蚀㊁可再生等这些节约成本㊁有益于环保的特性也是铁道车辆材料选用时必须要考虑的ꎮ四㊁铁道车辆中常用材料及其使用细则(一)CFRP复合材料的应用碳纤维增强复合材料ꎬ显著特点表现为轻质量以及高强度ꎮ这种材料应用于高规格的科技产品上ꎬ如F1赛车㊁波音181客机等ꎮ在实际的工程中如桥梁加固㊁维修等都用到了这种新生的材料ꎮ在工程中使用的一般材料由于时间的积累ꎬ外界不可测因素的影响ꎬ多少都会产生损坏ꎬ利用碳纤维结构进行固定㊁修整是现代工艺常用的方法ꎮ首先由美国开始制造ꎬ它是由美国空军基地在两千摄氏度以上的高温下抽取人造丝而得到的ꎬ其融合程度非常高ꎮ(二)钢铁在铁道车辆中的应用第一辆钢制车辆的制造是在1927年开始得以实现的ꎬ随着对车速的不断要求ꎬ我们逐步地要求钢制车辆进一步轻量化ꎬ现在在一般的铁道车辆中均是由钢制材料所制成的ꎮ一般来说ꎬ普通钢铁一般具有容易成形㊁高强度㊁易于加工㊁焊接㊁维修㊁价格合理等有点ꎮ其形成和制造工艺是在铁的基础上控制碳元素的含量ꎬ然后经过热处理的加工ꎬ得到了强度便于控制的钢ꎮ在铁道车辆上我们以往使用的有普通结构的轧制钢材㊁普通冷车钢板㊁轻质材料㊁高耐候性轧制钢㊁高强度钢等ꎮ不同种类的钢有不同的特点ꎬ故其使用范围也不尽相同ꎮ比如普通钢容易锈蚀ꎬ所以在车辆车体的使用上一般不会将其应用于外部直接接触空气的外围结构上ꎮ对于钢铁的焊接方法上ꎬ由于其制材及成型比较容易ꎬ一般采用电弧焊等一般技术就能满足钢铁焊接的条件ꎮ当然还有TCS不锈钢脉冲MAG焊工艺ꎮ(三)铝合金在铁道车辆中的应用在世界范围内ꎬ铝的存储量在金属中居第一位ꎬ在通过一系列加工的情况下ꎬ其强度和抗拉强度会得到很大的提高ꎬ从物理特性方面考虑ꎬ相对于其他金属材质其密度要小ꎬ这也为铁道车辆的轻便提供了很好的原料ꎮ铝合金因为其显著特点在铁道车辆车体上的应用越来越广泛ꎬ动车在我国得到了空前的发展ꎬ而动车车体普遍来讲都是对采用铝合金的焊接结构ꎬ就焊接方法来讲ꎬ在铁道车辆上主要采用的是长纵焊缝连接ꎬ这种对于焊缝焊接的方法ꎬ长期以来得到普遍的应用ꎮ五㊁结束语铁路在当今世界上已经成为必不可少的出行通道ꎬ铁道车辆涵盖了现在所有的可在铁路上运行的车辆种类ꎬ包括一般列车ꎬ动车等ꎬ这些车辆都是由不同的零部件组合而成ꎬ而这些零部件必然是由一系列金属材料制造而成的ꎬ制造工艺的深度以及制造材料的好坏直接影响到铁道车辆的相关性能ꎮ参考文献:[1]田华彬.铁路机车总体结构材料的性能分析与选用:以机车车体和转向架结构为主要研究对象[J].南方职业教育学刊ꎬ2011(4).作者简介:祖玲ꎬ青岛四方川崎车辆技术有限公司ꎻ陶伟ꎬ中车青岛四方机车车辆股份有限公司ꎮ181。
动车组关键铸钢件质量控制
动车组关键铸钢件质量控制
朱正锋;曹健峰;曹松
【期刊名称】《铸造》
【年(卷),期】2024(73)3
【摘要】介绍了动车组关键铸钢件材料技术指标、表面质量以及内部质量要求。
结合部分关键铸钢件超标磁痕缺陷、渣气孔缺陷以及侵入性气孔缺陷的防治过程,阐述了保证铸件质量的工艺举措。
【总页数】5页(P410-414)
【作者】朱正锋;曹健峰;曹松
【作者单位】中车戚墅堰机车车辆工艺研究所有限公司
【正文语种】中文
【中图分类】TG26
【相关文献】
1.城际动车组铝合金车体关键尺寸控制工艺
2.城际动车组铝合金车体关键尺寸控制工艺研究
3.高速动车组高端铸钢件的生产技术与质量控制
4.基于关键步骤检查的动车组检修作业质量控制系统
5.氢燃料电池动车组氢动力系统能量控制单元关键技术
因版权原因,仅展示原文概要,查看原文内容请购买。
铁路货车段修基本工艺1

2.1.7 对下列容易丢失的车辆配件采取“焊固”措施: 2.1.7.1 提钩链上、下马蹄环组装圆销与垫圈;敞车中侧门下锁 销连杆和座组装圆销与垫圈,圆销与垫圈三等分3处点焊固,垫圈 与组装件须有轴向间隙。 2.1.7.2 敞车中侧门、下侧门,平车端门、侧门组装圆销与垫圈 须单面满焊,焊角高4 mm,垫圈与折页座的间隙为3~8 mm。 2.1.8 经过加装改造部位符合技术图样。
车辆落成检查作业
3.钩缓装置检查
铁路货车段修基本工艺
3.1 同一辆车的车钩、缓冲器、钩尾框型式须分别一致,原设计16 型、17型车钩配套装用者除外。 3.2 原设计装用C级钢、E级钢车钩的车辆仍须装用C级钢、E级钢 车钩。 3.3 车钩缓冲装置装车时,缓冲器须有压缩量,安装后须取出工艺 垫。从板或缓冲器与前、后从板座各工作面须接触,钩身、钩尾框 下框身的下面与其接触的配件须接触。
3.7
钩尾销安全吊装置齐全,配件作用良好。
车辆落成检查作业
铁路货车段修基本工艺
1.棚车等有棚顶车辆车体倾斜不大于(
)。
练 习
2.人力自然攀登1、4位脚蹬时,车体不得动摇, 脚蹬下平面至轨面的垂直距离为( )。
3.同一端梁上平面至轨面的垂直距离左、右相 差不大于( )。
车辆落成检查作业
铁路货车段修基本工艺
车辆落成检查作业
铁路货车段修基本工艺
3.4 钩提杆手把下端面至钢 轨上平面的距离须大于380 mm;活动端柱落下落成检查作业
铁路货车段修基本工艺
3.5 车钩须进行三态作用、 防跳性能良好,下作用车 钩须安装防跳插销装置; 16型车钩转动性能良好。
车辆落成检查作业
车辆落成检查作业
铁路货车段修基本工艺
2.1.5 车内应清扫,车内设备齐全;门、窗、盖开、关作用良好, 门、窗、盖处于锁闭状态;卸料装置试验作用良好,风卸料阀处于 关闭状态;涂去车辆标记规定以外的标记。 2.1.6 制动阀及安全阀须安装防盗装置,调整阀须安装防盗卡。
铁路客车车体钢结构设计技术(精)

铁路客车车体钢结构设计技术作者杜彦品内容提要:本文叙述了铁路客车车体钢结构的特点及分类,重点介绍了25型客车碳钢车体钢结构的组成部分、结构设计及主要技术要求,对铁路客车车体钢结构材料的选用及结构设计将有积极的帮助。
※※※1概述车体钢结构是铁路客车最基本的结构,为铁路客车走行部、制动装置、连接缓冲装置、车辆内部设备以及内装提供了安装的空间和基础。
新造25型客车车体钢结构为碳钢车体全钢焊接结构,由底架、侧墙、车顶和端墙等四部分焊接而成,俗称薄壁筒形车体结构。
目前我国的新造25型车有两种承载结构:一种是无中梁薄壁筒型整体承载结构,另一种是有中梁薄壁筒型整体承载结构(如行李车和邮政车。
随着车辆的用途和生产工艺条件的不同,各种25型客车的结构不全相同,但其外形尺寸和结构形式则基本一致。
2 车体结构的分类车体结构按车体所用材料分为以下三种:碳素结构钢车体——我国新造25型客车车体;不锈钢车体——我公司正在研制的200km/h客车车体, CRH1“和谐号”动车组的车体;铝合金车体——部分地铁车体、CRH2、CRH3、CRH5“和谐号”动车组的车体。
3 车体钢结构组成车体钢结构按部位可分为四个大部件:底架钢结构、侧墙钢结构、车顶钢结构、端墙钢结构。
车钩缓冲装置、风挡、脚蹬等安装在大部件上。
现就YZ25G(T 型硬座车(无中梁薄壁筒型整体承载结构和XL25G型行李车(有中梁薄壁筒型整体承载结构来详细说明车体钢结构的构造和特点。
YZ25G硬座车车体钢结构如图1所示。
4 底架钢结构4.1 底架结构组成底架钢结构由端牵枕、枕内横梁、枕外横梁、枕后纵向梁、侧梁、枕外铁地板和枕内波纹地板等组成,如图2所示。
端牵枕分为端梁、牵引梁和枕梁,如图3所示。
4.2 底架结构设计4.2.1 端梁端梁由6mm厚钢板压制而成,断面为“[”,YZ25G型硬座车端梁高400mm靠近侧梁处高180mm,称为“转角”。
在转角下翼面焊有3mm的围板,围板可以在端部遮挡脚蹬,起到美观的作用。
《铁道货车通用技术条件》GB
铁道货车通用技术条件GB/T5600-2006铁道货车通用技术条件carfreight railway Generaltechnical specification for 目次前言引言范围1规范性引用文件2 一般要求3 材料要求4 制造要求5 涂装与标记6 各车种要求7 通用敞、棚、平车技术要求规范性附录)附录A(专用货车技术要求规范性附录)附录B(罐车通用技术要求规范性附录)附录C(机械冷藏车通用技术要求)附录D(规范性附录前言。
GB/T5600-1997〈〈铁道货车通用技术条件》本标准代替与前版标准相比,本标准的主要内容变化如下:——一般要求中,新增了结构、运用、安全性等方面的内容;——材料要求中,取消了各类铸件、锻件、焊丝、弹簧等的材质要求,新增耐大气腐蚀钢、不锈钢、铝合金、铸钢件、涂料及其他金属、非金属的材质要求;——车体制造要求、转向架、制动装置、车钩缓冲装置、落成要求、涂装标记等按现车结构和新标准进行了修订;A “通用敞、棚、平车技术要求”;一一新增了附录B “专用货车技术要求”;一一新增了附录C “罐车通用技术要求”;一一新增了附录D “机械冷藏车通用技术要求”。
一一新增了附录〈铁道货车检查与试验GB/T5601 本标准规定了铁道货车的基本要求,铁道货车的检查与试验规则见。
规则》为规范性附录。
D附录、附录B附录C 本标准的附录A本标准由铁道部提出。
本标准由铁道部标准计量研究所归口。
有限责任公司、株洲车辆厂、四)本标准起草单位:铁道部标准计量研究所、齐齐哈尔铁路车辆(集团方车辆研究所、北京二七车辆厂、西安车辆厂、太原机车车辆厂、武昌车辆厂、眉山车辆厂。
本标准主要起草人;齐兵、孙琰、卢静、雷青平、朱森、孙明道、田葆栓、章薇、肖江石、朱秀琴、刘翀原、王宏。
本标准所代替标准的历次版本发布情况为:。
GB/T5600-1997、GB/T5600-1985——〈〈铁道货车通用技术条件》外,对不同类型的货车还GB/T5600在铁道标准体系中,货车整车标准除有许多共同之处。
铁路机车零部件生产工艺流程

铁路机车零部件生产工艺流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classicarticles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!铁路机车的零部件生产工艺流程如下:1. 原材料采购:首先需要采购各种所需的原材料,包括金属材料、塑料材料、橡胶材料等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
如:改变摩擦副匹配材料、润滑或自润滑方式、表面处理
• 抗磨方法:提高耐磨性
如:提高硬度或增加硬质相(高铬铸铁)
• 表层增强--- 改变组织或表层硬化处理
如:表面淬火(钢轨索氏体) 、表面处理、喷丸处理
3 材料的腐蚀
• 钢铁材料、铝、镁合金腐蚀的原因
1表面不能形成稳定致密的保护层(如氧化膜) 2表面层被破坏(如介质腐蚀或电化学反应)
轻微磨损、涂抹、擦伤、划伤、胶合、咬合
• 磨料磨损:磨料对表面微观切削
二体磨料磨损 三体磨料磨损
• 表面疲劳磨损:表面应力使表面材料产生疲劳
主要发生在滚动摩擦中
• 腐蚀磨损:表面发生化学或电化学反应
氧化磨损、特殊介质腐蚀磨损、气蚀浸蚀、微动腐蚀磨损
防止材料磨损的原则及方法
针对磨损的特点,具体改进摩擦副材料:
• • • • 铸铁制动盘 铸钢制动盘 锻钢制动盘 铝基复合材料制动盘
国外目前只有德国、日本研制出该制动盘 但技术上严格保密 材料: SiCp/Al 装车实验:ICE高速列车280km/h时, 摩擦系数可达0.3-0.35
• 碳陶瓷材料制动盘
国内制动盘研究应用情况
• • • • • 铸钢制动盘 ---70年代 合金铸铁制动盘--- 80年代 蠕墨铸铁制动盘 --- 90年代初 锻钢制动盘 --- 90年代末 铝基复合材料制动盘 --- 目前正在研制
世界 各国
日本 英 日本 日本 日本 日本 德国等 日本,法、 德国 日本,法, 德,美 日,法, 德英,美
复 合 材 料
非 金 属 金 属 系
C/C纤维 复合材料 铝合金基体 复合材料
重量轻,耐 热裂 重量轻,耐 磨
150
1.5-1.8
300
2.9
铁路车辆盘形制动材料适用速度范围
国外制动盘研究应用情况
寿命长
重量轻
价格低
各国正在使用及研究开发的制动盘材料
分类 材料名称 特点 强度 MPa 比重 g/cm 用途 研究的国 家
片状石墨 铸铁
铸 钢 铁 系 金 属 材 料 铁 系 Ni-Cr-Mo 低合金铸铁 蠕虫状石墨 铸铁 奥氏体等温 铸铁 铸铁-铸钢 复合 铸钢 钢 系 锻钢
摩擦特性 稳定,价廉
我国美国AAR铸钢开发及应用
B级钢: 25MnNi
我国美国AAR铸钢开发及应用
C级钢:
用于客车货车车钩等 车钩M211标准
北京交通大学(89年) 微合金化钢 18MnNiCrNbVTiRe 戚墅堰材料工艺研究所(89年以来) 32MnMoNiCu 27SiMnVTi 25MnCrNiMo
铁道车辆锻钢件
• 主要改进途径: 1 改变材料:如耐侯钢、不锈钢
2 表面处理:原子结合,冶金结合、机械结合、半冶金结合 3 表面防护:油漆、钝化等
三 美国AAR钢标准
• 美国铁路协会(AAR—— Association of American Railroads)是北美货运铁路 的标准化机构,其成员包括美国,加拿 大、墨西哥等。 AAR标准是美国铁路 协会推荐标准。与钢有有关的标准: • AAR铸钢材料标准 M-201-92 • AAR碳钢锻件材料标准 M-126-68
界面强化
形变强化2%
2 组织---性能关系公式
s = PN+ IN+ R+ G+ SG+ D + Pp+ pear + T (MPa) ITT = - 19 +mc j+mn n+mi gi+mG G + mSG SG+mD D+mPp Pp +mpear pear+mT T (º C)
0.045
0.050
0.045
0.050
0.045
0.050
0.15
0.15
0.15
AAR碳钢锻件标准---机械性能
四 客车制动盘材料
德
四 制动盘结构
2 1
3 4
1—盘毂;2—制动盘; 3—闸片;4—驱动杆 图 盘形制动装置
制动盘及盘形制动装置
对制动盘材料的要求
制动安全性: 高热负荷、离心力、制动压力 制动性能: 高而稳定的摩擦系数 经济性: 耐磨性好
美国AAR铸钢标准-热处理
规定以下热处理内容:
1 完全退火 ---除非用户要求铸件必须采用完全退火外, 生产厂可选用正火来代替完全退火。 2 正火 ---对于规定为正火的B级钢铸件是否还需要作随 后的回火处理,这由生产厂决定。 3 正火和回火 4 淬火和回火 ---淬火与回火之间间隔时间,在任何情况 下,不超过8小时。 5 重复热处理的次数不能超过两次,而且应重新进行 机械性能试验 。
裂纹存在时的 断裂韧性结构设计方法
• 对有表面裂纹的情况,裂纹尺寸临界值acrit、 材料性能KIC和工作应力 W之间的关系(三 角关系):
• 其中:Ø --- 与结构尺寸有关,Y---屈服强度
不同表面裂纹的K值
强度设计方法与断裂韧性设计方法比较
• 传统的强度设计方法材料的强度来进行设计 的,并安全系数来达到安全的设计,是一种 静态应力设计方法。
铁道车辆关键零部件 材料及成型
内
一 材料强韧化原理 二 失效方式 三 美国AAR钢标准 四 制动盘材料 五 奥贝球铁 六 双相钢
容
一 材料强韧化原理及方式 --- 主要强韧化方式
• 晶格内摩擦力---原子结合力PN
• 固溶强化--- 间隙或置换 IN+ R=k[c]+k[n]+ Ki[Xi] • 晶粒细化强化--- G= kiD • 位错强化--- D=2aµ 1/2 b • 沉淀强化--- Pp--- Orowan 机制 • 组织强化--- pear = kpear fpear • 织构强化--- T
美国AAR铸钢标准-机械性能
• • • • • • • • • A级钢 B级钢
不退火 A或N
C级钢 D级钢 E级钢
强度(磅/寸2) 60,000 60,000 70,000 90,000 105,000 120,000 屈服(磅/寸2) 30,000 30,000 38,000 60,000 85,000 100,000 延伸率(%) 22 26 24 22 17 14 面积缩小率(%) 30 38 36 45 35 30 硬度 (HBS) 108 -- 160 137-208 179-241 211-285 241-311 AK (IB) 15 15 20 20 20 +20F 0F -40F -40F -40F
0.2 /MPa
285
b /MPa
310
150
4 103
82.5
217
225
300
72.1
111
118
450
44.7
29.6
34.4
SiCp/Al复合材料的性能优化
K指标的意义
制动盘的热疲劳失效是制动盘使用时的主要 问题和失效方式之一 K指标可以作为反映材料抵抗热疲劳的性能 优劣 的参数,以K指标作为优化的目标函数, 对复合材料的组份及热处理工艺参数设计。
注:1以上关系没有考虑到各因素之间的交互作用。 2 只有细化晶粒强化,其脆性矢量负值的强化方式。
3 零部件上材料的实际问题
缺陷(裂纹、孔洞、夹杂物等) --- 不可避免,只能控制、检测 尺寸形状 --- 组织的截面效应
三角试样所体现的铸铁壁 后与组织的关系
二 零部件失效的主要方式
• 断裂失效 常温 高温 低温---静载或动载荷下裂纹及扩展 • 疲劳失效 (略) 交变载荷下的裂纹及扩展 • 磨损失效 各种磨损机理下导致的尺寸和形状变化 • 腐蚀失效 各种腐蚀情况下引起的外观及尺寸变化
1 材料断裂失效
构件在外载荷的作用下:
裂纹萌生 --- 裂纹扩展 ---- 失稳断裂
1 构件在外载荷的作用下,只有达到一定的裂纹极限值acrit才 能发生失稳断裂。
2 服役过程中,裂纹萌生和裂纹扩展的时间就是构件的寿命。而裂 纹萌生和裂纹扩展的速度或特点因材料特性有很大的差异,其 中反应材料抵抗裂纹失稳扩展阻力参数是断裂韧性因子KIC。Biblioteka 美国AAR铸钢标准-化学成分
• • • • • • A和B级钢 碳,最高% 0.32 锰,最高% 0.90 磷,最高% 0.040 硫,最高 % 0.040 硅,最高% 1.50 C、D和E级钢 0.32 1.85 0.04 0.04 1.50
• 1 A和B级钢 在规定的最高含碳量以下,每降低 0.01%的碳量,允许把规定的最高含锰量提高0.04% , 但最高提到1.2%。 • 2 除上述规定的成份外,其他元素的含量可由制造厂 选择,以获得所规定的机械性能。
轻质制动盘--减少轴重和簧下重量 改善列车的运行品质 降低能耗
重量与能耗比较
日本新干线高速 列车数据:
轴重由16t降低 到11.3t,能耗 节省34%
SiCp/Al复合材料的组织与性能研究
组织结构
× 100
× 600 SiC分布均匀
常温和高温力学性能
温度 ℃ 20
E
/ GPa
mm/mm·s-1 94.2
–1/2
• 亚结构强化--- SG = fSGkSGDG-1
1 强化机理说明
位错滑移
固溶强化
阻碍位错滑移
( 沉淀或弥散强化)
强化机理说明---组织强化
C:0.2%
C:0.4%
C:0.6%
C: 0.77%
C: 1.2%
强化机理说明
条状马氏体 (0.03%C,2%Mn)
条状马氏体中 位错亚结构
强化机理说明
摩擦特性稳 定,合金化 高强度,石 墨形状改变 高强度 热处理 摩擦+强度, 材料复合 高强度,耐 热裂纹 同上