第三章高炉炼铁工艺设备
第三章高炉炼铁详解

高炉结构
高炉是由耐火材料砌筑而成 竖式圆筒形炉体,外有钢板 制成炉壳加固密封,内嵌冷 却器保护,炉子自上而下依 次分为炉喉、炉身、炉腰、 炉腹和炉缸五部分。炉缸部 分设有风口、铁口和渣口, 炉喉以上为装料装置和煤气 封盖及导出管。
小料钟是控制原料进入料罐的,大料钟是控制原料进入炉
高炉 炉内 炉料 状况 及反
企业 名称
宝钢 武钢 鞍钢 邯钢 太钢 莱钢 鄂钢 杭钢 三明
炉 炉容 系数 焦比 煤比 风温 渣铁比 入炉品 号 m3 t/m3d Kg/t kg/t ℃ kg/t 位% 3 4350 2.344 276 200 1274 258 60.09 5 3200 2.208 377 138 1104 268 60.00 3 2580 2.140 357 160 1113 294 59.73 7 2000 2.188 326 125 1099 325 59.98 3 1200 2.159 375 110 1066 278 60.52 4 750 3.030 391 100 1115 327 59.32 8 620 2.640 401 101 1093 310 59.68 4 450 3.970 411 127 1066 260 60.52 3 380 3.98 404 107 1126 305 59.90
(1)形状:
随着原料与操作条件的变化,其纵剖面可形成倒V形、 W形或V形等分布,见下图。
(2)软熔带对高炉冶炼的影响: • 软熔带对高炉中下部起着煤气再分布的作用; • 影响矿石的间接还原、煤气利用以及对炉衬的维护等。
目前倒V形软熔带被公认是最佳软熔带。
3、滴落带
(1400℃以上)含铁炉料虽已熔化,但焦炭尚未 燃烧,因而该区料柱是由焦炭构成的塔状结构;
(完整版)高炉炼铁工艺流程及主要设备简介
三、高炉冶炼主要设备简介
1、高炉 高炉炉本体较为复杂。 横断面为圆形的炼铁竖炉。用 钢板作炉壳,壳内砌耐火砖内衬。高炉本体自上而下 分为炉喉、炉身、炉腰、炉腹 、炉缸5部分。高炉生 产时从炉顶装入铁矿石、焦炭、造渣用熔剂(石灰 石),从位于炉子下部沿炉周的风口吹入经预热的空 气。在高温下焦炭中的碳同鼓入空气中的氧燃烧生成 的一氧化碳和氢气,在炉内上升过程中除去铁矿石中 的氧,从而还原得到铁。炼出的铁水从铁口放出。铁 矿石中未还原的杂质和石灰石等熔剂结合生成炉渣, 从渣口排出。产生的煤气从炉顶排出,经除尘后,作 为热风炉、加热炉、焦炉、锅炉等的燃料。高炉冶炼 的主要产品是生铁 ,还有副产高炉渣和高炉煤气。
1—高炉;2—重力除尘器;3 — 布袋除尘器; 4—调压阀组
23
三、高炉冶炼主要设备简介 重力除尘
24
三、高炉冶炼主要设备简介
箱体除尘: 由重力除尘后的荒煤气进入箱体进行布 袋过滤,最后成为净煤气。要求净煤气 粉尘量小于10毫克。
25
高炉冶炼主要设备简介
刮板机
26
高炉冶炼主要设备简介
27
高炉冶炼主要设备简介
炉渣和生铁定期通过铁口外排。通过炉前撇渣器进行渣 铁分离,铁水通过铁水罐运到炼钢或铸铁。炉渣经过 水淬后,输送到渣场。
高炉炼铁的主产品是生铁,副产品是高炉煤气、水渣、 炉尘。
5
二、高炉炼铁原理
6
三、高炉冶炼主要设备简介
高护炼铁设备组成有:①高炉本体;②供料设备;③ 送风设备;④喷吹设备;⑤煤气处理设备;⑥渣铁处 理设备。 通常,辅助系统的建设投资是高炉本体的4~5倍。生 产中,各个系统互相配合、互相制约,形成一个连续 的、大规模的高温生产过程。高炉开炉之后,整个系 统必须日以继夜地连续生产,除了计划检修和特殊事 故暂时休风外,一般要到一代寿命终了时才停炉。 高炉炼铁系统(炉体系统、渣处理系统、上料系统、 除尘系统、送风系统)主要设备简要介绍一下。
高炉炼铁的工艺流程及主要设备
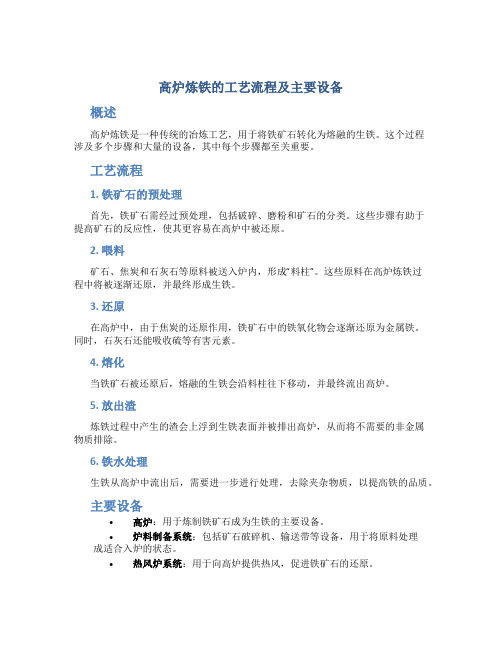
高炉炼铁的工艺流程及主要设备概述高炉炼铁是一种传统的冶炼工艺,用于将铁矿石转化为熔融的生铁。
这个过程涉及多个步骤和大量的设备,其中每个步骤都至关重要。
工艺流程1. 铁矿石的预处理首先,铁矿石需经过预处理,包括破碎、磨粉和矿石的分类。
这些步骤有助于提高矿石的反应性,使其更容易在高炉中被还原。
2. 喂料矿石、焦炭和石灰石等原料被送入炉内,形成“料柱”。
这些原料在高炉炼铁过程中将被逐渐还原,并最终形成生铁。
3. 还原在高炉中,由于焦炭的还原作用,铁矿石中的铁氧化物会逐渐还原为金属铁。
同时,石灰石还能吸收硫等有害元素。
4. 熔化当铁矿石被还原后,熔融的生铁会沿料柱往下移动,并最终流出高炉。
5. 放出渣炼铁过程中产生的渣会上浮到生铁表面并被排出高炉,从而将不需要的非金属物质排除。
6. 铁水处理生铁从高炉中流出后,需要进一步进行处理,去除夹杂物质,以提高铁的品质。
主要设备•高炉:用于炼制铁矿石成为生铁的主要设备。
•炉料制备系统:包括矿石破碎机、输送带等设备,用于将原料处理成适合入炉的状态。
•热风炉系统:用于向高炉提供热风,促进铁矿石的还原。
•煤气净化系统:将高炉产生的煤气进行净化处理,以回收有价值的物质。
•废气处理系统:对高炉排放的废气进行处理,以符合环保要求。
•铁水处理设备:包括转炉、钢包等设备,用于对生铁进行进一步加工处理。
结论高炉炼铁是一项复杂的工艺,涉及多个步骤和设备的协同作用。
通过对每个环节的精细控制和优化,可以提高生铁的质量和产量,同时降低生产成本。
在环保意识日益增强的今天,高炉炼铁企业应致力于提高资源利用效率,减少排放,实现可持续发展。
第三章 高炉炼铁

的碳化硅砖或高导热的炭砖为主,高
炉下部以高导热的石墨质炭砖为主,
图 5.7 炉缸、炉底砌筑结构
6
图 3.7 为炉缸、炉底砌筑结构示意图。 3)冷却设备
冷却设备的作用是降低炉衬温度,提高炉衬材料抗机械、化学和热产生的侵蚀能力, 使炉衬材料处于良好的服役状态。高炉使用的冷却设备主要有冷却壁、冷却板和风口。冷却 壁紧贴着炉衬布置,冷却面积大;而冷却板水平插入炉衬中,对炉衬的冷却深度大,并对炉 衬有一定的支托作用。
(3)鼓风:空气通过高炉鼓风机加压后成为高压空气(鼓风),经过热风炉换热,将温 度提高到 1100~1300℃,再从高炉风口进入炉缸,与焦炭和煤粉燃烧产生热量和煤气。鼓风 带入高炉的物理热占高炉热量总收入的 20%左右。在鼓风中加入氧气可提高鼓风中的氧含 量(称为富氧鼓风)。采用富氧鼓风可提高风口燃烧温度,有利于高炉提高喷煤量和高炉利
4000m3 级高炉日产生铁量达到 10000 t 以
上。
hf
d1
β D
α
风口 中心线
d
铁口 中心线
h1
h2
h3
h4
h5
h6
炉 喉
炉 身
炉 腰 炉 腹 炉 缸 死铁层
Hu H
h0
3.2.3 高炉生产主要技术经济指标
图 5.3 高炉内型
(1)有效容积利用系数(ηu ):每 m3 高炉有效容积每天生产的铁水量( t / m3 ⋅ d ),
KΣ
=
每天装入高炉的焦炭量+ 每天喷入高炉的煤粉量×置换比 高炉每天出铁量
(3.4)
煤粉置换比通常小于 1.0,一般在 0.75~0.90 之间。
(6)冶炼强度( I ):每 m3 高炉有效容积每天消耗的(干)焦炭量( t / m3 ⋅ d )。
高炉炼铁的工艺流程及主要设备
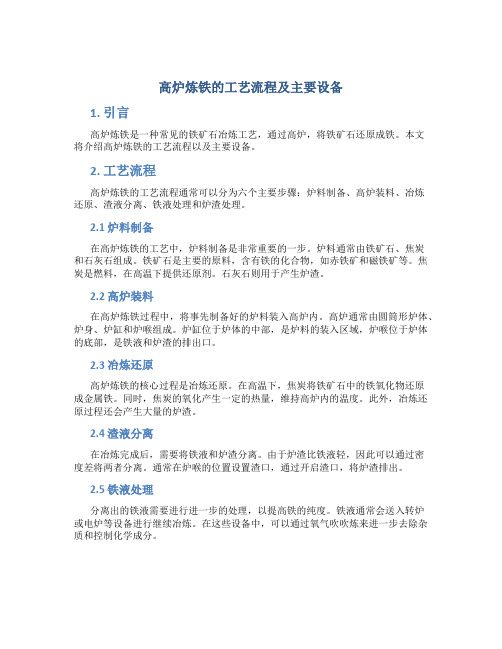
高炉炼铁的工艺流程及主要设备1. 引言高炉炼铁是一种常见的铁矿石冶炼工艺,通过高炉,将铁矿石还原成铁。
本文将介绍高炉炼铁的工艺流程以及主要设备。
2. 工艺流程高炉炼铁的工艺流程通常可以分为六个主要步骤:炉料制备、高炉装料、冶炼还原、渣液分离、铁液处理和炉渣处理。
2.1 炉料制备在高炉炼铁的工艺中,炉料制备是非常重要的一步。
炉料通常由铁矿石、焦炭和石灰石组成。
铁矿石是主要的原料,含有铁的化合物,如赤铁矿和磁铁矿等。
焦炭是燃料,在高温下提供还原剂。
石灰石则用于产生炉渣。
2.2 高炉装料在高炉炼铁过程中,将事先制备好的炉料装入高炉内。
高炉通常由圆筒形炉体、炉身、炉缸和炉喉组成。
炉缸位于炉体的中部,是炉料的装入区域,炉喉位于炉体的底部,是铁液和炉渣的排出口。
2.3 冶炼还原高炉炼铁的核心过程是冶炼还原。
在高温下,焦炭将铁矿石中的铁氧化物还原成金属铁。
同时,焦炭的氧化产生一定的热量,维持高炉内的温度。
此外,冶炼还原过程还会产生大量的炉渣。
2.4 渣液分离在冶炼完成后,需要将铁液和炉渣分离。
由于炉渣比铁液轻,因此可以通过密度差将两者分离。
通常在炉喉的位置设置渣口,通过开启渣口,将炉渣排出。
2.5 铁液处理分离出的铁液需要进行进一步的处理,以提高铁的纯度。
铁液通常会送入转炉或电炉等设备进行继续冶炼。
在这些设备中,可以通过氧气吹吹炼来进一步去除杂质和控制化学成分。
2.6 炉渣处理炉渣是冶炼还原过程中产生的副产品。
炉渣中含有一定的铁和其他金属成分,因此可以经过处理进行回收利用。
常见的炉渣处理方法包括浸出法、粉碎法和重力分离法等。
3. 主要设备在高炉炼铁工艺中,主要的设备包括高炉、转炉(或电炉)、炉缸、炉喉和渣口等。
3.1 高炉高炉是高炉炼铁过程中最重要的设备之一。
高炉通常采用圆筒形炉体,炉体内部由耐火材料构成,能够承受高温和化学腐蚀。
高炉的炉体一般由上部、中部和下部组成,各个部分有不同的功能。
3.2 转炉或电炉转炉或电炉是对分离出的铁液进行进一步处理的设备。
高炉炼铁工艺流程与主要设备概述
高炉炼铁工艺流程与主要设备概述高炉炼铁工艺流程主要包括物料准备、燃烧和还原、熔融和分离、产物收集等阶段。
首先,铁矿石、焦炭和石灰石等原料经过粉碎、混合等处理,制备成炼铁熔炼的物料。
然后将炼铁工料装入高炉上料口,通过燃烧生产的高温煤气,使铁矿石在还原环境中发生还原反应,从而得到还原铁,并且将非铁金属氧化分解,生成渣浆。
接着,还原铁和渣浆一起向下熔融,经过分离,将铁和渣浆分离开,得到液态铁和渣。
最后,收集液态铁和渣,分别进入相关的收集设备中,得到成品铁和炉渣。
在高炉炼铁的工艺中,主要设备包括高炉本体、空预热器、煤气净化装置、喷吹系统、热风炉、煤气发生炉、炉料制备设备、产物收集设备等。
其中,高炉本体是炼铁的核心设备,是进行物料还原和熔融的主要场所。
空预热器、热风炉等设备则起到预热空气和为高炉提供燃料的作用。
而喷吹系统和煤气净化装置则用于提供高温煤气和处理炼铁过程中产生的废气。
炉料制备设备用于对原料进行预处理,产物收集设备则负责收集和处理炼铁过程中产生的液态铁和炉渣。
总的来说,高炉炼铁工艺流程是一个复杂的过程,需要依靠多种设备的协同作用才能完成。
同时,随着技术的不断进步,炼铁工艺和设备也在不断地更新和完善,以提高生产效率和产品质量。
高炉炼铁是钢铁生产的核心工艺之一,主要用于生产生铁。
在工业革命之前,高炉炼铁一直是人类最重要的冶炼方法之一。
如今,高炉炼铁已成为现代钢铁工业的重要环节,为各种工业和建筑领域提供了基础材料。
下面将详细介绍高炉炼铁工艺流程和主要设备。
工艺流程高炉炼铁的工艺流程主要包括物料准备、燃烧和还原、熔融和分离、产物收集等阶段。
1. 物料准备:铁矿石、焦炭和石灰石是高炉炼铁的主要原料。
在进行炼铁之前,这些原料需要经过粉碎、混合、筛分等处理,以便于在高炉内形成均匀的物料层。
2. 燃烧和还原:原料被装入高炉上料口,高炉内的燃料(通常是焦炭)在空气供给下燃烧,产生高温煤气。
高温煤气中含有一定量的一氧化碳,将炼铁炉内部环境还原,使铁矿石中的氧化铁还原为金属铁,并将其他金属元素还原出来。
高炉炼铁工艺流程与主要设备概述
高炉炼铁工艺流程与主要设备概述1. 简介高炉炼铁是一种常用的钢铁生产工艺,通过高炉加热、还原矿石,将铁源矿石转化为液态铁,并通过炉渣排出杂质,得到纯净的熔融铁水。
本文将对高炉炼铁的工艺流程及主要设备进行概述。
2. 工艺流程高炉炼铁的主要工艺流程包括以下几个步骤:2.1 矿石准备首先,需要对矿石进行预处理。
在高炉炼铁中常用的矿石有铁矿石、焦炭和石灰石。
这些矿石需要经过破碎、磨粉等处理步骤,以便更好地与其他炉料混合。
2.2 炉料配料炉料的配料是根据高炉的炉内条件和冶炼要求,将不同种类的矿石和辅料按一定比例混合,形成炉料。
2.3 炉料下料炉料下料是将配好的炉料从料仓通过物料输送设备送入高炉内。
2.4 进料炉料预热进料炉料预热是将冷却的炉料在高炉炉内的上部进行预热,利用高炉顶部的炉气对炉料进行加热,提高炉料在上升过程中的温度。
2.5 还原焙烧还原焙烧是指炉料在高炉下部进行还原反应,将铁矿石中的氧化铁还原为金属铁。
同时,焦炭的燃烧也提供了炉内的还原剂。
2.6 炉渣处理炉渣是指由炉料中的灰分和炉料的融化产物组成的物质。
在高炉炼铁过程中,炉渣起到吸附杂质、调节炉温和保护炉壁的作用。
炉渣通过高炉底部的渣口排出。
2.7 熔融铁处理经过还原焙烧后,金属铁融入炉渣中,形成熔融铁水。
在高炉顶部设置有铁水口,通过铁水口将熔融铁水收集并排出。
2.8 燃料燃烧、气体生成在高炉炼铁过程中,燃料燃烧产生的炉气是提供炉料预热和还原焙烧所需的热源。
炉气中也含有一定的有害气体,需要通过除尘装置进行净化。
3. 主要设备高炉炼铁过程中,主要涉及以下几类设备:3.1 高炉本体高炉本体是高炉炼铁的主要设备,通常为立式圆筒形结构。
它由高炉炉筒、炉缸、炉帽、炉底等部分组成。
3.2 炉料输送设备炉料输送设备包括皮带输送机、斗式提升机等。
它们用于将炉料从炉料库送入高炉。
3.3 炉渣处理设备炉渣处理设备主要包括渣铲、渣车和渣铁分离器等。
它们用于收集和处理高炉产生的炉渣。
高炉安全生产的主要工艺过程及主要设备(三篇)
高炉安全生产的主要工艺过程及主要设备一、供料高炉冶炼用的烧结矿、球团矿、焦炭等原燃料,通过皮带输送机从烧结厂、焦化厂或原料场运到炼铁厂装入各高炉的储矿槽、焦仓,经筛分、称量后备用。
供料设备:主要包括储矿槽、焦仓、料仓闸门(闭锁器)、振动筛、称量斗、皮带输送机、斗式提升机、地坑等。
二、上料由料仓输出的原料、燃料和溶剂,经过筛分、称量后,用料车或皮带按一定比例一批一批有序地输送到高炉炉顶,并卸入炉顶装料设备。
上料设备:主要包括主卷扬、双槽绳轮、料车、斜桥、带式上料机等。
三、装料炉顶装料设备的任务就是把提升到炉顶的炉料,按一定的工作制度装入炉内并使之合理分布,同时炉顶装料设备还要起到炉顶密封的作用。
装料设备分双钟式炉顶设备和无钟炉顶设备两种。
双钟式炉顶设备:主要包括固定受料斗、旋转布料器、直料斗、大钟、小钟、大料斗、小料斗、大小钟液压驱动装置、机械探尺及其卷扬机、均压阀、放散阀等。
无钟炉顶设备:主要包括受料斗、挡料阀、上密封阀、料罐、料流调节阀、下密封阀、布料器、雷达料位计、机械探尺及其卷扬机、均压阀、放散阀等。
四、冶炼高炉冶炼主要是还原过程,把氧化铁还原成含有碳、硅、锰、硫、磷等杂质的生铁。
由鼓风机连续不断地把冷风送到热风炉加热,再通过炉缸周围的风口进入高炉。
由炉顶加入的焦炭和风口鼓入的热空气等燃烧后产生大量的煤气和热量,使矿石源源不断地熔化、还原。
产生的铁水和熔渣储存在高炉炉缸内,定期地由铁口和渣口排出。
主要设备有热风炉设备、高炉炉体设备等。
热风炉设备:主要包括热风炉本体、燃烧器、冷风阀、热风阀、切断阀、调节阀、烟道阀、倒流休风阀、混风阀、助燃风机、引风机、热管换热器、热风直管等。
高炉炉体设备:主要包括高炉本体、煤气上升管、煤气下降管、风口装置(包括鹅颈管、短接、弯头、直吹管、风口套等)、高炉冷却设备(包括冷却壁、冷却板、支梁水箱等)等。
五、产品处理在渣铁处理中,出铁前先从渣口放出熔渣,流入渣罐车的炉渣运至渣场或就在炉前冲成水渣。
高炉炼铁工艺流程与主要设备概述
高炉炼铁工艺流程与主要设备概述引言高炉炼铁是现代冶金工业中最主要的铁矿石冶炼方法之一,通过高温还原反应将铁矿石转化为铁水。
本文将对高炉炼铁工艺流程以及主要设备进行概述。
工艺流程高炉炼铁的工艺流程主要包括原料准备、炉料制备、高炉冶炼和产品处理四个阶段。
1. 原料准备在高炉炼铁过程中,主要使用的原料包括铁矿石、焦炭、石灰石和熔剂等。
原料准备包括铁矿石的选矿和破碎、焦炭的制备以及石灰石和熔剂的处理。
选矿的目的是去除杂质,并将铁矿石分为不同品位和质量的矿石。
焦炭的制备需要对煤进行炼焦处理,去除其中的杂质并提高焦炭的固定碳含量。
石灰石和熔剂则用于调节高炉中的炉渣成分。
2. 炉料制备炉料制备包括将原料按一定比例混合,并进行颗粒度的调整。
炉料制备的目的是使原料混合均匀,并使其合适的颗粒度有利于在高炉中的堆积和还原反应的进行。
3. 高炉冶炼高炉冶炼是高炉炼铁的核心过程,包括料列、还原和熔化三个连续进行的物理化学反应过程。
在料列过程中,炉料从高炉顶部被添加进高炉,逐渐堆积在炉腹。
炉料在堆积的过程中会发生反应,包括还原反应和燃烧反应,从而使铁矿石转化为铁。
还原过程是指将铁矿石中的氧化铁还原为金属铁的过程。
高炉中的还原反应主要是由煤粉中的可燃物质与铁矿石中的氧化铁反应产生的。
还原反应需要在一定的温度条件下进行,通常要保持在1000℃以上。
熔化过程是指高炉中产生液态金属铁的过程。
通过高炉中的高温以及还原反应产生的碳气体,将铁矿石还原为铁,并与炉渣一同熔化为铁水。
铁水可以从高炉底部的出铁口进行收集。
4. 产品处理产品处理阶段是对冶炼产物进行处理和分离的过程。
主要包括对收集的铁水进行处理和冷却,以及炉渣的处理。
铁水处理主要是通过脱磷、脱硫和脱碳等工艺对铁水中的杂质进行去除,以提高铁的质量和纯度。
炉渣处理包括炉渣的冷却、分离以及对其中的有价值的元素进行回收和利用等过程。
主要设备高炉炼铁过程中涉及的主要设备包括高炉本体、煤气处理系统、鼓风系统、料料分离设备以及铁水和炉渣处理设备等。
高炉炼铁工艺和设备初稿
是一日一立方米高炉容积消耗的焦炭量(t/m3.d),即高炉 一日入炉的焦炭量(Qk)与高炉容积(V)的比值。一日一 立方米高炉容积消耗的焦炭量和喷吹燃料的总和是综合冶炼 强度(t/m3.d),即高炉一日入炉的焦炭量(Qk)与喷吹燃 料量(Q喷)相加与高炉容积(V)的比值。
16
(3)焦比 K:它是冶炼一吨生铁所需的焦炭量(kg/t)。
企业
首钢迁安
马钢
宝钢
太钢
炉容,m3 1 号, 2 号, A, B, 1 号, 2 号, 3 号, 4 号, 4350
2650 2650 4000 4000 4063 4706 4350 4747
焦比,kg/t 300.48 295.01 288 290 326.22 286.14 299.44 292.84 292
高炉炼铁工艺和设备
柴XY
1
第一章 概述 (一) 高炉基本知识概述
1 钢和铁的区别
生铁:C含量大于2.1%。根据生铁里碳存在形 态的不同,又可分为炼钢生铁(白口铁)、铸 造生铁(灰口铁)和球墨铸铁等几种。生铁坚 硬、耐磨、铸造性好,但生铁脆,不能锻压。
钢: C含量0.0218%- 2.1%。
2
2 反应基本原理
(1)利用系数η 利用系数一般指的是容积利用系数,即高炉一立方米容
积每日生产的合格炼钢生铁产量(t/m3.d),是高炉一日的 产量(P)与高炉容积(V)的比值。我国的利用系数按高炉 有效容积计算,欧美用工作容积计算,分别称为有效容积利 用系数和工作容积利用系数。另外还有炉缸面积利用系数, 即单位一平方米炉缸面积每日生产的合格炼钢生铁产量,是 高炉一日的产量(P)与高炉炉缸面积(A)的比值。
高炉炼铁设备详解
2013-5-8/10:40:16
26
铁合金
铁合金是指铁与一种或几种元素组成的中间 合金,主要用于炼钢脱氧或作为合金添加剂, 当采用金属热还原法生产其它铁合金和有色 金属时作还原剂(详见第七章)。如:硅铁、 锰铁。
2013-5-8/10:40:16
27
炉渣
炉渣是炉料在冶炼过程中不能进到生铁和 钢中的氧化物、硫化物等形成的熔融体。 其主要成分是CaO、MgO、SiO2、 Al2O3等。 根据冶炼方法的不同,钢铁生产产生的炉 渣分为高炉渣和炼钢渣,按炉渣中含有不 同的化学成分又可分为碱性渣和酸性渣。
50热风炉热风炉是高温热交换器热风炉是高温热交换器燃烧高炉煤气加热耐火砖蓄燃烧高炉煤气加热耐火砖蓄热体热体通过热交换使高炉鼓风预热到约通过热交换使高炉鼓风预热到约12001200再鼓入高炉风口内进行燃烧高炉风口内进行燃烧
第三章 高炉炼铁设备
高炉炼铁是以烧结、球团为原料,焦碳,煤粉为燃料, 配加溶剂,鼓入热风熔炼出铁水的工艺。高炉是逆反应式 竖炉,下降的炉料和上升的煤气流进行传热,传质和动力 的传递,使炉料熔化、还原,进尔渣铁分离。高炉是电气 化、连续化、机械化和自动化程度非常高的大型装备。
2013-5-8/10:40:16
5
原料供应系统
皮带上料↓
上料系统↑
2013-5-8/10:40:16 2013-5-8/10:40:16
6
6
2013-5-8/10:40:16
7
2013-5-8/10:40:16
武钢五号高炉上料主皮带
8
送风系统
2013-5-8/10:40:16
9
任务是保证连续可靠地供给高炉冶炼
31
2013-5-8/10:40:16
高炉炼铁的工艺流程及主要设备
高炉炼铁的工艺流程及主要设备首先是原料准备,将铁矿石、焦炭和石灰石等原料按一定比例混合,然后送入炼铁厂预处理,去除杂质和湿气。
接着是炉料装入,将经过预处理的炉料装入高炉,炉料层分布要均匀。
然后是预热,引入空气或煤气对炉料进行预热,以提高还原反应效率。
随后进行还原反应,高炉内温度高达1500摄氏度左右,焦炭发生还原反应,将铁矿石中的氧化铁还原成纯铁。
然后是炼铁,通过还原反应产生的铁水被收集并装出高炉。
最后进行出铁及废渣处理,对产生的铁水进行处理和分装,同时处理产生的废渣。
高炉炼铁的主要设备包括高炉本体、鼓风机、焦炉、除尘设备、炼铁炉等。
其中,高炉本体为炼铁工艺的主要设备,由砌筑料、冷却设备、喷吹设备等组成,是进行还原反应和收集铁水的场所。
鼓风机负责向高炉提供空气,促进焦炭的燃烧,形成高温。
焦炉则是为高炉提供焦炭的设备,对焦炭进行预处理。
除尘设备用于净化高炉排放的废气,保护环境。
炼铁炉是对产生的铁水进行加热和处理的设备,产出成品铁。
高炉炼铁工艺是炼铁厂的核心环节,其工艺流程和设备在现代工业生产中扮演着重要的角色。
下面将继续介绍高炉炼铁的工艺流程和主要设备。
炼铁过程中,高炉内部采用了复杂的热力学反应和相变过程。
高炉内部的高温和高压环境促使铁矿石的氧化铁还原成铁,并与碳形成液态的炼铁矿。
这个过程是由鼓风机通过鼓风系统向高炉中喷吹空气、燃料,并通过炼铁石(铁矿石、焦炭和石灰石)的料层中转化完成的。
在高炉中,原料进入顶部,依次经过装料部、预热部、还原部和炼铁部。
随着炉料由上至下进行反应,其中的氧化铁逐渐还原成铁,并通过挤压作用,浸入以上液态,形成一层天然叠层结构。
炉体底部收集炼铁,经济的收集系统进行收集,浇铸成为生铁或铸铁。
除此之外,废渣则从底部排出高炉。
高炉炼铁的主要设备包括高炉本体、鼓风机、焦炉、除尘设备、炼铁炉等。
高炉本体是炼铁的主要场所,其性能和结构设计直接决定了生产效率和炼铁质量。
高炉主要有高炉本体和炉喉结构。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
7-上罐;8-挡料阀;9-下罐;10-下 密封阀;11-旋转溜槽;12-中心喉 管;13-节流阀;14-导料器;15上密封阀;16-导料器;17-上料皮 带
布料过程: 炉料通过上料皮带机将铁矿石或焦炭分批装进上罐,装料过 程中上罐旋转以消除集中堆尖。当接到下罐装料信号时,开 上密封阀,开档料闸阀,上罐内的铁矿石(或焦炭)卸入下罐。 关上密封阀后对下罐充煤气均压,使下密封阀上下压力一致 后打开下密封阀。当接到向高炉布料信号后,启动溜槽旋转, 同时打开节流阀放料,铁矿石(或焦炭)通过中心喉管和旋转溜 槽将铁矿石(或焦炭)布入炉内。
炉身下部和炉腰主要考虑抗热震 破坏和碱金属的侵蚀,高炉下部以 高导热的石墨质炭砖为主。 炉腹主要考虑高FeO的初渣侵蚀。 炉缸、炉底主要考虑抗铁水机械 冲刷和耐火砖的差热膨胀。
炉缸、炉底砌筑结构示意图
对高炉炉衬的基本要求如下: ① 各部位内衬与热流强度相适应,以保持在强热流冲击 下内衬的稳定性。
② 炉衬的侵蚀和破坏与冶炼条件密切相关,不同位置的 耐火材料受侵蚀破坏机理不同,因此要求各部位内衬与侵 蚀破损机理相适应,以延缓内衬破损速度。
⑶ 高炉冷却设备
冷却设备的作用是降低炉衬温度;提高炉衬材料抗机械、 化学和热产生的侵蚀能力,使炉衬材料处于良好的服投状态。
高炉使用的冷却设备主要有冷却壁、冷却板和风口。 冷却壁紧贴着炉衬布置,冷却面积大;而冷却板水平插入 炉村中,对炉衬的冷却深度大,并对炉衬有一定的支托作用。
① 冷却壁:冷却壁分光面冷却壁和镶砖冷却壁。光面冷却 壁主要用于冷却炉缸和炉底炭砖;镶砖冷却壁主要用于冷却 炉腹、炉腰、炉身各部位的炉衬。
② 冷却板:冷却板用纯铜制造,安装时水平插人炉衬砖层 中,对炉衬具有一定支托作用。
③ 风口:风口是鼓风
进入炉缸的入口。由 大套、二套和小套组 成,一般将风口小套 简称风口。风口由纯 铜制造。风口区域是 高炉温度最高的区域, 鼓风温度本身高达 1100~1300℃。为了 保证风口得到良好冷 却,风口环流水道内 流速达到8~14m/s。 幻灯片 26
第三章 高炉炼铁工艺
▪ 3.1 概述 ▪ 3.2 高炉冶炼原理 ▪ 3.3 高炉本体及附属系统 ▪ 3.4 高炉操作
Hale Waihona Puke 3.3 高炉炼铁工艺设备高护炼铁设备组成有: ①高炉本体;②供料设备;③送风设备;④喷吹设备; ⑤煤气处理设备;⑥渣铁处理设备。
▪ 通常,辅助系统的建设投资是高炉本体的4~5倍。生产 中,各个系统互相配合、互相制约,形成一个连续的、 大规模的高温生产过程。高炉开炉之后,整个系统必 须日以继夜地连续生产,除了计划检修和特殊事故暂 时休风外,一般要到一代寿命终了时才停炉。
⑵ 高炉炉衬
高炉内耐火材料砌筑的实体称为高炉炉衬,其作用是形成 高炉工作空间。炉衬在冶炼过程中将受到侵蚀和破坏。炉 衬被侵蚀到一定程度,就需要采取措施修补。
高炉炉衬组成
陶瓷质材料(包括粘土质和高铝质) 碳质材料(炭砖、炭捣体、石墨砖等)
炉身中上部炉衬主要考虑耐磨。上部以碳化硅和优质硅酸 盐耐火材料为主,中部以抗碱金属能力强的碳化硅砖或高导热 的炭砖为主。
⑹ 探料装置与均压装置 探料装置的种类主要有:料面仪、放射性同位素探料和激 光探料等。 目前应用较多的是机械探料装置。 均压采用高压煤气或氮气。
3.2.2 附属设备
⑴ 原料供应系统
用带式运输机的沟下运料系统 1—板式给矿机;2—板式运输机(热矿);3—矿石称量漏斗; 4—主矿槽;5—石灰石称量漏斗;6—石灰石皮带机;7—焦 炭皮带机;8—焦筛;9,11—焦炭称量漏斗;10—碎焦卷扬;
⑷ 高炉基础与高炉金属结构
高炉基础是将所承受的静负荷、动负荷和热负荷等均匀 的传给地层,并与地层承载应力相适应,由耐热混凝上 基墩和钢筋混凝土基座两部分组成。
高炉基础
1—冷却壁;2—风冷管;3—耐火砖;4—炉 底砖;5—耐热混凝土基墩;6—钢筋混凝土
基座
⑸ 炉顶装料设备
按炉顶装料结构分为双钟炉顶 装料设备和无钟炉顶装料设备。
① 双钟式炉顶装料设备 双钟式炉顶装料设备目前使用 较多的是马基式炉顶。
② 无料钟炉顶装料设备 ▪ 可实现:定点布料,环形布料,扇形布料,螺旋布料。 ▪ 目前,大型高炉采用的无料钟炉顶有并罐和串罐形式。 ▪ 武钢、包钢主要采用并罐无料钟炉顶;宝钢采用串罐无料
钟炉顶。
采用了旋转布料溜槽, 溜槽上面有两个料仓,轮 换装料与卸料,每个料仓 的上下各有一个密封阀。 当料仓的上阀密封开启, 下密封阀关闭时,处在装 料状态下,反之则为卸料。
12—矿石称量漏斗
斜桥料车式上料机 1—斜桥(其上铺轨道);2—支柱;3—料车卷扬机室; 4—料车坑;5—料车;6—卷扬机;7—钢绳;8—导向轮
3.3.1 高炉本体
密闭的高炉本体是冶炼生铁的主体设备。它是由耐火材料 砌筑成竖式圆筒形,外有钢板炉壳加固密封,内嵌冷却设 备保护。
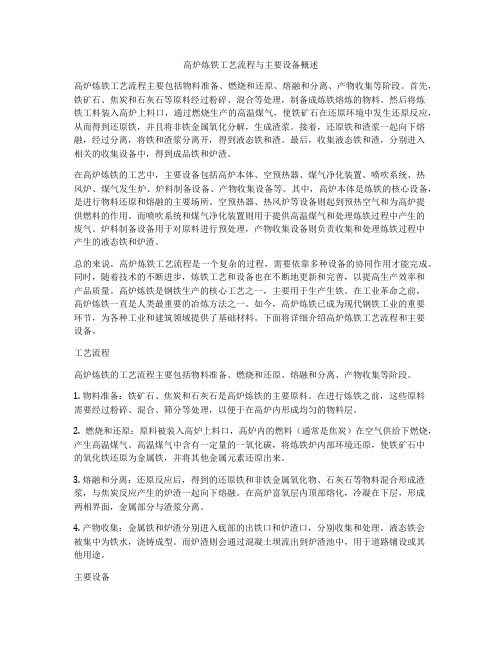
⑴ 高炉内型 ——高炉其内部工作空间的形状,即通过高炉中心线
的剖面轮廓。 高炉内型从下往上分为炉缸、炉腹、炉腰、炉身和炉喉五 个部分,该容积总和为它的有效容积,反映高炉所具备的 生产能力。
α—炉腹角 β—炉身角
Hu=h1+h2+h3+h4+h5;高炉有效高度
Vu=V1+V2+V3+V4+V5;高炉有效容积
Vu>3000m3,超大型高炉; 1500~2500m3,大型高炉; 600~1000m3,中型高炉; <300m3,小型高炉。 包钢高炉1#、3#、4#:2200m3;2#1780m3;5#1500m3;6#2500m3。 宝钢1#:4063m3。
炼铁高炉的结构
1一炉底耐火材料: 2一炉壳; 3一炉内砖衬生产后的侵 蚀线;
4一炉喉钢砖, 5一炉顶封盖; 6一炉体砖衬; 7一带凸台镶砖冷却壁; 8一镶砖冷却壁; 9一炉底碳砖; 10一炉底水冷管; 11一光面冷却壁
▪ 高炉内型尺寸表示方法
h0 —死铁层高度 h1 —炉缸高度 h2 — 炉腹高度 h3 —炉腰高度 h4 —炉身高度 h5 —炉喉高度 d —炉缸直径 d1 —炉喉直径 D—炉腰直径