钢管设备工艺中英文对照
管工中英文对照手册

1、管线号注示LS 1300 ---- 1” -– 1S1 -— HC (50)2、介质代号一览表3、管道绝热类型注示:绝热类型/厚度(50)管材等级管径管线号介质代号4管道空视图中英文对照表5、管道空视图材料表描述例句:PIPE,CS,SMLS,ASTM,A53-B,TYPE,S,S-140壁厚系列材质:碳钢无缝ASTM A53-B S型分项代码:管道,1500#,,CS BODY W/BCRIHF API TRIM 8.G.O,6、常用略语F-法兰G-垫片B-螺栓PIPE-管道REDUCTING TEE-异径三通TEE-三通90(45)ELL-90(45)弯头SWAGE-异径管CONC-同心ECC-偏心PLUG-管堵FIGURE 8-8字盲板GASKET-垫片STUD BOLT-螺栓BLIND-盲板CAP-管帽NIPPLE-短管THREADOLET-螺纹管座SOCKLET-承插管座SLIP-ON-平焊BALL VALVE-球阀GATE VALVE-闸阀CHECK(GLOBE) VLLVE-止回阀(截止阀)BUTTERFLY VALVE-蝶阀1500LB阀体及阀芯材质连接形式:对焊压力等级:1500LB7、合成氨装置分区一览表:8、管道材料材质色别码9、管道焊缝检验等级一览表ⅡⅢ比例为:100%10、管道材料规定英文缩写与中文对照表11、管道材料汇总表英文缩写与中文对照表12、阀门代码13、焊接材料选用一览表14、管道焊前预热及焊后热处理要求15、垫片代号:4 D F 1 垫片结构类型填充材料垫片厚度面性垫片基本材料常用垫片选号如下表:16、螺栓选型螺栓型式见注见表1注1:A为双头螺栓,B为单头螺栓,C为圆头螺栓20、管道常用数据表(直径、壁厚)简明管工手册海洋石油化肥项目合成氨装置目 录1. 管线号注示·· 1-A2. 介质代号一览表·· 1-A3. 管道绝热类型注示·· 1-B4. 管道空视图中英文对照·· 2-A5. 管道空视图材料表描述·· 2-A6. 常用略语··3-B 7. 合成氨装置分区一览表·· 4-A 8. 管道材料材质色别码·· 4-A 9.管道焊缝检验等级一览表··4-B 10. 管道材料规定英文缩写与中文对照·· 5-A 11. 管道材料汇总表英文缩写与中文对照·· 6-B 12. 阀门代码··7-A 13. 焊接材料选用一览表·· 15-B 14. 管道焊前预热及焊后热处理·· 15-B 15. 管道垫片选用·· 16A 16. 管道螺栓选用·· 16B 17. 管道支架·· 17A 18 管道坡口型式·· 17A 19 支管连接型式图·· 18 20管道常用数据表··19。
2016新编我国最新无缝钢管行业术语及中英文对照
我国最新无缝钢管行业术语及中英文对照eamless steel pipe 无缝钢管Hot-finished steel pipe热轧钢管Stainless steel pipe不锈钢钢管Pipe fittings管件对焊管件butt-welded pipe fitting (弯头elbow、等径和异径三通equal and reducing tees、同心和异心大小头concentric and eccentric reducer、Flange 法兰(对焊法兰、平焊法兰、Supporting tubing 管道配管Hot-rolling seamless steel tube 热轧无缝钢管Cold-drawn seamless steel tubes 冷拔无缝钢管spiral steel pipe 螺旋钢管Standard标准welded 焊接Billet 管坯Outside diameter 外径Outside diameter tolerance 外径差Outside diameter thickness 外径厚度Wall Thickness Tolerance 壁厚差Grade 钢级Tensile strength 抗拉强度Yield strength 屈服强度Elongation 伸长Impact 冲力Hardness 硬度Wall thickness 壁厚Inspection 检验验收picking 酸洗grinding 磨修cooling 冷却heating 加热生产设备production equipment检测设备detection equipmentx-ray detection 射线探伤ultrasonic inspection 超声波探伤hydrostatic testingfluid pipe 流体管drill pipe 钻管drill rig 钻孔机hydraulic pipe 液压管boiler pipe 高压炉管gas pipe 天燃气管oil pipe石油管structure pipe 结构管metal cutlery 金属餐具gas barbecue stove 燃气烧烤炉无缝钢管Seamless Steel Pipe锅炉管Boiler Tube石油套管Pipe For Oil Field高压管Pressure Pipe高压气瓶用管Tube for High-Pressure Vessel地质钻探用管Seamless Steel Pipe For Geological Drill In本文由钢管世界-无缝钢管网提供:/转载注明出处!镀锌焊管Galvanized Welded Pipe石油钻探杆Drill Pipe For Oil Field铸铁管Cast Iron Piperolling mill 轧机,轧钢机heating 加热preheating 预热tempering 回火temper 回火hardening 淬水annealing 退火reduction 还原cooling 冷却decarbonization, decarburization 脱碳coking 炼焦slagging, scorification 造渣rolling 轧制drawing 拉拔extrusion 挤压wiredrawing 拉丝stamping, pressing 冲压Carbon Steel 碳钢; 碳素钢本文由钢管世界-无缝钢管网提供:/转载注明出处!财务工作实习小结[财务工作实习小结]财务工作实习小结光阴如梭,半年的工作转瞬又将成为历史,今天站在这个发言席上,我多想骄傲自豪地说一声:“一份耕坛一份收获,我没有辜负领导的期望”,财务工作实习小结。
管道工程中英文对照

工程管道英文缩写对照AA Anchor 固定ABS Absolute 绝对的AISI American Iron and Steel Institute 美国钢铁学会ANSI American National Standards Institute 美国国家标准学会API American Petroleum Institute 美国石油学会APPROX Approximate 大约,近似的ASB Asbestos 石棉ASME *American Society Of Testing Material 美国机械工程师协会ASSY *Assembly 装配,组装ASTM *American Society OfTesting Material 美国材料实验协会ATM *Atmosphere 大气压AWG *American Wire Gage 美国线规AWS *American Wel**** Society 美国焊接协会AWWA *American Water WorksAssociation 美国水工协会BBB Bolted Bonnet 栓柱连接的阀盖BB By Buyer 买方供货B-B Beveled End-Beveled End 两端为坡口端BC Bolt Circle 螺栓中心圆B.C Bolted Cover(cap) 螺栓连接的阀兰盖(帽)BE Beveled End (for wel****) 坡口(焊接用)B.E Bell End 承口BEP Both Ends Plain 两端平BET Both Ends Threaded 两端带螺纹BL Battery Limit 装置区边界BF Blind Flange 法兰盖BLD Blind 盲板BLDG *Buil**** 建筑物BM Bill Of Material 材料表BOP Bottom Of Pipe 管底B-P Beveled End —Plain End 坡口端.平端BV Butterfly valve 蝶阀BWG * Birmingham Wire Gage 伯明翰线规BW Butt Weld 对焊CC Cap 管帽C-C Center to Center 中至中C-E Center to End 中至端面C-F Center to Face 中至面CH-OP Chain Operated 链条操纵的CH.PL Checkered Plate 花纹钢管C.I *Cast Iron 铸铁CL *Class 英制压力等级,等级,种类CLEAR Clearance 间隙COD Continued on Drawing 接续图COL *Column 柱,塔CONC Concentric 同心的CONN Connection 连接,接口CONT *Continue 连续CONT.V. Control Valve 控制阀CPLG Coupling 管接头,连轴节C.R. Concentric Reducer 同心异径管C.S. *Carbon Steel 碳钢C.S. Cold Spring 冷紧C.S.C. Car Seal Close 在关闭状态下封住C.S.O. Car Seal Open 在开启状态下封住CUST Customer 客C.V Check Valve 止回阀DDEG *Degree 度DF Drain funnel 排液漏斗DIA *Diameter 直径DIM *Dimension 尺寸DISCH *Discharge 出口,排出Diaphragm VELVE 隔膜阀DMF Double Male And Female 双重凹凸DN *Double Male And Female 公称直径DN Down 下DR Drain 排液DS Directional Stop 定向限为架DWG *Drawing 图EE *East 东EC External Coating 外面涂防腐层ECC Eccentric 偏心EFW Electric Fusion Welded 电容焊的EL(ELEV) *Elevation 标高;立面ELL Elbow 弯头EQIOP Equipment 设备,装置EQUIV Equivalent 相当的E.R. Eccentric Reducer 偏心异经管ERW Electric Resistance Welded 电阻焊的EW Eye Washer & Shower 洗眼器及淋浴器EXP.JT Expansion Joint 膨胀节FFDN Foundation 基础FF Flat Faced Or Full Faced 全平面;满平面F-F Face To Face 面至面FGW Fusion Gas Wel**** 气熔焊FIG *Figure 图FL Floor 楼面FLEX TUBE Flexible Tube 挠性管FLG Flange 法兰FLGD Flanged 法兰式的FLGF Flanged Face 法兰面FOB Flat On Bottom 底面平FOT Flat On Top 顶面平FP Fix Point 固定点FS Forged Steel 锻钢FTF Fitting To Fitting 管件直连FTG Fitting 管件FURND Furnished 提供的,装设的FW Field Weld 现伤焊GG Guide 导向GA *Gage 表,表压,规(线规)GALV *Galvanize 镀锌GL Ground Level 地面GLV Globe Valve 截止阀GEAR OP Gear Operated 齿轮传动的GMAW Gas Metal Arc Wel**** 金属极惰气体保护焊GSKT Gasket 垫片GTAW (Inert)Gas Tungsten Arc Wel**** 惰性气体保护钨极电弧焊GV Gate Valve 闸阀HH Hanger 吊架HC Hose Connection 软管接头H.CPLG Half Coupling 半节管接头HDR Header 总管HEX *Hexagon 六角形HF Hard Alloy Face on阀内件(阀心)为Valve Trim 硬质合金密封面HH Hand Pole 手孔HOR Horizontal 水平的H.P *High Pressure 高压HS Hose Station 软管IID *Inside Diameter 内径IN *Inch 英寸INS Insulation 隔热INST Instrument 仪表INV Invert (inside bottom of pipe) 管子内底IPS Iron Pipe size 铁管尺寸ISO Isometric Drawing 周测图(空视图)I.S.B.L Inside Battery Limit 装置边界内恻ISNS Inside screw & Non-rising Stem 内螺纹非升杆ISRS Inside screw & Rising stem 内螺纹升杆JJT Joint 接头JS Jack Screw 顶开(起)螺栓LLC Locked Closed 在关闭状态下锁定LEP Large end plain 大端为平的LET Large end Threaded 大端带螺纹LG Long 长LGF Lens Gasket Face 透镜垫连接面L.H.THD Left Hand Thread 左螺纹LIFT Lift Type 升降式LJ Lap Joint 搭接LJF Lap Joint Flange 松套法兰LO Locked Open 在开启状态下锁定L.P. Low Pressure 低压LR Long Radius 长半径LRE Long Radius Elbow 长半径弯头LTG Large Tongue & Groove 大椎槽MMATL Material 材料MAX Maximum 最大MB Machine Bolt 机器螺栓(单头)MF Male and Female 凸和凹MFG Manufacture 制造MF *Manufacture 制造厂MH Manhole 人孔MI Malleable Iron 可锻铸铁MIN *Minimum 最小MJ Mechanical Joint 机械接头M.L Match Line 连续线MSS * Manufacturers Standardization Society of the Valve and Fittings Industry, Inc. 美国阀门和管件制造商标准化协会MTO Material take-off 材料统计MW Minimum Wall 最小壁厚M.W. Mineral Wool 矿(物)棉NN *North 北NB Nominal Bore 公称孔径N.B. Non-Bonnet 无阀盖NC Normally Closed 常闭NIP Nipple 短管NO Normally Open; 常开*Number号;数量NO INS No Insulation 不隔热NOM Nominal 公称的;额定的NOZ Nozzle 管口NPS Nominal Pipe Size 公称管径NPSH Net Positive Suction Head 净正吸入压头NPT *American National Taper 美国锥管螺纹Pipe ThreadNS Nominal Size 公称直径NV Needle Valve 针形阀OOD *Outside Diameter 外径OET One end Threaded 一端带螺纹OR Outside Radius 外半径ORF Orifice 孔板ORIENT Orientation 方位OS & Y Outside Screw and Yoke 外螺纹阀杆和阀轭OSNB Outside Screw Non-Bonnet 外螺纹无阀盖PP Plug 堵头PAP Piping Arrangement Plan 管道布置平面图PB Pressure Seal Bonnet 压力密封的阀盖P-B Plain End –Bevel End 平端—坡口端PC Pressure Seal Cap 压力密封的阀帽P.C.D. Pitch Circle Diameter 节圆直径PE Plain End (not beveled) 平端(无坡口)PF Platform 平台PID Piping & Instrument Diagram管道及仪表流程图PN *Nominal Pressure 公称压力PN Plant North 工厂北向POS point of Support 支承点P-P Plain End—Plain End 两端为平端PREP Preparation 加工准备PSIA *Pounds Per Square InchAbsolute 磅/PSIG Pounds Per Square Inch Gage 磅/PT Point 点PTFE *Polytetrafluoroethylene聚四氟乙烯PT.NO Part No. 件号PV Plug Valve 旋塞阀PVC *Poly Vinyl Chloride 聚氯乙烯QQTY *Quantity 数量RR *Radius 半径RED Reducer 异径管REF Reference 参考REINF Reinforce 加强REQD Required 需要;申请REV *Revision 修改RF Raised Face 凸面RG Ring Gasket 环形垫片R.H.THD Right Hand Thread 右螺旋RJ Ring Joint 环垫接头RO Restriction Orifice 限流孔板RPM *Revolutions Per Minute 转/分RPS *Revolutions Per Second 转/秒RS Resting Support 支承架,滑动架RTJ Ring Type Joint(见RJ)RV Relief Valve 安全泄液阀SS *South 南S Spring 弹簧(管架用)SAW (Automatic)Submerged Arc Wel**** 自动埋弧焊SB Stud Bolt 双头螺栓SB Screwed Bonnet 螺纹阀盖SC Sample Cooler 取样冷却器SCH *Schedule 管壁厚系列号SCRD Screwed 螺纹SEP Small end Plain 小端为平的SET Small end Threaded 小端带螺纹SF Semi-Finished 半光SG Sight Glass 视镜SH Surface Hard Facing 硬质密封面SK Sketch 草图SMAW Shielded Metal Arc Wel**** 有保护的金属电弧焊SMLS Seamless 无缝SN Swaged Nipple 异径短管SO Slip – On 滑套SOF Slip – On Flange 滑套法兰SPEC *Specification 规定,说明SPL Sound Pressure Lever 升压水准SQ *Square 方的,平方SR Shout Radius 短半径SRE Short Radius Elbow 短半径弯头SS *Stainless Steel 不锈钢ST Steam Trap 蒸汽疏水阀STD *Standard 标准STG Small Tongue & Groove 小椎槽面STL *Steel 钢STM Steam 蒸汽STM.TR Steam Tracing 蒸汽拌热SUCT Suction 吸入口SV Safety Valve 安全泄气阀SW Socket Weld 承插焊SWG Swage 锻造,模锻SWMG Swing Type 旋启式SYM Symmetrical 对称的TT Tee 三通TE Threaded End 螺纹端TEMP *Temperature 温度TG Tongue & Groove 椎槽THD *Threaded 螺纹的THK *Thickness 厚度TL Tangent Line 切线TN True North 真实北向TOC Top of Concrete 混凝土北向TOP Top of pipe 管顶TOS Top of Support 支架顶面Top of Steel 钢结构顶面TYP Typical 典型的UUB Union Bonnet 带活接头的阀盖UC Union Cap 带活接头的阀帽UN Union 活接头VV Valve 阀VAC Vacuum 真空VAR Variable 可变的VERT Vertical 垂直的VOL *Volume 卷,册,容量,体积WW *West 西WB Weld Branch 焊接支管WC Weld Cap 焊接管帽WD Width 宽度WE Weld End 焊接端WL Wel**** Line 焊接线WN Wel**** Neck 对焊法兰(颈部)WNF Weld Neck Flange 对焊法兰WP Working Pressure 工作压力W.P. Working Point 工作点WT Wall Thickness 壁厚Weight 重量XXH Extra Heavy 加强的,加厚的XXH Double Extra Heavy 双倍加强(厚)的XS Extra Strong 加强的XXS Double Extra Strong 双倍加强的YYP Yield Point 屈服点。
钢管中英文对照

中英文对照表 Carbon Steel Elbow Stainless Steel Elbow High-Pressure Elbow NPT Normal Pressure and Temperature 90° Elbow (SR) SS 90° Elbow (LR) SS Thickness Elbow Tee Equal male plug female socket dust cap safety cap Reducing Tee Straight Tee Straight Cross Concentric Reducers concentric eccentric Eccentric Reducers High-pressure Reducers Stainless Straight Tee Carbon Straight Tee Stainless Straight Cross High-pressure Tee Forged Tee Template Caps flange valve description Standard Design Type Type Model Material classes specification punching machine robot hydraulic machine lathe planer |'plein|
பைடு நூலகம்
Oil-Pressure Controlling Connectors Pagoda-Shape Connectors Hydraulic Rubber Tube Assembly Flange Inside-and-Outside Connectors Construction Machinery Connectors Connectors for Military Use long and short radius elbows concentric and eccentric reducers straight and reducing outlet tees Concentric Reducer Return Bend Blank Flange Bends stub ends reducers nominal diameter outside diameter center to end approx weight Nipple Swage Nipple Union stud Half-Coupling Coupling Blind Flange spectacle blind Ecentric
钢材产品中英文对照
钢材产品中英文对照钢材产品中英文对照一、钢管ERW steel pipe直缝电阻焊管SMLS(Seamless) 无缝管管steel pipe镀锌钢管SSAW steel pipe螺旋埋弧焊管LSAW steel pipe直缝埋弧焊管Stainless steel pipe不锈钢管Alloy steel pipe合金钢管Line pipe管线管Tubing油管Casing pipe套管Dring pipe钻管Structural Pipe结构管Piling pipe桩管Hollow Section:空心型材Square steel pipe:方管Rectangular steel pipe:矩形管RHS:Round Hollow SectionSHS:Square Hollow SectionRHS:Rectangular Hollow Section二、型材H beam H型钢I beam工字钢Channel steel槽型钢Angle steel角钢三、板材Hot rolled steel sheet /coil 热轧钢板/卷Cold rolled steel sheet/coil 冷轧钢板/卷Galvanized steel sheet/coil 镀锌钢板/卷PPGI steel sheet/coil 彩涂钢板/卷Stainless steel sheet/coil 不锈钢板/卷四、线材Wire rod 盘条Deformed steel bar 螺纹钢五、其他Billet 钢坯、方坯Flat bars 扁钢Fitting 管件Elbow 弯头Flange 法兰英文全称英文缩写及符号中文about abt大约acceptance接受actual weight A/W实际重量address ADD地址ad valorem A/V加价,附加的价格A glass一级AA glass二级al-costa镀铝板alloy aly合金all-round(price)a/r;ar共计aluminum-galvanized 镀铝锌板amount amt金额,数量angle角钢annealed anl退火anodize andz阳极腐蚀anti-finger耐指纹approved apvd批准appendix app附录application用途approximately approx大约,近似的audit审核authorizedrepresentative授权代表average avg平均值back背面baking烘烤baoshan iron&steelco.,ltd.宝山钢铁股份有限公司base metal基板batch number Batch No炉号/批号bearing steel轴承钢bend test 弯屈试验bill of exchange汇票bill of lading B/L提单billet钢坯black黑皮blank此行空白blast furnace BF高炉both两面bottom bot底book订货bound bar B/Bar 圆钢brand br商标、品质、规格brazil Braz巴西bright finish光亮brightness光泽bundle Bbl捆、扎、盘、卷buyer订货单位buyer买方calibrate CAL使用标准carbon C碳carbon steel CS普碳钢carriage cge运费case number C/S No箱号cash on delivery货到付款、现金提货cast number Cast No炉号catalogue cat目录、商品目录Centigrade C摄氏(温度计)certificate number CertificaNo证明书号certificate of 品质证明书qualitycertificate ofquantity数量证明书certificate oforigin.产地证channel U钢checking检查chemical composition 化学成分chemical conversioncoating化学转化层chemical treatment化学处理cheque cheq;chq支票chromated C铬酸盐处理claims索赔class cl等级clause条款classification分类cleaning清洗coal煤coat涂层coat bending涂层弯曲coat thickness涂层厚度coating type 涂层结构coating mass 镀层量coating number Coating No 镀层号coating property涂镀性能code number Code No代号coil卷coil number Coil No卷号coiling卷取coke焦碳coke over焦炉cold-galvanized CGI冷轧热镀锌cold-rolled CR冷轧cold-rolled steelcoil CRC冷轧卷cold-rolled steelfull-hard轧硬cold-rolled steelsheets CR冷轧板cold-rolling mill冷轧薄板厂color-coated steel彩色涂层板color-steel CS彩涂板colour颜色commercial CQ 商业品质量commodiey品名commission com;comm;commn佣金、手续费confirm确认consignee收货单位construction CONSTR结构contained contd包括container shipment集装箱运输contents目录continuous annealing连退continuous steelcasting连铸contract Cont合同contract product合同产品contract terms andconditions合同条件及条款contract number Cont No合同号converter转炉corporate profile简介counter sample对应样品,对等样品country公司customer订货单位/客户名称/用户customer ordernumbercustomerorder No客户订单编号customer’s numbercustomer’sNo代号date of delivery交货日期date ofeffectiveness生效日期date of issue签发日期deferred payment延期付款definitions定义deformed bar D-bar螺纹钢deliver department发货单位deliveror发货人delivery date发货日期delivery order D/O;.提货单、货物出货凭单description重量description说明destination到站depth dpth深度diameter Dia直径dimension Dim尺寸directly reducediron DRI直接还原铁ditto(=the same)do;dto相同、同一documents单据/文件documentation技术资料documents required 文件要求dull finish麻面electric arc furnace EAF电弧炉electric tin-plate ETP镀锡板/电镀马口铁electric-zinc EGI电镀锌electro-galvanized电镀锌elongation 延伸率enclosure(s)enc;encl同函、附函、附件equipment设备erichsen杯突expenses exs费用export destination出口目的港Fahrenheit Fahr华氏温度计ferroalloys铁合金figures figs数字final destination最终目的地finished coating精涂层flat steel板材force majeure不可抗力galfan热镀锌铝合金(5%铝)galvalume热镀铝锌合金(55%铝)galvanized GI热镀锌galvanneal GA合金化热镀锌(锌铁合金)government documents政府文件grade Gd等级/牌号grade of steel Gd ofs钢号grind抛光gross weight Gr(G·W)毛重gross ton.总吨数hardness HRB洛氏硬度H-Beam H钢heat analysis熔炼分析heat number Heat No熔炼炉号high speed steel高速钢hop-dip zinc热镀锌hop-dip alu-zinc热镀铝锌hot dip galvanized HGI热轧热镀锌hot strip mill热轧机hot-rolled HR热轧hot-rolled pickled &oiled HRPO热轧酸洗hot-rolled steel bar棒材hot-rolled steelcoil HRC热轧卷hot-rolled steelplate热轧中厚板hot-rolled steel rodcoils盘条hot-rolled steelsheet 热轧板I-Beam I钢in bulk散装in cases(boxes)装箱inch(es)in英寸incoterms贸易术语indent订单ingot/bloom钢锭inner diameter内径inquiry询价looper活套inspection检验inspection 质量证明书certificateinspector检查人insurance policy保险单invoice发票、清单、货单iron ore铁矿石item number Item No项次号kilogram Kg(kgs)千克kilometre kilom千米length L长度letter of credit L/C信用证license number License No许可证号long products长材longitudinal L纵向lot number Lot No批号machining加工manufacturer制造厂manufacturingtechnology制造技术manufacturingtechmiques制造工艺marks mks标记/唛头mass重量maximum Max最大mechanical property力学性能merchandise mdse物品、商品、货物metallic coating镀层meter M米metric ton Mt(M/t)公吨middle plate中厚板mill’s number合同号mill-edge不切边/毛边minimum Min最小miscellaneous其它more or less clause溢短装条款moleten steel钢水molten iron铁水net weight Net(N·W)净重none spangle无锌花normal spangle正常锌花nominal dimensions公称尺寸notes注释notice of shipment发货通知书notices通知offer报盘oiled O涂油order订货、订单、订购order date订货日期order number Order No订单号original sample原样ounce oz盎司outside dlameter.外径oxygen converter转炉package number Pack No捆包号packing 包装packing list P/L装箱单page;per p;pr页pallet托盘payment付款要求pencil hardness铅笔硬度percentage%百分比phosphated P 磷酸盐处理pickled酸洗piece(pieces)Pc(Pcs)支、根、块、件pig iron生铁plate块(板)pocuments required到港口岸port of shipment装运港/地port of unloading卸货港/地pound(pounds)Ib(Ibs)磅prepainted steelsheets彩涂板price价格price terms价格条款primer初涂层precise精度process工艺processing property加工性能product产品名称product qualitycertificate产品质量证明书projects项目purchaser购货单位purchase number purchase No购单号quality Qlty品质、牌号quality assurance质量保证quantity Q数量quotation quotn价目表、定价表、报价quay qy码头reel卷、筒reel number Reel No卷号refininy furnace精炼炉reheartuy furnace加热炉remarks备注resin树脂reverse Impoct 反向冲击roll Rl卷、筒sample(s)样品scrap steel废钢seal盖章section steel型钢seller卖方sendzimiv mill冷轧机service centre剪切中心set套、组shape外形sheet平板、张sheets张数shipment装运shipping advise装船通知shipping mark S·M发货标记sight payment即期付款signature Sig签字silicon steel、electric steel电工钢/硅钢片/矽钢片sintering烧结size 尺寸、规格slit-edge切边special steel特钢specification Spec规格、标准square sq平方square measure面积stainless steel STS不锈钢stamping打印standard Std标准steel billet方坯steel casting铸钢steel rolling轧钢steel strip钢带steel sheet钢板steel slab板坯steel smelting炼钢storage储存supplier供方surface grade 表面级别surface structure表面结构surface treatment表面处理tare Tr皮重tatal合计technical standard技术标准technical terms 技术条件technical data技术参数technical regulation技术规范technology技术technique工艺telegraphic transfer T/T电汇tensile strength抗拉强度tensile test拉伸试验tension test拉力试验terms of payment支付条款test number T est No试验号test piece number Test Pc No试样号theoretical weight理论重量thickness T厚度time of shipment装运时间time of validity有效期tin-free steeel TFS镀铬板tinplate马口铁the metric公制the british system英制the 美制tolerances公差ton T(t)吨tonnage Tonn吨数、重量toot steel工具钢top正面torpedo鱼雷型铁水罐车total合计total value总值trade mark商标train number Train No车号transportation运输transversal T 横向uncoiling开卷unit计量单位unit price单价usage用途wagon number wagon No车号wall thickness.壁厚weight Wt重量weight certificate重量证明书weight memo重量单welding缝合width W宽度wire rod w/rod线材yield strength屈服强度yietd point屈服点G/O取向硅钢N/O 无取向硅钢P/O酸洗涂油PPGI彩涂板(热镀锌基板)本产品已按上述要求进行制造和检验,其结果符合要求,特此证明we hereby certify that material described herein has menufactured and testedwith sqtisfzctory results in accordance with the requirements of above materiacspecificatton。
炼铁、炼钢、轧钢工艺及设备专业英语词汇汇总
炼铁、炼钢、轧钢工艺及设备专业英语词汇一、原材料Raw material原料场raw material yard自动化混匀料场auto blending yard机械化混合料场mechanized material mixing stockyard矿石ore矿石品位ore grade精矿concentrated ore块矿lump ore粉矿ore fines溶剂flux石灰lime石灰石limestone萤石fluorite铁精粉concentrated ore fines煤coal煤粉coal powder洗精煤cleaned coal焦炭coke耐火材料refractory material仓库warehouse先进先出FIFO(first in, first out)二、焦化Coking焦炉coking ovens焦炉砌炉:bricklaying of coke ovens焦炉煤气coke oven gas三、烧结Sintering混矿ore blending返矿returned ore烧结机sintering machine带式烧结机belt type sintering machine四、炼铁Iron-making高炉BF(Blast furnace)烧结矿sintered ore球团矿pellet热风炉hot blast stove布袋除尘器bag filter破碎机crusher软水密闭循环冷却soft water closed-loop circulation cooling 无料钟炉顶布料bell-less top for burden distribution高炉富氧rich oxygen for blast furnace浓相输送喷煤dense phase conveying for coal injection出铁场cast house生铁pig iron上料系统charging system铁水hot metal铁水包hot metal ladle铁水罐车hot metal ladle car五、炼钢Steel-making原料准备raw material preparation铁水进厂hot metal on site铁水预处理hot metal pretreatment混铁炉hot metal mixer脱硫desulfurization脱磷dephosphorization电炉EAF(electric arc furnace)电极electrode废钢scrap废钢场scrap yard在线放射性元素检测仪in-line radioactive element detection device 转炉BOF(Basic oxygen furnace)钢包ladle钢包烘烤ladle baking钢包盖ladle cover钢包机械手ladle manipulator钢包回转台ladle turret钢包准备ladle preparation钢包下渣自动检测auto inspection of ladle deslagging扒渣deslagging钢包精炼炉LF (Ladle furnace)氩气搅拌argon stirring真空脱气VD (Vacuum Degassing)抽真空vacumizing保真空时间under vacuum time喂线wire feeding喂线机wire feeder铝线aluminum wire软吹soft bubbling合金alloy合金烘烤alloy baking辅料auxiliary material终点控制final control成分控制composition control终点温度final temperature镇静钢killed steel半镇静钢semi-killed沸腾钢rimmed steel连铸continuous casting模铸ingot casting结晶器mould保护渣casting powder保护渣烘烤casting powder baking结晶器电磁搅拌M-EMS(mould electro magnetic stirring) 结晶器液面控制mould liquid steel level control液面波动fluctuation of liquid level液面自动控制auto-control of liquid steel level自动加渣auto adding of casting powder中包tundish中包覆盖剂tundish powder中包钢水温度tundish steel temperature中包液面控制tundish level control钢水过热度superheat of liquid steel连铸机CCM(continuous casting machine)弧形连铸机curved CCM浇注半径casting radius铸流strand整体式水口one-piece nozzle或integral nozzle保护浇注protection casting氩气保护argon protection二次氧化re-oxidization拉钢速度casting speed塞棒stopper控制塞棒开口度control the opening of stopper末端电磁搅拌F-EMS (final electro magnetic stirring)电流current频率frequency二次水冷secondary water cooling二冷配水secondary cooling water ratio液相线温度liquidus temperature小方坯billet大方坯bloom铸坯断面billet/bloom section六、轧钢Steel-rolling大棒线large-sized bar rolling line小棒线small-sized bar rolling line坯料验收billet acceptance加热炉reheating furnace步进式加热炉walking type reheating furnace蓄热式步进加热炉recuperative walking type reheating furnace 预热段preheating zone加热段reheating zone保温段holding zone烧嘴burner加热时间reheating time加热温度reheating temperature连续测温continuous temperature measurement燃气流量gas flowrate压力pressure出钢节奏bloom discharging time gap除鳞机descaler高压水除鳞high pressure water descaling水压water pressure压力表pressure gauge除鳞压力descaling pressure轧机rolling mill连轧机组continuous rolling train开轧温度start rolling temperature粗轧rough rolling中轧intermediate rolling精轧finish rolling轧辊roll导卫guide冷床cooling bed冷床长度cooling bed length步进式冷床walking type cooling bed过程标识process identification冷剪cold shear锯切disk cutting砂轮锯abrasive disk金属锯metal disk更换锯片change the disk离线处理off-line handling定尺cut-to-length热轧棒材hot-rolled bar端部质量end quality测径仪gauge meter减定径reducing & sizing成品表面final product surface成品尺寸final product size换槽groove change换导卫guide change钢材修磨bar grinding调整料型尺寸adjust size of rolling stock 打捆bundling人工打捆manual bundling捆重bundle weight称重检查weighing inspection钢带steel strip产品标识product identification标牌label标签tag冷却cooling冷却方式cooling method冷却温度cooling temperature冷却时间cooling time冷却曲线cooling curve冷却速率cooling rate控冷controlled cooling空冷air cooling自然冷却natural cooling水冷箱water cooling box冷床cooling bed快速冷却rapid cooling, quickly cooling缓冷retard cooling, slow cooling七、后部Further processing台车式退火炉trolley-type annealing furnace 抛丸shot blasting抛丸机shot blasting machine调整给丸量adjust blast feeding amount矫直straightening矫直机straightening machine粗矫rough straightening精矫fine straightening二辊矫直机two-roll straightening machine七辊矫直机seven-roll straightening machine矫直辊角度angle of straightening roll反弯量anti-bending amount倒棱chamfering倒棱机chamfering machine砂轮/刀片倒棱机sand wheel/blade chamfering machine 调整砂轮高低位置adjust sand wheel height探伤inspection探伤精度inspection tolerance探伤方法inspection method样棒reference bar, master bar样棒台架reference bar rack, master bar rack合格材qualified bar不合格材unqualified bar超声波探伤UT(ultrasonic test)平底孔FBH(flat-bottom hole)涡流探伤ET(eddy current test)漏磁探伤Flux leakage test水浸超声探伤water immersion UT八、检试验Test and inspection equipment风洞air tunnel风洞送样sample transferring by air tunnel试样sample转炉试样BOF sample电炉试样EAF sample连铸试样CCM sampleLF试样LF sampleVD试样VD sample产品试样bar sample试样的选择sample selection取样sample taking纵向 longitudinal direction横向 transversal direction轴向axial direction取样位置sampling position制样sample preparation磨样sample grinding试样清理sample cleaning钻孔drilling钻屑chips试样块test piece酸浸acid etching酸洗槽acid etching tank低倍浸蚀macroetch低倍照片macrograph光谱仪spectrometer手提式光谱仪portable spectrometer直读光谱仪readable spectrometer红外碳硫分析仪far-infrared C-S analyzer氧氮氢分析仪O,N,H analyzer电子拉伸试验机electro tensile strength tester 电液伺服试验机electro-hydraulic servo tester 端淬机Jominy tester布氏硬度计Brinell hardness tester洛氏硬度计Rockwell hardness tester压痕impressions硬度换算hardness conversion能谱仪Energy Disperse Spectroscopy(EDS)热顶锻试验机hot upsetting tester冲击试验机impact testerV形缺口V notchU形缺口U notch磁粉探伤MPI(magnetic powder inspection)塔形切削检验step-down test断口试验fracture test断口分析fracture analysis显微镜microscope放大倍数magnification放射性活度计radioactivity meter硬度计hardness tester扫描电镜SEM(scanning electron microscope)九、技术条件、控制计划、FEMA、标准中的相关词汇,测量、检查工具订单order采购合同purchase contract合同评审contract audit技术条件technical specification技术协议technical agreement技术要求technical requirements工艺流程process flow工艺流程图process flow chart标准要求standard requirement钢种steel grade钢种标识grade designation碳素钢carbon steel结构钢structural steel优质碳素结构钢quality carbon structural steel轴承钢bearing steel合金结构钢alloy structural steel齿轮钢gear steel弹簧钢spring steel易切削钢free cutting steel调质钢quenched and tempered steel非调质钢non quenched and tempered steel高碳铬轴承钢high-carbon chromium bearing steel低合金高强度结构钢low alloy high strength structural steel非调质机械结构钢ferritic-pearlitic engineering steel for precipitation hardening from hot-working temperature船用锚链钢anchoring chain steel for ship抽油管用热轧圆钢hot-rolled round steel for sucker rod管道元件用钢steel for pipe component锅炉和过热器用无缝中碳钢管坯medium-carbon pipe blank for manufacture of seamless tube for boilers and superheaters油气井套管和油管坯pipe blank for oil well casing tube and oil tube高压用无缝钢管圆管坯round pipe blank for high-pressure seamless pipe液压支柱用热轧无缝钢管圆管坯round pipe blank for hot-rolled seamless pipe as hydraulic frame高强度低温韧性弹簧钢high-strength & low-temperature roughness spring steel干切齿轮钢dry cut gear steel以轧代锻特种型钢special shape steel produced by rolling instead of forging轿车涨断连杆用非调质钢non-quenched & tempered steel for car cracking rod低氧保硫保铝易切削非调质钢free-cutting steel & non quenched and tempered steel with low O and required S and Al渗碳钢carburized steel冶炼方法melting method化学成分chemical composition化学成分范围chemical range规定的元素specified elements残余元素residual elements微量元素trace elements有意添加的元素intentionally added elements碳carbon锰manganese磷phosphorus硫sulfur硅silicon铜copper钒vanadium铅lead硼boron镍nickel铬chromium钼molybdenum熔炼分析heat analysis产品分析product analysis钢材成分chemical composition of rolled steel高炉渣BF slag钢渣steel slag火花直读光谱仪spark readable spectrograph高频超声探伤仪high frequency UT电感耦合式inductively coupled等离子体发射光谱仪plasma emission optical spectrometry 力学性能physical properties布氏硬度Brinell hardness维氏硬度Vickers hardness洛氏硬度Rockwell hardness屈服点yield point屈服强度yield strength抗拉强度tensile strength断后伸长率elongation after fracture 塑性plasticity韧性toughness允许偏差permissible tolerance内控范围internal control range炉次heat炉号heat No.批次lot,batch尺寸size,dimension外形shape重量weight压缩比reduction ratio不圆度out-of-round弯曲度bending交货状态delivery condition轧态as rolled淬火+回火quenched +tempered退火态annealed正火态normalized试验方法test method检验规则inspection rules防混号检验anti-mix inspection总放射性活度total radioactive activity冷拔cold drawing消除应力stress released包装packing标志marking质量证明书mill certificate入库warehousing贮存storage运输transport交付delivery表面质量surface quality内部质量internal quality金相组织metallographic structure 显微组织microstructure宏观组织macrostructure基体组织matrix structure混合组织mix structure过渡组织transitional structure锻造组织forged structure临界点critical point临界温度critical temperature临界相变critical phase transition 临界曲线critical curve相phase相变phase transformation铁素体ferrite珠光体pearlite奥氏体austenite马氏体martensite回火马氏体tempered martensite贝氏体bainite渗碳体cementite洁净度cleanness非金属夹杂物non-metallic inclusions 宏观夹杂物macro-inclusions串string不连续的串discontinuous string场field最恶劣视场worst field级别数level类型typeA类type AB类type BC类type CD类type D细系thin series粗系heavy series硫化物sulfide氧化物oxide淬透性hardenability结晶crystallization再结晶recrystallization等轴晶粒equiaxed grain细晶粒fine grain粗晶粒coarse grain晶粒长大grain growth晶粒度grain size晶粒度级别数grain size level奥氏体晶粒度austenite grain size原始奥氏体晶粒度original austenite grain size 二次晶粒度secondary grain size再结晶晶粒度recrystallized grain size平均晶粒度average grain size晶界grain boundary图谱chart图谱比照chart comparison偏析segregation碳偏析carbon segregation上限upper limit下限lower limit淬火quenching回火tempering退火annealing球化退火spheroidizing annealing软化退火soft annealing正火normalizing脱碳decarburization部分脱碳partial decarburization完全脱碳total decarburization脱碳层深度decarburization layer depth加工硬化work hardening表面硬化case hardening碳当量值carbon equivalent带状组织banded structure网状组织network structure碳化物带状carbide band碳化物网状carbide network自动图像分析仪auto image analyzer宏观发纹检验macro-streak-flaw test总折算个数total conversion number最大的宏观发纹maximum macro-streak-flaw表面划伤surface scratch缩孔pipe气泡blow holes裂纹cracks翻皮splashes白点flakes晶间裂纹inter-crystalline cracking毛边burr飞刺fin折叠laps针孔pinholes褶皱folds疏松porosity中心疏松center porosity一般疏松normal porosity锭型偏析bloom shape segregation一般点状偏析normal dotted-like segregation 边缘点状偏析edge dotted like segregation皮下气泡subsurface blister测量measurement检查checking铸坯检验billet/bloom inspection目视检查visual inspection仪器检测instrument inspection卡尺caliper直尺ruler塞尺filler流量表flowmeter高温计pyrometer热电偶thermal couple气体流量计gas flowmeter计算机自动控制computer auto control 2级系统level 2 system电子称electronic scale天车overhead crane红外测温仪infrared thermometer校准calibration校准日期calibration date。
工艺管道中英文对照
CON SWAGE:
同心承插大小头
7
6×2.1/2
1
CON REDUCER25.8×14.02mmBWA234-WP22 CL1-SSMLSASME-B16.9
偏心大小头壁厚端部材质无缝标准号
ECC REDUCEห้องสมุดไป่ตู้:
偏心大小头
8
6×3/4
1
SOCKLETCL6000SWA182-F22 CL3FORGEMSS-SP-97
VJF
31
承插式截止阀
VJS
32
承插式闸阀
VZS
33
承插式止回阀
VHS
34
螺母/螺栓
STUD BOLT/NUT
35
外环(垫片)
OUTER RING
36
内环(垫片)
INNER RING
37
突面法兰
RF
38
凹面法兰
FM
39
环面法兰
RJ
40
平面法兰
SO
Welcome To
Download !!!
欢迎您的下载,资料仅供参考!
三、阀门
11
2
1
BALL VALVE LEVERA216 WCB/316 RTFERFCL150ASME-B16.1
球阀阀体/阀芯密封面压力等级标准号
GATE VALVE:闸阀
GLOBE VALVE:截止阀
CHECK VALVE:止回阀
PLUG VALVE:旋塞阀
四、法兰
12
4
1
FLANGECL150RFA105S0ASME-B16.5
3
STR TEECL3000SWA105FORGEASME-B16.11
工艺管道专业术语英汉对照单词
钢管steel pipe螺纹端管threaded pipe法兰端管flanged pipe锻制swage光滑弯管smooth bendU型弯管U-bend弯管bending pipe波纹管膨胀节expansinon bellows 柔性管flexible pipe管件接头pipe fitting joint 机械连接mechanical joint活套连接lapped joint环形垫连接ring type joint扩口接头flare type joint非扩口连接flareless type joint 承插连接bell and spigot victaulic接头victaulic joint弯头elbow异径管reducer管接头coupling活接头union短管nipple法兰flange配对法兰companion flange法兰盖blind flange异径法兰reducing flange八字盲板(1)spectactle blind(2)reversible blind平板式法兰plate flange带颈法兰hubbed flange对焊法兰welding neck flange松套法兰lapped flange管端突缘stub end法兰面flange face垫片沟槽gasket groove满平面full face突面raised face大准槽面large tongue andgroove face双凹凸面double male&femaleface大凹凸面large male&femaleface金属垫片metallic gasket非金属垫片non-metallic gasket半金属垫片semi-metallicgasketO型环O-ring透镜垫lens ring对焊butt weld承插焊接socket weld滑套焊接slip-on weld焊接支管台weldolet插入环insert ring管帽cap材料表bill of material材料统计take-off管段表line bill of material估算汇总表estimation summary sheet 备品备件表spare parts list报价单quotation sheet订货表purchase order schedule 材料汇总表bill of material summary状态报告status report分布报告distribution report价格、重量一览表cost & weight summary价格、重量汇总表cost & weight total定货管理表order control管道材料管理表piping material control sheet元件代码item code标记号tag number标准形态standard shape轴测图isometric drawing管线号line reference批号batch reference管子下料表piping cutting list制做件表fabrication parts list组装件表erection part list固定架anchor滑动架resting support导向架guide限位架direction stop减振架dampener球ball valve(2)spec designation阀门号valve NO.等级分界specification break 重要管道critical piping总管header pipe仪表管道instrument piping 排放管道blowdown piping火炬气管道flare piping输送管线transfer line入口管线suction line排水管effluent line旁通管bypass line吹扫系统purge system放空接口vent connection软管接口hose connection双切断阀及排放阀double and bleeder污水沟sewer ditch冷凝液池condensate pit积水坑sump box漏斗drip funnel管段spool piece垫环spacer ring限流孔板restriction orifice流量喷咀flow nozzle液体混合用三通mixing tee喷头spray nozzle粗滤器strainer临时粗滤器temporary strainer疏水阀steam trap爆破膜 rupture disk蒸汽伴热管道steam-traced piping夹套管道jacketed piping地下管道underground piping止回阀check valve隔膜阀diaphragm valve三通阀three-way valve角阀angle valve碟阀butterfly valve旋塞阀cock伸长杆操作extension stem-operation链操作chain-operated齿轮操作gear-operated扳手操作wrench-operated电动操作motor-operated阀芯trim阀盖bonnet焊接支管weld branch偏置offset焊缝根部间隙weld root gap现场调整后再下料和焊接cut and weld after adjusting 坡度slope工作点working point管架说明notes for piping hanging部门间校核版interdepartmental checkprint平端plain end坡口端beveled end管道联接图piping hook-up drawing管道图说明notes for piping drawing标题栏title block询价单piping requisition sheet支架support管托shoe保冷管托cradle鞍座saddle耳轴trunnion吊架hanger刚性吊架rigid hanger弹簧吊架spring hanger恒力吊架constant hanger阀门valve截止阀globe valve闸阀gate valve针形阀needle valve球阀ball valve。
管件中英文对照表

管件中英文对照表Filter 过滤器No period of seamless hot-pressing elbow straight 无直段无缝热压弯头Butt plug 对焊堵头concentric reducer 大小头Welding plug 焊接堵头钢管模压大小头Steel pipe mold size head锻制等径三通Forged equal tee钢管模压异径管Steel pipe moulding reducer无缝热压弯头Seamless hot-pressing elbow锻制异径三通Forging reducing teewater flow indicator 水流指示器不锈钢大小头Stainless steel reducer热压等径三通Hot-pressing equal tee不锈钢无直管段无缝热压弯头Stainless steel seamless hot-pressing elbow straight pipe不锈钢热压等径三通Stainless steel hot-pressing equal tee不锈钢热压异径三通Stainless steel hot-pressing reducing tee不锈钢无缝热压弯头Stainless steel seamless hot-pressing elbow不锈钢偏心异径管Stainless steel eccentric reduce不锈钢同心异径管Stainless steel concentric reducer不锈钢钢板焊制异径管Stainless steel plate welded reducer方圆形排水漏斗Fangyuan drainage funnel钢板焊制异径管The steel plate welded reducer接管座Take over seatwater flo w indicator 水流指示器Circular cone 圆形漏斗Funnel (with cover) 漏斗(带盖)Fangyuan drainage funnel Thermal pressure reducing tee 热压异径三通。
钢管英文
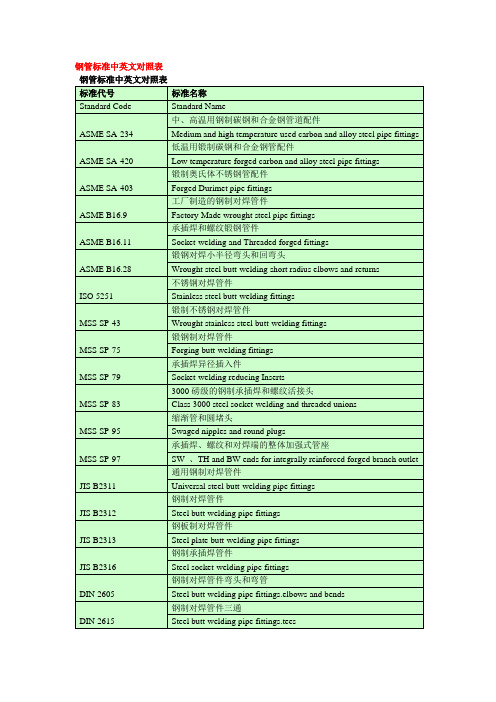
钢管标准中英文对照表产品中英文对照表产品英文缩写世界各个国家英文名及首都国家(country) 首都(capital)阿富汗Afghanistan 喀布尔Kabul孟加拉国Bangladesh 达卡Dhaka不丹Bhutan 廷布Thimphu缅甸Burma 仰光Rangoon柬埔寨Cambodia 金边Phnom Penh中国China 北京Beijing/澳门Macau 印度India 新德里New Delhi印度尼西亚Indonesia 雅加达Jakarta日本Japan 东京Tokyo老挝Laos 万象Vientiane马来西亚Malaysia 吉隆坡Kuala Lumpur马尔代夫Maldives 马累Male (Maale)蒙古Mongolia 乌兰巴托Ulaanbaatar尼泊尔Nepal 加德满都Kathmandu朝鲜North Korea 平壤P'yongyang巴基斯坦Pakistan 伊斯兰堡Islamabad菲律宾共和国Philippines 马尼拉Manila新加坡Singapore 新加坡Singapore韩国South Korea 首尔Seoul斯里兰卡Sri Lanka 科伦坡Colombo泰国Thailand 曼谷Bangkok土耳其Turkey 安卡拉Ankara越南Vietnam 河内Hanoi文莱斯里巴加湾市巴勒斯坦Palestine锡金Sikkim 甘托克阿尔巴尼亚Albania 地拉那Tirana奥地利Austria 维也纳Vienna比利时Belgium 布鲁塞尔Brussels保加利亚Bulgaria 索非亚Sofia克罗地亚Croatia 萨格勒布Zagreb塞浦路斯Cyprus 尼克西亚Nicosia丹麦Denmark 哥本哈根Copenhagen芬兰Finland 赫尔辛基Helsinki法国France 巴黎Paris德国Germany 柏林Berlin希腊Greece 雅典Athens匈牙利Hungary 布达佩斯Budapest冰岛Iceland 雷克亚未克Reykjavik爱尔兰Ireland 都柏林Dublin意大利Italy 罗马Rome列支敦士登Liechtenstein 瓦杜兹Vaduz卢森堡Luxembourg 卢森堡Luxembourg 马其顿Macedonia Skopje马耳他Malta 瓦莱塔Valletta摩纳哥Monaco 摩纳哥Monaco荷兰Netherlands 阿姆斯特丹Amsterdam 挪威Norway 奥斯陆Oslo波兰Poland 华沙Warsaw葡萄牙Portugal 里斯本Lisbon罗马尼亚Romania 布加勒斯特Bucharest 俄罗斯Russia 莫斯科Moscow圣马利诺San Marino 圣马力诺San Marino 斯洛文尼亚Slovenia Ljubljana西班牙Spain 马德里Madrid瑞典Sweden 斯德哥尔摩Stockholm瑞士Switzerland 伯尔尼Bern英国Britain/United Kingdom 伦敦London 南斯拉夫Yugoslavia 贝尔格莱德Belgrade 澳大利亚Australien 堪培拉Canberra斐济Fidschi 苏瓦Suwa基里巴斯Kiribati 塔拉瓦Tarawa瑙鲁Nauru 亚伦Yaren新西兰Neuseeland 惠灵顿Wellington巴布亚新几内亚莫尔兹比港Moreaby Papua-Neuguinea Port所罗门群岛Salomonen 霍尼亚拉Honiara 汤加Tonga 努库阿洛法Nuku′alofa瓦努阿图Vanuatu 维拉港Vila西萨摩亚Westsamoa 阿皮亚Apia Angola 安哥拉Afghanistan 阿富汗Albania 阿尔巴尼亚Algeria 阿尔及利亚Andorra 安道尔共和国Anguilla 安圭拉岛Antigua and Barbuda 安提瓜和巴布达Argentina 阿根廷Armenia 亚美尼亚Ascension 阿森松Australia 澳大利亚Austria 奥地利Azerbaijan 阿塞拜疆Bahamas 巴哈马Bahrain 巴林Bangladesh 孟加拉国Barbados 巴巴多斯Belarus 白俄罗斯Belgium 比利时Belize 伯利兹Benin 贝宁Bermuda Is. 百慕大群岛Bolivia 玻利维亚Botswana 博茨瓦纳Brazil 巴西Brunei 文莱Bulgaria 保加利亚Burkina-faso 布基纳法索Burma 缅甸Burundi 布隆迪Cameroon 喀麦隆Canada 加拿大Cayman Is. 开曼群岛Central African Republic 中非共和国Chad 乍得Chile 智利China 中国Colombia 哥伦比亚Congo 刚果Cook Is. 库克群岛Costa Rica 哥斯达黎加Cuba 古巴Cyprus 塞浦路斯Czech Republic 捷克Denmark 丹麦Djibouti 吉布提Dominica Rep. 多米尼加共和国Ecuador 厄瓜多尔Egypt 埃及EI Salvador 萨尔瓦多Estonia 爱沙尼亚Ethiopia 埃塞俄比亚Fiji 斐济Finland 芬兰France 法国French Guiana 法属圭亚那Gabon 加蓬Gambia 冈比亚Georgia 格鲁吉亚Germany 德国Ghana 加纳Gibraltar 直布罗陀Greece 希腊Grenada 格林纳达Guam 关岛Guatemala 危地马拉Guinea 几内亚Guyana 圭亚那Haiti 海地Honduras 洪都拉斯Hongkong 香港Hungary 匈牙利Iceland 冰岛India 印度Indonesia 印度尼西亚Iran 伊朗Iraq 伊拉克Ireland 爱尔兰Israel 以色列Italy 意大利Ivory Coast 科特迪瓦Jamaica 牙买加Japan 日本Jordan 约旦Kampuchea (Cambodia ) 柬埔寨Kazakstan 哈萨克斯坦Kenya 肯尼亚Korea 韩国Kuwait 科威特Kyrgyzstan 吉尔吉斯坦Laos 老挝Latvia 拉脱维亚Lebanon 黎巴嫩Lesotho 莱索托Liberia 利比里亚Libya 利比亚Liechtenstein 列支敦士登Lithuania 立陶宛Luxembourg 卢森堡Macao 澳门Madagascar 马达加斯加Malawi 马拉维Malaysia 马来西亚Maldives 马尔代夫Mali 马里Malta 马耳他Mariana Is 马里亚那群岛Martinique 马提尼克Mauritius 毛里求斯Mexico 墨西哥Moldova, Republic of 摩尔多瓦Monaco 摩纳哥Mongolia 蒙古Montserrat Is 蒙特塞拉特岛Morocco 摩洛哥Mozambique 莫桑比克Namibia 纳米比亚Nauru 瑙鲁Nepal 尼泊尔Netheriands Antilles 荷属安的列斯Netherlands 荷兰New Zealand 新西兰Nicaragua 尼加拉瓜Niger 尼日尔Nigeria 尼日利亚North Korea 朝鲜Norway 挪威Oman 阿曼Pakistan 巴基斯坦Panama 巴拿马Papua New Cuinea 巴布亚新几内亚Paraguay 巴拉圭Peru 秘鲁Philippines 菲律宾Poland 波兰French Polynesia 法属玻利尼西亚Portugal 葡萄牙Puerto Rico 波多黎各Qatar 卡塔尔Reunion 留尼旺Romania 罗马尼亚Russia 俄罗斯Saint Lueia 圣卢西亚Saint Vincent 圣文森特岛Samoa Eastern 东萨摩亚(美)Samoa Western 西萨摩亚San Marino 圣马力诺Sao Tome and Principe 圣多美和普林西比Saudi Arabia 沙特阿拉伯Senegal 塞内加尔Seychelles 塞舌尔Sierra Leone 塞拉利昂Singapore 新加坡Slovakia 斯洛伐克Slovenia 斯洛文尼亚Solomon Is 所罗门群岛Somali 索马里South Africa 南非Spain 西班牙Sri Lanka 斯里兰卡St.Lucia 圣卢西亚St.Vincent 圣文森特Sudan 苏丹Suriname 苏里南Swaziland 斯威士兰Sweden 瑞典Switzerland 瑞士Syria 叙利亚Taiwan 台湾省Tajikstan 塔吉克斯坦Tanzania 坦桑尼亚Thailand 泰国Togo 多哥Tonga 汤加Trinidad and Tobago 特立尼达和多巴哥Tunisia 突尼斯Turkey 土耳其Turkmenistan 土库曼斯坦Uganda 乌干达Ukraine 乌克兰United Arab Emirates 阿拉伯联合酋长国United Kiongdom 英国United States of America 美国Uruguay 乌拉圭Uzbekistan 乌兹别克斯坦Venezuela 委内瑞拉Vietnam 越南Yemen 也门Yugoslavia 南斯拉夫Zimbabwe 津巴布韦Zaire 扎伊尔Zambia 赞比亚单词本1, diameter [dai'æmitə]n. 直径2, seamless ['si:mlis] adj. 无缝的;无缝合线的;无伤痕的seamless: 天衣无缝| 无缝的| 无缝隙3, tube [tju:b, tu:b]n. 管;电子管;隧道;电视机4, thick [θik]n. 最拥挤部份;活动最多部份;事物的粗大浓密部份adj. 厚的;浓的;粗大的adv. 密集地;浓浓地,厚厚地5, stainless ['steinlis]adj. 不锈的;纯洁的,未被玷污的;无瑕疵的6, thermal ['θə:məl]n. 上升暖气流adj. 热的,热量的7, thermal expansion [热] 热膨胀thermal expansion: 热膨胀| 热胀| 热膨胀系数8, expansion [ik'spænʃən]n. 膨胀;阐述;扩张物9, spiral ['spaiərəl]vt. 使成螺旋形;使作螺旋形上升n. 螺旋;旋涡;螺旋形之物adj. 螺旋形的;盘旋的vi. 盘旋;成螺旋形;螺旋形上升(过去式spiraled/spiralled,过去分词spiraled/spiralled,现在分词spiraling/spiralling,第三人称单数spirals,副词spirally)spiral: 螺线| 螺旋| 螺旋形10, roll [rəul]n. 卷,卷形物;名单;摇晃vt. 卷;滚动,转动;辗vi. 卷;滚动;转动;起伏,摇晃11, alkali ['ælkəlai]adj. 碱性的n. 碱;可溶性无机盐alkali: 碱| 碱性| 强碱12, resistant [ri'zistənt]n. 抵抗者adj. 抵抗的,反抗的;顽固的13, temperature ['tempəritʃə]n. 温度14, wrap [ræp]n. 外套;围巾vt. 包;缠绕;隐藏;掩护vi. 包起来;缠绕;穿外衣15, film [film]n. 电影;薄膜;胶卷;轻烟vi. 摄制电影;生薄膜;变得朦胧vt. 在…上覆以薄膜;把…拍成电影film: 胶片| 薄膜| 膜16, bundle ['bʌndl]n. 束;捆vt. 捆vi. 匆忙离开17, fasten ['fɑ:sən, 'fæ-]vi. 扣紧;抓住;集中注意力vt. 使固定;集中于;扎牢;强加于fasten: 锁紧| 系紧| 扣住18, strip [strip]n. 带;条状;脱衣舞vt. 剥夺;剥去;脱去衣服vi. 脱去衣服19, OD [ɔd]abbr. 外直径(Outside Diameter);外部尺寸(Outside Dimension)od: 自然力| 该命令的名称由来(Octal Dump)20, petroleum [pi'trəuliəm, pə-]n. 石油petroleum: 石油| 新生石油| 凡士林21, smelting ['smeltiŋ]n. [冶] 熔炼v. 精炼(smelt现在分词)smelting: 熔化| 熔炼| 冶炼22, foodstuff ['fudstʌf]n. 食品,食物;粮食,食料foodstuff: 食品| 粮食| 食物23, papermaking ['peipə,meikiŋ]n. 造纸;造纸业;造纸学papermaking: 造纸| 抄纸| 造纸术24, electrical [i'lektrikəl]adj. 有关电的;电气科学的electrical: 电气| 电的| 电力的25, pharmaceutical [,fɑ:mə'sju:tikəl]adj. 制药(学)的n. 药物pharmaceutical: 药品的| 制药的| 药学的26, aviation [,eivi'eiʃən]n. 航空;飞行术;飞机制造业aviation: 航空| 飞行| 航空学27, boiler ['bɔilə]n. 锅炉;烧水壶,热水器;盛热水器boiler: 锅炉| 煮器| 汽锅28, aerospace ['εərəuspeis]n. 航空宇宙;[航] 航空航天空间aerospace: 航空和航天| 航天航空工程学| 航空空间29, aero ['εərəu]adj. 航空的;飞机的;飞行的30, shipbuilding ['ʃip,bildiŋ]n. 造船;造船业;造船术shipbuilding: 船舶制造| 船舶建造| 造船业31, high-pressure ['hai'preʃə]adj. 高压的;高气压的;强行的vt. 对…施加压力;强制high-pressure: 压制的| 高压的| 高气压32, vessel ['vesəl]n. 船,舰;[组织] 脉管,血管;容器,器皿33, condenser [kən'densə]n. 冷凝器;[电] 电容器;[光] 聚光器34, consistent quality始终如一的质量consistent quality: 均品质| 稳定的质量35, square pipessquare pipes: 方管36, oval ['əuvəl]n. 椭圆形;卵形adj. 椭圆的;卵形的37, empaistic [em'peistik]adj. 浮雕的,(装饰品)有隆地花纹的empaistic: 压花的| 浮雕的| 压纹38, cold rolling冷轧;冷压延cold rolling: 冷轧压| 冷卷| 冷态卷板39, alloy ['ælɔi, ə'lɔi]n. 合金vt. 使成合金;使减低成色vi. 易于铸成合金40, alloy steel[材] 合金钢41, paint [peint]n. 油漆;颜料;绘画作品vt. 油漆;绘画;装饰;描绘vi. 油漆;绘画paint: 粉刷| 涂漆| 上42, rust prevention防锈处理rust prevention: 防锈| 防蚀43, rust [rʌst]n. 锈;生锈;[植保] 锈病vt. 使生锈;腐蚀vi. 生锈;成铁锈色;变迟钝44, prevention [pri'venʃən, pri:-]n. 预防;阻止;妨碍45, sand blasting喷沙;喷砂清理,喷砂打磨法sand blasting: 喷砂| 喷沙| 喷砂除锈46, blast ['baiəu,blæst]n. 爆炸;冲击波;一阵vt. 爆炸;损害;使枯萎vi. 猛攻47, weld [weld]n. 焊接;焊接点vt. 焊接;使结合;使成整体vi. 焊牢48, merchant ['mə:tʃənt]n. 商人,批发商;店主adj. 商业的,商人的merchant: 商人| 批发商| 货方49, broker ['brəukə]n. 经纪人,掮客vt. 以中间人等身分安排...vi. 作为权力经纪人进行谈判50, indentor [in'dentə]n. 压痕器;订货商,购买委托人51, indent [in'dent, 'indent]n. 缩进;订货单;凹痕;契约vt. 定货;缩排;印凹痕vi. 切割成锯齿状52, beveled ['bevld]adj. 有斜面的Beveled: 坡口端53, bevel ['bevəl]n. 斜角;斜面;[测] 斜角规vi. 成斜角;把切成或磨成斜边或斜角vt. 使成斜角;使成斜面adj. 成斜面的Bevel: 斜角| 斜面| 制成斜面54, forge [fɔ:dʒ]n. 熔炉,锻铁炉;铁工厂vt. 伪造;锻造vi. 伪造;做锻工55, thread [θred]n. 线;螺纹;思路;衣服;线状物;玻璃纤维;路线vt. 穿过;穿线于;使交织vi. 通过;穿透过56, blind [blaind]n. 掩饰,借口;百叶窗adj. 盲目的;瞎的vt. 使失明;使失去理智adv. 盲目地;看不见地blind: 盲的| 眛| 素装57, flange [flændʒ]n. [机] 法兰;[古生][机] 凸缘;轮缘;边缘vt. 给…装凸缘flange: 凸缘| 法兰| 法兰音响效果58, ring type环形Ring Type: 环式| 环型式| 环型59, hub [hʌb]n. 中心;毂;木片60, hubbed flange高颈法兰;带颈法兰Hubbed flange: 带颈法兰| 高颈法兰61, butt welding[机] 对接焊;电阻对焊Butt Welding: 对焊| 对头熔接| 对接焊62, butt [bʌt]n. 屁股;烟头;笑柄;靶垛;粗大的一端vt. 以头抵撞;碰撞63, blanking ['blæŋkiŋ]n. 消除;切断;空白;关闭v. 消失,使模糊不清(blank的现在分词)blanking: 下料| 穿落模| 下料加工64, dimension [di'menʃən, dai-]n. [数] 维;尺寸;次元;容积adj. 规格的vt. 标出尺寸65, nominal ['nɔminəl]n. [语] 名词性词adj. 名义上的;有名无实的;[会计] 票面上的66, nominal pressure[力] 公称压力;[力] 标称压力Nominal pressure: 公称压力| 标称压力| 名义压力67, beverage ['bevəridʒ]n. 饮料beverage: 饮料| 酒水| 饮品68, microelectronics ['maikrəui,lek'trɔniks]n. 微电子学microelectronics: 微电子学| 微电子| 微电子科技69, cooling ['ku:liŋ]n. 冷却adj. 冷却的cooling: 冷却| 降温| 酷灵70, life science生命科学Life Science: 生命科学| 英译中生命科学专业| 中国科学C辑71, radius ['reidiəs]n. 半径,半径范围;[解剖] 桡骨;辐射光线;有效航程72, ERWabbr. 电阻焊(Electrical Resistance Weld);强辐射弹头(Enhanced Radiation Warhead)73, electrical resistance[电] 电阻;抗电阻性electrical resistance: 电阻| 电阻法| 释义电阻74, polishing ['pɔliʃiŋ]n. [机] 抛光;[机] 磨光v. [机] 磨光;擦亮;修正(polish的ing形式)75, venture ['ventʃə]n. 企业;风险;冒险vi. 冒险;投机vt. 敢于Venture: 梵卓族| 合作经营| 冒险76, liberty ['libəti]n. 自由;许可;冒失liberty: 自主| 自由| 随意77, punctual ['pʌŋktjuəl, -tʃuəl]adj. 准时的,守时的;精确的punctual: 严守时刻的| 守时的| 按时的78, logistic [ləu'dʒistik]adj. 后勤学的;[数] 符号逻辑的79, banner ['bænə]n. 旗帜,横幅;标语80, resistance [ri'zistəns]n. 阻力;电阻;抵抗;反抗;抵抗力81, groove [ɡru:v]n. [建] 凹槽,槽;最佳状态;惯例vt. 开槽于vi. 形成沟槽82, consistent [kən'sistənt]adj. 始终如一的,一致的;坚持的83, spiral welded steel pipe螺旋焊接钢管Spiral Welded Steel Pipe: 螺旋焊接钢管| 螺旋烧焊钢管84, boiler steel[动力] 锅炉钢;锅炉用钢Boiler Steel: 锅炉钢| 锅炉钢板| 锅炉用钢85, bearing ['bεəriŋ]n. [机] 轴承;关系;方位;举止v. 忍受(bear的ing形式)BEARING: 轴承| 方位| 支座86, ductile ['dʌktail, -til]adj. 柔软的;易教导的;易延展的87, ductile iron球墨铸铁,延性铁;韧性铁ductile iron: 球墨铸铁| 韧性铁| 延性铁88, grooved [ɡru:vd]adj. 带纹道的;表面有沟槽的v. 开出沟槽(groove的过去分词)grooved: 槽形的| 开槽的| 凹槽线89, professional [prə'feʃənəl]adj. 专业的;职业的;职业性的n. 专业人员;职业运动员Professional: 专业人员| 职业| 职业经历90, gauge [ɡeidʒ]n. 计量器;标准尺寸;容量规格vt. 测量;估计;给…定规格91, moderate ['mɔdərət, 'mɔdəreit]vi. 变缓和,变弱adj. 稳健的,温和的;适度的,中等的;有节制的vt. 节制;减轻moderate: 适度的| 中等的| 制度92, down payment(分期付款中的)头期款;预付定金down payment: 定金| 订金| 分期付款的首次款93, concentric [kən'sentrik]adj. 同轴的;同中心的concentric: 同心的| 同轴的| 同心状的94, valve [vælv]n. 阀;[解剖] 瓣膜;真空管;活门vt. 装阀于;以活门调节valve: 阀门| 电子管| 阀95, rustless steel不锈钢rustless steel: 不钢| 不锈钢96, angle ['æŋɡl]n. 角度,角vi. 钓鱼;谋取97, eccentric [ik'sentrik]n. 古怪的人adj. 古怪的,反常的98, hydraulic [hai'drɔ:lik]adj. 液压的;水力的;水力学的99, adapter [ə'dæptə]n. 适配器;改编者;接合器;适应者100, seam [si:m]n. 缝;接缝vt. 缝合;接合;使留下伤痕vi. 裂开;产生裂缝101, submerged arc welding埋弧焊102, submerged [səb'mə:dʒd]adj. 水下的,在水中的v. 潜入水中(submerge的过去分词);使陷入103, bare [bεə]adj. 空的;赤裸的,无遮蔽的vt. 露出,使赤裸104, eddy ['edi]n. 涡流;漩涡;逆流vt. 使…起漩涡vi. 旋转;起漩涡105, varnish coating[涂料] 涂清漆,[涂料] 清漆涂层106, plating ['pleitiŋ]n. 电镀;镀层v. 电镀(plate的现在分词)Plating: 电镀| 平板接种| 镀饰107, hairline ['hεəlain]n. 发际线;极细的线;细缝adj. 极细的;差别极小的108, mirror ['mirə]n. 镜子;真实的写照;榜样vt. 反射;反映mirror: 镜子| 镜像| 反射镜109, hydroform ['haidrə,fɔ:m]vt. 液压成形hydroform: 临氢重整| 液压成型| 液压成形原油加氢110, honedadj. 磨光的;亚光v. 把…磨光(hone的过去式及过去分词)honed: 精密搪磨的| 哑光面| 亚光面111, customizedn. 自定义;客制化;自定义级别v. 定制;按特别订货生产(customize的过去式和过去分词)adj. 定制的;用户化的Customized: 客制化| 定做的| 专用的112, plaza ['plɑ:zə]n. 广场;市场,购物中心plaza: 购物中心| 广场| 广场酒店113, sanitary ['sænitəri]n. 公共厕所adj. 卫生的,清洁的sanitary: 卫生的| 清洁| 公共厕所114, Saudi Arabian. 沙特阿拉伯Saudi Arabia: 沙特阿拉伯| 沙乌地阿拉伯| 沙地阿拉伯115, Colombia [kə'lʌmbiə]n. 哥伦比亚(拉丁美洲国家)Colombia: 哥伦比亚| 哥伦比亚咖啡| 哥伦比亚共和国116, circumspect ['sə:kəmspekt]adj. 细心的,周到的;慎重的circumspect: 小心谨慎| 审慎| 小心的117, SSAWSSAW: 螺旋焊管118, square cut正方形琢型,垂直切割square cut: 正方形琢型| 方材| 裁方119, bevelled ['bevld]adj. 斜切的;开坡口的;锥形的v. 使…成斜角;倾斜(bevel的过去分词)bevelled: 开坡口的| 锥形的| 斜切的120, Slip On FlangeSlip On Flange: 平焊法兰| 滑套法兰| 带颈平焊法兰121, raised face光滑式密封面;凸面122, tensile strength[力] 抗张强度tensile strength: 抗拉强度| 拉伸强度| 抗张强度123, cement [si'ment]n. 水泥;接合剂vt. 巩固,加强;用水泥涂;接合vi. 粘牢cement: 水泥| 胶水| 黏结剂124, lined [laind]v. 排队(line的过去分词);填满adj. 有内衬的;具线纹的lined: 落里的| 衬里的| 以混凝土筑砌衬层125, anti-rustadj. 防锈的anti-rust: 防锈126, Lahore [lə'hɔ:r]n. 拉合尔(巴基斯坦城市)Lahore: 拉合尔| 拉哈尔| 拉合尔市127, caliber ['kælibə]n. [军] 口径;才干;水准(等于calibre);器量caliber: 口径| 管径| 超猛火力128, productivity [,prɔdʌk'tivəti, ,prəu-]n. 生产力;生产率;生产能力productivity: 生产率| 生产力| 出产力129, forwarder ['fɔ:wədə]n. 运送者,促进者;传送装置forwarder: 代运人| 货运代理| 运输业者130, Vietnam [,vjet'næm]n. 越南(南亚国家)Vietnam: 越南| 越南特种兵| 逐青131, colleague ['kɔli:ɡ]n. 同事,同僚132, conformity [kən'fɔ:miti]n. 一致,适合;符合;相似conformity: 一致性| 整合| 一致133, Ethiopia [,i:θi'əupiə]n. 埃塞俄比亚134, Panama [,pænə'mɑ:]n. 巴拿马(位于拉丁美洲);巴拿马城Panama: 巴拿马| 巴拿马共和国| 巴拿马环球轮船公司135, Paraguay ['pærəɡwai]n. 巴拉圭(南美洲一国名)Paraguay: 巴拉圭| 巴拉圭河| 巴拉圭地图136, Peru [pə'ru]n. 秘鲁(拉丁美洲国家名)Peru: 秘鲁| 秘鲁色| 秘鲁印加遗址137, Uruguay ['juərəɡwei]n. 乌拉圭(拉丁美洲国家)Uruguay: 乌拉圭| 乌拉圭地图| 乌拉圭东岸共和国138, Hungary ['hʌŋɡəri]n. 匈牙利(欧洲国家名)Hungary: 匈| 匈牙利| 匈亚利139, Dubai [də'bai]n. 迪拜(阿拉伯联合酋长国的酋长国之一);迪拜港(阿拉伯联合酋长国港市)Dubai: 杜拜| 阿联酋迪拜| 国政府140, Bulgaria [bʌl'ɡεəriə]n. 保加利亚Bulgaria: 保加利亚| 罗马尼亚| 保加利亚共和国141, Kuwait [kə'weit]n. 科威特(西南亚国家,首都科威特)Kuwait: 科威特| 科威特城| 伊拉克科威特142, Bahrain [ba:'rein]n. 巴林岛Bahrain: 巴林| 波斯湾| 巴林王国143, external [ik'stə:nəl]n. 外部;外观;外面adj. 外部的;表面的;[药] 外用的;外国的;外面的External: 外部的| 外表| 外置的144, ball valve[机] 球阀,弹子阀;球形阀Ball valve: 球阀| 球形阀| 浮球阀145, Malaysia [mə'leiʒə; mə'leiziə]n. 马来西亚;马来群岛146, Mexico ['meksikəu]n. 墨西哥Mexico: 墨西哥| 墨西哥城| 墨西哥地面站147, abundant [ə'bʌndənt]adj. 丰富的;充裕的;盛产abundant: 丰富的| 大量的| 充足的148, 印度[yìn dù]IndiaHindustan149, Qatar ['kɑ:tə]n. 卡塔尔Qatar: 卡塔尔| 卡达| 卡达尔150, component [kəm'pəunənt]n. 成分;组件;[电子] 元件adj. 组成的,构成的component: 零件| 组件| 成分151, aspectsn. 方面;相位;面貌(aspect的复数)Aspects: 相位| 方面| 视位置152, aspect ['æspekt]n. 方面;方向;形势;外貌aspect: 面貌| 姿| 局面153, Cert.abbr. 证明书(等于certificate)Cert.: 证明书| 证明| 证实154, decorating ['dekə,reitiŋ]n. 装饰;美化v. 装饰;给授勋(decorate的ing形式)decorating: 彩饰| 装饰| 美化155, feature ['fi:tʃə]n. 特色,特征;容貌;特写或专题节目vt. 特写;以…为特色;由…主演vi. 起重要作用156, corrosion resistant抗腐蚀corrosion resistant: 防腐的| 耐蚀的| 抗腐蚀157, corrosion [kə'rəuʒən]n. 腐蚀;腐蚀产生的物质;衰败158, extrusion [ek'stru:ʒən]n. 挤出;推出;赶出;喷出extrusion: 挤压| 挤制加工| 膨化159, pressing ['presiŋ]v. 压;按;熨烫衣物(press的ing形式)adj. 紧迫的;迫切的;恳切的n. 压;冲压件pressing: 热压| 冲压法| 熨烫160, technology [tek'nɔlədʒi]n. 技术;工艺;术语Technology: 技术| 科技| 高科技161, dimensionsn. 规模,大小Dimensions: 尺寸| 尺寸规格| 外形尺寸162, mechanically [mi'kænikəli]adv. 机械地;呆板地;物理上地mechanically: 机械地163, flexible ['fleksibl]adj. 灵活的;柔韧的;易弯曲的flexible: 灵活的| 弹性| 柔韧的164, drip irrigation[农工] 滴灌;滴流灌溉165, irrigation [,iri'ɡeiʃən]n. 灌溉;冲洗;【医】冲洗法166, conveying [kən'veiiŋ]n. 输送;传输v. 运输;传送;通知(convey的ing形式)167, procurement [prəu'kjuəmənt]n. 采购;获得,取得procurement: 采购| 采办| 电子采购168, apparel [ə'pærəl]n. 服装;衣服vt. 给穿衣APPAREL: 成衣| 衣服| 服装169, logistics [ləu'dʒistiks]n. [军] 后勤;后勤学logistics: 物流| 现代物流| 后勤170, tubing ['tju:biŋ]n. 管子;装管;管道系统v. 把装管;使成管状(tube的现在分词)tubing: 油管| 管道| 管材171, antiseptic [,ænti'septik]n. 防腐剂,抗菌剂adj. 防腐的,抗菌的;非常整洁的antiseptic: 防腐剂| 防霉剂| 消毒剂172, corrosion resistance[化学] 耐蚀性;抗腐蚀性corrosion resistance: 耐腐蚀性| 耐蚀性| 抗腐蚀性173, version ['və:ʃən]n. 版本;译文;倒转术version: 系统硬| 版本| 译文174, C/WC/W: 随…携带175, layer ['leiə]n. 层,阶层;地层vi. 借助压条法生根繁殖vt. 用压条法培植;把...堆积成层Layer: 层| 图层| 多层式176, rectangular ['rek'tæŋɡjulə]adj. 矩形的;成直角的rectangular: 矩形的| 长方| 长方形177, Venezuela [,veni'zweilə]n. 委内瑞拉Venezuela: 委内瑞拉| 委瑞内拉| 委内瑞拉178, polypropylene [,pɔli'prəupə,li:n]n. [高分子] 聚丙烯Polypropylene: 聚丙烯| 百折胶| 聚丙烯树脂179, poly ethylenepoly ethylene: 聚乙烯180, thermostability [,θə:məu'stə'biləti]n. [热] 热稳定性;耐热性181, cannula ['kænjulə]n. [医] 套管,[临床] 插管cannula: 套管| 插管| 套管材质182, satin ['sætin]n. 缎子;缎子衣服adj. 光滑的;绸缎做的;似缎的Satin: 光泽| 色丁| 经向缎纹183, sandblast ['sændblɑ:st, -blæst]n. 喷沙;喷沙器vt. 对...喷沙vi. 以喷沙清扫sandblast: 喷砂| 喷砂处理| 喷砂装置184, food sanitation食品卫生food sanitation: 食品卫生185, temporarily ['tempərərili, ,tempə'rεə-]adv. 临时地,临时temporarily: 暂时| 一时半刻| 临时性186, duplex stainless steel双相不锈钢;二联不锈钢Duplex stainless steel: 双相不锈钢| 二联不锈钢| 不锈钢187, decoration [,dekə'reiʃən]n. 装饰,装潢;装饰品;奖章decoration: 染色| 装饰物| 装饰188, hexagonal [hek'sæɡənəl]adj. 六边的,六角形的hexagonal: 六角形的| 六边形的| 六方189, square [skwεə]n. 平方;广场;正方形adj. 平方的;正方形的;直角的;正直的vt. 使成方形;与…一致vi. 一致;成方形adv. 成直角地190, flue pipe烟道排气管;烟筒flue pipe: 烟道管| 风管| 烟道气管191, electroplatedvt. electroplate的变形Electroplated: 电镀金刚石制品192, scaffolding ['skæfəldiŋ, -fəu-]n. 脚手架;搭脚手架的材料scaffolding: 脚手架| 鹰架| 结桥193, frame [freim]n. 框架;结构;[电影] 画面adj. 有木架的;有构架的vt. 设计;建造;陷害;使适合vi. 有成功希望Frame: 帧| 框架| 架194, Korea [kə'riə]n. 韩国;朝鲜195, Metals and Hardware ProductsMetals and Hardware Products: 金属材料及五金制品196, fit on试穿;装上197, Zimbabwe [zim'bɑ:bwei; -wi]n. 津巴布韦(国家名,位于非洲)198, precision [pri'siʒən]n. 精度,[数] 精密度;精确adj. 精密的,精确的precision: 精密度| 精度| 精确度199, Bolabbr. 玻利维亚(Bolivia);玻利维亚人(Bolivian)BOL: 美国在线| 贝塔斯曼在线| 贝塔斯曼200, Islamabad [is'lɑ:məbɑ:d; iz'læməbæd]n. 伊斯兰堡(巴基斯坦首都)Islamabad: 伊斯兰堡| 巴德| 伊斯兰马巴德201, Arica [ə'ri:kə]n. 阿里卡(智利的港口城市)ARICA: 阿里卡| 智利| 阿利卡202, ware [wεə]n. 陶器,器皿;制品;器具;货物vt. 留心;小心ware: 银器| 空心件| 器皿203, clarification ['klærifi'keiʃən]n. 澄清,说明;净化clarification: 澄清| 纯化| 说明204, corroded [kə'rəudid]adj. 侵蚀的,已被腐蚀的corroded: 侵蚀的| 浸蚀205, epoxy [ep'ɔksi]vt. 用环氧树脂胶合n. 环氧基树脂adj. 环氧的EPOXY: 环氧树脂| 环氧| 环氧尸206, cylinder ['silində]n. 圆筒;汽缸;[数] 柱面;圆柱状物Cylinder: 圆柱体| 汽缸| 气缸207, cold rolled冷轧的cold rolled: 冷轧的| 冷轧卷钢| 冷辗的208, rebar [ri'ba:]n. [材] 钢筋;螺纹钢(筋)209, casing pipe[建] 套管;井壁管casing pipe: 套管| 井壁管| 套管材质210, bushing ['buʃiŋ]n. [电] 套管;轴衬bushing: 衬套| 套管| 轴套211, case [keis]n. 情况;实例;箱vt. 包围;把…装于容器中212, casing ['keisiŋ]n. 套;盒;(香肠的)肠衣;包装v. 把…装入箱内(case的ing形式)213, mineralsn. 矿物;矿产,矿产品(mineral的复数);矿物质Minerals: 矿物质| 矿物| 矿物质物214, metallurgy [me'tælədʒi, 'metələ:dʒi]n. 冶金;冶金学;冶金术metallurgy: 冶金| 金相学| 冶金术215, permission [pə'miʃən]n. 允许,许可permission: 权限| 许可| 允许216, headline ['hedlain]n. 大标题;内容提要;栏外标题;头版头条新闻vt. 给加标题;使成为注意中心;大力宣传headline: 标题| 新闻标题| 大字标题217, experience [ik'spiəriəns]n. 经验;经历;体验vt. 经验;经历;体验experience: 经历| 经验| 体验218, twitter ['twitə]n. 微博客,鸟叫声;vt. 吱吱叫;嘁嘁喳喳地讲Twitter: 推特| 微博客| 微博219, solar ['səulə]adj. 太阳的;日光的;利用太阳光的;与太阳相关的n. 日光浴室solar: 太阳的| 太阳能| 日光的220, pipework ['paip,wə:k]n. 管道工程pipework: 输送管线| 通气管| 支管221, coils [kɔilz]n. 线圈(coil的复数);卷coils: 线圈| 扼流线圈| 电磁线圈222, permanent ['pə:mənənt]adj. 永久的,永恒的;不变的n. 烫发(等于permanent wave)permanent: 永久的| 不变的| 永久性的223, experience in有经验;有的经验experience in: 有经验224, scanner ['skænə]n. [计] 扫描仪;扫描器;光电子扫描装置scanner: 扫描仪| 扫描器| 扫描机225, appreciate [ə'pri:ʃieit]vt. 欣赏;感激;领会;鉴别vi. 增值;涨价appreciate: 感激| 赏识| 欣赏226, lag [læɡ]n. 落后;迟延;防护套;囚犯;桶板vt. 落后于;押往监狱;加上外套vi. 滞后;缓缓而行;蹒跚adj. 最后的227, minimum ['miniməm]adj. 最小的;最低的n. 最小值;最低限度;最小化;最小量Minimum: 最小值| 最小| 最低228, delivery cost交货成本,配送成本;运送费用229, regrettably [ri'ɡretəbli]adv. 遗憾地;抱歉地;可悲地regrettably: 可悲的是| 可惜地| 很遗憾230, regret [ri'ɡret]vi. 感到后悔;感到抱歉vt. 后悔;惋惜;哀悼n. 遗憾;抱歉;悲叹regret: 遗憾| 抱歉| 后悔231, Portugal ['pɔ:tjuɡəl]n. 葡萄牙(欧洲西南部国家)232, random length非标准长度;任意长度;不定长random length: 非标准长度233, random ['rændəm]n. 随意adj. [数] 随机的;任意的;胡乱的adv. 胡乱地234, validity [və'lidəti]n. [计] 有效性;正确;正确性Validity: 有效性| 有效期| 效度235, explanation [,eksplə'neiʃən]n. 说明,解释;辩解explanation: 说明| 解释| 互相讲明236, Egypt ['i:dʒipt]n. 埃及(非洲国家)Egypt: 埃| 今埃及| 古埃及237, coupled ['kʌpld]v. 耦合的;联接的;成对的;共轭的(couple的过去分词形式)Coupled: 耦合| 配合的| 联系的238, premier ['premjə, pri'miə, 'pri:m-]n. 总理,首相adj. 第一的;最初的Premier: 总理| 拍得丽| 高级的239, annealed [ə'ni:ld]adj. 退了火的v. 退火;锻炼;煅烧(anneal的过去分词)annealed: 退火的240, pickled ['pikld]adj. 腌制的;盐渍的;烂醉如泥的pickled: 烂醉如泥| 盐渍的| 腌渍的241, argon arc welding[机] 氩弧焊242, arc [ɑ:k]n. 弧(度);弧光(全称electric arc);弧形物;天穹adj. 圆弧的;反三角函数的vt. 形成电弧;走弧线243, argon ['ɑ:ɡɔn]n. [化学] 氩(18号元素)244, LSAWabbr. 直缝埋弧焊。
A 钢管产品中英文对照
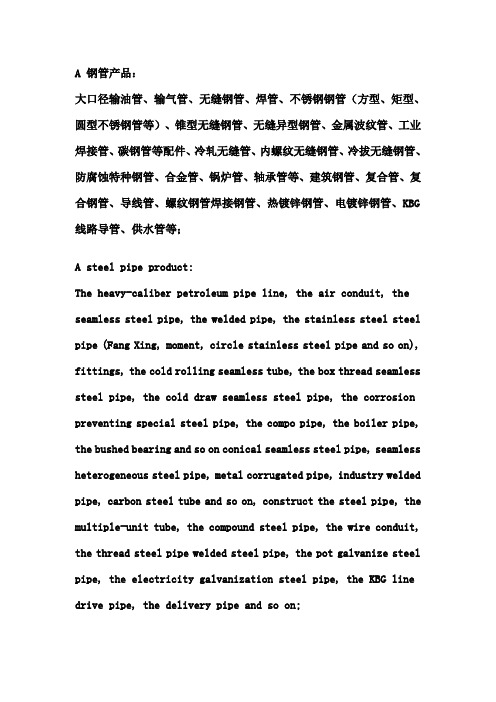
A 钢管产品:大口径输油管、输气管、无缝钢管、焊管、不锈钢钢管(方型、矩型、圆型不锈钢管等)、锥型无缝钢管、无缝异型钢管、金属波纹管、工业焊接管、碳钢管等配件、冷轧无缝管、内螺纹无缝钢管、冷拔无缝钢管、防腐蚀特种钢管、合金管、锅炉管、轴承管等、建筑钢管、复合管、复合钢管、导线管、螺纹钢管焊接钢管、热镀锌钢管、电镀锌钢管、KBG 线路导管、供水管等;A steel pipe product:The heavy-caliber petroleum pipe line, the air conduit, the seamless steel pipe, the welded pipe, the stainless steel steel pipe (Fang Xing, moment, circle stainless steel pipe and so on), fittings, the cold rolling seamless tube, the box thread seamless steel pipe, the cold draw seamless steel pipe, the corrosion preventing special steel pipe, the compo pipe, the boiler pipe, the bushed bearing and so on conical seamless steel pipe, seamless heterogeneous steel pipe, metal corrugated pipe, industry welded pipe, carbon steel tube and so on, construct the steel pipe, the multiple-unit tube, the compound steel pipe, the wire conduit, the thread steel pipe welded steel pipe, the pot galvanize steel pipe, the electricity galvanization steel pipe, the KBG line drive pipe, the delivery pipe and so on;B 钢管设备:焊管机组:不锈钢焊管机组、冷弯成型系列焊管机组、高频焊管机组、热镀锌机组、剪切对焊机、螺旋焊管机组及大口径直缝埋弧焊管机组等成套设备等;无缝钢管机组:钢管矫直机、穿孔机、连轧机组、连轧管机组、两辊冷轧管机组、冷拔机、三辊管机组、五辊冷轧管机组、周期轧管机组、自动轧管机组、顶管机组、钢管挤压机组、张力减径机等加工工艺设备等各类钢管精整设备等B steel pipe equipment:Welded pipe unit: The stainless steel welded pipe unit, the cold bending formation series welded pipe unit, the high frequency welded pipe unit, the pot galvanize unit, cut the butt welding machine, the spiral welded pipe unit and the heavy-caliber straight seam bury the arc-welded pipe unit and so on the complete set of equipment and so on;Seamless steel pipe unit: The steel pipe straightening machine, the puncher, the company roll over the unit, the company tube rolling train, two roller cold tube rolling trains, the cold-drawing machine, three roller tube unit, five roller cold tube rolling trains, the cyclical tube rolling train, the automatic tube rolling train, the top pipe unit, the steel pipe extrusion unit, the tensity reduce processing process units and so on the diameter machine and so on each kind of steel pipe finishing equipment and so on. 1.1 管子Pipe管子(按照配管标准规格制造的) pipe管子(不按配管标准规格制造的其他用管) tube钢管steel pipe铸铁管cast iron pipe衬里管lined pipe复合管clad pipe碳钢管carbon steel pipe合金钢管alloy steel pipe不锈钢stainless steel pipe奥氏体不锈钢管austenitic stainless steel pipe铁合金钢管ferritic alloy steel pipe轧制钢管wrought-steel pipe锻铁管wrought-iron pipe无缝钢管seamless (SMLS) steel pipe焊接钢管welded steel pipe电阻焊钢管electric-resistance welded steel pipe电熔(弧)焊钢板卷管electric-fusion (arc)-welded steel-plate pipe螺旋焊接钢管spiral welded steel pipe镀锌钢管galvanized steel pipe热轧无缝钢管hot-rolling seamless pipe冷拔无缝钢管cold-drawing seamless pipe水煤气钢管water-gas steel pipe塑料管plastic pipe玻璃管glass tube橡胶管rubber tube直管run pipe; straight pipe1.2 管件Fitting弯头elbow异径弯头reducing elbow带支座弯头base elbowk半径弯头long radius elbow短半径弯头short radius elbow长半径180°弯头long radius return短半径180°弯头short radius return带侧向口的弯头(右向或左向)side outlet elbow (right hand or left hand) 双支管弯头(形)double branch elbow三通tee异径三通reducing tee等径三通straight tee带侧向口的三通(右向或左向)side outlet tee (right hand or 1eft hand) 异径三通(分支口为异径)reducing tee (reducing on outlet)异径三通(一个直通口为异径)reducing tee (reducing on one run)带支座三通base tee异径三通(一个直通口及分支口为异径)reducing tee (reducing on one run and outlet)异径三通(两个直通口为异径,双头式)reducing tee (reducing on both runs, bull head)45°斜三通45° lateral45°斜三通(支管为异径)45° lateral (reducing on branch)45°斜三通(一个直通口为异径) 45° lateral (reducing on one run)45°斜三通(一个直通口及支管为异径) 45° lateral (reducing on one run and branch)Y型三通(俗称裤衩)true “Y”四通cross等径四通straight cross异径四通reducing cross异径四通(一个分支口为异径)reducing cross (reducing on one outlet) 异径四通(一个直通口及分支口为异径)reducing cross (reducing on one run and outlet)异径四通(两个分支口为异径)reducing cross (reducing on both outlet) 异径四通(一个直通口及两个分支口为异径)reducing cross (reducing on one run and both outlet)异径管reducer同心异径管concentric reducer偏心异径管eccentric reducer锻制异径管reducing swage螺纹支管台threadolet焊接支管台weldolet承插支管台sockolet弯头支管台elbolet斜接支管台latrolet镶入式支管嘴sweepolet短管支管台nipolet支管台,插入式支管台boss管接头coupling, full coupling半管接头half coupling异径管接头reducing coupling活接头union内外螺纹缩接(俗称补芯)bushing管帽cap (C)堵头plug短节nipple异径短节reducing nipple; swage nipple 1.3 弯管Bend预制弯管fabricated pipe bend跨越弯管(^ 形)cross-over bend偏置弯管(~ 形)offset bend90°弯。
钢管及管件中英文对照

钢管及管件中英文对照90°ELBOW,BW,20#,SMLS,LR,GB/T8163,SH/T3408,GrⅠ,Sch4090度弯头,对焊,20#碳钢材质,无缝,制造标准GB/T8163 ,验收标准SH/T3408,质量等级1级,SCH40是ASME壁厚表示方式三通1 1/2"*3/4" SW SCH80 20 GB/T14383(I)是什么意思异径三通 1 1/2"*3/4" SW(承插焊) SCH80(厚度,查询可得知具体厚度) 20(材质,20#碳钢)GB/T14383(I)(标准号)90 ELBOW 20# GALV SMLS GB/T8163,LR BW:SH3408 SCH80 其中GALV和LR 代表什么意思?" SWAGE NIPPLE 20# GB8163 PBE:MSS SP-95 SCH80 中PBE:MSS SP-95 是什么意思?SPIRAL WOUND GASKET CL150 RF ,4.5MM, 304+GRAF ,344 INNERRING,CS OUT RING: SH3407 其中红颜色的字母代表什么意思?20#GB/T699 SW 平底形40T025/01 SCH160 中的红颜色的字母代表什么意思?螺柱/螺母STUD BOLT WITH 2 HEAVY NUTS,35CRMOA/35CRMOA,SH3404 其中红颜色的字母代表什么意思?以上表示的字母可以在哪里查到啊GALV英文为galvanized是镀锌的意思,一般是仪表风管线和水管线。
LR英文为long radius是长半径弯头的意思。
4.5MM, 304+GRAF ,344 INNERRING,CS OUT RING,表示垫片厚度为4.5mm,304不锈钢+石墨外环,内环为344材质40T025/01,这个应该是洛阳石化设计院标准,关于加强管接头等管件STUD BOLT WITH 2 HEAVY NUTS,35CRMOA/35CRMOA,表示一个双头螺栓和2个六角螺母,材质为35CRMOA) c'1 GALV 镀锌 LR 长半径1 t0 y( e. ]$ ^: \$ G4 s d5 E2 PBE 两端平口 MSS SP-95 管件和阀门制造商协会标准* Q8 n& h1 M4 W5 e Z5 |2 P$ p3 厚度4.5MM 304+石墨缠绕垫304+GRAF 344不锈钢材料内环344 INNERRING 碳钢外环CS OUT RING4 洛阳设计院的标准“洛阳石化短接头图集”40T025/015 双头螺栓STUD BOLT WITH 2 HEAVY 螺母NUTS 材质35CRMOA/35CRMOACoupling half 1-1/2NPT 3000PSI ASTM 105CS 是什么意思啊介绍详细点特别是1-1/2NPT 是什么意思?半管接头规格1-1/2NPT (英寸)压力3000英镑碳素钢105CS(相当于20#)GATE VALVE A105 SW 13Cr W/STELLITE SEATS BB OS&Y PLAIN SOLID WEDGE API CL800 API 602SPW-304SS/GRAPHITE% z% r/ T M0 w) G' U8 G ]A105:指ASTM A105 是碳素钢锻件,它相应的中国牌号在GB/T12228-2005中规定为A105(20#钢)SW :SOCKET WELDED承插焊,( n+ U; B0 ~( f2 e' y7 ?5 T13Cr W/STELLITE SEATS :阀座材质为13Cr,阀座密封面堆焊了钨铬钴合金(W就是WELD,焊接),Cr13就是含13%Cr的马氏体不锈钢,耐磨耐温。
我国最新无缝钢管行业术语及中英文对照
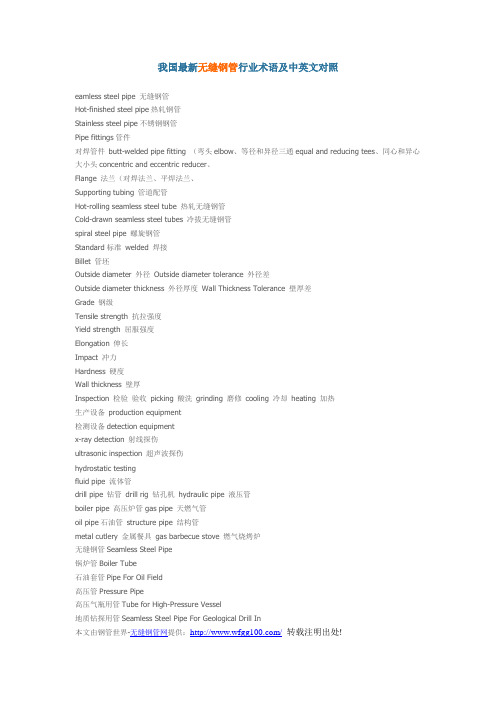
我国最新无缝钢管行业术语及中英文对照eamless steel pipe 无缝钢管Hot-finished steel pipe热轧钢管Stainless steel pipe不锈钢钢管Pipe fittings管件对焊管件butt-welded pipe fitting (弯头elbow、等径和异径三通equal and reducing tees、同心和异心大小头concentric and eccentric reducer、Flange 法兰(对焊法兰、平焊法兰、Supporting tubing 管道配管Hot-rolling seamless steel tube 热轧无缝钢管Cold-drawn seamless steel tubes 冷拔无缝钢管spiral steel pipe 螺旋钢管Standard标准welded 焊接Billet 管坯Outside diameter 外径Outside diameter tolerance 外径差Outside diameter thickness 外径厚度Wall Thickness Tolerance 壁厚差Grade 钢级Tensile strength 抗拉强度Yield strength 屈服强度Elongation 伸长Impact 冲力Hardness 硬度Wall thickness 壁厚Inspection 检验验收picking 酸洗grinding 磨修cooling 冷却heating 加热生产设备production equipment检测设备detection equipmentx-ray detection 射线探伤ultrasonic inspection 超声波探伤hydrostatic testingfluid pipe 流体管drill pipe 钻管drill rig 钻孔机hydraulic pipe 液压管boiler pipe 高压炉管gas pipe 天燃气管oil pipe石油管structure pipe 结构管metal cutlery 金属餐具gas barbecue stove 燃气烧烤炉无缝钢管Seamless Steel Pipe锅炉管Boiler Tube石油套管Pipe For Oil Field高压管Pressure Pipe高压气瓶用管Tube for High-Pressure Vessel地质钻探用管Seamless Steel Pipe For Geological Drill In本文由钢管世界-无缝钢管网提供:/转载注明出处!镀锌焊管Galvanized Welded Pipe石油钻探杆Drill Pipe For Oil Field铸铁管Cast Iron Piperolling mill 轧机,轧钢机heating 加热preheating 预热tempering 回火temper 回火hardening 淬水annealing 退火reduction 还原cooling 冷却decarbonization, decarburization 脱碳coking 炼焦slagging, scorification 造渣rolling 轧制drawing 拉拔extrusion 挤压wiredrawing 拉丝stamping, pressing 冲压Carbon Steel 碳钢; 碳素钢本文由钢管世界-无缝钢管网提供:/转载注明出处!。
管工 中英文 对照 手册

1、管线号注示LS 1300 ---- 1” -– 1S1 -— HC (50)2、介质代号一览表3、管道绝热类型注示:绝热类型/厚度(50)管材等级管径管线号介质代号4管道空视图中英文对照表5、管道空视图材料表描述例句:PIPE,CS,SMLS,ASTM,A53-B,TYPE,S,S-140壁厚系列材质:碳钢无缝ASTM A53-B S型分项代码:管道,1500#,,CS BODY W/BCRIHF API TRIM 8.G.O,6、常用略语F-法兰G-垫片B-螺栓PIPE-管道REDUCTING TEE-异径三通TEE-三通90(45)ELL-90(45)弯头SWAGE-异径管CONC-同心ECC-偏心PLUG-管堵FIGURE 8-8字盲板GASKET-垫片STUD BOLT-螺栓BLIND-盲板CAP-管帽NIPPLE-短管THREADOLET-螺纹管座SOCKLET-承插管座SLIP-ON-平焊BALL VALVE-球阀GATE VALVE-闸阀CHECK(GLOBE) VLLVE-止回阀(截止阀)BUTTERFLY VALVE-蝶阀1500LB阀体及阀芯材质连接形式:对焊压力等级:1500LB7、合成氨装置分区一览表:8、管道材料材质色别码9、管道焊缝检验等级一览表ⅡⅢ比例为:100%10、管道材料规定英文缩写与中文对照表11、管道材料汇总表英文缩写与中文对照表12、阀门代码13、焊接材料选用一览表14、管道焊前预热及焊后热处理要求15、垫片代号:4 D F 1 垫片结构类型填充材料垫片厚度面性垫片基本材料常用垫片选号如下表:16、螺栓选型螺栓型式见注见表1注1:A为双头螺栓,B为单头螺栓,C为圆头螺栓20、管道常用数据表(直径、壁厚)。
化工管道工程使用技术词汇中英文对照.

化工管道工程使用技术词汇中英文对照 1 管道组成件 Piping component 1.1 管子 Pipe管子 (按照配管标准规格制造的 pipe管子 (不按配管标准规格制造的其他用管 tube钢管 steel pipe铸铁管 cast iron pipe衬里管 lined pipe复合管 clad pipe碳钢管 carbon steel pipe合金钢管 alloy steel pipe不锈钢 stainless steel pipe奥氏体不锈钢管 austenitic stainless steel pipe铁合金钢管 ferritic alloy steel pipe轧制钢管 wrought-steel pipe锻铁管 wrought-iron pipe无缝钢管 seamless (SMLS steel pipe焊接钢管 welded steel pipe电阻焊钢管 electric-resistance welded steel pipe电熔(弧焊钢板卷管 electric-fusion (arc-welded steel-plate pipe螺旋焊接钢管 spiral welded steel pipe镀锌钢管 galvanized steel pipe热轧无缝钢管 hot-rolling seamless pipe冷拔无缝钢管 cold-drawing seamless pipe水煤气钢管 water-gas steel pipe塑料管 plastic pipe玻璃管 glass tube橡胶管 rubber tube直管 run pipe; straight pipe1.2 管件 Fitting弯头 elbow异径弯头 reducing elbow带支座弯头 base elbowk 半径弯头 long radius elbow短半径弯头 short radius elbow长半径 180°弯头 long radius return短半径 180°弯头 short radius return带侧向口的弯头(右向或左向 side outlet elbow (right hand or left hand 双支管弯头(形 double branch elbow三通 tee异径三通 reducing tee等径三通 straight tee带侧向口的三通(右向或左向 side outlet tee (right hand or 1eft hand异径三通(分支口为异径 reducing tee (reducing on outlet异径三通(一个直通口为异径 reducing tee (reducing on one run带支座三通 base tee异径三通(一个直通口及分支口为异径 reducing tee (reducing on one run and outlet 异径三通(两个直通口为异径,双头式 reducing tee (reducing on both runs, bull head 45°斜三通 45° lateral45°斜三通(支管为异径 45° lateral (reducing on branch45°斜三通 (一个直通口为异径 45° lateral (reducing on one run45°斜三通 (一个直通口及支管为异径 45° lateral (reducing on one run and branchY 型三通(俗称裤衩true “Y”四通 cross等径四通 straight cross异径四通 reducing cross异径四通(一个分支口为异径 reducing cross (reducing on one outlet异径四通(一个直通口及分支口为异径 reducing cross (reducing on one run and outlet 异径四通(两个分支口为异径 reducing cross (reducing on both outlet异径四通(一个直通口及两个分支口为异径 reducing cross (reducing on one run and both outlet异径管 reducer同心异径管 concentric reducer偏心异径管 eccentric reducer锻制异径管 reducing swage螺纹支管台 threadolet焊接支管台 weldolet承插支管台 sockolet弯头支管台 elbolet斜接支管台 latrolet镶入式支管嘴 sweepolet短管支管台 nipolet支管台,插入式支管台 boss管接头 coupling, full coupling半管接头 half coupling异径管接头 reducing coupling活接头 union内外螺纹缩接(俗称补芯 bushing管帽 cap (C堵头 plug短节 nipple异径短节 reducing nipple; swage nipple1.3 弯管 Bend预制弯管 fabricated pipe bend跨越弯管(^ 形 cross-over bend偏置弯管(~ 形 offset bend90°弯管 quarter bend环形弯管 cirele bend单侧偏置 90°弯管(? 形 single offset quarter bendS 形弯管“S” bend单侧偏置 U 形膨胀弯管(| ?形single offset “U” bend U 形弯管“U” bend双偏置 U 膨胀弯管double offset expansion “U” bend 斜接弯管 mitre bend三节斜接弯管 3-piece mitre bend折皱弯管 corrugated bend圆度 roundness1.4 法兰 Flange (FLG整体管法兰 integral pipe flange钢管法兰 steel pipe flange螺纹法兰 threaded flange滑套法兰(包括平焊法兰 slip-on flange (SO; slip-on welding flange 承插焊法兰socket welding flange松套法兰 lap joint flange (LJF对焊法兰 welding neckflange (WNF法兰盖 blind flange, blind孔板法兰 orifice flange异径法兰 reducing flange盘座式法兰 pad type flange松套带颈法兰 loose hubbed flange焊接板式法兰 welding plate flange对焊环 welding neck collar (与 stub end相似平焊环 welding-on collar突缘短节 stub end, lap翻边端 lapped pipe end松套板式法兰 loose plate flange压力级 pressure rating, pressure rating class压力—温度等级 pressure-temperature rating法兰密封面,法兰面 flange facing突面 raised face (RF凸面 male face (MF凹面 female face (FMF榫面 tongue face槽面 groove face环连接面 ring joint face全平面;满平面 flat face; full face (FF光滑突面 smooth raised face (SRF法兰面加工 facing finish粗糙度 roughness光滑的 smooth齿形 serrated均方根 root mean square (RMS算术平均粗糙高度 arithmetical average roughness height (AARH 配对法兰 companion-flange螺栓圆 bolt circle (B.C.1.5 垫片 Gasket (GSKT垫片的型式 type of gasket平垫片 flat gasket环形平垫片 flat ring gasket平金属垫片 flat metal gasket夹棉织物的橡胶 elastomer with cotton fabric insertion夹石棉织物的橡胶 elastomer with asbestos fabric insertion夹石棉织物及金属丝加强的橡胶 elastomer with asbestos fabric insertion and with wire reinforcement无石墨压缩白石棉垫片 non graphited compressed white asbestos gasket天然白橡胶垫片 natural white rubber gasket压缩石棉垫片 compressed asbestos class gasket浸聚四氟乙烯的石棉垫片 PTFE impregnated asbestos gasket夹石棉的缠绕金属垫片 spiral-wound metal gasket with asbestos filler内环 inner ring外环,外定位环 outer ring波纹金属垫片 corrugated metal gasket波纹金属包嵌石棉垫片 corrugated metal gasket with asbestos inserted双夹套波纹金属包石棉垫片 corrugated metal double jacketed asbestos filled gasket双夹套垫片 double jacketed gasket金属包石棉平垫片 flat metal jacketed asbestos filled gasket整体金属齿形垫片 solid metal serrated gasket槽形金属垫片 grooved metal gasket环形连接金属垫片 ring joint metal gasket八角环形垫片 octagonal ring gasket椭圆环形垫片 oval ring gasket透镜式垫片 lens gasket非金属垫片 non-metallic gasket1.6 阀门 Valve1.6.1 阀门结构、零件阀轭 yoke外螺纹阀杆及阀轭 outside screw and yoke (OS & Y 阀杆 stem内螺纹 inside screw (IS阀轭套 yoke sleeve阀杆环 stem ring阀座 valve seat (body seat阀座环、密封圈 seat ring整体(阀座 integral seat堆焊(阀座 deposited seat阀芯(包括密封圈、杆等内件 trim阀盘 disc阀盘密封圈 disc seat阀体 body阀盖 bonnet阀盖衬套 bonnet bush螺纹阀帽 screw cap螺纹阀盖 screw bonnet螺栓连接的阀盖 bolted bonnet (BB 活接阀盖(帽 union bonnet (cap螺栓连接的阀帽 bolted cap (BC焊接阀盖 welded bonnet (WB本体阀杆密封 body stem seal石棉安全密封 asbestos emenen seal 倒密封 back seal压力密封的阀盖 pressure-tight bonnet动力操纵器 powered operator电动操纵器 electric motor operator气动操纵器 pneumatic operator液压操纵器 hydraulic operator快速操纵器 quick-acting operator滑动阀杆 sliding stem正齿轮传动 spur gear operated伞齿轮传动 bevel gear operated扳手操作 wrench operated链轮 chain wheel手轮 hand wheel手柄 hand lever (handle气缸(或液压缸操纵的 cylinder operated链条操纵的 chain operated等径孔道 full bore; full port异径孔道 reducing bore, reduced port,venturi port 短型 short pattern紧凑型(小型 compact type笼式环 lantern ring压盖 gland阀杆填料 stem packing阀盖垫片 bonnet gasket升杆式(明杆 rising stem (RS非升杆式(暗杆 non-rising stem (NRS 指示器 /限位器 indicator/stopper注油器 grease injector可更换的阀座环 renewable seat ring 1.6.2 常用阀(1闸阀 gate valve平行双闸板 double disc parallel seat开口楔形闸板 split wedge挠性整体楔形闸扳 flexible solid wedge 整体楔形闸板 solid wedge塞型闸阀 plug gate valve直通型闸阀 through conduit gate valve (2 截止阀 globe valve球心型阀盘 globe type disc塞型阀盘 plug type disc可转动的阀盘 swivel disc(3 节流闪阀 throttle valve针阀 needle valve(4 角阀 angle valve(5 Y型阀(Y 型阀体截止阀 Y-valve (Y-body globe valve(6 球阀 ball valve三通球阀 3-way ball valve装有底轴的 trunnion mounted耐火型 fire safe type浮动球型 floating ball type防脱出阀杆 blowout proof stem(7 蝶阀 butterfly valve对夹式(薄片型 wafer type凸耳式 lug type偏心阀板蝶阀 offset disc burerfly valve; eccentric butterfly valve 斜阀盘蝶阀canted disc butterfly valve连杆式蝶阀 link butterfly valve8 柱塞阀 piston type valve(9 旋塞阀 plug valve三通旋塞阀 three-way plug valve四通旋塞阀 four-way plug valve旋塞 cock衬套旋塞 sleeve cock(10 隔膜阀 diaphragm valve橡胶衬里隔膜阀 rubber lined diaphragm valve直通式隔膜阀 straight way diaphragm valve堰式隔膜阀 weir diaphragm valve(11 夹紧式胶管阀 pinch valve(用于泥浆、粉尘等(12 止回阀 check valve升降式止回阀 lift check valve旋启式止回阀 swing check valve, flap check valve 落球式止回阀 ball check valve弹簧球式止回阀 spring ball check valve双板对夹式止回阀 dual plate wafer type check valve 无撞击声止回阀 non-slam cheek valve底阀 foot valve切断式止回阀 stop check valve; non-return valve活塞式止回阀 piston check valve斜翻盘止回阀 tilting disc check valve蝶式止回阀 butterfly check valve1.6.3 其它用途的阀安全泄气阀 safety valve (SV安全泄液阀 relief valve (RV安全泄压阀 safety relief valve杠杆重锤式 lever and weight type引导阀操纵的安全泄气阀 pilot operated safety valve复式安全泄气阀 twin type safety valve罐底排污阀 flush-bottom tank valve电磁阀 solenoid valve, solenoid operated valve电动阀 electrically operated valve, electric-motor operated valve 气动阀 pneumatic operated valve低温用阀 cryogenic service valve蒸汽疏水阀 steam trap机械式疏水阎 mechanical trap浮桶式疏水阀 open bucket trap, open top bucket trap浮球式疏水阀 float trap倒吊桶式疏水阀 inverted bucket trap自由浮球式疏水阀 loose float trap恒温式疏水阀 thermostatic trap金属膨胀式蒸汽疏水阀 metal expansion steam trap液体膨胀式蒸汽疏水阀 liquid expansion steam trap双金属膨胀式蒸汽疏水阀 bimetallic expansion steam trap压力平衡式恒温疏水阀 balanced pressure thermostatic trap热动力式疏水阀 thermodynamic trap脉冲式蒸汽疏水阀 impulse steam trap放气阀(自动放气阀 air vent valve (automatic air vent valve (疏水阀用平板式滑动闸阀 slab type sliding gate valve盖阀 flat valve换向阀 diverting valve, reversing valve热膨胀阀 thermo expansion valve自动关闭阀 self-closing gate valve自动排液阀 self-draining valve管道盲板阀 line-blind valve挤压阀 squeeze valve(用于泥浆及粉尘等呼吸阀 breather valve风门、挡板 damper减压阀 pressure reducing valve, reducing valve 控制阀 control valve膜式控制阀 diaphragm operated control valve执行机构 actuator背压调节阀 back pressure regulating valve差压调节阀 differential pressure regulating valve 压力比例调节阀 pressure ratio regulating valve 1.6.4 未指明结构(或阀型的阀切断阀 block valve; shut-off valve; stop valve调节阀 regulating valve快开阀 quick opening valve快闭阀 quick closing valve隔断阀 isolating valve三通阀 three way valve夹套阔 jacketed valve非旋转式阀 non-rotary valve排污阀 blowdown valve集液排放阀 drip valve排液阀 drain valve放空阀 vent valve卸载阀 unloading valve排出阀 discharge valve吸入阀 suction valve多通路阀 multiport valve取样阀 sampling valve手动阀 hand-operated valve; manually operated valve 锻造阀 forged valve铸造阀 cast valve(水龙头 bibb; bib; faucet抽出液阀(小阀 bleed valve旁路阀 by-pass valve软管阀 hose valve混合阀 mixing valve破真空阀 vacuum breaker冲洗阀 flush valve第一道阀;根部阀 primary valve根部阀 root valve总管阀 header valve事故切断阀 emergency valve1.7 管道特殊件 Piping Specialty1.7.1 管道特殊件(组件粗滤器 strainer过滤器 filter临时粗滤器(锥型 temporary strainer (cone type y 型粗滤器 y-type strainer T 型粗滤器 T-type strainer永久过滤器 permanent filter丝网粗滤器 gauze strainer洗眼器及淋浴器 eye washer and shower视镜 sight glass阻火器 flame arrester喷嘴;喷头 spray nozzle取样冷却器 sample cooler消声器 silencer膨胀节 expansion joint波纹膨胀节 bellow expansion joint单波 single bellow双波 double bellow多波 multiple bellow压力平衡式膨胀节 pressure balanced expansion带铰链膨胀节 hinged expansion joint轴向位移型膨胀节 axial movement type expansion joint 自均衡膨胀节(外加强环self-equalizing expansion joint 带接杆膨胀节 tied expansion joint万向型膨胀节 universal type expansion joint球形补偿器 ball type expansion joint填函式补偿器 slip type (packed type expansion joint单向滑动填料函补偿器 single actionpacked slip joint 1.7.2 管道特殊元件 Piping Special Element软管接头 hose connection (HC快速接头 quick coupling金属软管 metal hose橡胶管 rubber hose挠性管 flexible tube鞍形补强板 reinforcing saddles补强板 reinforcement pad特殊法兰 special flange漏斗 funnel排液环 drip ring排液漏斗 drain funnel插板 blank垫环 spacer8字盲板 spectacle blind; figure 8 blind 限流孔板 restriction orifice爆破片 rupture disk法兰盖贴面 protective disc费托立克接头 victaulic coupling1.8 端部连接 End Connection法兰端 flanged end坡口端 beveled end (BE对焊端 butt welded end平端 plain end (PE承插焊端 socket welding end螺纹端 threaded end (TE承口 bell end焊接端 welding end法兰连接(接头 flanged joint对焊连接(接头 butt welded joint螺纹连接,管螺纹连接 threaded joint, pipe threaded joint 锥管螺纹密封焊连接seal-welded taper pipe threaded joint 承插焊连接(接头 socket welded joint承插连接(接头 bell and spigot joint环垫接头 ring joint (RJ万向接头 universal joint软钎焊连接(接头 soldered joint搭接接头,松套连接 lapped joint外侧厚度切斜角 bevel for outside thickncss内侧厚度切斜角 bevel for inside thickness内外侧厚度切斜角 bevel for combined thickness 法兰式的 flanged (FLGD对焊的 butt welded (BW螺纹的 threaded (THD承插焊的 socket welded (SW小端为平的 small end plain (SEP大端为平的 large end plain (LEP两端平 both ends plain (BEP小端带螺纹 small end thread (SET大端带螺纹 large end thread (LET两端带螺纹 both end thread (BET一端带螺纹 one end thread (OET支管连接 branch connection焊接支管 branch pipe welded directly to the run pipe 2 管道用紧固件及螺纹2.1 紧固件螺栓 bolt六角头螺栓 hexagonal head bolt方头螺栓 square head bolt螺柱,双头螺栓 stud bolt环头螺检 eye bolt沉头螺栓 countersunk (head screw地脚螺栓 anchor bolt; foundation bolt松紧螺旋扣(花篮螺丝 turnbuckleU 形螺栓 U-boltT 形螺栓 T-bolt圆头螺钉 round head bolt机螺栓,机螺钉 maehine bolt顶开螺栓,顶起螺栓 Jack screw自攻螺钉 self tapping screw 膨胀螺栓 expansion bolt粗制的 coarse精制的 finished, fine螺母 nut六角螺母 hexagonal nut方螺母 square nut蝶形螺母 wing nut扁螺母 flat nut锁紧螺母 lock nut垫圈 washer平垫圈 plain washer球面垫圈 spherical washer 弹簧垫圈 spring washer方垫圈 square washer斜垫圈 slant washer销轴 pinned shan销 pin开口销 cotter pin定位销 dowel pin带孔销 pin with hole圆锥销 taper pin铆钉 rivet键 key2.2 螺纹左螺纹 left hand thread右螺纹 right hand thread管螺纹 pipe thread锥管螺纹 taper pipe thread 直管螺纹 straight pipe thread 梯形螺纹 trapezoid thread螺距 pitch of thread粗牙螺纹 coarse thread细牙螺纹 fine thread特细牙螺纹 extra fine thread 通长螺纹 full thread惠氏螺纹 whitworth thread 公制螺纹 metric ibread美国标准锥管螺纹 American standard taper pipe thread (NPT 螺孔 tap 3 材料、型钢及填料3.1 金属材料3.1.1 黑色金属 Ferrous Metal碳素钢 carbon steel (CS低碳钢 low-carbon steel中碳钢 medium-carbon steel高碳钢 high-carbon steel普通碳素钢 general carbon steel优质碳素钢 high-quality carbon steel普通低合金结构钢 general structure low-alloy steel合金结构钢 structural alloy steel合金钢 alloy steel低合金钢 low alloy steel中合金钢 medium alloy steel高合金钢 high alloy steel耐热钢 heat resisting steel高强度钢 high strength steel复合钢 clad steel工具钢 tool steel弹簧钢 spring steel钼钢 molybdenum steel镍钢 nickel steel铬钢 chromium steel铬钼钢 chrome-molybdenum steel铬镍钢 chromium-nickel steel,chrome-nickel steel 不锈钢 stainless steel (S.S. 奥氏体不锈钢 Austenitic stainless steel马氏体不锈钢 Martensitic stainless steel司特来合金(钨铬钴台金 Stellite耐蚀耐热镍基合金 Hastelloy铬镍铁合金 inconel耐热铬镍铁合金 incoloy20合金 20 alloy平炉钢(马丁钢 Martin steel镇静钢 killed steel半镇静钢 semi-killed steel沸腾钢 rimmed steel; rimming steel; open-steel 锻钢 forged steel铸钢 cast steel铸铁 cast iron (C.I.灰铸铁 grey cast iron可锻铸铁 malleable iron (MI球墨铸铁 nodular cast iron; nodular graphite iron 生铁 pig iron 熟铁,锻铁 wrought iron铸件 casting高硅铸铁 high silicon cast iron3.1.2 镀层及制造方法渗铬钢,镀铬钢 chromized steel镀铬的 chromium-plated, chrome-plated镀层 plating锻造,型钢 swage锻造的,锻造 forging轧制 rolling热轧 hot rolling冷轧 cold rolling挤压 extruding冷加工 cold working热加工 hot working拔制 drawing3.1.3 有色金属 Non-ferrous Metal 铝 aluminum铜,紫铜 copper黄铜 brass青铜 bronze铝青铜 aluminum bronze磷青铜 phosphor bronze铝镁合金 aluminum magnesium 锰青铜 manganese bronze蒙乃尔(注:镍及铜合金 Monel镍铜台金 nickel copper alloy非铁合金 nonferrous alloy钛 titanium铅 lead硬铅 hard lead3.1.4 材料性能极限强度 ultimate strength抗拉强度 tensile strength屈服极限 yield limit屈服点 yield point延伸率 percentage elongation抗压强度 compressive strength抗弯强度 bending strength弹性极限 elastic limit冲击值 impact value疲劳极限 fatigue limit蠕变极限 creep limit持久极限 endurance limit布氏硬度 Brinell hardness洛氏硬度 Rockwell hardness维氏硬度 Vickers diamond hardness, diamond penetrator hardness 蠕变断裂强度creep rupture strength断面收缩率 reduction of area韧性 toughess脆性 brittleness延性 ductility冷脆 cold shortness冷流 cold flow3.2 非金属材料 Non-metallic Material塑料 plastic丙烯腈—丁二烯—苯乙烯 acrylonitrile-butadiene-styrene (ABS 聚乙烯polyethylene (PE聚氯乙烯 polyvinyl chloride (PVC苯乙烯橡胶 styrene-rubber (SR聚丁烯 polybutylene (PB聚丙烯 polypropylene (PP聚苯乙烯 polystyrene (PS氯化聚醚 chlorinated polyether (CPE聚酰胺 polyamide (PA聚碳酸酯 polycarbonate (PC聚甲基丙烯酸甲酯 polymethyl methacrylate (PMMA醋酸丁酸纤维素 cellulose acetate butyrate (CAB氯化聚氯乙烯 chlorinated polyvinyl chloride (CPVC聚偏二氟乙烯 polyvinylidene fluoride (PVDF缩醛塑料 acetal plastic尼龙塑料 nylon plastic聚烯烃 polyolefin (PO石墨酚醛塑料 graphite phenolic plastics聚四氟乙烯 polytetrafluoroethylene (PTFE纤维增强热塑性塑料 fiber reinforced thermoplastics热塑性塑料 thermoplastic热固性塑料 thermosetting plastics胶粘剂 adhesive溶剂胶接剂 solvent cement树脂 resin环氧树脂 epoxy, epoxy resin聚酯树脂 polyester resin聚酯纤维 polyester fibers氟塑料 fluoroplastics聚氨基甲酸酯 polyurethane丙烯酸树脂 acrylic resin脲醛树脂 urea resin呋哺树脂 furan resin乙烯丙烯二烃单体 ethylene propylene diene monomer (EPDM 合成橡胶 synthetic rubber橡胶 rubber丁腈橡胶 nitrile butadiene rubber氯丁橡胶 neoprene天然橡胶 natural rubber乙丙橡胶 ethylene propylene rubber (EPR 玻璃 glass硼硅玻璃 borosilicate glass耐火砖 fire brick陶瓷 ceramic搪瓷 porcelain enamel木材 wood3.3 型材型钢 shaped steel, section steel, swage角钢 angle steel槽钢 channel工字钢 I-beam宽缘工字钢或 H 钢 wide flanged beamT 型钢 T-bar方钢 square bar扁钢 flat bar角钢 hexagonal steel bar圆钢 round steel; rod钢带 strap steel钢板 plate网纹钢板 checkered plate腹板(指型钢的立板 web翼缘(指型钢的缘 wing3.4 填料及填料函填料 packing石棉绳 asbestos rope, asbestos cord.O 形环 O-ring自密封 self-sealing四氟带 Teflon tap带铬镍合金丝的石棉绳 asbestos rope with inconel wire, inconel wire asbestos 浸聚四氟乙烯的石棉填料 Teflon impregnated asbestos packing金属填料 metallic stuffing填料箱,填料函 packing box, stuffing box填料函压盖 stuffing box gland4 管道等级及材料统计4.1 管道材料规定 Piping Material Specification管道等级 piping class; piping classification管道等级号 class designation公称直径 nominal diameter (DN; nominal (pipe size 公称压力 nominal pressure (PN压力级,等级,类别 class (CL低压 low pressure (L.P.中压 medium pressure (M.P.高压 high pressure (H.P.大气压 atmosphere (ATM真空 vacuum工作压力 operating pressure; working pressure设计压力 design pressure工作温度 operating temperature设计温度 design temperature环境温度 ambient temperature腐蚀裕量 corrosion allowance管道附件 piping attachment管道元件 piping element壁厚 wall thickness (WT壁厚系列号 schedule number (SCH. No.加厚的,加强的 extra heavy, extra strong双倍加厚的,双倍加强的 double extra heavy, double extra strong 通用连接组typieal installation分组(类形式(如管道等级表 block form数据库 data base文件 file4.2 材料统计 Material Take-off (MTO汇总表 summary sheet材料表 bill of material (BM综合管道材料表 consolidated piping material summary sheet (CPMSS 统计材料准确度 accuracy of take-off材料情况报告 material status report (MSR散装材料 bulk material编位号的 itemized代码 code number短代码 short code数量 quantity (QTY重力 weight净重 net weight毛重 gross weight5 设备布置及管道布置Plot Plan and Piping Layout,Equipment and Piping Arrangement 5.1 设备名称 Equipment Name5.1.1 容器 Vessel(1 塔 tower, column洗涤塔 scrubber吸收塔 absorber冷却塔 cooling tower精馏塔 fractionating tower蒸馏塔 distillation tower再生塔 regenering tower造粒塔 prflling tower汽提塔 stripper脱气塔 degasifier合成塔 synthesis tower(2 反应器 reactor聚台釜 polymerizer转化器,变换器 converter脱硫反应器 desulphurization reactor 甲烷化器 methanator(3 气柜 gas-holder螺旋式气柜 helical gas-holder湿式气柜 wet gas-holder干式气柜 dry gas-holder(4 槽罐贮罐 tank; storage tank缓冲罐 knock out drum球罐 spheroid, spherical tank罐 drum接受槽 receiver计量槽 measuring tank加料槽 feed tank排污罐 blow down tank闪蒸罐 flash drum汽包 steam drum溶液贮槽 solution storage tank 地下槽 sloptank(5 其它设备分离器 separator旋风分离器 cyclone分子筛 molecular sieve脱氧器 deaerator搅拌器 agitator干燥器 dryer混合器 mixer萃取器 extractor结晶器 crystallizer澄清器 gravity settler净化器 purifier气化器 vaporizer吸附器 adsorber融解槽 melter减温器 desuperheater升压器 booster喷射器 ejector喷头 sprayer火炬 flare消声器 silencer(6 换热器、加热器、冷却器换热器 heat exchanger空冷器 air cooler水冷却器 water cooler冷凝器 condenser螺旋板式换热器 spiral plate heat exchanger 蒸发器 evaporator再沸器 reboiler急冷器 quencher深冷器 chiller预热器 preheater再热器 reheater加热器 heater电加热器 electric heater过热器 super heater给水加热器 feed water heater 中间冷却器 inter cooler后冷却器 after cooler5.1.2 工业炉及锅炉炉子 furnace烧嘴 burner锅炉 boiler烟囱 stack废热锅炉 waste heat boiler 辅助锅炉 auxiliary boiler省煤器 economizer回热炉 direct-fired heater辐射段 radiant section对流段 convection section裂化炉 reformer焚烧炉 incinerator回转窑 rotary kiln炉管 furnace tube吹灰器 soot blower观察孔 observation door, peep door 防爆门 explosion door 5.2 辅助用房名称5.2.1 生产用房分析室 analyzer room变压器室 transformer room配电室,变电所 substation, switch room 蓄电池室 battery room 控制室 control room通风室 ventilating room贮藏室 storage room维修间 maintenance room办公室 office5.2.2 生活用房更农室 locker room盥洗室,厕所 closet, lavatory, toilet5.3 图名管道布置平面 piping arrangement plan (PAP管道布置 piping layout轴测图 isometric drawing分区索引图 key plan初版设备布置图(“A” 版 prelimin ary plot plan ( “A” issue内部审查版设备布置图(“B” 版inrernal approval plot plan ( “B” issue用户审查版设备布置图(“C” 版owner approval plot plan ( “C” issue确认版设备布置图(“D” 版confirm plot plan ( “D” issue研究版设备布置图(“e” 版planning plot plan ( “E” issue设计版设备布置图(“F” designing plot plan ( “F” issue施工版设备布置图(“G” 版construction plot plan ( “G” issue5.4 厂房、站、单元压缩机房 compressor house (room泵房 pump house (room洗眼站 eye washer station泡沫站 foam station软管站,公用工程站 hose station (HS, utility station成套设备 package unit设施 facilities罐区 tank yard空分装置 air separation facility5.5 设备布置设备位号 equipment item number工厂 plant工厂区界 plant limit项目区界内侧 inside battery limit (I.S.B.L. 项目区界 batterylimit (BL区界 area limit区域边界 zone iimit界外 off site东 east (E西 west (W南 south (S北 north (N上 up下 down工厂北向 plant north真实北向 true north道路 road小过道 cat walk, cat way走道,过道 walk way, gangway, access way污水坑(井 sump pit集水池 catch basin沟槽 through预留区 trough场地 future area铺砌区 paving area非铺砌区 unpaved area碎石铺面 gravel paving橡皮铺面 rubber paving面积,区域 area体积,容积 volume (VOL5.6 管道布置管道设计 piping design管道研究 piping study走向研究 routing study重要管道 critical piping地上管道 above ground piping 地下管道 under ground piping 管网 network of pipes管廊 pipe rack管沟 piping trench管间距 line spacing管道跨距 line span总管 header, manifold旁路 by pass排液 drain放空 vent上升管,垂直管 riser导管 canduit裸管 bare iine管件直接 fitting to fitting (FTF 管段,接口 spool piece, spool 取样接口 sampling connection 集液包 drip leg伴热管 tracing pipe蒸汽伴热 steam tracing热水伴热 hot-water tracing电伴热 electrical tracing夹套管 jacketed line, jacketed piping 全夹套的 full jacketed平面 plan详图 detail“ ” 视图X view “X”“ ” 剖视 A-A section “A -A”连接图 hook up drawing接续图 continue on drawing (COD 接续线 match line (M.L.比例 scale图例 legend符号 symbol管口表 list of nozzles方位 orientation管口方位 nozzle orientation定位 location相交 intersection水平的 horizontal垂直的,立式的 vertical垂直,正交,垂直的 perpendicular 平行,平行的 parallel水平安装 horizontal installation垂直安装 vertical installafion对称的 symmetric相反(的 ,对面(的 opposite顺时针方向 clock wise逆时针方向 counter clock wise计算机辅助设计 computer aided design (CAD 5.7 图面标注绝对标高 abselute elevation海平面标高 over-sea mean level (OSL标高,立面 elevation (EL混凝土顶面 top of concrete架顶面 top of support (TOS钢结构顶面 top of steel梁项面 top of beam (TOB支撑点 point of suppon (POS管顶 top of pipe (TOP管底 bouom of pipe (BOP沟底 boaom of trench管子内底 invert (inside bottom of pipe底平 flat on bottom (FOB顶平 flat on top (FOT工作点 working point (W.P.面至面 face to face (F-F中心至端面 center to end (C-E中心至面 center to face (C-F中心至中心,中至中 center to center (C-C 坐标 coordinate坐标原点 origin of coordinate出口中心线 center line of discharge入口中心线 center line of suction中心线 centerline (CL入口 inlet, suction出口 outlet, discharge排出口 exhaust距离 distance5.8 相关专业的专业词汇5.8.1 工艺(1 图及表流程图 flow diagram工艺流程图 process flow diagram (PFD 管道及仪表流程图 piping andinstrument flow diagram (PID公用工程流程图 utility flow diagram (UFD 管线表 line list; line schedule 命名表;管道表 nomenclature设备表 equipment list (schedule(2 流体 fluid空气 air仪表空气 instrument air工艺空气 process air低压蒸汽 low pressure steam中压蒸汽 medium pressure steam高压蒸汽 high pressure steam伴热蒸汽 tracing steam饱和蒸汽 saturated steam过热蒸汽 superheated steam氧气 oxygen氢气 hydrogen氮气 nitrogen燃料气 fuel gas天然气 natural gas。
管件中英文对照

管件中英文对照(2007—07-15 11:42:00)等径直通equal coupling异径直通reducing coupling内牙直通 female coupling外牙直通 straight tube with outside90等径弯头 90 equal elbow45等径弯头 45 equal elbow外牙弯头 male elbow内牙弯头 female elbow等径三通 equal tee异径三通 reducing tee内牙三通female tee外牙三通 male tee管帽capsch代表压力lr长半径或1倍半大小 SIZE数量 QTY碳钢弯头 Carbon Steel Elbow不锈钢弯头 Stainless Steel Elbow高压弯头 High—Pressure Elbow同心异径管 Concentric Reducers偏心异径管 Eccentric Reducers高压异径管 High—pressure Reducers不锈钢等径三通 Stainless Straight Tee 碳钢等径三通 Carbon Straight Tee不锈钢等径四通 Stainless Straight Cross 高压三通 High-pressure Tee锻制三通 Forged Tee异径接头 Template管帽 Caps法兰flange长径和短径弯头 long and short radius elbows同心和偏心异径接头 concentric and eccentric reducers 等径和异径三通 straight and reducing outlet tees大小头 CONCENTRIC REDUCERTee Equal 相等的三通等径三通Straight Tee异径三通Reducing Tee等径四通Straight Cross90°短半径弯头90°SS Elbow (SR)90°长半径弯头90°SS Elbow (LR)高压厚壁弯头Thickness ElbowU型管Return Bend盲法兰Blank Flange弯管Bends翻边stub ends异径接头reducers公称通径 nominal diameter外径(mm) outside diameter中心距至端面的距离 center to end理论重量(kg/pcs) approx weightdescription 类种Standard标准Design类型Material材质双丝头 Nipple短节 SWAGE NIPPLE内外螺纹活接头 Union螺桩 studHalf—Coupling单承口管箍Coupling双承口管箍盲板 Blind Flangespectacle blind 带双圈的盲板Ecentric 偏心的拆除:dismantle结头(管线的):tie-in插盲板:slip spade盲板:blank接头:fitting加热器:heater金属缠绕垫片(带外环):SW with outside ringHR:热轧1 总则1.1 为了确保压力管道设计质量,规范压力管道配管术语,特制定本规定。
钢管及管件中英文对照
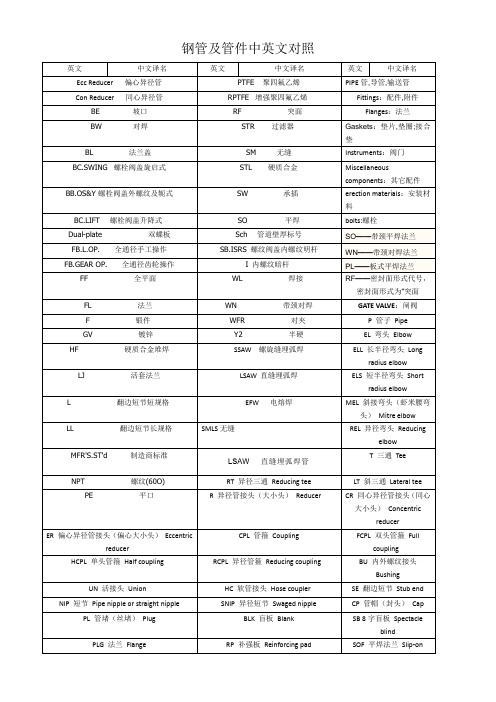
钢管及管件中英文对照90°ELBOW,BW,20#,SMLS,LR,GB/T8163,SH/T3408,GrⅠ,Sch4090度弯头,对焊,20#碳钢材质,无缝,制造标准GB/T8163 ,验收标准SH/T3408,质量等级1级,SCH40是ASME壁厚表示方式三通1 1/2"*3/4" SW SCH80 20 GB/T14383(I)是什么意思异径三通 1 1/2"*3/4" SW(承插焊) SCH80(厚度,查询可得知具体厚度) 20(材质,20#碳钢)GB/T14383(I)(标准号)90 ELBOW 20# GALV SMLS GB/T8163,LR BW:SH3408 SCH80 其中GALV和LR 代表什么意思?" SWAGE NIPPLE 20# GB8163 PBE:MSS SP-95 SCH80 中PBE:MSS SP-95 是什么意思?SPIRAL WOUND GASKET CL150 RF ,4.5MM, 304+GRAF ,344 INNERRING,CS OUT RING: SH3407 其中红颜色的字母代表什么意思?20#GB/T699 SW 平底形40T025/01 SCH160 中的红颜色的字母代表什么意思?螺柱/螺母STUD BOLT WITH 2 HEAVY NUTS,35CRMOA/35CRMOA,SH3404 其中红颜色的字母代表什么意思?以上表示的字母可以在哪里查到啊GALV英文为galvanized是镀锌的意思,一般是仪表风管线和水管线。
LR英文为long radius是长半径弯头的意思。
4.5MM, 304+GRAF ,344 INNERRING,CS OUT RING,表示垫片厚度为4.5mm,304不锈钢+石墨外环,内环为344材质40T025/01,这个应该是洛阳石化设计院标准,关于加强管接头等管件STUD BOLT WITH 2 HEAVY NUTS,35CRMOA/35CRMOA,表示一个双头螺栓和2个六角螺母,材质为35CRMOA) c'1 GALV 镀锌 LR 长半径1 t0 y( e. ]$ ^: \$ G4 s d5 E2 PBE 两端平口 MSS SP-95 管件和阀门制造商协会标准* Q8 n& h1 M4 W5 e Z5 |2 P$ p3 厚度4.5MM 304+石墨缠绕垫304+GRAF 344不锈钢材料内环344 INNERRING 碳钢外环CS OUT RING4 洛阳设计院的标准“洛阳石化短接头图集”40T025/015 双头螺栓STUD BOLT WITH 2 HEAVY 螺母NUTS 材质35CRMOA/35CRMOACoupling half 1-1/2NPT 3000PSI ASTM 105CS 是什么意思啊介绍详细点特别是1-1/2NPT 是什么意思?半管接头规格1-1/2NPT (英寸)压力3000英镑碳素钢105CS(相当于20#)GATE VALVE A105 SW 13Cr W/STELLITE SEATS BB OS&Y PLAIN SOLID WEDGE API CL800 API 602SPW-304SS/GRAPHITE% z% r/ T M0 w) G' U8 G ]A105:指ASTM A105 是碳素钢锻件,它相应的中国牌号在GB/T12228-2005中规定为A105(20#钢)SW :SOCKET WELDED承插焊,( n+ U; B0 ~( f2 e' y7 ?5 T13Cr W/STELLITE SEATS :阀座材质为13Cr,阀座密封面堆焊了钨铬钴合金(W就是WELD,焊接),Cr13就是含13%Cr的马氏体不锈钢,耐磨耐温。
中英文对照各种施工工艺大全
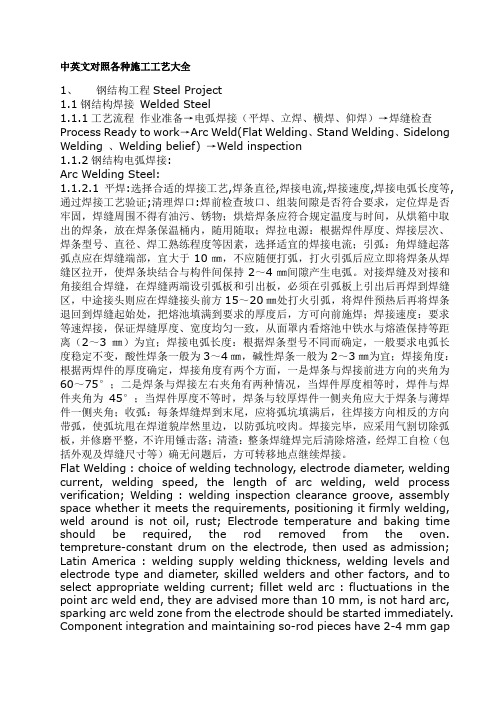
中英文对照各种施工工艺大全1、钢结构工程Steel Project1.1钢结构焊接Welded Steel1.1.1工艺流程作业准备→电弧焊接(平焊、立焊、横焊、仰焊)→焊缝检查Process Ready to work→Arc Weld(Flat Welding、Stand Welding、Sidelong Welding 、Welding belief) →Weld inspection1.1.2钢结构电弧焊接:Arc Welding Steel:1.1.2.1平焊:选择合适的焊接工艺,焊条直径,焊接电流,焊接速度,焊接电弧长度等,通过焊接工艺验证;清理焊口:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污、锈物;烘焙焊条应符合规定温度与时间,从烘箱中取出的焊条,放在焊条保温桶内,随用随取;焊拉电源:根据焊件厚度、焊接层次、焊条型号、直径、焊工熟练程度等因素,选择适宜的焊接电流;引弧:角焊缝起落弧点应在焊缝端部,宜大于10㎜,不应随便打弧,打火引弧后应立即将焊条从焊缝区拉开,使焊条块结合与构件间保持2~4㎜间隙产生电弧。
对接焊缝及对接和角接组合焊缝,在焊缝两端设引弧板和引出板,必须在引弧板上引出后再焊到焊缝区,中途接头则应在焊缝接头前方15~20㎜处打火引弧,将焊件预热后再将焊条退回到焊缝起始处,把熔池填满到要求的厚度后,方可向前施焊;焊接速度:要求等速焊接,保证焊缝厚度、宽度均匀一致,从面罩内看熔池中铁水与熔渣保持等距离(2~3㎜)为宜;焊接电弧长度:根据焊条型号不同而确定,一般要求电弧长度稳定不变,酸性焊条一般为3~4㎜,碱性焊条一般为2~3㎜为宜;焊接角度:根据两焊件的厚度确定,焊接角度有两个方面,一是焊条与焊接前进方向的夹角为60~75°;二是焊条与焊接左右夹角有两种情况,当焊件厚度相等时,焊件与焊件夹角为45°;当焊件厚度不等时,焊条与较厚焊件一侧夹角应大于焊条与薄焊件一侧夹角;收弧:每条焊缝焊到末尾,应将弧坑填满后,往焊接方向相反的方向带弧,使弧坑甩在焊道貌岸然里边,以防弧坑咬肉。
钢管、管件、法兰和阀门等中英文对照(非常全的)

中英文对应(大全)1 管道组成件 Piping component1.1 管子 Pipe管子(按照配管标准规格制造的) pipe管子(不按配管标准规格制造的其他用管) tube钢管 steel pipe铸铁管 cast iron pipe衬里管 lined pipe复合管 clad pipe碳钢管 carbon steel pipe合金钢管 alloy steel pipe不锈钢 stainless steel pipe奥氏体不锈钢管 austenitic stainless steel pipe铁合金钢管 ferritic alloy steel pipe轧制钢管 wrought-steel pipe锻铁管 wrought-iron pipe无缝钢管 seamless (SMLS) steel pipe焊接钢管 welded steel pipe电阻焊钢管 electric-resistance welded steel pipe电熔(弧)焊钢板卷管 electric-fusion (arc)-welded steel-plate pipe螺旋焊接钢管 spiral welded steel pipe镀锌钢管 galvanized steel pipe热轧无缝钢管 hot-rolling seamless pipe冷拔无缝钢管 cold-drawing seamless pipe水煤气钢管 water-gas steel pipe塑料管 plastic pipe玻璃管 glass tube橡胶管 rubber tube直管 run pipe; straight pipe1.2 管件 Fitting弯头 elbow异径弯头 reducing elbow带支座弯头 base elbowk半径弯头 long radius elbow短半径弯头 short radius elbow长半径180°弯头 long radius return短半径180°弯头 short radius return带侧向口的弯头(右向或左向) side outlet elbow (right hand or left hand)双支管弯头(形) double branch elbow三通 tee异径三通 reducing tee等径三通 straight tee带侧向口的三通(右向或左向) side outlet tee (right hand or 1eft hand) 异径三通(分支口为异径) reducing tee (reducing on outlet)异径三通(一个直通口为异径)reducing tee (reducing on one run)带支座三通 base tee异径三通(一个直通口及分支口为异径) reducing tee (reducing on one run and outlet)异径三通(两个直通口为异径,双头式) reducing tee (reducing on both runs, bull head)45°斜三通45° lateral45°斜三通(支管为异径)45° lateral (reducing on branch)45°斜三通(一个直通口为异径) 45° lateral (reducing on one run)45°斜三通(一个直通口及支管为异径) 45° lateral (reducing on one run and branch)Y型三通(俗称裤衩)true “Y”四通 cross等径四通 straight cross异径四通 reducing cross异径四通(一个分支口为异径)reducing cross (reducing on one outlet) 异径四通(一个直通口及分支口为异径) reducing cross (reducing on one run and outlet)异径四通(两个分支口为异径) reducing cross (reducing on both outlet) 异径四通(一个直通口及两个分支口为异径) reducing cross (reducing on one run and both outlet)异径管 reducer同心异径管 concentric reducer偏心异径管 eccentric reducer锻制异径管 reducing swage螺纹支管台 threadolet焊接支管台 weldolet承插支管台 sockolet弯头支管台 elbolet斜接支管台 latrolet镶入式支管嘴 sweepolet短管支管台 nipolet支管台,插入式支管台 boss管接头 coupling, full coupling半管接头 half coupling异径管接头 reducing coupling活接头 union内外螺纹缩接(俗称补芯) bushing管帽 cap (C)堵头 plug短节 nipple异径短节 reducing nipple; swage nipple1.3 弯管 Bend预制弯管 fabricated pipe bend跨越弯管(^ 形) cross-over bend偏置弯管(~ 形) offset bend90°弯管 quarter bend环形弯管 circle bend单侧偏置90°弯管(? 形) single offset quarter bendS形弯管“S” bend单侧偏置U形膨胀弯管(| ?形)single offset “U” bendU形弯管“U” bend双偏置U膨胀弯管double offset expansion “U” bend斜接弯管 mitre bend三节斜接弯管 3-piece mitre bend折皱弯管 corrugated bend圆度 roundness1.4 法兰 Flange (FLG)整体管法兰 integral pipe flange钢管法兰 steel pipe flange螺纹法兰 threaded flange滑套法兰(包括平焊法兰) slip-on flange (SO); slip-on welding flange 承插焊法兰 socket welding flange松套法兰 lap joint flange (LJF)对焊法兰 welding neckflange (WNF)法兰盖 blind flange, blind孔板法兰 orifice flange异径法兰 reducing flange盘座式法兰pad type flange松套带颈法兰 loose hubbed flange焊接板式法兰welding plate flange对焊环 welding neck collar (与stub end相似)平焊环 welding-on collar突缘短节 stub end, lap翻边端 lapped pipe end松套板式法兰 loose plate flange压力级 pressure rating, pressure rating class压力—温度等级 pressure-temperature rating法兰密封面,法兰面 flange facing突面 raised face (RF)凸面 male face (MF)凹面 female face (FMF)榫面 tongue face槽面 groove face环连接面 ring joint face全平面;满平面 flat face; full face (FF)光滑突面 smooth raised face (SRF)法兰面加工 facing finish粗糙度 roughness光滑的 smooth齿形 serrated均方根 root mean square (RMS)算术平均粗糙高度 arithmetical average roughness height (AARH)配对法兰 companion-flange螺栓圆 bolt circle (B.C.)1.5 垫片 Gasket (GSKT)垫片的型式 type of gasket平垫片 flat gasket环形平垫片 flat ring gasket平金属垫片 flat metal gasket夹棉织物的橡胶 elastomer with cotton fabric insertion夹石棉织物的橡胶 elastomer with asbestos fabric insertion夹石棉织物及金属丝加强的橡胶 elastomer with asbestos fabric insertion and with wire reinforcement无石墨压缩白石棉垫片 non graphited compressed white asbestos gasket 天然白橡胶垫片 natural white rubber gasket压缩石棉垫片 compressed asbestos class gasket浸聚四氟乙烯的石棉垫片 PTFE impregnated asbestos gasket夹石棉的缠绕金属垫片 spiral-wound metal gasket with asbestos filler 内环 inner ring外环,外定位环 outer ring波纹金属垫片 corrugated metal gasket波纹金属包嵌石棉垫片 corrugated metal gasket with asbestos inserted 双夹套波纹金属包石棉垫片 corrugated metal double jacketed asbestos filled gasket双夹套垫片 double jacketed gasket金属包石棉平垫片 flat metal jacketed asbestos filled gasket整体金属齿形垫片 solid metal serrated gasket槽形金属垫片 grooved metal gasket环形连接金属垫片 ring joint metal gasket八角环形垫片 octagonal ring gasket椭圆环形垫片 oval ring gasket透镜式垫片 lens gasket非金属垫片 non-metallic gasket1.6 阀门 Valve1.6.1 阀门结构、零件阀轭 yoke外螺纹阀杆及阀轭 outside screw and yoke (OS & Y) 阀杆 stem内螺纹 inside screw (IS)阀轭套 yoke sleeve阀杆环 stem ring阀座 valve seat (body seat)阀座环、密封圈 seat ring整体(阀)座 integral seat堆焊(阀)座 deposited seat阀芯(包括密封圈、杆等内件) trim阀盘 disc阀盘密封圈 disc seat阀体 body阀盖 bonnet阀盖衬套 bonnet bush螺纹阀帽 screw cap螺纹阀盖 screw bonnet螺栓连接的阀盖 bolted bonnet (BB)活接阀盖(帽) union bonnet (cap)螺栓连接的阀帽 bolted cap (BC)焊接阀盖 welded bonnet (WB)本体阀杆密封 body stem seal石棉安全密封 asbestos emenen seal倒密封 back seal压力密封的阀盖 pressure-tight bonnet动力操纵器 powered operator电动操纵器 electric motor operator气动操纵器 pneumatic operator液压操纵器 hydraulic operator快速操纵器 quick-acting operator滑动阀杆 sliding stem正齿轮传动 spur gear operated伞齿轮传动 bevel gear operated扳手操作 wrench operated链轮 chain wheel手轮 hand wheel手柄 hand lever (handle)气缸(或液压缸)操纵的 cylinder operated链条操纵的 chain operated等径孔道 full bore; full port异径孔道 reducing bore, reduced port,venturi port短型 short pattern紧凑型(小型) compact type笼式环 lantern ring压盖 gland阀杆填料 stem packing阀盖垫片 bonnet gasket升杆式(明杆) rising stem (RS)非升杆式(暗杆) non-rising stem (NRS)指示器/限位器 indicator/stopper注油器 grease injector可更换的阀座环 renewable seat ring1.6.2 常用阀(1)闸阀 gate valve平行双闸板 double disc parallel seat开口楔形闸板 split wedge挠性整体楔形闸扳 flexible solid wedge整体楔形闸板 solid wedge塞型闸阀 plug gate valve直通型闸阀 through conduit gate valve(2) 截止阀 globe valve球心型阀盘 globe type disc塞型阀盘 plug type disc可转动的阀盘 swivel disc(3) 节流闪阀 throttle valve针阀 needle valve(4) 角阀 angle valve(5) Y型阀(Y 型阀体截止阀) Y-valve (Y-body globe valve)(6) 球阀 ball valve三通球阀 3-way ball valve装有底轴的 trunnion mounted耐火型 fire safe type浮动球型 floating ball type防脱出阀杆 blowout proof stem(7) 蝶阀 butterfly valve对夹式(薄片型) wafer type凸耳式 lug type偏心阀板蝶阀 offset disc burerfly valve; eccentric butterfly valve 斜阀盘蝶阀 canted disc butterfly valve连杆式蝶阀 link butterfly valve8) 柱塞阀 piston type valve(9) 旋塞阀 plug valve三通旋塞阀 three-way plug valve四通旋塞阀 four-way plug valve旋塞 cock衬套旋塞 sleeve cock(10) 隔膜阀 diaphragm valve橡胶衬里隔膜阀 rubber lined diaphragm valve直通式隔膜阀 straight way diaphragm valve堰式隔膜阀 weir diaphragm valve(11) 夹紧式胶管阀 pinch valve(用于泥浆、粉尘等)(12) 止回阀 check valve升降式止回阀 lift check valve旋启式止回阀 swing check valve, flap check valve落球式止回阀 ball check valve弹簧球式止回阀 spring ball check valve双板对夹式止回阀 dual plate wafer type check valve无撞击声止回阀 non-slam cheek valve底阀 foot valve切断式止回阀 stop check valve; non-return valve活塞式止回阀 piston check valve斜翻盘止回阀 tilting disc check valve蝶式止回阀 butterfly check valve1.6.3 其它用途的阀安全泄气阀 safety valve (SV)安全泄液阀 relief valve (RV)安全泄压阀 safety relief valve杠杆重锤式 lever and weight type引导阀操纵的安全泄气阀 pilot operated safety valve复式安全泄气阀 twin type safety valve罐底排污阀 flush-bottom tank valve电磁阀 solenoid valve, solenoid operated valve电动阀 electrically operated valve, electric-motor operated valve 气动阀 pneumatic operated valve低温用阀 cryogenic service valve蒸汽疏水阀 steam trap机械式疏水阎 mechanical trap浮桶式疏水阀 open bucket trap, open top bucket trap浮球式疏水阀 float trap倒吊桶式疏水阀 inverted bucket trap自由浮球式疏水阀 loose float trap恒温式疏水阀 thermostatic trap金属膨胀式蒸汽疏水阀 metal expansion steam trap液体膨胀式蒸汽疏水阀 liquid expansion steam trap双金属膨胀式蒸汽疏水阀 bimetallic expansion steam trap压力平衡式恒温疏水阀 balanced pressure thermostatic trap热动力式疏水阀 thermodynamic trap脉冲式蒸汽疏水阀 impulse steam trap放气阀(自动放气阀) air vent valve (automatic air vent valve) (疏水阀用)平板式滑动闸阀 slab type sliding gate valve盖阀 flat valve换向阀 diverting valve, reversing valve热膨胀阀 thermo expansion valve自动关闭阀 self-closing gate valve自动排液阀 self-draining valve管道盲板阀 line-blind valve挤压阀 squeeze valve(用于泥浆及粉尘等)呼吸阀 breather valve风门、挡板 damper减压阀 pressure reducing valve, reducing valve控制阀 control valve膜式控制阀 diaphragm operated control valve执行机构 actuator背压调节阀 back pressure regulating valve差压调节阀 differential pressure regulating valve压力比例调节阀 pressure ratio regulating valve1.6.4 未指明结构(或阀型)的阀切断阀 block valve; shut-off valve; stop valve调节阀 regulating valve快开阀 quick opening valve快闭阀 quick closing valve隔断阀 isolating valve三通阀 three way valve夹套阔 jacketed valve非旋转式阀 non-rotary valve排污阀 blowdown valve集液排放阀 drip valve排液阀 drain valve放空阀 vent valve卸载阀 unloading valve排出阀 discharge valve吸入阀 suction valve多通路阀 multiport valve取样阀 sampling valve手动阀 hand-operated valve; manually operated valve 锻造阀 forged valve铸造阀 cast valve(水)龙头 bibb; bib; faucet抽出液阀(小阀) bleed valve旁路阀 by-pass valve软管阀 hose valve混合阀 mixing valve破真空阀 vacuum breaker冲洗阀 flush valve第一道阀;根部阀 primary valve根部阀 root valve总管阀 header valve事故切断阀 emergency valve1.7 管道特殊件 Piping Specialty1.7.1 管道特殊件(组件)粗滤器 strainer过滤器 filter临时粗滤器(锥型) temporary strainer (cone type) y 型粗滤器 y-type strainerT型粗滤器 T-type strainer永久过滤器 permanent filter丝网粗滤器 gauze strainer洗眼器及淋浴器 eye washer and shower视镜 sight glass阻火器 flame arrester喷嘴;喷头 spray nozzle取样冷却器 sample cooler消声器 silencer膨胀节 expansion joint波纹膨胀节 bellow expansion joint单波 single bellow双波 double bellow多波 multiple bellow压力平衡式膨胀节 pressure balanced expansion带铰链膨胀节 hinged expansion joint轴向位移型膨胀节 axial movement type expansion joint自均衡膨胀节(外加强环)self-equalizing expansion joint 带接杆膨胀节 tied expansion joint万向型膨胀节 universal type expansion joint球形补偿器 ball type expansion joint填函式补偿器 slip type (packed type) expansion joint单向滑动填料函补偿器 single actionpacked slip joint1.7.2 管道特殊元件Piping Special Element软管接头 hose connection (HC)快速接头 quick coupling金属软管 metal hose橡胶管 rubber hose挠性管 flexible tube鞍形补强板 reinforcing saddles补强板 reinforcement pad特殊法兰 special flange漏斗 funnel排液环 drip ring排液漏斗 drain funnel插板 blank垫环 spacer8字盲板 spectacle blind; figure 8 blind限流孔板 restriction orifice爆破片 rupture disk法兰盖贴面 protective disc费托立克接头 victaulic coupling1.8 端部连接 End Connection法兰端 flanged end坡口端 beveled end (BE)对焊端 butt welded end平端 plain end (PE)承插焊端 socket welding end螺纹端 threaded end (TE)承口 bell end焊接端 welding end法兰连接(接头) flanged joint对焊连接(接头) butt welded joint螺纹连接,管螺纹连接 threaded joint, pipe threaded joint 锥管螺纹密封焊连接 seal-welded taper pipe threaded joint 承插焊连接(接头) socket welded joint承插连接(接头) bell and spigot joint环垫接头 ring joint (RJ)万向接头 universal joint软钎焊连接(接头) soldered joint搭接接头,松套连接 lapped joint外侧厚度切斜角 bevel for outside thickncss内侧厚度切斜角 bevel for inside thickness内外侧厚度切斜角 bevel for combined thickness法兰式的 flanged (FLGD)对焊的 butt welded (BW)螺纹的 threaded (THD)承插焊的 socket welded (SW)小端为平的 small end plain (SEP)大端为平的 large end plain (LEP)两端平 both ends plain (BEP)小端带螺纹 small end thread (SET)大端带螺纹 large end thread (LET)两端带螺纹 both end thread (BET)一端带螺纹 one end thread (OET)支管连接 branch connection焊接支管 branch pipe welded directly to the run pipe2007-3-5 23:45 admin2 管道用紧固件及螺纹2.1 紧固件螺栓 bolt六角头螺栓 hexagonal head bolt方头螺栓 square head bolt螺柱,双头螺栓 stud bolt环头螺检 eye bolt沉头螺栓 countersunk (head) screw地脚螺栓 anchor bolt; foundation bolt松紧螺旋扣(花篮螺丝) turnbuckleU形螺栓 U-boltT形螺栓 T-bolt圆头螺钉 round head bolt机螺栓,机螺钉 maehine bolt顶开螺栓,顶起螺栓 Jack screw自攻螺钉 self tapping screw膨胀螺栓 expansion bolt粗制的 coarse精制的 finished, fine螺母 nut六角螺母 hexagonal nut方螺母 square nut蝶形螺母 wing nut扁螺母 flat nut锁紧螺母 lock nut垫圈 washer平垫圈 plain washer球面垫圈 spherical washer弹簧垫圈 spring washer方垫圈 square washer斜垫圈 slant washer销轴 pinned shan销 pin开口销 cotter pin定位销 dowel pin带孔销 pin with hole圆锥销 taper pin铆钉 rivet键 key2.2 螺纹左螺纹left hand thread右螺纹 right hand thread管螺纹 pipe thread锥管螺纹 taper pipe thread直管螺纹straight pipe thread梯形螺纹 trapezoid thread螺距pitch of thread粗牙螺纹coarse thread细牙螺纹 fine thread特细牙螺纹extra fine thread通长螺纹full thread惠氏螺纹whitworth thread公制螺纹 metric ibread美国标准锥管螺纹 American standard taper pipe thread (NPT) 螺孔 tap3 材料、型钢及填料3.1 金属材料3.1.1 黑色金属 Ferrous Metal碳素钢 carbon steel (CS)低碳钢 low-carbon steel中碳钢 medium-carbon steel高碳钢 high-carbon steel普通碳素钢 general carbon steel优质碳素钢 high-quality carbon steel普通低合金结构钢 general structure low-alloy steel 合金结构钢 structural alloy steel合金钢 alloy steel低合金钢 low alloy steel中合金钢 medium alloy steel高合金钢 high alloy steel耐热钢 heat resisting steel高强度钢 high strength steel复合钢 clad steel工具钢 tool steel弹簧钢 spring steel钼钢 molybdenum steel镍钢 nickel steel铬钢 chromium steel铬钼钢 chrome-molybdenum steel铬镍钢 chromium-nickel steel,chrome-nickel steel 不锈钢 stainless steel (S.S.)奥氏体不锈钢 Austenitic stainless steel马氏体不锈钢 Martensitic stainless steel司特来合金(钨铬钴台金) Stellite耐蚀耐热镍基合金 Hastelloy铬镍铁合金 inconel耐热铬镍铁合金 incoloy20合金 20 alloy平炉钢(马丁钢) Martin steel镇静钢 killed steel半镇静钢 semi-killed steel沸腾钢 rimmed steel; rimming steel; open-steel锻钢 forged steel铸钢 cast steel铸铁 cast iron (C.I.)灰铸铁 grey cast iron可锻铸铁 malleable iron (MI)球墨铸铁 nodular cast iron; nodular graphite iron 生铁 pig iron熟铁,锻铁 wrought iron铸件 casting高硅铸铁 high silicon cast iron3.1.2 镀层及制造方法渗铬钢,镀铬钢 chromized steel镀铬的 chromium-plated, chrome-plated 镀层 plating锻造,型钢 swage锻造的,锻造 forging轧制 rolling热轧 hot rolling冷轧 cold rolling挤压 extruding冷加工 cold working热加工 hot working拔制 drawing3.1.3 有色金属Non-ferrous Metal铝 aluminum铜,紫铜 copper黄铜 brass青铜 bronze铝青铜 aluminum bronze磷青铜 phosphor bronze铝镁合金 aluminum magnesium锰青铜 manganese bronze蒙乃尔(注:镍及铜合金) Monel镍铜台金 nickel copper alloy非铁合金 nonferrous alloy钛 titanium铅 lead硬铅 hard lead3.1.4 材料性能极限强度 ultimate strength抗拉强度 tensile strength屈服极限 yield limit屈服点 yield point延伸率 percentage elongation抗压强度 compressive strength抗弯强度 bending strength弹性极限 elastic limit冲击值 impact value疲劳极限 fatigue limit蠕变极限 creep limit持久极限 endurance limit布氏硬度 Brinell hardness洛氏硬度 Rockwell hardness维氏硬度 Vickers diamond hardness, diamond penetrator hardness 蠕变断裂强度 creep rupture strength断面收缩率 reduction of area韧性 toughess脆性 brittleness延性 ductility冷脆 cold shortness冷流 cold flow3.2 非金属材料 Non-metallic Material塑料 plastic丙烯腈—丁二烯—苯乙烯 acrylonitrile-butadiene-styrene (ABS) 聚乙烯 polyethylene (PE)聚氯乙烯 polyvinyl chloride (PVC)苯乙烯橡胶 styrene-rubber (SR)聚丁烯 polybutylene (PB)聚丙烯 polypropylene (PP)聚苯乙烯 polystyrene (PS)氯化聚醚 chlorinated polyether (CPE)聚酰胺 polyamide (PA)聚碳酸酯 polycarbonate (PC)聚甲基丙烯酸甲酯 polymethyl methacrylate (PMMA)醋酸丁酸纤维素cellulose acetate butyrate (CAB)氯化聚氯乙烯 chlorinated polyvinyl chloride (CPVC)聚偏二氟乙烯 polyvinylidene fluoride (PVDF)缩醛塑料 acetal plastic尼龙塑料 nylon plastic聚烯烃 polyolefin (PO)石墨酚醛塑料 graphite phenolic plastics聚四氟乙烯 polytetrafluoroethylene (PTFE)纤维增强热塑性塑料 fiber reinforced thermoplastics热塑性塑料 thermoplastic热固性塑料 thermosetting plastics胶粘剂 adhesive溶剂胶接剂 solvent cement树脂 resin环氧树脂 epoxy, epoxy resin聚酯树脂 polyester resin聚酯纤维 polyester fibers氟塑料 fluoroplastics聚氨基甲酸酯 polyurethane丙烯酸树脂 acrylic resin脲醛树脂 urea resin呋哺树脂 furan resin乙烯丙烯二烃单体 ethylene propylene diene monomer (EPDM) 合成橡胶 synthetic rubber橡胶 rubber丁腈橡胶 nitrile butadiene rubber氯丁橡胶 neoprene天然橡胶 natural rubber乙丙橡胶 ethylene propylene rubber (EPR)玻璃 glass硼硅玻璃 borosilicate glass耐火砖 fire brick陶瓷 ceramic搪瓷 porcelain enamel木材 wood3.3 型材型钢 shaped steel, section steel, swage角钢 angle steel槽钢 channel工字钢 I-beam宽缘工字钢或H钢 wide flanged beamT型钢 T-bar方钢 square bar扁钢 flat bar角钢 hexagonal steel bar圆钢 round steel; rod钢带 strap steel钢板 plate网纹钢板 checkered plate腹板(指型钢的立板) web翼缘(指型钢的缘) wing3.4 填料及填料函填料 packing石棉绳 asbestos rope, asbestos cord.O形环 O-ring自密封 self-sealing四氟带 Teflon tap带铬镍合金丝的石棉绳 asbestos rope with inconel wire, inconel wire asbestos浸聚四氟乙烯的石棉填料 Teflon impregnated asbestos packing金属填料 metallic stuffing填料箱,填料函 packing box, stuffing box填料函压盖 stuffing box gland2007-3-5 23:45 admin4 管道等级及材料统计4.1 管道材料规定 Piping Material Specification管道等级 piping class; piping classification管道等级号 class designation公称直径 nominal diameter (DN); nominal (pipe) size公称压力 nominal pressure (PN)压力级,等级,类别 class (CL)低压 low pressure (L.P.)中压 medium pressure (M.P.)高压 high pressure (H.P.)大气压 atmosphere (ATM)真空 vacuum工作压力 operating pressure; working pressure设计压力 design pressure工作温度 operating temperature设计温度 design temperature环境温度 ambient temperature腐蚀裕量 corrosion allowance管道附件 piping attachment管道元件 piping element壁厚 wall thickness (WT)壁厚系列号 schedule number (SCH. No.)加厚的,加强的 extra heavy, extra strong双倍加厚的,双倍加强的 double extra heavy, double extra strong通用连接组 typieal installation分组(类)形式(如管道等级表) block form数据库 data base文件 file4.2 材料统计 Material Take-off (MTO)汇总表 summary sheet材料表 bill of material (BM)综合管道材料表 consolidated piping material summary sheet (CPMSS) 统计材料准确度 accuracy of take-off材料情况报告 material status report (MSR)散装材料 bulk material编位号的 itemized代码 code number短代码 short code数量 quantity (QTY)重力 weight净重 net weight毛重 gross weight2007-3-5 23:46 admin5 设备布置及管道布置Plot Plan and Piping Layout,Equipment and Piping Arrangement5.1 设备名称 Equipment Name5.1.1 容器 Vessel(1) 塔 tower, column洗涤塔 scrubber吸收塔 absorber冷却塔 cooling tower精馏塔 fractionating tower蒸馏塔 distillation tower再生塔 regenering tower造粒塔 prflling tower汽提塔 stripper脱气塔 degasifier合成塔 synthesis tower(2) 反应器 reactor聚台釜 polymerizer转化器,变换器 converter脱硫反应器 desulphurization reactor甲烷化器 methanator(3) 气柜 gas-holder螺旋式气柜 helical gas-holder湿式气柜 wet gas-holder干式气柜 dry gas-holder(4) 槽罐贮罐 tank; storage tank缓冲罐 knock out drum球罐 spheroid, spherical tank罐 drum接受槽 receiver计量槽 measuring tank加料槽 feed tank排污罐 blow down tank闪蒸罐 flash drum汽包 steam drum溶液贮槽 solution storage tank地下槽 sloptank(5) 其它设备分离器 separator旋风分离器 cyclone分子筛 molecular sieve脱氧器 deaerator搅拌器 agitator干燥器 dryer混合器 mixer萃取器 extractor结晶器 crystallizer澄清器 gravity settler净化器 purifier气化器 vaporizer吸附器 adsorber融解槽 melter减温器 desuperheater升压器 booster喷射器 ejector喷头 sprayer火炬 flare消声器 silencer(6) 换热器、加热器、冷却器换热器 heat exchanger空冷器 air cooler水冷却器 water cooler冷凝器 condenser螺旋板式换热器 spiral plate heat exchanger 蒸发器 evaporator再沸器 reboiler急冷器 quencher深冷器 chiller预热器 preheater再热器 reheater加热器 heater电加热器 electric heater过热器 super heater给水加热器 feed water heater中间冷却器 inter cooler后冷却器 after cooler5.1.2 工业炉及锅炉炉子 furnace烧嘴 burner锅炉 boiler烟囱 stack废热锅炉 waste heat boiler辅助锅炉 auxiliary boiler省煤器 economizer回热炉 direct-fired heater辐射段 radiant section对流段 convection section裂化炉 reformer焚烧炉 incinerator回转窑 rotary kiln炉管 furnace tube吹灰器 soot blower观察孔 observation door, peep door防爆门 explosion door5.2 辅助用房名称5.2.1 生产用房分析室 analyzer room变压器室 transformer room配电室,变电所 substation, switch room 蓄电池室 battery room控制室 control room通风室 ventilating room贮藏室 storage room维修间 maintenance room办公室 office5.2.2 生活用房更农室 locker room盥洗室,厕所 closet, lavatory, toilet5.3 图名管道布置平面 piping arrangement plan (PAP)管道布置 piping layout轴测图 isometric drawing分区索引图 key plan初版设备布置图(“A”版)preliminary plot plan ( “A” issue)内部审查版设备布置图(“B”版)inrernal approval plot plan ( “B” issue)用户审查版设备布置图(“C”版) owner approval plot plan ( “C” issue)确认版设备布置图(“D”版)confirm plot plan ( “D” issue)研究版设备布置图(“e”版)planning plot plan ( “E” issue)设计版设备布置图(“F”)designing plot plan ( “F” issue)施工版设备布置图(“G”版)construction plot plan ( “G” issue)5.4 厂房、站、单元压缩机房 compressor house (room)泵房 pump house (room)洗眼站 eye washer station泡沫站 foam station软管站,公用工程站 hose station (HS), utility station成套设备 package unit设施 facilities罐区 tank yard空分装置 air separation facility5.5 设备布置设备位号 equipment item number工厂 plant工厂区界 plant limit项目区界内侧 inside battery limit (I.S.B.L.)项目区界 batterylimit (BL)区界 area limit区域边界 zone iimit界外 off site东 east (E)西 west (W)南 south (S)北 north (N)上 up下 down工厂北向 plant north真实北向 true north道路 road小过道 cat walk, cat way走道,过道 walk way, gangway, access way 污水坑(井) sump pit集水池 catch basin沟槽 through预留区 trough场地 future area铺砌区 paving area非铺砌区 unpaved area碎石铺面 gravel paving橡皮铺面 rubber paving面积,区域 area体积,容积 volume (VOL)5.6 管道布置管道设计 piping design管道研究 piping study走向研究 routing study重要管道 critical piping地上管道 above ground piping地下管道 under ground piping管网 network of pipes管廊 pipe rack管沟 piping trench管间距 line spacing管道跨距 line span总管 header, manifold旁路 by pass排液 drain放空 vent上升管,垂直管 riser导管 canduit裸管 bare iine管件直接 fitting to fitting (FTF)管段,接口 spool piece, spool取样接口 sampling connection集液包 drip leg伴热管 tracing pipe蒸汽伴热 steam tracing热水伴热 hot-water tracing电伴热 electrical tracing夹套管 jacketed line, jacketed piping全夹套的 full jacketed平面 plan详图 detail“ ”视图X view “X”“ ”剖视A-A section “A-A”连接图 hook up drawing接续图 continue on drawing (COD)接续线 match line (M.L.)比例 scale图例 legend符号 symbol管口表 list of nozzles方位 orientation管口方位 nozzle orientation定位 location相交 intersection水平的 horizontal垂直的,立式的 vertical垂直,正交,垂直的 perpendicular平行,平行的 parallel水平安装 horizontal installation垂直安装 vertical installafion对称的 symmetric相反(的),对面(的) opposite顺时针方向 clock wise逆时针方向 counter clock wise计算机辅助设计 computer aided design (CAD) 5.7 图面标注绝对标高 abselute elevation海平面标高 over-sea mean level (OSL)标高,立面 elevation (EL)混凝土顶面 top of concrete架顶面 top of support (TOS)钢结构顶面 top of steel梁项面 top of beam (TOB)支撑点 point of suppon (POS)管顶 top of pipe (TOP)管底 bouom of pipe (BOP)沟底 boaom of trench管子内底 invert (inside bottom of pipe) 底平 flat on bottom (FOB)顶平 flat on top (FOT)工作点 working point (W.P.)面至面 face to face (F-F)中心至端面 center to end (C-E)中心至面 center to face (C-F)中心至中心,中至中 center to center (C-C) 坐标 coordinate坐标原点 origin of coordinate出口中心线 center line of discharge入口中心线 center line of suction中心线 centerline (CL)入口 inlet, suction出口 outlet, discharge排出口 exhaust距离 distance5.8 相关专业的专业词汇5.8.1 工艺(1) 图及表流程图 flow diagram工艺流程图 process flow diagram (PFD)管道及仪表流程图 piping andinstrument flow diagram (PID)公用工程流程图 utility flow diagram (UFD) 管线表 line list; line schedule命名表;管道表 nomenclature设备表 equipment list (schedule)(2) 流体 fluid空气 air仪表空气 instrument air工艺空气 process air低压蒸汽 low pressure steam中压蒸汽 medium pressure steam高压蒸汽 high pressure steam伴热蒸汽 tracing steam饱和蒸汽 saturated steam过热蒸汽 superheated steam氧气 oxygen氢气 hydrogen氮气 nitrogen燃料气 fuel gas天然气 natural gas火炬气 flare gas酸性气 sour gas液化石油气 liquefired petroleum gas (LPG) 氨气 ammonia gas冷却水 cooling循环水 circulating water锅炉给水 boiler feed water热水 hot water蒸汽冷凝水 steam condensate盐水 brine工艺水 process water化学污水 chemical sewage防腐剂 corrosion inhibitor重油 heavy oil石脑油 naphtha燃料油 fuel oil润滑油 lubricating oil密封油 sealing oil冷冻剂 refrigerant载热体 heating medium溶剂 solvent溶液 solution母液 mother liquor单体 monomer聚合物 polymer均聚物 homopolymer共聚物 copolymer工艺液体 process liquid工艺气体 process gas硫酸 sulphuric acid盐酸 chlorhydric acid硝酸 nitric acid烧碱 caustic soda(3) 流体特性 fluid characteristics蒸汽压 vapor pressure临界温度 critical temperature临界点 critical point临界压力 critical pressure比热 specific heat湿度 humidity密度 density比重 specific gravity粘度 viscosity闪点 flash point融点 melting point凝固点 freezing point浓度 concentration爆炸极限 limit of explosion有毒的 toxic可燃的;易燃的 flammable(4) 其它回收 recovery再生 regeneration循环 cireulatlon再循环;再生 recycle补充 make-up制备 preparation蒸汽吹扫 steaming out吹扫 purge抽空;排空 evacuation吹出 blow-off排污 blow down破真空 vacuum breaker大气腿 barometric leg备用 stand-by化学清洗 chemical cleaning净正吸入压头 net positive suction head (NPSH) 进料 feed成品 product污染 contamination大气污染 atmospheric pollution环境温度 ambient temperature5.8.2 建筑、结构建筑物 building钢结构 steel structure已有钢结构 existing steel structure钢筋混凝土结构 reinforced concrete construction 楼面 floor平台 platform (PF)地面 ground level栏杆 handrail楼梯 stair; stair way直梯 ladder柱 column; post; stanchion基础 foundation; footing粱 beam斜撑;支撑 bracing桁架;主粱 girder构件 member隔墙 partition wall墙 wall篦子板 grate; grating吊装孔 erection opening吊梁 hoisting beam棚 shelter窗 window天窗 skylight门 door防火门 fire door地漏 floor drain防火层 fire-proofing总图 general plot plan路肩 shoulder桩 pile灌浆 grouting风荷载 wind load雪荷载 snow load动力荷载 dynamic load静荷载 dead load活荷载 live load风速 wind velocity主导风向 most frequent wind direction5.8.3 仪表盘(操作盘) panel就地盘 local panel仪表盘 instrument panel常开 normally open常闭 normally closed电缆槽(架) cable tray (channel); cable rack 仪表电缆槽(架) instrument cable tray (duct) 压力计 manometer; pressure gauge热电偶 thermocouple温度计 thermometer液位计 level gauge玻璃液位计 gage glass温度计保护管 thermowell流量计 flow meter孔板 orifice变送器 transmitter联锁 interlock仪器;设备 apparatus仪器分析 instrumental analysis自动分析 automatic analysis气体分析 gas analysis化学分析 chemical analysis气相色谱仪 gas chromatograph液相色谱仪 liquid chromatograph质谱分析 mass spectrometric analysis5.8.4 电气危险区划分 hazardous area classification 危险区平面图 hazardous area plan电气盘 electrical panel配电盘 switch board电缆沟 cable trench电流 current直流 direct current交流 alternating current频率 frequency相位 phase功率因数 power factor电压 voltage电阻 resistance电容 capacitance静电 static electricity接地 grounding; easthing照明 lighting; illumination避雷针 lightning preventer电话 telephone电线 wire接线箱(盒) junction box导线管 conduit tube5.8.5 设备。
管件中英文对照表
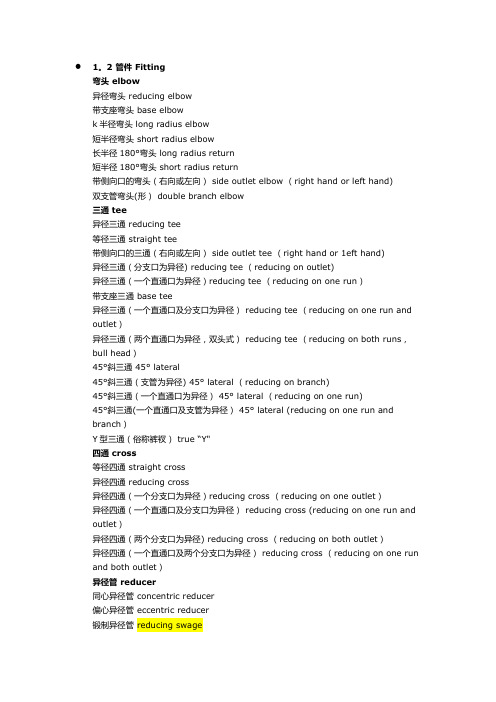
1。
2 管件 Fitting弯头 elbow异径弯头 reducing elbow带支座弯头 base elbowk半径弯头 long radius elbow短半径弯头 short radius elbow长半径180°弯头 long radius return短半径180°弯头 short radius return带侧向口的弯头(右向或左向) side outlet elbow (right hand or left hand)双支管弯头(形) double branch elbow三通 tee异径三通 reducing tee等径三通 straight tee带侧向口的三通(右向或左向) side outlet tee (right hand or 1eft hand)异径三通(分支口为异径) reducing tee (reducing on outlet)异径三通(一个直通口为异径)reducing tee (reducing on one run)带支座三通 base tee异径三通(一个直通口及分支口为异径) reducing tee (reducing on one run and outlet)异径三通(两个直通口为异径,双头式) reducing tee (reducing on both runs,bull head)45°斜三通 45° lateral45°斜三通(支管为异径) 45° lateral (reducing on branch)45°斜三通(一个直通口为异径) 45° lateral (reducing on one run)45°斜三通(一个直通口及支管为异径) 45° lateral (reducing on one run andbranch)Y型三通(俗称裤衩)true “Y"四通 cross等径四通 straight cross异径四通 reducing cross异径四通(一个分支口为异径)reducing cross (reducing on one outlet)异径四通(一个直通口及分支口为异径) reducing cross (reducing on one run and outlet)异径四通(两个分支口为异径) reducing cross (reducing on both outlet)异径四通(一个直通口及两个分支口为异径) reducing cross (reducing on one run and both outlet)异径管 reducer同心异径管 concentric reducer偏心异径管 eccentric reducer锻制异径管 reducing swage螺纹支管台 threadolet焊接支管台 weldolet承插支管台 sockolet弯头支管台 elbolet斜接支管台 latrolet镶入式支管嘴 sweepolet短管支管台 nipolet支管台,插入式支管台 boss●螺纹支管台Threadolet●弯头支管台elbolet●焊接支管台weldolet;on weld●短管支管台nipolet●承插支管台sockolet●烧焊支管台weldolet●斜接支管台latrolet●承插焊支管台Sockolet●支管台,插入式支管台boss管接头 coupling, full coupling半管接头 half coupling异径管接头 reducing coupling活接头 union内外螺纹缩接(俗称补芯) bushing管帽 cap (C)堵头 plug短节 nipple异径短节 reducing nipple; swage nipple管道英文缩写A Anchor 固定ABS * Absolute 绝对的AISI *American Iron and Steel Institute 美国钢铁学会ANSI * American National Standards Institute 美国国家标准学会API *American Petroleum Institute 美国石油学会APPROX *Approximate 大约,近似的ASB Asbestos 石棉ASME *American Society Of Mechanical Engineers美国机械工程师协会ASSY * Assembly 装配,组装ASTM * American Society Of Testing Material 美国材料实验协会ATM * Atmosphere 大气压AWG * American Wire Gage 美国线规AWS * American Wel**** Society 美国焊接协会AWWA * American Water Works Association 美国水工协会BBB Bolted Bonnet 栓柱连接的阀盖BB By Buyer 买方供货B—B Beveled End—Beveled End 两端为坡口端BC Bolt Circle 螺栓中心圆B。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
直缝钢管生产装备与工艺介绍中英文对照1.直缝管生产主要装备技术简介ERW生产线全线采用PLC自动控制。
开卷机:双锥自动开卷,采用光电对中控制系统,可开卷重20吨;接板机:自动剪切对焊,前后钢卷头尾对接埋弧自动焊;储料坑:采用光电检测系统;成型机:采用目前比较先进的排辊成型方式,接近自然成型,这种成型原理是:当带钢初成型后进入排辊成型,通过大量小直径被动排辊使钢带逐渐形成圆形,这种“自然成型方法”有以下优点:⑴实际成型过程中,带钢边部纵向平整、无波浪、无皱折;⑵在圆周上得到精确的几何形状;⑶三架精成型采用四辊万能机架,便于调整,可得到理想的几何形状;高频发生器:600KW高频发生器由一个PLC控制,具有焊接温度显示自动控制系统,防止火花短路系统,报警系统,即适用于感应焊,也适用于接触焊。
震荡电路有自己的柜体,该柜体积小,便于靠近焊管生产线,使高频发生器输出和感应圈之间的功率损失最小,整机输出功率高;挤压焊接装置:由四辊挤压和焊接顶辊完成,可方便调整挤压力和V型开口角,既能保证适当的挤压力,又能得到一个稳定的烧化和熔解的过程;内毛刺去除装置:由液压控制,稳定可靠,内毛刺剩余高度控制在合同规定的范围;热处理装置:焊缝中频常化热处理机三台(1500KW、美国),加热宽度30mm,加热效率高,保证加热深度渗透全壁厚;同时具有消除焊接残余应力作用;定径矫直机:采用四辊万能机架,经减径整圆,达到理想的外径公差、圆度及直度,兼有降低焊缝残余应力作用;飞切定尺机:采用微机控制的液压加力旋切式(四把园盘切刀)切断方式,无噪音、无铁屑消耗,对焊缝无损伤,定尺精度±3mm;平头倒坡口机:采用先进的液压仿型装置,微机自动控制升降台架、传输、平头、倒坡口。
管端可加工为用户要求的形状,便于用户管端对口接焊。
2.直缝管生产工艺2.1工艺简述准备段:主要包括备卷、开卷、直头整平、剪切对焊、递料、储料、拉出整平、对中、板材电磁超声波探伤等工序。
制管段:予成型、排辊成型、精成型、五辊挤压高频焊接、去除内外毛刺、在线超声波探伤、焊缝热处理、定径、矫直飞切定尺。
精整段:平头倒坡口、水压试验、手动超声波复检、最终检验、标识、包装。
2.2 工艺流程图Steel Pipe Manufacturing Equipmentsand Technology Process1. Line Pipe Main Manufacturing Equipment Technology(ERW) production line adopt PLC automatic control completely.Uncoiler:Double-cone uncoiler, adopting lightandelectricity center control system, can uncoil 20MT weight.Coil butting-welding machine: welding of coil in automatic shears, the former end and the later head is butting- welding by submerged arc welding.Store material spot:adopting light and electrical inspection system.Forming machine: adopting the relatively advanced standing forming way of roller at present. It’s close to natural forming. This kind of forming principle is: After skelp pre-formed and enter standing-roller form, arrange roller make skelp form in the round gradually passively through little diameters. There are following merits in this kind of “natural forming method”⑴In actual forming process ,the transverse edges of coil are smooth without wave ,wrinkly .⑵In circumference to get the accurate geometry.⑶There fine-forming adopt four rollers of omnipotence stand. easy to adjust, can get the ideal geometry form .600KW high frequency generator is controlled by one PLC .There is temperature of welding that shows the automatic control system .It prevents flash short circuit system ,warning system suitable for reaction weld and keeping in touch welding too .Oscillating circuit have own cupboard body with little volume .It’s easy close to welding production line .Making the high frequency generator export the power while enclosing with reaction to lose the minimum .The out put power of the complete machine is high .Extruded welding equipments:It’s finished by four rollers and extruded welding, very convenient to adjust extrusion strength and V type opening’s corner ,can guarantee proper extrusion strength ,also get the course of a steady burning and fusion .The removal equipments of internal flash:The equipment is controlled by the hydraulic pressure , It’s reliable to be steady .Interior burr reinforcement shall be controlled within the range stipulated in the contract .Heat treatment equipments:Three welding seam mid-frequency normalized heat treatment (1500KW, USA). Heating width is 30mm with high efficiency and can penetrate the whole wall thickness .Dispel welding remaining stress function at the same timeSizing and Straightening Machine:Adopting four rollers of omnipotence stand, through reducing diameter and rounded, reach the ideal OD tolerance, roundness and straightness . Reduce the remaining stress function of welding seam too.Flying cut-off disc cutter:Adopt hydraulic pressure thrust augmentation who computer control (four disc cutter) cut off the way without noise and scrapes abrasion and no imperfection in welding seam . sizing precision : ±3mmEnd beveled machine:Adopting advanced hydrostatic pressure imitative device , computer automatically control go up and down table , transmit crew cut , chamfer .In charge ofaccurate from chamfering angle : 30±(0-5)°C . The root face leave :1.6mm ±0.8mm . It’s convenient to user connect and weld.2.Line Pipe Manufacturing Process2.1BriefPreparing Section:Including preparing coil, coil opening, head leveling, shear end welding, feeding material, storing material, pulling-out leveling, strip centering, strip electromagnetic UT detection and so on.Manufacturing Section:Pre-forming, standing-roller forming, fin-pass forming, five-roller extruded high frequency welding, the removal of inside and outside burr, in-line UT detection, welding seam heat treatment, sizing, straightening disc cutting-off.Fin Section:End beveled, hydraulic pressure testing, manual UT re-testing, final inspection, marking, package.2.2 Technological Process双面埋弧焊螺旋钢管生产装备与工艺介绍中英文对照一、钢卷Coil1.外观和尺寸检验Visual & Dimensional Inspection1.1外观检验:钢卷表面应进行外观检验。