低频振动钻削振动装置
振动钻削装置的研究概况
频率的不同,各国专家们研发的振动钻削装置不同。
表 1 振 动 钻 削 装 置 及 特 性 表
序号 1 2
3
振 动频率 高频 低 频
低 频
激振方式 超声波振动 机械振动
机械振动
振 动方向 轴向 复合
扭转
出处 文献 5 , 8 ,0 ,7 , 1 6 ,9 文献 1 , ,3 l 21 1
收 稿 日期 :2 l-51 O 20 .6 基 金 项 目:泉 州 师 范 学 院 校 自选 项 目 ( 0 8 A 3 20 K 0 )
作者简 介:吴金妹 (9 9 ) 17 一 ,女 ,福建明溪人 ,泉 州师范 学院讲 师,硕士 ,研 究方 向:机械振动及噪声
控制 。
l9 3
根据振动钻削 的振 动方 向 , 激振方式 以及振动
和 电磁振动 ,高频振动 ( 超声波振动 ) 的振 动频率
一
般在 1K z 6 H 以上 , 它的激振方式是超声波振动。 ”
装 置的振幅和频 率可实 现连续 可调 , 专家们还 自己 设 计 制造 了小 直径 内排屑深 孔钻应用 于振动钻 削
中。
振动钻削 的振动方式 主要有 三种 , 若振动方 向与钻 头轴线方 向一致称为轴 向振 动 ; 若振动方向与与钻
根据振动频率的不 同, 动钻 削分 为低频和高 振 频 振动钻 削 。低 频振 动 的振 动频 率最高 为几百赫 兹 , 的振动激励方式 主要有机 械振动 、 它 液压振 动
钻 削装置 系统方 面 , 他们研发 了超声波扭转和低频 轴 向复合 振动钻 孔等装 置。 在我 国,虽然振动钻 削技 术到上世纪 8 O年代初期 才真正得 到认可 和发 展 , 是在 2 世 纪 8 年代初 , 但 0 O 我国专 家就用伺服 电机 驱动偏 心凸轮实现钻 头的低频轴 向振动 , 并研 制了安装在机床溜板上 的低频 振动刀架 ,到 9 O年 代 , 国专家设计 制造的机械式轴向激振装置 , 我 该
液压式振动钻削系统研究及试验徐衡
通钻床,采用普通钻床进行加工导致的直接后果就是加工精度极低,这使得国内仪器的精度很差,
而振动钻削的出现则解决了这一问题,但目前国内对该技术尚处于研究阶段,因此,设计了一种液
压式振动钻削设备,加工完成后对其进行了试验,试验结果显示该设备可行。
关键词: 矿用仪器; 钻孔精度; 振动钻削
中图分类号: TG52 文献标志码:பைடு நூலகம்A
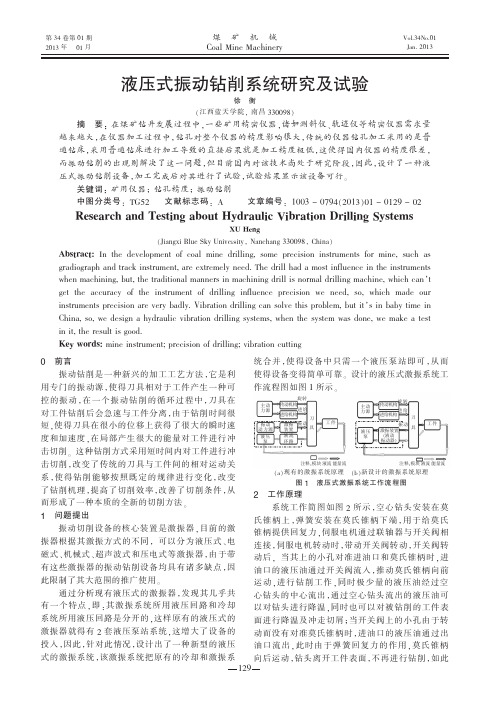
振动切削设备的核心装置是激振器,目前的激 振器根据其激振方式的不同, 可以分为液压式、电 磁式、机械式、超声波式和压电式等激振器,由于带 有这些激振器的振动钻削设备均具有诸多缺点,因 此限制了其大范围的推广使用。
通过分析现有液压式的激振器,发现其几乎共 有一个特点,即:其激振系统所用液压回路和冷却 系统所用液压回路是分开的,这样原有的液压式的 激振器就得有 2 套液压泵站系统,这增大了设备的
in it, the result is good.
Key words: mine instrument; precision of drilling; vibration cutting
0 前言
统合并,使得设备中只需一个液压泵站即可,从而
振动钻削是一种新兴的加工工艺方法,它是利 使得设备变得简单可靠。 设计的液压式激振系统工
动后, 当其上的小孔对准进油口和莫氏锥柄时,进
油口的液压油通过开关阀流入,推动莫氏锥柄向前
运动,进行钻削工作,同时极少量的液压油经过空
心钻头的中心流出,通过空心钻头流出的液压油可
以对钻头进行降温,同时也可以对被钻削的工件表
面进行降温及冲走切屑;当开关阀上的小孔由于转
动而没有对准莫氏锥柄时,进油口的液压油通过出
第 34 卷第 01 期 2013 年 01 月
基于压电振动的钻削加工装置的设计

械、 电磁 振 动存在 的最 大 缺点 是 振 幅 较 大 , 很难 达 到
个系统的谐振频率匹配时需精确 的计算和试验 。
的低频或超声振动 , 使连续接触加工变成间断 、 瞬间 、 往 复 的断续 接触 加 工 j 。振 动 加工 主要 应 用 于钛 合 金、 不锈钢等高强度材料的振动攻丝 , 脆性材料石英 玻璃 、 陶瓷等的振动打孑 L , 广泛应用于超精加工 、 微细 加工 、 新材料与难加工材料加工等领域 J 。 振动加工中振动源有机械 、 电磁 、 压电振动等 , 机
1 引 言
在对钛合金 、 耐热不锈钢、 高强钢 、 复合材料等高 硬度、 高韧性 、 高强度、 高熔点材料进行切 削加工时 , 存 在加 工硬 化 、 刀 具磨 损 、 热 变形 等 问题 _ 1 J 。 振 动加
电磁式深孔振动钻削装置的设计

翌 ~ 武慧红 :电磁 式深孔振动钻 削装置 的设计
2 0 1 3 年 6月
也 可根 据 加工 需要 调 整 。
次 级
电流后会产生一个气隙磁场 , 这个气隙磁场沿直线方 向呈正弦形分布 。当三相电流随时间变化时 , 气隙磁 场将按 A , B , C相序沿直线移动 , 它与旋转 电机不同的 是, 这个磁 场是平移 的 , 而不是旋转 的 , 称 为行波磁 场。把次级导体看成是无限多根导条并列放置 , 这样 在行波磁场的切割下 , 次级感应电动势并产生电流 , 电 流与气隙磁场相互作用便产生电磁推力 , 此时 , 电机次 级是运动件 , 将受 电磁推力做直线运动。
提高深孔的加工质量。 关键词 : 深孔 ; 振动 ; 钻削 ; 电磁 式
中图分类号 : T H1 2 2
文献标 识码 : A
文章编号 :1 0 0 3 — 7 7 3 X( 2 0 1 3 ) 0 3 — 0 0 1 8 — 0 2
0 引 言
振动切削的实质是在钻头( 或工件 ) 工作 的同时 , 对钻头 ( 或工件) 施加某种有规律的振动 , 使钻头在振 动 中切削 , 形成脉 冲式 的切削力波形 , 使切削用量按 某种规律变化 , 达 到改善切削效能 的 目的 。深孔加 工 占有重要地位 , 深孔通常是指 长度大于直径 5 倍以 上 的孑 L 。普 通钻 孔 时 , 所 形成 的是 长度 不 同 的带状 切 屑, 常常发生周期性 的堵塞, 很容易使钻头折断 ; 切屑 经 常堵塞在螺旋槽 内, 不仅产生剧烈摩擦 , 也会严 重 划伤孔的表面 , 降低孔的表面质量 。振动钻孔可 以控 制切屑的大小和形状 , 配合负压抽 屑装 置 , 很容易排 屑, 防止 内孔氧化发黑 、 内孔划痕 、 裂纹产生 , 提高工 件 加 工 精 度 和 表 面 质量 。振 动 钻 削 深 孔 是 目前 国 内 外解决小直径深? L g l  ̄ 工 的一 种 重 要 工 艺 方 法 。强 迫 振 动钻 削 装置 的形式 有 : 机械 、 电磁 、 电气 、 气动 、 液 压 等 基 本 形 式 。有 的 学者 已对 电磁 振 动 钻 削 装 置 进 行 研究口 , 在其电磁振动理论 和深孔振动加工分析基础 上, 我们设计 了一种 电磁式轴 向深孔振动钻削装置并 进行 了分析 , 能为深孔加工提供新的技术工艺。 1 电磁式 轴 向振动 的工作 原 理
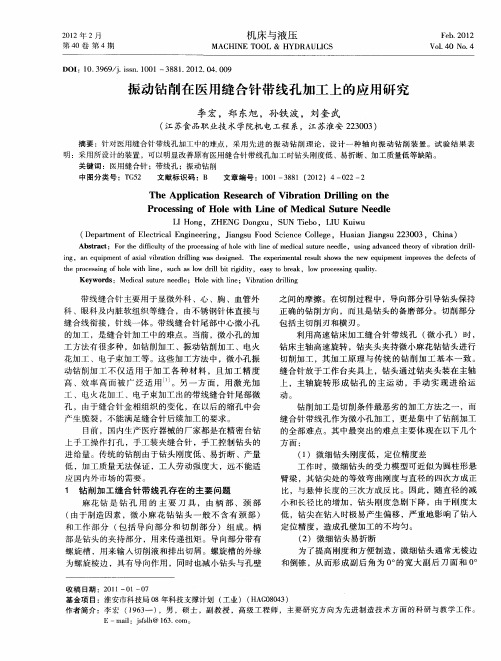
应用振动钻削加工缝合针带线孔
应用振动钻削加工缝合针带线孔
李宏
【期刊名称】《现代制造工程》
【年(卷),期】2011(000)009
【摘要】针对医用带线缝合针带线孔的加工难点,采用振动钻削,并研究设计了一种轴向振动钻削装置.试验结果表明,所设计的装置可以明显改善医用带线缝合针带线孔的加工质量,提高合格率.
【总页数】3页(P87-89)
【作者】李宏
【作者单位】江苏食品职业技术学院机电工程系,淮安223003
【正文语种】中文
【中图分类】TH16
【相关文献】
1.基于机器视觉的带线缝合针尾孔钻头检测研究 [J], 孙铁波;李宏
2.带线缝合针在剖宫产手术腹壁皮内缝合中的应用 [J], 杨玉霞
3.振动钻削在医用缝合针带线孔加工上的应用研究 [J], 李宏;郑东旭;孙铁波;刘奎武
4.振动钻削在医用缝合针带线孔加工上的研究及应用 [J], 李宏;喻步贤;郑东旭;孙铁波;刘奎武
5.一次性使用带线荷包缝合针悬吊辅助在腹腔镜阑尾切除术中的应用价值 [J], 李小平; 沈瑜; 路广; 吴醒
因版权原因,仅展示原文概要,查看原文内容请购买。
钻削精密深孔扭振发生装置的设计

编号摘要孔加工是金属切削加工中最常用的加工工艺。
据统计,孔加工的金属切除量约占切削加工总金属切除量的1/3,钻头的产量约占刀具总产量的60%。
目前用于加工微小孔的工艺方法虽然较多,但应用最广泛、生产实用性最强的仍是采用麻花钻钻削加工。
随着对孔加工质量和效率的要求不断提高,传统的钻削工艺已显示出极大的局限性,而近年来迅速发展的振动钻削工艺则日益显示出其独特的优势及广阔的应用前景。
本文主要介绍了振动钻削,振动钻削是振动切削的一个分支,它与普通钻削的区别在于钻孔过程中通过振动装置使钻头与工件之间产生可控的相对运动。
振动方式主要有三种,即轴向振动、扭转振动和复合振动。
本文讲述了如何匹配加工参数来实现精密深孔的加工,并设计了扭振发生装置,综合分析了振动钻削的工艺效果。
低频振动切削技术目前已应用于孔加工(包括钻、扩、铰、锁、攻丝等)和外圆车削加工等领域,解决实际生产中诸如切屑处理、改善切削加工性、提高加工质量、延长刀具寿命等问题,理论上也获得了许多发展。
关键词:麻花钻;振动钻削;振动装置;低频振动AbstractHole processing is the most commonly used metal cutting machining processing technology. According to statistics, hole machining of metal removal accounted for about one-third of the total machining metal removal of the, drill production accounted for about 60% of the total tool production. Process methods now used for machining small holes while more, but the strongest is still the most widely used, the production practicality is uses the twist drill drilling processing. As the hole of the requirement of increasing the quality and efficiency, the traditional drilling technology has shown great limitations, in recent years the rapid development of the vibration drilling technology is increasingly shows its unique advantages and broad application prospects.Vibration drilling is mainly introduced in this paper, the vibration drilling is a branch of vibration cutting, the difference between it and common drilling through vibration device in the process of drilling bit and generate controllable relative movement between parts. Vibration mode mainly has three kinds, namely axial vibration, torsional vibration, and vibration compound.This article tells the story of how the matching processing parameters to achieve precision deep hole machining, and torsional vibration generator is designed, the comprehensive analysis of the vibration drilling technology effect. Low frequency vibration cutting technology has been applied to the machining (including drilling, expanding, hinge, lock, tapping, etc.) and cylindrical turning processing, etc, to solve practical production in cutting machining, such as chip removal, improve processing quality, prolong tool life and other issues, theory also received many development.Keywords:Twist drill ;Vibration drilling;Vibration device;Low frequency vibration目录摘要 (I)Abstract (II)目录........................................................................................................................................... V I 1 绪论 (1)1.1 振动钻削技术的发展历史 (1)1.2 振动钻削的工艺效果 (2)1.3 振动钻削的应用前景及前沿课题 (4)2 振动钻削的原理 (7)2.1 振动钻削的机理 (7)2.2振动钻削系统的稳定性与振幅损失 (8)2.2.1 振动钻削时的切削力 (9)2.2.2 振动钻削系统的稳定性 (10)2.2.3 产生横向摆振与钻杆弯曲振动的原因 (12)2.2.4 振幅损失 (13)3 深孔加工的高效解决方案 (14)3.1深孔加工 (14)4装置设计 (16)4.1装置总体方案 (16)4.2电机的选择 (18)4.3带传动设计 (20)4.3.1 确定计算功率Pca (20)4.3.2选择带型 (20)4.3.3 确定带轮的基准直径 (20)4.3.4 确定中心距a和带的基准长度Ld (21)4.3.5验算主动轮上的包角α1 (21)4.3.6确定带的根数Z (21)4.3.7确定带的预紧力F0 (22)4.3.8计算带传动作用在轴上的力(简称压轴力)F p (22)4.3.9 V带轮设计 (22)4.3.10 V带传动的张紧装置 (23)4.4偏心轴及其附件设计 (24)4.4.1 轴承的选用 (26)4.4.2轴承底座 (27)4.4.3 端盖和透盖 (28)4.4.4 偏心销钉 (29)4.5主轴及其附件设计 (29)4.5.1 主轴 (29)4.5.2 弹性夹头 (30)4.5.3 轴承的选用 (31)4.5.4 轴承座 (32)4.5.5 夹紧螺母 (32)4.5.6 轴承盖 (33)4.5.7 摆杆 (33)4.6底板设计 (33)5 致谢 (35)参考文献 (36)1 绪论1.1 振动钻削技术的发展历史据统计,孔加工是金属切削加工中最重要的工序之一。
机械毕业设计986精密深孔加工扭振装置
精密深孔加工扭振装置系、部:机械工程系学生姓名:指导教师:职称:讲师专业:机械设计制造及其自动化班级:学号:摘要振动钻削是振动切削的一个分支,它与普通钻削的区别在于钻孔过程中通过振动装置使钻头与工件之间产生可控的相对运动。
振动方式主要有三种,即轴向振动(振动方向与钻头轴线方向相同)、扭转振动(振动方向与钻头旋转方向相同)和复合振动(轴向振动与扭转振动迭加)。
其中,轴向振动易于实现,工艺效果良好,在振动钻削中占主导地位。
振动的激励方式主要有超声波振动、机械振动、液压振动和电磁振动。
其中,超声波振动的频率通常在16kHz以上,所以也称为高频振动钻削;其它三种振动方式的频率一般为几百赫兹,故称为低频振动钻削。
振动钻削改变了传统钻削的切削机理。
在振动钻削过程中,当主切削刃与工件不分离(不分离型振动钻削)时,切削速度、切削方向等参数产生周期性变化;当主切削刃与工件时切时离(分离型振动钻削)时,切削过程变成脉冲式的断续切削。
当振动参数(振动频率和振幅)、进给量、主轴转速等选择合理时,可明显提高钻入定位精度及孔的尺寸精度、圆度和表面质量,减小出口毛刺,降低切削力和切削温度,延长钻头寿命。
振动钻削良好的工艺效果已引起国内外研究者的普遍关注。
关键词:振动钻削;电机;带传动;偏心轴;主轴ABSTRACTVibration drilling is a branch of vibratory cutting, and it is the difference between ordinary drilling borehole process through the vibrating device bit with workpiece occurs between the relative motion of controllable. There are three main vibration mode, namely axial vibration (vibration direction and drill axis torsional vibration (same), with bits direction of vibration rotation direction the same) and complex vibration (axial vibration and torsional vibration superposition). Among them, the axial vibration easy to realize and good results, in process of vibration drilling dominant. The incentive ways mainly have the vibration ultrasonic vibration, mechanical vibration, hydraulic vibration and electromagnetic vibration. Among them, the ultrasonic vibration frequency usually 16kHz above, so in high frequency vibration drilling, also called; The other three vibration mode frequency general for hundreds of Hertz so called the low frequency vibration drilling. Vibration drilling has changed the traditional drilling cutting mechanism. In vibration drilling process, when the main cutting edge with workpiece are not isolated (not separated type vibration drilling), cutting speed, cutting parameters such as periodic changes direction produced; When the Lord when the cutting edges and workpiece when separated type cut from (vibration drilling), cutting process into pulsing concentres cutting. When the vibration parameters (vibration frequency and amplitude), feeding, reasonable selection of spindle speed etc, can obviously increase the penetration positioning accuracy and pore size precision, roundness and surface quality and reduce export burr, reduce the temperature of cutting force and cutting, prolong drill life. Good vibration drilling process effect by the domestic and international researchers already popular attention.Key word s:vibration drilling;motor;Belt transmission;Eccentric shaft;spindle目录1 绪论 (1)1.1 振动钻削技术的发展历史 (2)1.2 振动钻削的机理 (1)2 装置设计 (4)2.1 装置总体方案 (4)2.2 电机的选择 (6)2.3 带传动设计 (8)2.4 偏心轴及其附件设计 (12)2.5 主轴及其附件设计 (18)2.6 底板设计 (23)参考文献 (24)致谢 (25)附录 (26)1 绪论1.1 振动钻削技术的发展历史孔加工是金属切削加工中最常用的加工工艺。
实用化振动切削技术——微小孔振动钻削工艺及装备
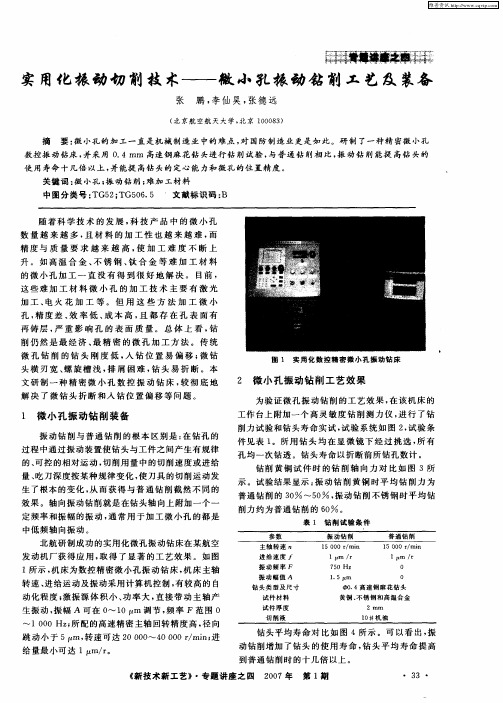
普 通钻 削 的 3 ~5 %, 0 0 振动 钻 削 不锈 钢 时平 均 钻
削 力约 为普通 钻削 的 6 。 0
表 1 钻 削试 验 条 件
参 数
主轴转速 n
振 动 钻 削
1 0 / n 50 0 r mi 1im / z r
7 0 Hz 5 1 5 bm . t
解 决 了微 钻 头 折 断 和 人 钻 位 置 偏 移 等 问题 。
1 微 小 孔 振 动 钻 削 装 备
振动 钻 削 与普 通 钻 削 的根 本 区别 是 : 钻 孔 的 在 过 程 中通 过振 动装 置使 钻头 与工件 之 间产生 有规 律 的、 可控 的相 对运 动 , 削用 量 中的切 削速度 或进 给 切
的 微 小 孔 加 工 一 直 没 有 , 到 很 好 地 解 决 。 目前 , 得 这 些 难 加 工 材 料 微 小 孔 的 加 工 技 术 主 要 有 激 光 加工 、 电火 花 加 工 等 。但 用 这 些 方 法 加 工 微 小
孔 , 度 差 、 率 低 、 本 高 , 都 存 在 孔 表 面 有 精 效 成 且 再铸层 , 重 影 响孔 的表 面质 量 。总体 上 看 , 严 钻 削 仍 然 是 最 经 济 、 精 密 的微 孔 加 工 方 法 。传 统 最
钻 头平均 寿 命对 比如 图 4所 示 。可 以看 出 , 振 动 பைடு நூலகம்削增 加 了钻 头 的使 用 寿命 , 头 平均 寿 命 提 高 钻
到 普通 钻削 时 的十几倍 以上 。
《 新技 术新 工艺》・ 专题 讲座 之 四
2 0 年 第 1 07 期
・3 ・ 3
维普资讯
切 屑 , 动钻 削 的 切 屑 明显 细 小 , 且 易 于排 出 切 振 并
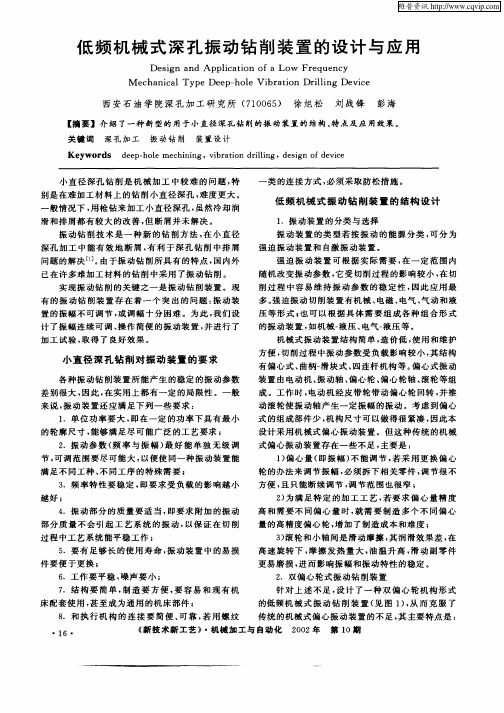
低频机械式深孔振动钻削装置的设计与应用
方便 , 只能 断续 调节 , 节 范 围也 很 窄 } 且 调
2 为 满 足 特 定 的加 工 工 艺 , 要 求 偏 心 量 精 度 ) 若 高 和需 要 不 同偏 心 量 时 , 需 要 制 造 多 个 不 同偏 心 就 量 的高 精度 偏 心 轮 , 加 了制 造 成本 和 难 度 ; 增 3 滚轮 和小 轴 间是 滑动 摩擦 , 润 滑效 果 差 , ) 其 在
维普资讯
低 频 机 械 式 深 孔 振 动 钻 削 装 置 的 设 计 与 应 用
De i n a d App i a i n o w e ue y sg n lc to fa Lo Fr q nc
M e ha c lTy e ho e V i a i n Drli g De i e c ni a pe De p— l br to i n v c l
滑 和排 屑 都 有较 大 的改善 , 断 屑 并未 解 决 。 但 深 孔 加 工 中能 有 效 地 断 屑 , 利 于 深 孔 钻 削 中排 屑 有 问题 的解 决 口 。 ] 由于振 动钻 削所 具 有 的特 点 , 内外 国 已在许 多 难 加工 材 料 的钻 削 中采用 了振 动钻 削 。 实 现 振 动钻 削 的关 键 之 一是 振 动 钻 削装 置 。现 有 的振 动 钻 削 装 置 存 在 着 一 个 突 出 的 问题 : 动装 振
机械 式振 动 装 置结 构 简单 , 价低 , 造 使用 和 维护 方 便 , 削过 程 中振 动参 数 受 负载 影 响较 小 , 切 其结 构
有 偏 心式 、 曲柄一 滑块 式 、 四连杆 机构 等 。 心 式振 动 偏 装 置 由 电动机 、 动 轴 、 心轮 、 心 轮轴 、 轮 等组 振 偏 偏 滚
振动钻削在医用缝合针带线孔加工上的应用研究
Ab ta t F rt e d f c lyo ep o e sn f oe w t i e o d c l u u e n e l , u i g a v n e h oy o i r t n d l s r c : o h i iu t ft r c s i g o l i l fme ia t r e d e f h h h n s s d a c d t e r f b ai r l n v o i —
中图 分 类 号 :T 5 G2 文 献 标 识 码 :B 文 章 编 号 :10 — 8 1 (0 2 0 1 3 8 2 1 )4—0 2— 2 2
The Ap i a i n Re e r h o b a i n Dr l n n he pl to s a c fVi r to il g o t c i Pr c s i g o o e wih n fM e i a ut e Ne d e o e sn fH l t Li e o d c lS ur e l
科 、眼科及 内脏软组织等缝合 ,由不锈 钢针体直接与 缝 合线衔接 ,针线一体 。带线缝合 针尾部 中心微小孔
的加工 ,是缝合针加工 中的难 点。当前 ,微小孔 的加 工方法有很多种 ,如钻 削加 工 、振 动钻削加工 、电火
正确 的钻削方 向 ,而且是钻 头的 Nhomakorabea磨部分 。切 削部 分
液压式低频轴向振动钻削的实验研究

液压 式 低 频 轴 向振 动 钻 削 的实 验 研 究
陈学永 , 陈尊荣 , 陈仕 国
( 建农林大学 机 电工程 学院 , 福 福建 福州 30 0 ) 5 02
摘要: 先对 振 动 钻 削进 行 简要 的介 绍 , 计 出振 动 钻 削 实验 方 案 ; 用 实验 室研 制 的 液 压 低 频 轴 向振 设 利
Ex e i nt ls u y o y r ul o f e e c x a i r to r li p r me a t d f h d a i l w r qu n y a i lv b a i n d lng c i
C e e o g h n Z n o g,C e h g o h n Xu y n ,C e u r n h n S iu
ail xei e t ytm d vl e t e a .u ie i ui ae nte o etddt, n xa ep r n l s e e p da cr i nvr t i F j nB sdo l c a i— m a s e o tn sy n a h cl e a
上 某种有 规律 的、 可控 的振 动 , 使切 削用 量按 某种
图 I 振 动 施 加 方 向 分 类
Fi . Cls i c t n b i r to ie o gI a sf a i y v b a善切 削 效 能 的 一种 钻 削 方 法 。 达
第 8卷 第 1 期
21 0 0年 2月
福建 工程学 院学报
Junl f u a nvri f ehooy ora o F j nU i syo T cnlg i e t
Vo . . 18 No 1 F b O1 e .2 0
超声椭圆振动切削技术及装置应用研究现状及进展

表面技术第52卷第9期超声椭圆振动切削技术及装置应用研究现状及进展姜帅1,付秀丽1*,王振达1,潘永智1,蒋振峰2(1.济南大学 机械工程学院,济南 250022;2.山东淄博大亚金属科技股份有限公司,山东 淄博 255318)摘要:首先,阐述了超声椭圆振动切削技术、原理及其装置特点,着重论述了装置各构成部分的特点及其主要应用类型与材料。
其次,分析了国内外学者在双激励、单激励方式下实现纵弯、纵扭、双弯曲和弯扭等复合超声振动装置结构设计及其优化方面的研究成果与进展,并且比较了超声椭圆振动切削与传统加工在加工性能、工件表面质量和加工精度等方面的加工优势与适用范围,以及不同超声振动装置在各切削加工中所能获得的加工效果。
最后,对超声椭圆振动切削装置的发展趋势进行了总结和展望,指出该装置发展将朝着结合能场的方向发展。
关键词:超声椭圆振动切削;超声椭圆振动切削装置;加工性能;复合超声振动;双激励;单激励中图分类号:TG506.5 文献标识码:A 文章编号:1001-3660(2023)09-0010-13DOI:10.16490/ki.issn.1001-3660.2023.09.002Research Status and Progress of Ultrasonic Elliptical VibrationCutting Technology and Device ApplicationJIANG Shuai1, FU Xiu-li1*, WANG Zhen-da1, PAN Yong-zhi1, JIANG Zhen-feng2(1. School of Mechanical Engineering, University of Jinan, Jinan 250022, China;2. Shandong Zibo Daya Metal Technology Co., Ltd., Shandong Zibo 255318, China)ABSTRACT: Firstly, the technology, principle and device characteristics of ultrasonic elliptical vibration cutting were introduced. The formation mechanism of elliptical orbit, the characteristics of each part of the device and its main application types and materials were discussed emphatically. The structure of ultrasonic elliptical vibration cutting device mainly included four parts: ultrasonic generator, ultrasonic transducer, horn and cutter head. In ultrasonic elliptical vibration cutting, the high-frequency elliptical ultrasonic structures mainly included piezoelectric transducer, composite variable cross-section horn and polycrystalline diamond tool. Secondly, two methods of ultrasonic elliptical vibration cutting were introduced. One was to excite two groups of piezoelectric ceramic stacks with electrical signals to generate two one-dimensional vibrations with phase difference. The other was to excite a group of piezoelectric ceramic laminates with electrical signals to generate one-dimensional vibration, which was induced into composite vibration under the action of special mode conversion horn. The research results of收稿日期:2022-06-09;修订日期:2022-09-28Received:2022-06-09;Revised:2022-09-28基金项目:国家自然科学基金面上项目(52175408);山东省自然科学基金重点项目(ZR2020KE022);山东省自然科学基金面上项目(ZR202102280460)Fund:General Program of National Natural Science Foundation of China (52175408); Key Project of Natural Science Foundation of Shandong Province (ZR2020KE022); General Program of Natural Science Foundation of Shandong Province (ZR202102280460)引文格式:姜帅, 付秀丽, 王振达, 等. 超声椭圆振动切削技术及装置应用研究现状及进展[J]. 表面技术, 2023, 52(9): 10-22.JIANG Shuai, FU Xiu-li, WANG Zhen-da, et al. Research Status and Progress of Ultrasonic Elliptical Vibration Cutting Technology and Device第52卷第9期姜帅,等:超声椭圆振动切削技术及装置应用研究现状及进展·11·domestic and foreign scholars on the structural design of composite ultrasonic vibration devices such as longitudinal bending composite materials were analyzed. Under these two excitation modes, there were longitudinal torsional composite materials, composite double bending and bending torsional composite materials. It mainly included the design of ultrasonic transducer and horn structure, and also mentioned the research and development of the device in frequency degeneracy and other optimization.Based on four kinds of composite ultrasonic elliptical vibration devices, the machining advantages and application scope of ultrasonic elliptical vibration cutting and traditional machining in machining performance, workpiece surface quality and machining accuracy were compared, as well as the machining effects obtained by different ultrasonic vibration devices in various machining processes. It was pointed out that ultrasonic elliptical vibration machining had the advantages of reducing cutting force, cutting temperature, reducing surface roughness, delaying tool wear, promoting stable chip outflow and improving machining accuracy. Finally, the development trend of the ultrasonic elliptical vibration cutting device was summarized and prospected, and the shortcomings of the previous device research were summarized, such as the small stiffness of the transducer, the low mode conversion efficiency, and the inability to achieve the same frequency resonance, which could be used as a reference for subsequent research. It was pointed out that the ultrasonic elliptical vibration device had gradually expanded from the field of mechanical manufacturing to the field of biopharmaceutical and micro nano manufacturing, and might develop towards the field of binding energy in the future.KEY WORDS: ultrasonic elliptical vibration cutting; ultrasonic elliptical vibration cutting device; processing performance;compound ultrasonic vibration; double excitation; single excitation随着航空航天等领域的飞速发展,产品的形状日渐复杂,对产品加工精度和表面质量要求越来越高[1],对刀具寿命的要求越来越高,产品的构成材料也越来越广泛,如陶瓷、玻璃、硬质合金、钛合金、铝合金和淬硬钢等硬脆难加工材料。
液压低频振动钻削系统的设计
中 图分 类 号 : G 6 T 69 文献标识码 : A 文 章编 号 :6 15 7 ( 00 0 -4 1 4 17 -4 0 2 1 )40 3 - 0
Ke r s r i g i r t n d l n y wo d :d i n ;v b ai r l g;h d a i lw fe u n y o u eemi ain l o i i y r u c o r q e c ;tr e d t r n t l q o
孔加 工是 金属切 削加 工 中常用 的加工 工艺 , 其金属 切 除量约 占切 削加工 总量 的三 分之 一. 目前 孑 的加 L 工 方法很 多 , 中应 用最广 、 其 生产 实用 性最强 的是 麻花 钻 的钻 削加 工. 由于 对装 备 及 其零 部 件 的性 能 和质 量 的要求越 来越 高 , 特殊性 能 的工程结 构材料 被广 泛应 用 , 铝镁 合 金 、 合 金 、 维增 强 复 合材 料 、 如 钛 纤 工程 陶瓷等. 孔加工 中存 在 的切削力 大 、 钻 温升快 、 刀具磨 损 严重 、 断屑 和排 屑 困难 等 问题 进 一 步 凸显 , 传统 钻 削 加工几乎 无 法解决 这些 问题 . 探求一 种适应 材料 性 能参 数且 满足 产 品质 量 不 断提 高要 求 的钻削 加 工方
21 0 0年 7月
液 压 低频 振 动 钻 削 系统 的设 计
陈学 永 , 尊荣 陈 ( 建农林 大 学机 电_ 程 学院 , 建 福 州 3 0 0 ) 福 T - 福 5 0 2
摘要 : 介绍 了振动钻削机械系统扭矩检测系统的设计及构造 , 并利用该系统对 若干典 型材料进行振 动钻削试验. 结果表
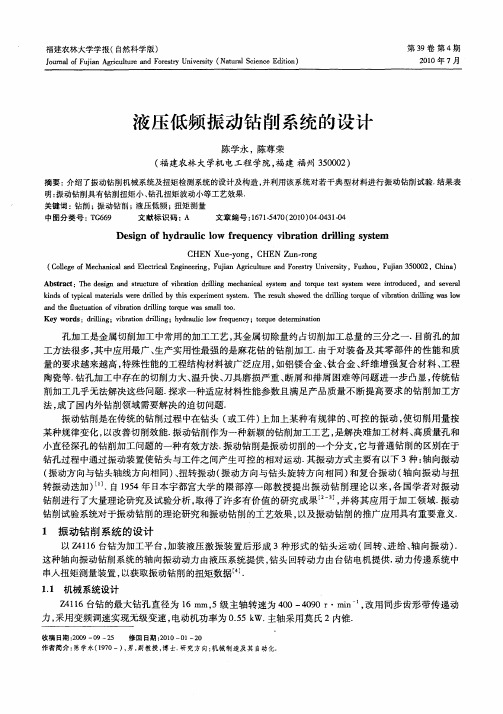
Ti-Al叠层结构低频振动制孔试验研究-

0.02 切屑长度 8mm
0
123456
钻头旋转弧度 /rad
图6 振动铰孔与传统铰孔切屑厚度对比 Fig.6 Chip thickness for traditional reaming and vibration-assisted reaming
专稿
FEATURE
影响着装配精度与可靠性,因此必须
量方面的差异及低频振动制孔对加 20 liner 五轴精密加工中心上进行, 曲线函数 ztool(θ) 为:
工质量改善的作用机理,最终得出了 低频振动辅助制孔技术能够有效提
该 机 床 主 轴 功 率 为 15kW,最 大 转 速 为 42000r/min,最 大 进 给 速 度 为
ztool(θ) = −
金切屑极易划伤铝合金表面,造成制 孔质量差的问题,有时切屑甚至会堵 塞排屑槽逼停主轴 [1]。
振动辅助制孔技术自 20 世纪中
16 航空制造技术·2017 年第 1/2 期
旬出现以来,得到了广泛的研究。作 为 振 动 切 削 的 一 个 重 要 分 支,它 与 普通钻削的区别在于制孔过程中通 过振动装置使钻头与工件之间产生 可 控 的 相 对 运 动。 其 中,轴 向 振 动 易于实现,工艺效果良好,在振动制 孔中占主导地位。Sanda[2] 采用超声 振 动 的 方 法,分 别 对 碳 纤 维 增 强 复 合材料(CFRP)与 TC4 材料进行制 孔加工。结果表明:相比传统钻削, 超声振动钻削能够有效降低两者的 钻削力,并提高 CFRP 的加工质量、 降低了 TC4 的出口毛刺。Dahnel[3] 对 比 了 在 切 削 速 度 为 25m/min、 50m/min 和 75m/min,进 给 量 为 0.05mm/r,振 幅 为 5.7µm,频 率 为 39kHz 时,超声振动辅助钻削与传统 钻削在加工 CFRP/TC4 叠层结构的 加工质量与刀具磨损方面的差异,其 认 为 相 比 传 统 钻 削,超 声 振 动 辅 助 钻 削 能 够 减 少 刀 具 磨 损、降 低 轴 向 力。法国 Mitis 公司进行了低频振动
国内常见振动钻孔装置整理归类

一、振动钻孔装置1.主轴振动.<1>(1)《新型微小孔振动钻床》杨兆军王立江(2)原理:压电陶瓷振动元件直接振动主轴电机压电陶瓷安装在精密中频主轴电机和套筒之间,在低频放大器的驱动下带动主轴电机作轴向振动。
电机主轴轴承经调隙预紧,使主轴随电机一起振动。
进给机构用步进电机做动力元件,驱动谐波减速器。
齿轮与套筒上的齿条啮合,实现主轴的进给运动。
在减速器输出轴和齿轮之间设置手动进给装置——机动进给装置转换。
优点:钻床主体的其他部分与普通台钻相同。
模拟切削力在0—8N变化时,钻头振幅小于8%,频率在100—400Hz范围变化时,振幅变化小于15%。
由此说明钻床的承载能力较强,频率范围较宽。
振动和切削参数采用单片微型计算机控制,操作方便。
(3)实验:采用直径0.28mm的高速钢麻花钻对18Cr2Ni4WA工件(属难加工材料)进行振动钻孔,振幅A=3µm,主轴转速15000r/min,进给速度60mm/min,振动频率250Hz;同时普通钻削(A=无穷大)钻孔。
对比指标:孔位置偏移量。
对比结果:振动钻床钻孔降低了孔的偏移量和孔径的分散程度,提高了加工精度。
(4)结论:与各种振动工作台的振动钻削装置相比,振幅不受工件结构尺寸和重量的影响,具有良好的通用性。
<2>《微细深孔超声轴向振动钻削装置的设计》黄文摘要:超声振动钻削属于脉冲式的断续切削,在深孔加工方面具有普通孔加工技术无法比拟的工艺效果。
文章介绍了作者基于高频振动切削原理设计的一台超声轴向振动钻削装置的结构,并将该装置用于立式加工中心上对铝、 铜等材料进行了切削加工实验。
实验结果表明, 超声振动加工可提高微细深孔的加工精度和表面质量, 这种方法特别适合于软质材料的微细深孔的精密和超精密加工。
(1)原理:超声波发生器将 220 V 、 50 Hz 的交流电转换成超声频电振荡信号,以向系统提供振动能量。
压电陶瓷换能器将超声频电振荡信号转换成超声频机械振动。
基于偏心式振荡器的井下可移动振动固井系统研制
2024年第53卷第2期第48页石油矿场机械犗犐犔 犉犐犈犔犇 犈犙犝犐犘犕犈犖犜2024,53(2):48 56文章编号:1001 3482(2024)02 0048 09基于偏心式振荡器的井下可移动振动固井系统研制李进付(中石化胜利石油工程有限公司钻井工艺研究院,山东东营,257000)①摘要:综合分析了国内外振动固井工艺技术,在下完钻井套管的固井候凝过程中,利用振动固井工具或设备产生振动波,并对套管和固井泥浆产生振动压实效应,可以提高固井完井的质量。
现有振动固井工具大多数安放在井口位置,或固定安放在井筒某一处位置,或固定安放在套管底部,且不可回收,不能提高全井段振动固井效果。
以偏心式振荡器力学理论为基础,研制了一种可重复利用、可回收的新型井下可移动式振荡器,形成一套完整的振动固井系统,使得在整个固井候凝过程中全井段任意位置都能发挥作用,同时对于正常固井及其他设备不造成影响。
室内和现场试验表明:可移动井下振动固井系统对于已候凝2h以内的抗压强度可提升4%,胶结强度提升7%,同时可显著提高第二界面固井质量,使用方便,操作简单,具有较强的经济性和广泛的推广应用前景。
关键词:振动固井;偏心式振荡器;可移动式振动固井工艺;水泥浆;胶结强度;第二界面质量中图分类号:TE921.502 文献标识码:A 犱狅犻:10.3969/j.issn.1001 3482.2024.02.007犇犲狏犲犾狅狆犿犲狀狋狅犳犝狀犱犲狉犵狉狅狌狀犱犕狅狏犪犫犾犲犞犻犫狉犪狋犻狅狀犆犲犿犲狀狋犻狀犵犛狔狊狋犲犿犅犪狊犲犱狅狀犈犮犮犲狀狋狉犻犮犗狊犮犻犾犾犪狋狅狉LIJinfu(犇狉犻犾犾犻狀犵犜犲犮犺狀狅犾狅犵狔犚犲狊犲犪狉犮犺犐狀狊狋犻狋狌狋犲狅犳犛犻狀狅狆犲犮犗犻犾犳犻犲犾犱犛犲狉狏犻犮犲犛犺犲狀犵犾犻犆狅狉狆狅狉犪狋犻狅狀,犇狅狀犵狔犻狀犵257000,犆犺犻狀犪)犃犫狊狋狉犪犮狋:Acomprehensiveanalysisofdomesticandforeignvibrationcementingtechnologywasconducted,andtheresultsshowedthatduringthecementingwaitingprocessafterdrillingthecasing,vibrationwavesweregeneratedbyusingvibrationcementingtoolsorequipment,andvi brationcompactioneffectsweregeneratedonthecasingandcementingmud,therebyimprovingthequalityofcementingcompletion.Mostoftheexistingvibrationcementingtoolsareplacedatthewellhead,fixedatacertainpositioninthewellbore,orfixedatthebottomofthecasing,andcannotberecycled,whichcannotimprovethevibrationcementingeffectoftheentirewellboresection.Basedonthemechanicaltheoryofeccentricoscillator,anewtypeofreusableandrecov erabledownholemovableoscillatorhasbeendevelopedtoformacompletesetofvibratorycemen tingsystem,whichcanplayaroleinanypositionofthewholewellsectionduringthewholece mentingprocess,andatthesametime,ithasnoinfluenceonthenormalcementingandother① 收稿日期:2023 09 08 基金项目:中国石油化工集团有限公司重点科研攻关项目“东营凹陷页岩油钻完井提速提效技术研究”(P21060 3)。
微小孔钻削工艺的研究现状

床 ,北京理工大学和河ຫໍສະໝຸດ 机床厂合作研制 了主轴转速达 微小钻头细若发丝 ,切削刃的磨损及破损情况极难 80 0/ i 0 0 r n的三 轴 C C微4 T 钻 床高速钻削微4qL a r N ,L " 在 观察 ,既使是配有显微镜和钻削检测装置也 只能对钻头 生产 中得 到 了广 泛应 用 。 特别 是 钻削 印刷 电路 板 , 只要设 做粗略的检查 。对已钻出的微小孔 的精确检测必须借助 备 条 件允 许 , 乎都 采 用高 速钻 削 。 几 于具有足够分辨率和测量精度的显微仪器 ,对于内孔表 面质量则需要细心地将其剖开再进行检测_ 3 ] 。
微 4 振 动 钻 削试 验 系统 如 图 4 示 ,在 振动 钻 削 过程 qL 所 中, 当主切 削 刃 与工 件 不分 离 ( 分 离 型振 动钻 削 ) , 不 时 切
削速度和方 向等参数产生周期性变化 ;当主切削刃与工 13 年 4月 德 国 物 理 件 时 切 时 离 ( 91 分离 型 振动 钻 削 ) , 削 过程 变成 了脉 冲 时 切 学 家 C r J ao n提 式的断续切削。当振 动参数 f al . lmo S 振动频率和振 幅) 、 进给量和
23 振 动 钻 削 .
为解 决 微 d 钻 削技 术 难题 , 高加 工 精 度 、 面 质 qL 提 表 量 和钻 头寿 命 , 国内外 专 家提 出 了各种 有 效措 施 。
振动钻削是建立在振动理论和切削理论等基础上 的 针 对 微 小钻 头 刚度 低 、 新 颖 的钻 削 方法 , 于振 动 切 削 的一个 分 支 , 普 通钻 削 入 属 与
的根本 区别是在钻孔的过程中通过振动装置使钻头与工
动 、 转 振 动 和复 合振 动 。其 中轴 向振 动 易于 实 现 , 艺 扭 工 效果 明显 , 振 动钻 削 中 占主要地 位 的振 动方 式 。 动 的 是 振 激励 方 法 主要 有 超声 波 振 动 、 械 振动 、 机 液压 振 动 和 电磁 振动 , 中超声 波 振动 通 常在 1k z 其 6 H 以上 , 以也称 为 高 所 频 振动 钻 削 。其 它 3 振动 方 式频 率 一般 在数 百 赫 兹左 种
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
低频振动钻削振动装置
在钻削中按照刀具和工件是否振动可分为刀具振动钻削和工件振动钻削,若是工件振动则必有一个装置带动工件振动,该装置也可以称为振动钻削工作台。
1关于工作台的振动
采用工作台振动时,可以大大减少振动系统的复杂程度,降低了系统的改造难度,减少了工作量,最重要是减小了其他因素对所加振动的干扰。
利用振动工作台,司以把振动装置做成机床附件,不需要对机床进行大的改动,使得装置的适用性大大提高。
激振工作台时,工件和夹具成为惯性负载,其结构和质量的变化会对振幅输出造成影响,并改变振动台的动态性能。
曲柄连杆式轴向振动钻削工作台
将本装置安装于钻床工作台上,被加工零件安装于该装置工作台上。
首先由通用变频器(图1中没画出)驱动电机1按要求转速转动,由皮带带动偏心轴3转动,偏心轴3与偏心轴套4组成双偏心轴结构则按事先调好的偏心量带动轴承5转动,轴承5推动压在其上的振动轴9,使振动轴9连带工作台10一起作预定振幅和频率的正弦振动,弹簧8通过弹簧支承7使振动轴9始终和轴承5接触。
使工件沿钻床轴线作预定振幅和频率的正弦振动。
钻床转速、进给也按要求调整好,则可实现振动钻削。
当钻削小直径孔时,还可以采用手动进给来实现振动钻削。
关于钻头的振动钻头激振的优缺点
当激振钻头时,钻床主轴或传动系统的振动也会传到钻杆上,使得钻头的振动成为复合振动,不再只是所加的激励振动;同时钻头刚度低、加工时容易发生形变,是工艺系统的薄弱环节,这两方面使得传到钻头上的振动频率发生畸变、振幅损
失严重。
当激振钻头时,需要对机床的主轴系统进行改造,难度大、技术水平要求高,容易对机床精度造成不良影响。
当激振钻头时,惯性负载基本不变。
两种振动方式的对比
关于工作台的振动
采用工作台振动时,可以大大减少振动系统的复杂程度,降低了系统的改造难度,减少了工作量,最重要是减小了其他因素对所加振动的干扰。
利用振动工作台,司以把振动装置做成机床附件,不需要对机床进行大的改动,使得装置的适用性大大提高。
关于钻头的振动
激振工作台时,工件和夹具成为惯性负载,其结构和质量的变化会对振幅输出造成影响,并改变振动台的动态性能.当激振钻头时,惯性负载基本不变。
低频振动钻削精密深孔实验分析及振动装置的研制
1实验研究分析
应用振动切削技术,能解决难加工材料或难加工工序的精密深孔加工问题[f11f21我们对低频振动钻削精密深孔进行了较深入的实验研究[“]。
研究中发现振动参数的选择对于断屑、表面质量及切削力等的影响很大:①振幅越大,深孔钻削时的断屑效果、孔表面质量越好。
但振幅太大会带来其它问题,一是大振幅会增加刀具的磨损,影响刀具的寿命;二是大振幅使系统的振动和噪声加剧。
因此对振动装置要求是能根据工件材料、刀具耐磨性、机床抗振性等因素调节振幅的大小,同时在结构设计上应考虑尽量降低系统的附加振动和噪音。
②振动方式对断屑效果、孔表面加工质量、工具寿命都有直接影响。
振动方式一般有轴向振动、周向振动和二者合成振动3种,具体的选择与工件材料、硬度、可切削性有关。
轴向振动方式容易形成分离型切屑,适用于较软不易断屑的纯铝、纯铜等材料。
但轴向振动时刀具与切削面的分离易造成刀具损坏,故淬火钢等较硬材料不宜选用这种方式,以免崩刃;周向振动一般为非分离型切屑,其断屑效果虽比普通切削强得多,但比轴向振动要差一些。
但这种振动方式对刀具保护好,寿命长,适用于较硬易断屑的淬火钢等材料;轴向与周向的合成振动断屑效果最好,但刀具磨损也最严重,可用于难加工材料,如不锈钢等。
如上所述,为满足不同的加工要求,需选用不同的振幅和振动方式。
而振动切削效果的好坏,在很大程度上取决于振动切削装置。
目前这种装置一般只能做单向振动,适用面较窄。
我们在低频振动钻削精密深孔时,研制了一套机械式低频复合振动装置,能很好地满足上述调整振幅和选用各种振动方式的要求。
该装置主要由偏心轮摆杆机构和滚珠丝杠螺母机构组成。
现介绍如下。
2偏心轮摆杆机构
偏心轮摆杆机构提供复合振动装置的振源。
其机构运动简图如图1所示。
电机1C2800r/min)经一级皮带传动,使偏心轴2产生6000r/ min的转速,偏心轴的旋转使摆杆3以及固联在摆杆上的滑块4产生100Hz的摆转振动。
滑块的摆动振动将传递给与之相连的滚珠丝杠螺母机构5,从而带动枪钻头振动,这种机构结构紧凑,振动未经任何放大,较好地限制了系统的附加振动和噪音。
偏心轮摆杆机构运动简图
1电机2偏心轮3摆杆4滑块5珠丝杠螺母机构
改变摆杆摆转频率有两种办法:一是采用更换皮带轮的方法改变传动比;另一种方法是采用调速电机实现无级调速。
改变摆杆摆幅的方法也有两种:一是更换偏心轴,使摆杆的摆幅改变;二是采用活动偏心轴,通过改变偏心轴的偏心量进行无级调偏从而使摆杆实现无级调幅。
本装置即采用了第二种调幅方法,调整振幅方便可靠。
3滚珠丝杠螺母机构
滚珠丝杠螺母机构将上述偏心轮滑块机构的摆杆及其滑块的摆转振动分解为枪钻头所需要的3种形式的振动。
其工作原理如图2所示。
枪钻头1固定在丝杠2上,见图2Ca,在丝杠和螺母3的尾部开有通槽,见图2(b),通槽内嵌入滑块4,滑块与作摆转振动的摆杆5相固联,并可相对丝杠和螺母的径向以及丝杠的轴向作微小位移。
滑块4的形状如图2 Cc)所示,有A,B,C 3种类型。
当采用A型滑块时,滑块同时与丝杠和螺母的尾部通槽相配合,摆杆的摆转振动通过滑块带动丝杠和螺母同步扭振,枪钻头即获得周向扭转振动。
当采用B型滑块时,滑块只与螺母的尾部通槽相配合,即螺母作周向扭振,带动丝杠轴作往复运动,枪钻头即获得轴向往复振动。
为防止摩擦力作用带动丝杠旋转,此时应将防转滑块6压入丝杠的凹槽中。
当采用C型滑块时,滑块只与丝杠的尾部通槽相配合,丝杠作周向扭振,同时在螺旋副作用下又作轴向往复运动,枪钻头即获得周向和轴向合成振动。
为防止摩擦力作用带动螺母旋转,此时应将防转滑块7压入螺母的凹槽中(此时防转滑块6提起)。
图2滚珠丝杠螺母机构简图
1枪钻头2丝杠3螺母4滑块5摆杆6.7防转滑块
根据大量的振动切削实验验证,本文研制的低频复合振动钻削精密深孔装置具有以下特点:①只用一套装置即可方便地实现3种振动方式之间的切换并能调整振幅,从而获得最佳振动切削参数;②结构简单、尺寸紧凑,可作为机床附件安装在普通车床的溜板上进行钻孔;③振动可靠、受干扰小,配合切削系统,能获得高精度的深孔表面质量。
例如表1所示几种典型材料的实验数据,相对普通钻削而言,低频振动钻削的表面粗糙度大大降低了。
偏心凸轮式振动钻削
振动钻削基础
振动钻削技术是建立在金属切削理论和振动理论等理论基础上的一种新颖的切削加工方法,属于振动切削的一个分支,它的基本原理是:在普通钻削的基础上,通过振动装置使钻头与工件之间产生可控的相对振动,由于附加振动的影响,钻削过程就变为瞬时的、脉冲的动态切削过程,从而改变了普通钻削的机理,带来了一些普通钻削所不具有的独特性能。
按照振动频率不同,振动钻削可以分为:超声波振动钻削娠动(频率在16kHz 以上)、中频振动钻削(振动频率在数千赫兹左右)、低频振动钻削(振动频率在
几百赫兹以下)按照振动方式不同,可以分为:轴向振动钻削(动振方向与钻头轴线方向相同)、周向(扭转)振动钻削(振动方向与钻头件的旋转方向相同)和复合振动钻削(同时叠加轴向振动和扭转振动飞)如图1所示在实际应用中,主运动、进给运动和振动运动可由钻头或工件单独或分别承担,图1就表示工件不动,钻头边旋转边振动边进给的一种情况由于振动方式的不同,3种振动它们的适用场合也各不相同因为轴向振动钻削容易实现,且工艺效果明显,所以当前关于振动钻削的研究大都集中在这一方面,而作者的研究也是针对低频轴向振动钻削开展的钻削对断屑效果、加工质量、刀具寿命的影响不同,它们的适用场合也各不相同因为轴向振动钻削容易实现,且工艺效果明显,所以当前关于振动钻削的研究大都集中在这一方面,而作者的研究也是针对低频轴向振动钻削开展的。
试验中发现:轴向振动对轴向力有两方面的作用.一方面.轴向振动带来了冲击和切削面积的周期变化.造成轴向力动态分量的增加;另一方面.轴向振动优化了钻尖的工作角度.改善了切削状况.从而降低了轴向力。
因此.轴向力是增大还是减小主要看轴向振动的哪方面因素起到了主导作用。
结论(1)轴向振动钻削时.钻尖的工作角度随轴向振动而周期性变化.且钻尖的最大工作前角随振动参数的提高而增大.最小工作后角随振动参数的提高而减小。
(2)钻削加工中.横向力是影响孔径大小的主要因素.横向力越大.内孔尺寸精度越差。
低频轴向振动钻削时.由于变角切削特性的影响.麻花钻主切削刃上各点的工作角度趋于均匀.钻尖切削状况得到改善,从而有效地减小了最大横向力,提高了内孔尺寸精度。