铝合金切削加工有限元模拟ppt课件
金属切削加工原理及设备课件幻灯片课件
金属切削加工原理及设备课件幻灯片课件一、教学内容本节课将围绕《金属切削加工原理及设备》教材的第三章“金属切削机床”和第四章“金属切削刀具”进行深入讲解。
具体内容包括:金属切削机床的分类、结构及工作原理;金属切削刀具的材料、形状、几何参数及其对切削加工的影响。
二、教学目标1. 了解金属切削机床的分类、结构及工作原理;2. 掌握金属切削刀具的材料、形状、几何参数及其对切削加工的影响;3. 能够运用所学知识分析并解决实际问题,提高实际操作能力。
三、教学难点与重点教学难点:金属切削刀具的几何参数对切削加工的影响。
教学重点:金属切削机床的工作原理及金属切削刀具的分类。
四、教具与学具准备1. 教具:金属切削机床和刀具的实物模型、多媒体课件、视频资料;2. 学具:笔记本、教材、文具。
五、教学过程1. 实践情景引入:通过展示金属切削机床和刀具的实物模型,引导学生思考金属切削加工在实际生产中的应用。
2. 知识讲解:(1)金属切削机床的分类、结构及工作原理;的影响。
3. 例题讲解:结合教材,讲解典型例题,分析金属切削加工中的实际问题。
4. 随堂练习:布置相关练习题,巩固所学知识,提高学生实际操作能力。
六、板书设计1. 金属切削机床:(1)分类:车床、铣床、磨床等;(2)结构:床身、立柱、横梁、刀架等;(3)工作原理:利用刀具对工件进行切削加工。
2. 金属切削刀具:(1)材料:高速钢、硬质合金、陶瓷等;(2)形状:车刀、铣刀、钻头等;(3)几何参数:前角、后角、主偏角等;(4)影响:切削力、切削温度、表面质量等。
七、作业设计1. 作业题目:(1)简述金属切削机床的分类、结构及工作原理;(2)论述金属切削刀具的材料、形状、几何参数及其对切削加工的影响。
2. 答案:(1)金属切削机床的分类、结构及工作原理:见板书设计;的影响:见教材第四章。
八、课后反思及拓展延伸2. 拓展延伸:鼓励学生参加金工实习,了解金属切削加工的实际情况,提高实践能力。
《铝合金制备与加工》课件

进行合金化处理。
熔炼设备
常用的熔炼设备有感应熔炼炉、电 弧熔炼炉和坩埚熔炼炉等,根据不 同的熔炼需求选择合适的设备。
熔炼工艺参数
熔炼过程中需要控制温度、时间、 搅拌速度等工艺参数,以确保合金 成分的准确性和均匀性。
详细描述
随着科技的不断进步和应用需求的不断提高,铝合金的发展历程也经历了多个阶段。从早期的传统铸 造工艺,到现代的挤压、锻造等加工工艺,铝合金的性能和应用领域得到了极大的提升和拓展。未来 ,随着新材料和加工技术的不断涌现,铝合金的应用前景将更加广阔。
02 铝合金制备技术
CHAPTER
熔炼技术
熔炼原理
详细描述
根据添加的金属元素和用途,铝合金可以分为多种类型,如防锈铝合金、硬铝合金、超硬铝合金等。防锈铝合金 主要用于防腐要求较高的场合,硬铝合金和超硬铝合金则主要用于航空、建筑、汽车等领域,其中超硬铝合金具 有更高的强度和硬度,适用于制造承受较大载荷的结构件。
铝合金的发展历程
总结词
铝合金的发展经历了从传统铸造工艺到现代挤压、锻造等加工工艺的演变,不断提高其性能和应用领 域。
铸造技术
01
02
03
铸造原理
铸造是将液态金属倒入模 具中,冷却凝固后获得所 需形状和尺寸的铝合金制 品的过程。
铸造方法
根据不同的铸造需求,可 以选择不同的铸造方法, 如砂型铸造、金属型铸造 、压力铸造等。
铸造缺陷
铸造过程中可能会出现气 孔、缩孔、裂纹等缺陷, 需要采取相应的措施进行 控制和预防。
塑性加工技术
《铝合金制备与加工》PPT课 件
目录
CONTENTS
有限元讲稿 ppt课件

通用程序 应用举例
2020/12/27
1
ANSYS通用程序应用举例
❖1.ANSYS软件的功能 ❖2.ANSYS的输入方式 ❖3.应用举例(重点)
2020/12/27
2
1.ANSYS软件的功能
❖ 一个典型的ANSYS分析过程包括以下三个步 骤: 创建有限元模型
施加载荷求解
查看分析结果
2020/12/27
2020/12/27
图1 矩形示意图
7
(ii)建立实体板
在主菜单中选择Preprocessor| Modeling|Create|Areas|Circle| Solid Circle,弹出如图2对话框。
在对话框中输入参数: x=80,y=50,radius=50; 单击Apply; x=0 ,y=20,radius=20; 单击Apply; x=0,y=80,radius=20; 单击Apply; 在绘图区将显示如图3左侧图形!
5?
单击
图4 Add Areas对话框
2020/12/27
图5 布尔加法运算后结果
10
(iv)生成孔洞圆实体
在主菜单中选择 Preprocessor|Modeling| Create|Areas|Circle|SolidCircle, 在弹出的对话框中依次输入: x=80,y=50,Radius=30,单击 Apply; x=0,y=20,Radius=10,单击 Apply; x=0,y=80,Radius=10,单击 Apply; 得到图6所示图形。
(i)确定分析类型
在主菜单中选取Solution| Analysis Type|New Analysis,在 菜单中确定分析类型为Static,单 击OK。
abaqus切削模拟教程[优质ppt]
![abaqus切削模拟教程[优质ppt]](https://img.taocdn.com/s3/m/046f6c0d0722192e4536f6a6.png)
Abaqus定义边界条件和载荷
定义元素集合:定义约束点和初始温度点的集合
Abaqus定义表面与接触
切换到‘相互作用’
定义接触面:
1.通过菜单、视图,只显 示零件CHIP
2.菜单栏,‘工具’‘创建面’
Abaqus定义表面与接触
3.表面命名为‘CHIP_BOT’ 选择如下红色边确定
4.其他表面定义(红色线)如下
CHIP_ALL
JOINT_BOT JOINT_TOP
WORK_TOP
刀具TOOL网格划分:
1.点击边布种,如图,按住shif选择前刀面 与后刀面,使用密度偏离布种
2.控制网格形状,三角形,技术自由
3.网格类型与前面类似
Abaqus零件网格划分
生成网格零件:
1.点击菜单栏‘网格’,选择 ‘创建网格部件’
2.取名‘TOOL-MESH’
3.确定,生成绿色的 网格零件
4.在道具右上创建一个参考点, 5.其他零件生成网格零件
2.点‘力学’、‘弹性’,设置 杨氏模量和泊松比
GH4169为合金钢,将会 赋予给未撕裂的切屑和工件
Abaqus赋予材料属性
创建材料GH4169的参数:
3.点‘力学’、‘塑性’,选择‘与 温度有关的数据’,赋予数据
4.设置线膨胀系数,,点‘力学’‘膨胀’
5.设置热传导率,点‘热学’‘传导率’, 输入数据
设置截面属性:
1.点 ,名称‘Section_CHIP&WORK’, 设置如下,继续,材料选择‘GH4169’
2.建‘Section_JOINT’,赋予 材料‘GH4169_FAIL’
3.建‘Section_TOOL’,赋予 材料‘TOOL_M’
Abaqus赋予材料属性
金属塑性加工过程有限元数值模拟及软件应用(梅瑞斌编著)PPT模板
演讲人
2 0 2 X - 11 - 11
目 录
0 1 前言
0 2 第1章绪论
0 3 第2章塑性力学及有限元理论基础
04
第3章不同软件及方法求解圆柱体等温压缩过程
0 5 第4章温度场ANSYS有限元数值模拟求解实例
0 6 第5章塑性加工过程变形ANSYS求解实例
2.1应力与应变
2.1.1点的应 力状态
2.1.2应力分 析
2.1.3应变分 析
第2章塑性力学及 有限元理论基础
2.2平衡微分方程与屈服准 则
2.2.1平衡 微分方程
1
2.2.2屈服 准则
2
第2章塑性力学及有限元理论基础
2.3变形抗力与条件简化
2.3.1变形 抗力模型
1
2.3.2平面 问题
2
2.3.3轴对 称问题
06 参考文献
第4章温度场ANSYS有限元数值模拟求解实例
4.1板坯空冷过程温度场求解实例
4.1.1问题提 出
4.1.2ANSYS 软件求解
4.1.3温度振 荡问题与分析
第4章温度场ANSYS有 限元数值模拟求解实例
4.2试样多阶段热处理过程温度场 求解实例
4.2.1问题 提出
1
4.2.2ANSY S软件求解
有第
限 元 理 论 基 础
章 塑 性 力 学 及
2
01
2.1应力与 应变
04
2.4弹塑性 有限元变刚
度法
02
2.2平衡微 分方程与屈
服准则
05
2.5刚塑性 有限元法
03
2.3变形抗 力与条件简
项目一金属切削基础课件(共34张PPT)

式中: d为工件的直径,单位为(mm); n为工件或刀具每分(秒)钟的转数,单位为
(r/min)或(r/s)。
活动二 切削用量与 切削层参数
任务1 属切削的基本概念
活动一 切削运动及 形成的表面
活动二 切削用量与 切削层参数
(2)当主运动为往复运动时,平均切削速度为
vc
2 L nr 1000
(m /
活动一 切削运动及 形成的表面
活动二 切削用量与 切削层参数
图1-2 切削层参数
任务2 刀具切削部分的基本定义
任务2 刀具切削部分的基本定义
活动一 刀具的组成
活动二 刀具角度参 考系与定义
一、刀具的组成 车刀是最常用、最简单和最基本的切削工具,
因而最具有代表性。其他刀具都可以看作是车刀的 组合或变形。因此,学习 属切削工具时,通常以车 刀为例进行学习和分析。普通车刀由刀头和刀柄两 部分组成,如图1-3所示。刀头用于切削,刀柄用以 装夹。刀具切削部分的构造要素及其定义和说明如 下:
任务2 刀具切削部分的基本定义
活动一 刀具的组成
活动二 刀具角度参 考系与定义
1、正交平面参考系刀具角度的定义 (1)前角 γ (2)后角ao (3)主偏角кr (4)刃倾角ls
任务2 刀具切削部分的基本定义
活动一 刀具的组成
活动二 刀具角度参 考系与定义
任务2 刀具切削部分的基本定义
活动一 刀具的组成
活动二 刀具角度参 考系与定义
刀具角度标注符号下标的英语小写字母,应与 测量该角度用的参考系平面符号下标一致。如r就表 示pr平面,s就表示ps平面,o就表示po平面。n就表 示pn平面,f就表示pf平面,p就表示pp平面。另外, 在右上角加一撇就表示副切削刃上的平面或角度。
有限元作业-铝材挤压过程分析

铝材挤压过程分析(状态非线性问题)1、问题描述(1)问题的提出在用模具挤压型材的过程中,可能由于模具先天设计不合理导致挤压型材从模具口出来后产生一定程度的变形,如果变形超出许可程度,那么工作人员需要进行修模或者重新设计模具。
利用有限元分析软件可以预测型材和模具在挤压载荷的作用下产生的变形和应力,设计人员可以通过计算结果,分析原因,并对模具和挤压方式等进行改进。
(2)问题描述如图1-1所示为金属铝坯料和挤压模具结构示意图,铝的应力应变关系如图1-2所示,坯料与模具之间的摩擦因数为0.1,求挤压过程中坯料内部的应力场变化。
坯料材料参数:弹性模量:E1=69MPa;泊松比:v1=0.26。
模具材料参数:弹性模量:E1=360MPa;泊松比:v2=0.3。
图1-1 金属坯料和模具图1-2 铝的应力和应变关系2、整体规划该问题属于状态非线性大变形接触问题。
在分析过程中根据轴对称性,选择挤压式样和模具纵截面的1/2建立几何模型。
3、选择单元类型,定义材料性能因为该问题属于接触问题,所以选择CONTA172接触单元和TARGE169目标单元以及PLANE182结构单元进行求解。
坯料材料参数:弹性模量:E1=69MPa;泊松比:v1=0.26。
模具材料参数:弹性模量:E1=360MPa;泊松比:v2=0.3。
TARGE169单元实常数设置如图2-1所示:图3-1 TARGE169单元实常数设置4、创建几何模型(1)通过坐标值生成矩形面,选择Main Menu/Preprocessor/Modeling/Create/Ar eas/Rectangle/By Dimensions 命令,在出现的对话框中输入点的坐标值分别为:X1=0,Y1=0;X2=8E-3,Y2=0.05;X3=7E-3,Y3=-0.02;X4=0.025,Y4=-0.01。
得到如图4-1所示图形。
图4-1 两个矩形面(2)定义两个关键点,选择Main Menu/Preprocessor/Modeling/Create/Keypoints/In Active CS命令,在出现的对话框中输入关键点编号分别为9,10,坐标值分别为:(8E-3,0,0),(0.025,0,0)。
PDC刀具切削硅铝合金的有限元模拟分析
PDC刀具切削硅铝合金的有限元模拟分析一、前言- 介绍硅铝合金及其加工难度- 阐述有限元模拟在刀具切削分析中的应用价值二、刀具与切削参数- 硅铝合金的物理性质和力学特性- 刀具和刀具参数的选择与设计- 切削参数的设定与优化三、有限元模型建立- 建立硅铝合金刀削的有限元模型- 分析切屑形成与刀削力的变化规律- 确定刀具失效的关键因素四、模拟结果分析- 比较不同刀具形态和切削参数对加工结果的影响- 评估硅铝合金加工的质量与效率- 探究模拟结果的物理意义和实用价值五、结论与展望- 总结PDC刀具切削硅铝合金的有限元模拟分析- 探讨刀削加工的新思路和新方法- 展望有限元模拟在刀具切削领域的未来应用趋势第一章节 -前言随着工业化的不断发展,越来越多的材料在工业生产中被应用,硅铝合金就是其中之一。
硅铝合金在电子、光电、太阳能、冶金等领域有着广泛的应用。
然而,由于硅铝合金的特殊性质和组分复杂性,加工难度较高,传统的切削加工方法容易导致刀具失效、切削效率低下等问题。
因此,如何高效、精准地加工硅铝合金成为了一个待解决的问题。
有限元模拟作为一种先进的加工分析方法,在刀具切削领域中得到了广泛的应用。
其基于数学模型、模拟计算等特点,可以模拟出精准的切削过程,并通过分析刀具切削时的物理变化,提高刀具性能和切削质量。
因此,有限元模拟在PDC刀具切削硅铝合金的分析研究中具有重要价值。
本文主要围绕PDC刀具切削硅铝合金的有限元模拟分析展开,并分为以下几个章节:第二章节 - 刀具与切削参数第三章节 - 有限元模型建立第四章节 - 模拟结果分析第五章节 - 结论与展望在本文中,我们将首先介绍硅铝合金及其加工难度,然后阐述有限元模拟在刀具切削分析中的应用价值。
通过本文的分析,希望能够为硅铝合金的高效加工提供一定的理论和技术支持。
硅铝合金是一种含有硅和铝元素的合金材料,具有多种特殊的性质,例如高熔点、良好的热稳定性、高温强度等。
这些特殊性质使硅铝合金在电子、冶金、太阳能等领域有着广泛的应用。
铝合金A357切削加工有限元模拟(1)
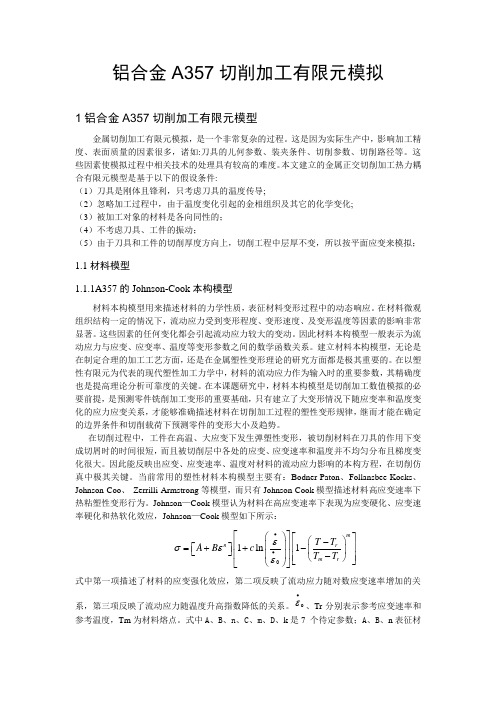
铝合金A357切削加工有限元模拟1铝合金A357切削加工有限元模型金属切削加工有限元模拟,是一个非常复杂的过程。
这是因为实际生产中,影响加工精度、表面质量的因素很多,诸如:刀具的儿何参数、装夹条件、切削参数、切削路径等。
这些因素使模拟过程中相关技术的处理具有较高的难度。
本文建立的金属正交切削加工热力耦合有限元模型是基于以下的假设条件:(1)刀具是刚体且锋利,只考虑刀具的温度传导;(2)忽略加工过程中,由于温度变化引起的金相组织及其它的化学变化;(3)被加工对象的材料是各向同性的;(4)不考虑刀具、工件的振动;(5)由于刀具和工件的切削厚度方向上,切削工程中层厚不变,所以按平面应变来模拟;1.1材料模型1.1.1A357的Johnson-Cook 本构模型材料本构模型用来描述材料的力学性质,表征材料变形过程中的动态响应。
在材料微观组织结构一定的情况下,流动应力受到变形程度、变形速度、及变形温度等因素的影响非常显著。
这些因素的任何变化都会引起流动应力较大的变动。
因此材料本构模型一般表示为流动应力与应变、应变率、温度等变形参数之间的数学函数关系。
建立材料本构模型,无论是在制定合理的加工工艺方面,还是在金属塑性变形理论的研究方面都是极其重要的。
在以塑性有限元为代表的现代塑性加工力学中,材料的流动应力作为输入时的重要参数,其精确度也是提高理论分析可靠度的关键。
在本课题研究中,材料本构模型是切削加工数值模拟的必要前提,是预测零件铣削加工变形的重要基础,只有建立了大变形情况下随应变率和温度变化的应力应变关系,才能够准确描述材料在切削加工过程的塑性变形规律,继而才能在确定的边界条件和切削载荷下预测零件的变形大小及趋势。
在切削过程中,工件在高温、大应变下发生弹塑性变形,被切削材料在刀具的作用下变成切屑时的时间很短,而且被切削层中各处的应变、应变速率和温度并不均匀分布且梯度变化很大。
因此能反映出应变、应变速率、温度对材料的流动应力影响的本构方程,在切削仿真中极其关键。
金属切削加工的基础知识幻灯片PPT

本PPT课件仅供大家学习使用 请学习完及时删除处理 谢谢!
1.1 切削加工的运动分析及切削要素
1.1.1 零件表面的形成
☆ 回转体表面:是以直线为母线作旋转运动所形成的表面;成型 方法主要有:车削、钻孔、扩孔、镗孔、铰孔、内外圆磨削等。 如构成轴类、盘套类零件的内外圆、圆锥等。
3 南京理工大学
1.1.2 切削运动
l 概念:用以切除多余金属的刀具与工件间的相对运动 l 分类:
主运动:切除切屑所需的基本运动。 3个特点:速度最快;消耗功率最大;唯一性。 进给运动:使金属层不断投入被切削的运动。 3个特点:速度较慢;消耗功率较小;可以为一个或多个。 其它运动:吃刀运动
分度运动
(2)辅助平面:
切削平面Ps:过切削刃上一点,与加工表面相切的平面。 基面Pr:过切削刃上同一点,与切削速度相垂直的平面。 正交平面Po(主剖面):过切削刃上同一点,与切削平
面和基面相垂直的平面。
12 南京理工大学
l 刀具标角度的定义
刀具的标注角度是指静止状态下,在工程图上标注的 刀具角度。(下面以车刀为例介绍刀具的标注角度)
23 南京理工大学
1 正交平面中测量的角度
1)前角γ0 前刀面与基面之间的夹角。 2)后角α0 主后刀面与切削平面之间的夹角。
24 南京理工大学
主运动
加工表面
切削平面
基面
r
南京理工大学
进给运动 正交平面
25
前角、后角的作用
前角的作用:锋利,影响刀具强度 后角的作用:减小后刀面与工件间的摩擦和
r
r 2
(
f )2 2
移项后两边平方,并忽略H2
(H<< rε):
金属切削有限元模拟

K52 K62
K53 K63
K54 K64
K55 K65
K56 K66
5 6
Py1
1
Py3
a
Px2 2 ① 1
3
Px3
a
③3
②2
④4
4a
5
6
a
四单元六节点的结构
整体刚度矩阵中的子块应该是相关单元的单元刚度矩阵相应 的子块的迭加。如果两节点不相关,则它们在整体刚度矩阵 中的子块为零。
+bi
x+ci
y)ui
+(a j
+bj
x+c j
y)u j
(am +bm x+cm
y)um
(4)
令: Ni 21(ai +bi x+ci y)
则得:u Niui N ju j Nmum Ni i N j j Nm m (5),(6)
简写成 f Ne
单元号 节点号
k e
①
1, 2,3 k11 k12 k13 k21 k22 k23 k31 k32 k33
②
2, 4,5 k22 k24 k25 k42 k44 k45 k52 k54 k55
③
2, 5, 3 k22 k25 k23 k52 k55 k53 k32 k35 k33
④
3,5, 6 k35 k35 k36 k53 k55 k56 k63 k65 k66
②+③ ③+④
② ②+③+④
④
5
k52
k53
k54
k55
k56
金属切削加工下课件

难熔金属如钨、钼等具有高熔点和硬度,切削加工困难,需要采用高压 切削、激光切削和电火花加工等特殊方法。
03
复合材料
复合材料由多种材料组成,具有各向异性、强度高和耐磨性好等特点,
切削加工需要采用特殊的刀具和加工参数,同时需要特别注意刀具磨损
和排屑问题。
智能制造中的金属切削加工技 术
1 2 3
03
金属切削加工工艺
切削液的选择与使用
切削液的种类
切削液主要分为油基切削液和水基切 削液两类,每种类型都有其特定的使 用场合和优缺点。
切削液的作用
切削液在金属切削加工中起到冷却、 润滑、排屑和防锈等作用,能够提高 切削效率和加工质量。
切削液的选用原则
根据不同的切削条件和要求,选用合 适的切削液,以达到最佳的切削效果。
切削温度对加工的影响
过高的切削温度可能导致工件表面烧伤、刀具磨 损加剧,从而影响加工质量和刀具寿命。
02
金属切削加工技术
车削加工
总结词
车削加工是利用车床对金属工件进行切削加工的方法,主要用于加工圆柱形表 面和回转体零件。
详细描述
车削加工通过车床主轴带动工件旋转,同时刀具沿轴向进给,实现对工件的切 削加工。车削加工广泛应用于机械制造、汽车、航空航天等领域,可加工各种 回转表面、内外圆柱面、圆锥面、螺纹等。
切削液的使用注意事项
切削液在使用过程中需要注意清洁度、 浓度和更换周期等问题,以保证切削 效果和刀具寿命。
切削用量的选择与优化
切削速度的选择 切削速度是影响切削效率和加工质量的 重要因素,需要根据材料、刀具和加工
要求等因素进行选择。 切深的选择
切深的选择对切削力和切削热有较大 影响,合理的选择可以降低能耗和提
W形框架铝合金切削力有限元建模与变形预测

DOI: 10.11991/yykj.202011014W 形框架铝合金切削力有限元建模与变形预测王帅大连交通大学 机械工程学院,辽宁 大连 116028摘 要:为研究W 形框架类铝合金在侧铣过程中的切削力以及加工变形大小,本文首先将W 形框架铝合金构件拆分为5类局部结构,再利用有限元法对各局部结构进行切削动力学仿真模拟,最后得到各加工位置处的切削力、温度场以及切屑形成过程。
结果表明,采用局部建模法对结构复杂的框类零件的切削力计算更精确、更高效,能形成良好的切屑形态;W 形框架铝合金的右斜筋位置处所产生的切削力最大,其数值是蒙板的2~3倍。
此外,本文还采用生死单元法模拟材料的去除过程,将不同位置、不同时刻的切削力载荷作为输入条件,得到了W 形框架铝合金加工过程中最大变形时刻与所处位置。
关键词:W 形框架;铝合金;侧铣;切削力;有限元模型;局部建模;生死单元;加工变形中图分类号:TH161+.3 文献标志码:A 文章编号:1009−671X(2021)03−0091−07Finite element modeling of cutting force and deformation prediction ofaluminum alloys with W-shaped framesWANG ShuaiCollege of Mechanical Engineering, Dalian Jiaotong University, Dalian 116028, ChinaAbstract : In order to study the w-shaped framework class aluminum alloy in the process of side milling cutting force as well as the machining deformation size, this article first classifies the w-shaped framework aluminum alloy components into five kinds of local structure, then uses the finite element method for cutting dynamics simulation for the local structure, and finally gets the processing and location of the cutting force, temperature field and the chip formation process. The results show that the local modeling method is more accurate and efficient for calculating the cutting force of the frame parts with complex structure, which can form a good chip shape. The cutting force at the right oblique bar location of W-frame aluminum alloy is the largest, its value is about 2−3 times of the mask. In addition, the life and death element method is also used to simulate the material removal process, and the maximum deformation time and position in the processing of W-frame aluminum alloy are obtained by taking the cutting force loads at different positions and at different moments as input conditions.Keywords: W-shaped framework; aluminum alloy; side milling; cutting force; finite element model; local modeling;life and death unit; machining deformationW 形框架铝合金具有结构轻、强度高和隔音效果好等突出优点,广泛应用于地铁、动车和高铁等轨道交通行业[1]。
金属切削加工原理及设备优质课件幻灯片优质课件
金属切削加工原理及设备优质课件幻灯片优质课件一、教学内容本节课我们将学习《金属切削加工原理及设备》的相关知识。
主要涉及教材的第5章“金属切削原理”和第6章“金属切削机床”的内容。
详细内容包括金属切削的基本概念、切削力的产生和作用、切削过程中的温度变化、金属切削机床的分类及结构特点等。
二、教学目标1. 理解金属切削加工的基本原理,掌握切削力的计算方法和影响因素。
2. 掌握金属切削机床的分类、结构及工作原理,了解各种机床的适用范围。
3. 培养学生的动手实践能力和创新思维,提高学生对金属切削加工过程的分析和解决实际问题的能力。
三、教学难点与重点教学难点:切削力的计算方法及影响因素、金属切削机床的结构和工作原理。
教学重点:金属切削加工的基本原理、切削过程中的温度变化、金属切削机床的分类。
四、教具与学具准备教具:多媒体教学设备、金属切削机床模型、实物展示切削刀具。
学具:笔记本、教材、计算器。
五、教学过程1. 实践情景引入(5分钟)利用多媒体展示金属切削加工的实际场景,让学生了解金属切削加工在生产中的应用。
2. 知识讲解(15分钟)讲解金属切削原理的基本概念、切削力的产生和作用、切削过程中的温度变化等。
3. 例题讲解(10分钟)通过具体例题,讲解切削力的计算方法和影响因素。
4. 机床分类及结构介绍(10分钟)介绍金属切削机床的分类、结构特点和工作原理。
5. 随堂练习(5分钟)布置与教学内容相关的练习题,让学生及时巩固所学知识。
6. 动手实践(10分钟)学生分组操作机床模型,观察机床的运动和加工过程。
六、板书设计1. 金属切削原理:切削力的产生和作用切削过程中的温度变化2. 金属切削机床:分类结构特点工作原理七、作业设计1. 作业题目:(1)简述金属切削原理的基本概念。
(2)计算给定条件下的切削力,并分析其影响因素。
(3)论述金属切削机床的分类及适用范围。
2. 答案:(1)金属切削原理的基本概念包括切削力、切削温度、切削液等。
金属切削原理PPT全套课件

实际上,除了由上述切削平面和基面组成的 参考平面系以外,还应该有一个平面作为标注和 测量刀具前,后刀面角度用的 “测量平面”。通 常根据刃磨和测量的需要与方便,可以选用不同 的平面作为测量平面。在刀刃上同一选定点测量 其角度时,如果测量平面选得不同,刀具角度的 大小也就不同。
测量平面和参考平面系就组成了所谓的刀具 标注角度参考系。目前各个国家由于选用的测量 平面不同,所以采用的刀具标注角度参考系也不 完全同意。现在以常用的外圆车刀为例,来说明 几种不同的刀具标注角度参考系。
三 切削用量
所谓切削用量是指切削速度,进给量和背吃 刀量三者的总称。它们分别定义如下:
1. 切削速度v 它是切削加工时,刀刃上选
定点相对于工件的主运动的速度.刀刃上各点的 切削速度可能是不同的。
当主运动为旋转运动时,刀具或工件最大直 径处的切削速度由下式确定:
式中 d——完成主运动的刀具或工件的最大直径 (mm);
度参考平面的切削平面和基面定义如下:
1. 切削平面是通过刀刃上选定点,切于工 件过渡表面的平面。在切削平面内包含有刀刃在 该定点的切线,和由主运动与进给运动合成的切 削运动向量(简称合成切削运动向量)。
2. 基面是通过刀刃上选定点,垂直于该点 合成切削运动向量的平面。显然,刀刃上同一点 的基面和切削平面是相互垂直的。
在基本技能方面,应具有根据加工条件合理 选择刀具材料,刀具几何参数的能力;应具有根 据加工条件,和用资料,手册及公式,计算切削 力和切削功率的能力;应具有根据加工条件,从 最大生产率或最低加工成本出发,合理选择切削
用量的能力;应初步具有利用常用仪器设备进行 切削变形,切削力,切削温度,刀具磨损和砂轮 磨损等测试的技能,并具有对实验数据进行处理 和分析的能力。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
.4.
论1.文铝主合要金内A3容57切削加工有限元模型
1.1.2 材料失效准则
•pl
p f
l
=
d1d2expd3
qp1d4ln•o
1d5
式中: — 为低于转变温度的条件下测得的实效常数。 为 参考应变率, 为塑性应变率。 由下式确定:
(
0
for
p transition
transiton)/(melt transition)for transition melt
时的等效塑性应变
p l 依赖于单元的特征长度,不能作为描述材
0
料损伤演化的准则。相反,材料损伤演化的准则又等效塑性位移u p l
或者断裂耗散能量 G
决定。
f
.4.
论1.文铝主合要金内A3容57切削加工有限元模型
1.1.2 材料失效准则
当材料开始损伤破坏时,应力应变曲线已经不能准确的描述材料
的行为。继续应用该应力应变曲线会导致应变集中,变化过于依赖建 模时所画的网格,以致当网格变密后耗散能量反而降低。Hillerborg能 量失效法被提出用应力位移响应曲线来表征破坏过程减少了分析对网 格的依赖性。利用脆性断裂概念定义一个使单元破坏的能量Gf作为材 料的参数。通过这种方法,损伤开始的软化效应是一种应力位移响应 而不是应力应变响应。破坏能量有下式表示:
度为积分点区域体积的立方根。
.4.
论1.文铝主合要金内A3容57切削加工有限元模型
1.1.2 材料失效准则
基于有效塑性位移定义损伤演化用Linear方法定义即如下图所示:
该准则使有效塑性位移达到u
pl
=u
pl f
时,材料的刚度完全丧失,模
型的失效网格被自动删除,也就是材料此时发生断裂,切屑开始形成。
.9.
论2.文修主正要机内构容设计
2.3机构理论分析
扭簧的工作转矩为:
空气阻力矩为:
M1 36E617dD 142n0
M214SL2CxWsin2
阻尼片的转动角速度:
从而有:
J
d
dt
M1
M2
d2dM1M2
dt2 dt
J
.10.
论2.文修主正要机内构容设计
设y1=φ,y2=dφ/dt,则可得微分状态方程:
.4.
论1.文铝主合要金内A3容57切削加工有限元模型
1.1.2 材料失效准则
实现切屑从工件分离,本文采用的是剪切失效模型。剪切 失效模型是基于等效塑性应变在积分点的值,当损伤参数达到 1时,单元即失效,失效参数定义如下:
pl
pl
0
pl
f
式中: 为失效参数, 为等效塑性应变初始值, 为等效塑 性应变增量, 为失效应变。失效应变 设定以来于以下几个方 面:依据塑性应变率,无量纲压应力与偏应力之比p/q(p为压应 力,q为Mises应力),温度,预定义域变量。这里采用 Johnson—Cook模型定义失效应变。
y1 y2
y2
M1M2 J
634ED 1d21n4 (0
y1)3Sv24CmxwLsin2
y1
y1(0)0,y2(0)0
100
350
90 300
80
70
250
60
200
50
40
150
30
100
20
50 10
0
0
0.01
0.02
0.03
0.04
0.05
时间(s)
0
0
0.01
0.02
0.03
0.04
0.05
.4.
论1.文铝主合要金内A3容57切削加工有限元模型
1.1.1 A357的Johnson-Cook本构模型 在切削过程中,工件在高温、大应变下发生弹塑性变形,
被切削材料在刀具的作用下变成切屑时的时间很短,而且被切 削层中各处的应变、应变速率和温度并不均匀分布且梯度变化 很大。因此能反映出应变、应变速率、温度对材料的流动应力 影响的本构方程,在切削仿真中极其关键。当前常用的塑性材 料本构模型主要有:Bodner-Paton、Follansbee-Kocks、 Johns式on中-C第o一o项k、描述Ze了r材rill料i-A的r应m变st强ro化ng效等应模,型第二,项而反只映有了J流o动hn应sonCo力o随k模对型数应描变述速材率料增高加的应关变系速,率第下三项热反粘映塑了性流变动应形力行随为温。度升高
cmin(n,s)
式中: c 为接触面的滑动剪切应力; 为摩擦系数; n 为接 触面上的压力; s 为材料的临界屈服压力。
.4.
论1.文铝主合要金内A3容57切削加工有限元模型
1.2.1 质量放大
.4.
论1.文研主究要意内义容
修正引信
修正模块微型化技术限制; 零件加工难度大; 阻力环面积小,弹道修正能力受限制
.2.
论1.文铝主合要金内A3容57切削加工有限元模型
刀具的儿何参数;
影
假
响 装夹条件;
设
因 素
切削参;
条 件
切削路径
刀具是刚体且锋利,只考虑刀具的温度传导; 忽略加工过程中,由于温度变化引起的金相组 织及其它的化学变化;
被加工对象的材料是各向同性的;
不考虑刀具、工件的振动; 由于刀具和工件的切削厚度方向上,切削工程 中层厚不变,所以按平面应变来模拟;
时间(s)
张开角度( °) 转动角速度( rad/s )
张开角度随时间变化
转动角速度随时间变化
.11.
论2.文修主正要机内构容设计
2.4样机收星试验
修正机构样机及控制元件
(a)
(b)
(c)
(d)
(e)
(f)
样机收星试验过程
.12.
论3.文流主场要数内值容模拟分析
3.1计算模型
修正前弹丸表面网格
修正后弹丸表面网格
刀具使用的是硬质合金,密度ρ=15000Kg/m3,弹性模量E=210GP,泊松 比μ=0.22其其它参数如下表:
.4.
论1.文铝主合要金内A3容57切削加工有限元模型
1.2 摩擦模型
金属切削过程中,刀具前刀面的摩擦状态非常复杂,通常 把前刀面得摩擦区分为粘结区和滑动区,粘结区的摩擦状态与 材料的临界剪应力有关,滑动区可近似认为摩擦系数为常值可 以用下式来表示:
.3.
论1.文铝主合要金内A3容57切削加工有限元模型
1.1材料模型
1.1.1 A357的Johnson-Cook本构模型
材料本构模型用来描述材料的力学性质,表征材料变形过程中的动 态响应。在材料微观组织结构一定的情况下,流动应力受到变形程度、 变形速度、及变形温度等因素的影响非常显著。这些因素的任何变化都 会引起流动应力较大的变动。因此材料本构模型一般表示为流动应力与 应变、应变率、温度等变形参数之间的数学函数关系。建立材料本构模 型,无论是在制定合理的加工工艺方面,还是在金属塑性变形理论的研 究方面都是极其重要的。在以塑性有限元为代表的现代塑性加工力学中 ,材料的流动应力作为输入时的重要参数,其精确度也是提高理论分析 可靠度的关键。在本课题研究中,材料本构模型是切削加工数值模拟的 必要前提,是预测零件铣削加工变形的重要基础,只有建立了大变形情 况下随应变率和温度变化的应力应变关系,才能够准确描述材料在切削 加工过程的塑性变形规律,继而才能在确定的边界条件和切削载荷下预 测零件的变形大小及趋势。
.4.
论1.文铝主合要金内A3容57切削加工有限元模型
1.1.2 材料失效准则
实现切屑从工件分离,本文采用的是剪切失效模型。剪切 失效模型是基于等效塑性应变在积分点的值,当损伤参数达到 1时,单元即失效,失效参数定义如下:
pl
pl
0
pl
f
式中: 为失效参数, 为等效塑性应变初始值, 为等效塑 性应变增量, 为失效应变。失效应变 设定以来于以下几个方 面:依据塑性应变率,无量纲压应力与偏应力之比p/q(p为压应 力,q为Mises应力),温度,预定义域变量。这里采用 Johnson—Cook模型定义失效应变。
M=0.9速度等值线云图
M=0.9压力等值线云图
.18.
ห้องสมุดไป่ตู้
论3.文流主场要数内值容模拟分析
M=1.2速度等值线云图
M=1.2压力等值线云图 .19.
论4.文一主维要弹内道容仿真分析
4.1迫击炮弹弹道分析
迫弹外弹道模型:
dv
dt
S m
v2 2
C x(M a)
g
sin
d
.4.
论1.文铝主合要金内A3容57切削加工有限元模型
1.1.3 A357与刀具材料参数
A357铝合金,密度ρ=2680Kg/m3,弹性模量E=79GP,泊松比 μ=0.33其他参数如下表:
.4.
论1.文铝主合要金内A3容57切削加工有限元模型
1.1.3 A357与刀具材料参数
A357铝合金,密度ρ=2680Kg/m3,弹性模量E=79GP,泊松比μ=0.33其他 参数如下表:
迫弹修正机构
位于尾翼; 结构简单,加工容易; 经济性好; 较大的弹道修正能力
.5.
论2.文修主正要机内构容设计
2.1修正机构作用原理
GPS天线 系
统 供
GPS接收机
电
(GPS组件)
否 弹道数据
弹 是道
解
算
否
阻
满足要求
升 是压
起
爆
驱 动 器
尼 片 展 开 机
构 (DSP组件)
修正机构作用原理图
1
2 34
G L d du fpl
pl upfl