荣正-纯奶生产线工艺流程图
乳制品生产工艺流程

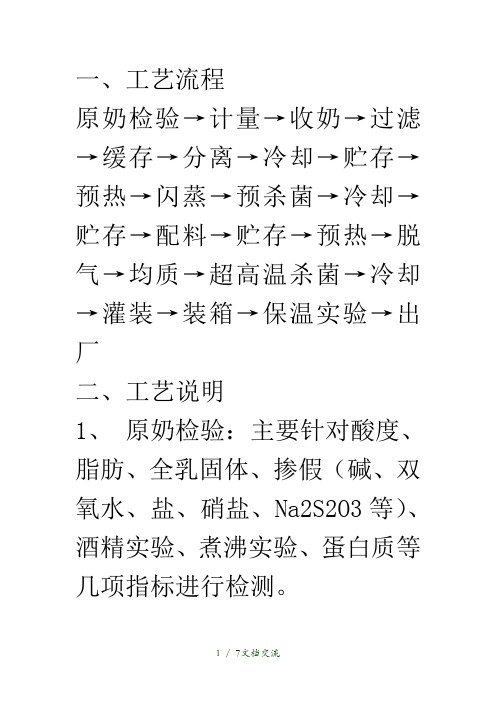
一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假(碱、双氧水、盐、硝盐、Na2S2O3等)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2、计量:主要设备为电子汽车衡。
3、收奶:收奶温度不超过8℃。
4、过滤:利用过滤器进行过滤。
5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间。
6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门(防止漏冰水)。
经过板换将收来的新鲜牛乳降温到5℃以下。
8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产。
如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度。
8、预热:预热温度约为50℃-60℃。
9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动。
10、预杀菌:将牛奶在85℃/15S的条件下进行杀菌。
11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下。
12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下。
尽快用于生产,时间不超过12小时。
13、配料:(1)将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解。
(2)均质:对上述混合均匀的物料进行均质,要求均质压力为180bar(先调二级使压力表指示为30bar,再调一级使压力表指示为 180bar)。
(3)冷却:通过换热器将物料冷却至4℃以下。
(4)混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀。
(5)均匀搅拌后检验配料的各项指标。
14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀。
15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃- 90℃。
纯奶加工流程

纯奶加工流程下载温馨提示:该文档是我店铺精心编制而成,希望大家下载以后,能够帮助大家解决实际的问题。
文档下载后可定制随意修改,请根据实际需要进行相应的调整和使用,谢谢!并且,本店铺为大家提供各种各样类型的实用资料,如教育随笔、日记赏析、句子摘抄、古诗大全、经典美文、话题作文、工作总结、词语解析、文案摘录、其他资料等等,如想了解不同资料格式和写法,敬请关注!Download tips: This document is carefully compiled by theeditor. I hope that after you download them,they can help yousolve practical problems. The document can be customized andmodified after downloading,please adjust and use it according toactual needs, thank you!In addition, our shop provides you with various types ofpractical materials,such as educational essays, diaryappreciation,sentence excerpts,ancient poems,classicarticles,topic composition,work summary,word parsing,copy excerpts,other materials and so on,want to know different data formats andwriting methods,please pay attention!纯奶加工流程1. 原奶验收:对原奶进行感官检查、理化指标检测和微生物检测,确保符合国家标准。
纯牛奶标准操作流程

纯牛奶标准操作流程7.1.1第5步巴杀控制点控制点控制项目设备分类四因素定位工作岗位控制内容PS 部门CCSCP205R0501 巴杀巴氏杀菌机原料巴杀工每次开机前检查压缩空气是否在0.6-0.7MPA。
避免因压缩空气压力影响气动阀灵敏度。
要求生产过程中每30分钟检查一次压缩空气压力。
如果压缩空气压力不正常应及时通知修理工维修。
并将压力记录R205CP表格。
1.0 生产CCS2CP205R0502 巴杀巴氏杀菌机原料巴杀工原酸\原碱浓度影响清洗时稀酸、稀碱的浓度。
每次清洗前与杀菌工核实原碱浓度是否在(30-33%)、原酸浓度是否在(33-37%)。
如果浓度不合格应及时更换或退库。
0.5 生产CCS2CP205R0503 巴杀巴氏杀菌机原料巴杀工每次进料前检查冰水温度是否≤4度、压力是否0.2MPA。
避免因冰水压力和温度不在范围内,影响生产或半成品出料温度。
要求生产过程中每30分钟检查一次冰水的压力和温度。
如果冰水压力、温度不在标参范围内,应通知修理工维修设备。
若生产时出现10分钟内无法调整到正常状态,按停机程序停机。
压力和温度记录R205PC表格。
1.0 生产CCS2CP205R0504 巴杀巴氏杀菌机原料巴杀工每次开机前检查蒸汽压力是否≥0.4MPA。
避免因蒸汽压力波动影响巴杀温度。
要求生产过程中每30分钟检查一次蒸汽压力,如果清洗或生产时蒸汽压力低, 观察巴杀温度,并通知修理工调整,如果10分钟内无法调整到正常状态,按停机程序停机。
压力记录在R205CP表格。
2.0 生产CCS2CP205P0501 巴杀巴氏杀菌机操作巴杀工不按正常程序停机造成原料浪费和设备磨损。
正常生产结束后,应先用自来水将管路里的牛奶和设备内的牛奶顶进缓冲罐后,再按正常程序停机,先将均质机卸压、关闭蒸汽阀,待巴杀温度下降到65℃时,再依次关闭闪蒸的真空泵、冷凝水泵、物料泵、均质机、板换的热水泵及物料泵,最后关闭电源和均质机及所有泵冷却水。
纯牛奶生产工艺流程图和工艺说明

牛奶生产工艺流程图与工艺说明一、牛奶生产工艺流程图二、工艺说明(一)原奶控制系统:1、原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(添加剂、类蛋白质物质、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等指标进行检测。
检验合格的牛奶才能进入生产环节。
2、过滤:原奶经过双联过滤器除去一些较大杂质。
特别是收奶过程中容器内部杂质,不小心掺入的杂质等。
3、冷却:为了防止染菌的目的,除去杂质之后的牛奶,经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下,然后进入生产前贮存的系统。
4、贮存:牛奶在原奶罐中暂存,注意保证原奶罐的周边卫生,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
(二)净乳处理工艺:1、预热:预热温度约为50 ℃-55℃。
采用巴氏杀菌环节的高温奶换热。
2、标准化(净乳环节):用净乳机对原奶进行杂质分离,直到符合要求。
3、浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《纯牛奶半成品质量标准》中的规定,方可进入下一环节进行生产。
4、巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
巴氏杀菌的目的是在保证牛奶品质不受破坏的同时,尽可能达到牛奶灭菌的效果。
由于80℃-90℃达不到将蛋白凝固的效果,所以灭菌时间相对较长。
5、冷却:通过板换用冰水将牛奶冷却至1-8℃。
巴氏杀菌之后需要对奶品进行降温,降温过程与本工段的预热环节采用换热器换热,目的是整个系统的热量尽可能少地损失,达到节省标煤或者天然气的效果。
换热之后,牛奶大约35-40 ℃左右,需要继续用冰水将牛奶的温度降低到1-8℃贮存。
(三)贮存:暂存的牛奶,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官、酸度、酒精实验检测。
(四)UHT加热灭菌:1、预热:超高温杀菌工艺段预热温度为65℃-75℃。
采用UHT灭菌工艺环节的高温牛奶进行换热。
2、真空脱气:在脱气罐中进行,脱去空气、饲料杂味、杂味等。
牛奶工艺流程图

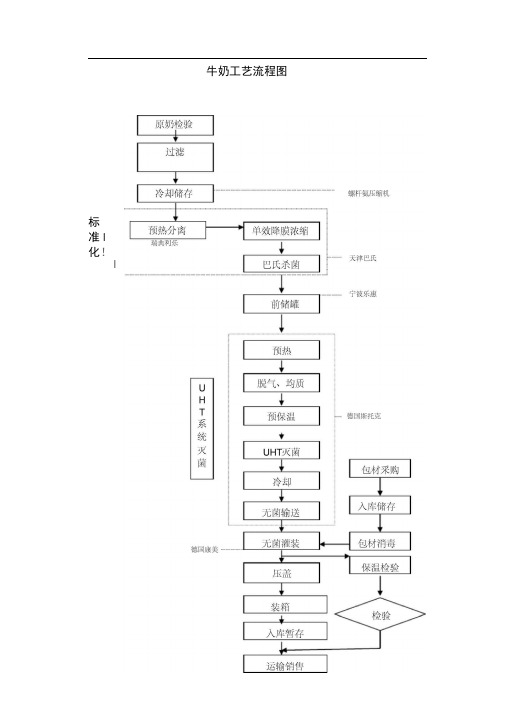
牛奶工艺流程图一、工艺规程收奶系统:(原奶过磅→原奶检验→过滤→冷却)→贮存→标准化系统:(预热→净乳→浓缩→巴氏杀菌→冷却)→贮存→UHT工艺段:(预热→脱气→均质→预保温→UHT灭菌→冷却)→无菌输送→无菌灌装→喷码→装箱→码垛→保温实验→出厂二、工艺说明1、收奶系统:1) 原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2) 过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3) 冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下。
4) 贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1) 预热:预热温度约为50 ℃-55℃。
2) 标准化:用净乳机对原奶进行杂质分离。
3) 浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4) 巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
5) 冷却:通过板换用冰水将牛奶冷却至1-8℃。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、UHT工艺段:1) 预热:超高温杀菌工艺段预热温度为65℃-75℃。
2) 真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3) 均质:均质温度为70-75℃,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4) 预保温:要求90-95 ℃保持60秒,以增加蛋白的稳定性。
5) UHT杀菌:要求137℃-142℃,4秒钟,具体参数要求如下:a、脱气前的温度:70℃-85℃ b、脱气罐压力:-0.3bar- -0.6bar c 、UHT杀菌温度:137℃-142℃保持4s. 6) 冷却:用循环冷却水将牛奶冷却至20℃- 25℃。
企业纯牛奶工艺流程图
牛奶工艺流程图标准I化!I、工艺规程收奶系统:(原奶过磅T原奶检验T过滤T冷却)7贮存T标准化系统:(预热-净乳-浓缩-巴氏杀菌-冷却贮存- UHT工艺段:(预热-脱气-均质-预保温-UHT灭菌-冷却)-无菌输送—无菌灌装—喷码—装箱—码垛—保温实验—出厂二、工艺说明1、收奶系统:1)原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(水、碱、淀粉、盐、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2)过滤:原奶经过双联过滤器除去一些较大杂质。
收完奶后要将过滤器拿下检查并清洗。
3)冷却:经过板换用冰水将收来的新鲜牛乳降温到1-4C以下。
4)贮存:牛奶在原奶罐中暂存,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
2、标准化系统:1)预热:预热温度约为50 C -55 C o2)标准化:用净乳机对原奶进行杂质分离。
3)浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《林甸伊利纯牛奶半成品质量标准》中的规定。
4)巴氏杀菌:要求杀菌条件为80C -90 C, 15秒。
5)冷却:通过板换用冰水将牛奶冷却至1-8 C。
3、贮存:牛奶在奶仓中暂存,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官指标、酸度、酒精实验检测。
4、U HT工艺段:1)预热:超高温杀菌工艺段预热温度为65C -75C o2)真空脱气:在脱气罐中进行,脱去空气、饲料杂味、豆腥味等。
3)均质:均质温度为70-75 C,均质压力为250bar(先调二级压力手柄,调至50bar,再调一级压力手柄,调至250bar)。
4)预保温:要求90-95 C保持60秒,以增加蛋白的稳定性。
5)U HT杀菌:要求137C-142C, 4秒钟,具体参数要求如下:a、脱气前的温度:70 C -85 Cb、脱气罐压力:-0.3bar--0.6barc、UHT杀菌温度:137C-142 °C 保持4s.6)冷却:用循环冷却水将牛奶冷却至20C - 25 C。
乳制品生产工艺流程
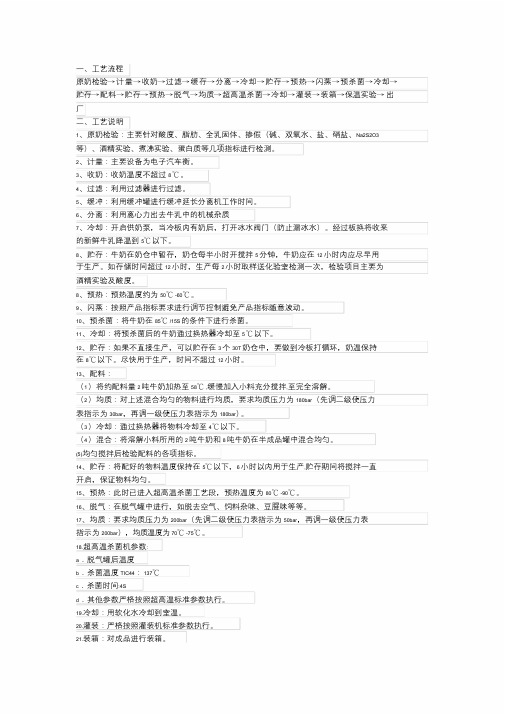
一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假(碱、双氧水、盐、硝盐、Na2S2O3等)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2、计量:主要设备为电子汽车衡。
3、收奶:收奶温度不超过8℃。
4、过滤:利用过滤器进行过滤。
5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间。
6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门(防止漏冰水)。
经过板换将收来的新鲜牛乳降温到5℃以下。
8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产。
如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度。
8、预热:预热温度约为50℃-60℃。
9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动。
10、预杀菌:将牛奶在85℃/15S的条件下进行杀菌。
11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下。
12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下。
尽快用于生产,时间不超过12小时。
13、配料:(1)将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解。
(2)均质:对上述混合均匀的物料进行均质,要求均质压力为180bar(先调二级使压力表指示为30bar,再调一级使压力表指示为 180bar)。
(3)冷却:通过换热器将物料冷却至4℃以下。
(4)混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀。
(5)均匀搅拌后检验配料的各项指标。
14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀。
15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃- 90℃。
液态奶生产工艺流程-推荐优秀PPT

冷却
灌装
二、灌装阶段
(一) 康美包无菌灌装机灌装流程
1 通过压力泵和吸盘将康美包材吸到成形杆处。 2 成形杆将包材撑为方形。 3 对已撑开的包材在活化头处加温至350℃,将包材底部压制 封口。 4 在干燥区用双氧水蒸气对包材进行杀菌。 5 在预热区吹无菌风,将干燥区出来的包材内残留的双氧水 吹干。 6 此后进入灌装头所在区域进行产品灌装。 7 对灌足量的产品通过蒸气喷头进行封口预热、压制、封口, 最后由排包器推出,近入运输轨道,由检验人员检验合格后 进入包装段。
大颗粒。 f 将加工完的配料贮在预混罐中,待抽检合格后与贮奶仓中的
合格鲜奶进行预混。
(二) 后处理阶段
A 将贮奶仓中的鲜奶与预混罐中的配料在中贮罐中混合均匀 后为超高温灭菌机或巴氏杀菌机供料。
B 供料经超高温灭菌或巴氏杀菌后即为半成品,进入灌装阶 段。
预超热高6温5-灭70℃菌均机质内部工预作杀示菌意图 杀菌
液态奶生产工艺流程
工艺流程三阶段
一、预处理阶段 二、灌装段 三、包装段
液态奶工艺流程示意图
奶源
车间称料
抽奶泵
化料净乳机Βιβλιοθήκη 生贮罐 巴杀 贮奶仓过滤 预
胶体磨 处 理 阶
过滤器 段
预混罐
中贮罐
巴杀
超高温灭菌
灌装
灌 装
包装
包 装
一、预处理阶段
(一) 前处理阶段
A 奶源预处理 a 对奶车中的奶源进行检验
B 配料
依据:贮奶仓中鲜奶的理化指标。 a 车间工作人员根据配料所需量进行称量。 b 将称量准确的到入剪切罐中进行化料。 c 用200目的双层滤布对化好的料进行过滤 。 d 过滤后的配料流经胶体磨,将配料中的较大颗粒磨碎,其
纯牛奶生产工艺流程图和工艺说明
牛奶生产工艺流程图与工艺说明一、牛奶生产工艺流程图二、工艺说明(一)原奶控制系统:1、原奶检验:依据《生鲜牛乳》企业标准规定,主要针对感官、酸度、脂肪、全乳固体、掺假(添加剂、类蛋白质物质、亚硝酸盐)、酒精实验、煮沸实验、蛋白质等指标进行检测。
检验合格的牛奶才能进入生产环节。
2、过滤:原奶经过双联过滤器除去一些较大杂质。
特别是收奶过程中容器内部杂质,不小心掺入的杂质等。
3、冷却:为了防止染菌的目的,除去杂质之后的牛奶,经过板换用冰水将收来的新鲜牛乳降温到1-4℃以下,然后进入生产前贮存的系统。
4、贮存:牛奶在原奶罐中暂存,注意保证原奶罐的周边卫生,在24小时内应尽早用于生产,如超过24小时则应进行感官指标、酸度、酒精实验检测。
(二)净乳处理工艺:1、预热:预热温度约为50 ℃-55℃。
采用巴氏杀菌环节的高温奶换热。
2、标准化(净乳环节):用净乳机对原奶进行杂质分离,直到符合要求。
3、浓缩:如果全乳固体低于标准则要对其进行浓缩。
浓缩后纯牛奶全乳固体应符合《纯牛奶半成品质量标准》中的规定,方可进入下一环节进行生产。
4、巴氏杀菌:要求杀菌条件为80℃ -90℃,15秒。
巴氏杀菌的目的是在保证牛奶品质不受破坏的同时,尽可能达到牛奶灭菌的效果。
由于80℃-90℃达不到将蛋白凝固的效果,所以灭菌时间相对较长。
5、冷却:通过板换用冰水将牛奶冷却至1-8℃。
巴氏杀菌之后需要对奶品进行降温,降温过程与本工段的预热环节采用换热器换热,目的是整个系统的热量尽可能少地损失,达到节省标煤或者天然气的效果。
换热之后,牛奶大约35-40 ℃左右,需要继续用冰水将牛奶的温度降低到1-8℃贮存。
(三)贮存:暂存的牛奶,在12小时内应尽早用于生产,如超过12小时则每隔2小时进行感官、酸度、酒精实验检测。
(四)UHT加热灭菌:1、预热:超高温杀菌工艺段预热温度为65℃-75℃。
采用UHT灭菌工艺环节的高温牛奶进行换热。
2、真空脱气:在脱气罐中进行,脱去空气、饲料杂味、杂味等。
乳制品生产工艺流程(干货分享)
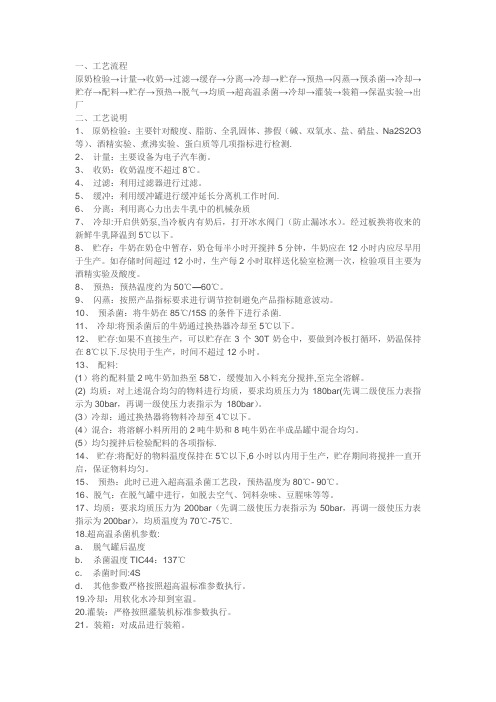
一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假(碱、双氧水、盐、硝盐、Na2S2O3等)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2、计量:主要设备为电子汽车衡。
3、收奶:收奶温度不超过8℃。
4、过滤:利用过滤器进行过滤。
5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间。
6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门(防止漏冰水)。
经过板换将收来的新鲜牛乳降温到5℃以下。
8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产。
如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度。
8、预热:预热温度约为50℃-60℃。
9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动。
10、预杀菌:将牛奶在85℃/15S 的条件下进行杀菌。
11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下。
12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下。
尽快用于生产,时间不超过12小时。
13、配料:(1)将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解。
(2)均质:对上述混合均匀的物料进行均质,要求均质压力为180bar(先调二级使压力表指示为30bar,再调一级使压力表指示为 180bar)。
(3)冷却:通过换热器将物料冷却至4℃以下。
(4)混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀。
(5)均匀搅拌后检验配料的各项指标。
14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀。
15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃- 90℃。
乳制品生产工艺流程
一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假(碱、双氧水、盐、硝盐、Na2S2O3等)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2、计量:主要设备为电子汽车衡。
3、收奶:收奶温度不超过8℃。
4、过滤:利用过滤器进行过滤。
5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间。
6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门(防止漏冰水)。
经过板换将收来的新鲜牛乳降温到5℃以下。
8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产。
如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度。
8、预热:预热温度约为50℃-60℃。
9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动。
10、预杀菌:将牛奶在85℃/15S的条件下进行杀菌。
11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下。
12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下。
尽快用于生产,时间不超过12小时。
13、配料:(1)将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解。
(2)均质:对上述混合均匀的物料进行均质,要求均质压力为180bar(先调二级使压力表指示为30bar,再调一级使压力表指示为 180bar)。
(3)冷却:通过换热器将物料冷却至4℃以下。
(4)混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀。
(5)均匀搅拌后检验配料的各项指标。
14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀。
15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃- 90℃。
乳制品生产工艺流程
一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假(碱、双氧水、盐、硝盐、Na2S2O3 等)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2、计量:主要设备为电子汽车衡。
3、收奶:收奶温度不超过8℃。
4、过滤:利用过滤器进行过滤。
5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间。
6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门(防止漏冰水)。
经过板换将收来的新鲜牛乳降温到5℃以下。
8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产。
如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度。
8、预热:预热温度约为50℃-60℃。
9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动。
10、预杀菌:将牛奶在85℃/15S的条件下进行杀菌。
11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下。
12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下。
尽快用于生产,时间不超过12小时。
13、配料:(1)将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解。
(2)均质:对上述混合均匀的物料进行均质,要求均质压力为180bar(先调二级使压力表指示为30bar,再调一级使压力表指示为180bar)。
(3)冷却:通过换热器将物料冷却至4℃以下。
(4)混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀。
(5)均匀搅拌后检验配料的各项指标。
14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀。
15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃-90℃。
乳制品生产工艺流程
一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假(碱、双氧水、盐、硝盐、Na2S2O3等)、酒精实验、煮沸实验、蛋白质等几项指标进行检测.2、计量:主要设备为电子汽车衡。
3、收奶:收奶温度不超过8℃。
4、过滤:利用过滤器进行过滤。
5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间.6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门(防止漏冰水)。
经过板换将收来的新鲜牛乳降温到5℃以下。
8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产。
如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度。
8、预热:预热温度约为50℃—60℃。
9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动。
10、预杀菌:将牛奶在85℃/15S的条件下进行杀菌.11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下。
12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下.尽快用于生产,时间不超过12小时。
13、配料:(1)将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解。
(2) 均质:对上述混合均匀的物料进行均质,要求均质压力为180bar(先调二级使压力表指示为30bar,再调一级使压力表指示为180bar)。
(3)冷却:通过换热器将物料冷却至4℃以下。
(4)混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀。
(5)均匀搅拌后检验配料的各项指标.14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀。
15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃- 90℃。
乳制品生产工艺流程
一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假(碱、双氧水、盐、硝盐、Na2S2O3等)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2、计量:主要设备为电子汽车衡。
3、收奶:收奶温度不超过8℃。
4、过滤:利用过滤器进行过滤。
5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间。
6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门(防止漏冰水)。
经过板换将收来的新鲜牛乳降温到5℃以下。
8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产。
如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度。
8、预热:预热温度约为50℃-60℃。
9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动。
10、预杀菌:将牛奶在85℃/15S的条件下进行杀菌。
11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下。
12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下。
尽快用于生产,时间不超过12小时。
13、配料:(1)将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解。
(2)均质:对上述混合均匀的物料进行均质,要求均质压力为180bar(先调二级使压力表指示为30bar,再调一级使压力表指示为 180bar)。
(3)冷却:通过换热器将物料冷却至4℃以下。
(4)混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀。
(5)均匀搅拌后检验配料的各项指标。
14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀。
15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃- 90℃。
乳制品生产工艺流程
一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假(碱、双氧水、盐、硝盐、Na2S2O3等)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2、计量:主要设备为电子汽车衡。
3、收奶:收奶温度不超过8℃。
4、过滤:利用过滤器进行过滤。
5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间。
6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门(防止漏冰水)。
经过板换将收来的新鲜牛乳降温到5℃以下。
8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产。
如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度。
8、预热:预热温度约为50℃-60℃。
9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动。
10、预杀菌:将牛奶在85℃/15S的条件下进行杀菌。
11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下。
12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下。
尽快用于生产,时间不超过12小时。
13、配料:(1)将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解。
(2)均质:对上述混合均匀的物料进行均质,要求均质压力为180bar(先调二级使压力表指示为30bar,再调一级使压力表指示为 180bar)。
(3)冷却:通过换热器将物料冷却至4℃以下。
(4)混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀。
(5)均匀搅拌后检验配料的各项指标。
14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀。
15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃- 90℃。
乳制品生产工艺流程
一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假(碱、双氧水、盐、硝盐、Na2S2O3等)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2、计量:主要设备为电子汽车衡。
3、收奶:收奶温度不超过8℃。
4、过滤:利用过滤器进行过滤。
5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间。
6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门(防止漏冰水)。
经过板换将收来的新鲜牛乳降温到5℃以下。
8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产。
如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度。
8、预热:预热温度约为50℃-60℃。
9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动。
10、预杀菌:将牛奶在85℃/15S的条件下进行杀菌。
11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下。
12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下。
尽快用于生产,时间不超过12小时。
13、配料:(1)将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解。
(2)均质:对上述混合均匀的物料进行均质,要求均质压力为180bar(先调二级使压力表指示为30bar,再调一级使压力表指示为 180bar)。
(3)冷却:通过换热器将物料冷却至4℃以下。
(4)混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀。
(5)均匀搅拌后检验配料的各项指标。
14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀。
15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃- 90℃。
乳制品生产工艺流程
一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假(碱、双氧水、盐、硝盐、Na2S2O3等)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2、计量:主要设备为电子汽车衡。
3、收奶:收奶温度不超过8℃。
4、过滤:利用过滤器进行过滤。
5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间。
6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门(防止漏冰水)。
经过板换将收来的新鲜牛乳降温到5℃以下。
8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产。
如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度。
8、预热:预热温度约为50℃-60℃。
9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动。
10、预杀菌:将牛奶在85℃/15S的条件下进行杀菌。
11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下。
12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下。
尽快用于生产,时间不超过12小时。
13、配料:(1)将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解。
(2)均质:对上述混合均匀的物料进行均质,要求均质压力为180bar(先调二级使压力表指示为30bar,再调一级使压力表指示为 180bar)。
(3)冷却:通过换热器将物料冷却至4℃以下。
(4)混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀。
(5)均匀搅拌后检验配料的各项指标。
14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀。
15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃- 90℃。
乳制品生产工艺流程

一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假(碱、双氧水、盐、硝盐、Na2S2O3等)、酒精实验、煮沸实验、蛋白质等几项指标进行检测。
2、计量:主要设备为电子汽车衡.3、收奶:收奶温度不超过8℃。
4、过滤:利用过滤器进行过滤。
5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间。
6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门(防止漏冰水).经过板换将收来的新鲜牛乳降温到5℃以下。
8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产。
如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度。
8、预热:预热温度约为50℃—60℃。
9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动。
10、预杀菌:将牛奶在85℃/15S的条件下进行杀菌.11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下。
12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下。
尽快用于生产,时间不超过12小时。
13、配料:(1)将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解。
(2)均质:对上述混合均匀的物料进行均质,要求均质压力为180bar(先调二级使压力表指示为30bar,再调一级使压力表指示为180bar)。
(3)冷却:通过换热器将物料冷却至4℃以下。
(4)混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀.(5)均匀搅拌后检验配料的各项指标。
14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀.15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃— 90℃。
乳制品生产工艺流程
一、工艺流程原奶检验→计量→收奶→过滤→缓存→分离→冷却→贮存→预热→闪蒸→预杀菌→冷却→贮存→配料→贮存→预热→脱气→均质→超高温杀菌→冷却→灌装→装箱→保温实验→出厂二、工艺说明1、原奶检验:主要针对酸度、脂肪、全乳固体、掺假碱、双氧水、盐、硝盐、Na2S2O3等、酒精实验、煮沸实验、蛋白质等几项指标进行检测;2、计量:主要设备为电子汽车衡;3、收奶:收奶温度不超过8℃;4、过滤:利用过滤器进行过滤;5、缓冲:利用缓冲罐进行缓冲延长分离机工作时间;6、分离:利用离心力出去牛乳中的机械杂质7、冷却:开启供奶泵,当冷板内有奶后,打开冰水阀门防止漏冰水;经过板换将收来的新鲜牛乳降温到5℃以下;8、贮存:牛奶在奶仓中暂存,奶仓每半小时开搅拌5分钟,牛奶应在12小时内应尽早用于生产;如存储时间超过12小时,生产每2小时取样送化验室检测一次,检验项目主要为酒精实验及酸度;8、预热:预热温度约为50℃-60℃;9、闪蒸:按照产品指标要求进行调节控制避免产品指标随意波动;10、预杀菌:将牛奶在85℃/15S的条件下进行杀菌;11、冷却:将预杀菌后的牛奶通过换热器冷却至5℃以下;12、贮存:如果不直接生产,可以贮存在3个30T奶仓中,要做到冷板打循环,奶温保持在8℃以下;尽快用于生产,时间不超过12小时;13、配料:1将约配料量2吨牛奶加热至58℃,缓慢加入小料充分搅拌,至完全溶解;2均质:对上述混合均匀的物料进行均质,要求均质压力为180bar先调二级使压力表指示为30bar,再调一级使压力表指示为180bar;3冷却:通过换热器将物料冷却至4℃以下;4混合:将溶解小料所用的2吨牛奶和8吨牛奶在半成品罐中混合均匀;5均匀搅拌后检验配料的各项指标;14、贮存:将配好的物料温度保持在5℃以下,6小时以内用于生产,贮存期间将搅拌一直开启,保证物料均匀;15、预热:此时已进入超高温杀菌工艺段,预热温度为80℃-90℃;16、脱气:在脱气罐中进行,如脱去空气、饲料杂味、豆腥味等等;17、均质:要求均质压力为200bar先调二级使压力表指示为50bar,再调一级使压力表指示为200bar,均质温度为70℃-75℃;18.超高温杀菌机参数:a.脱气罐后温度b.杀菌温度TIC44:137℃c.杀菌时间:4Sd.其他参数严格按照超高温标准参数执行;19.冷却:用软化水冷却到室温;20.灌装:严格按照灌装机标准参数执行;21.装箱:对成品进行装箱;22.保温实验:生产中按相关的规定取样并做保温实验;保温温度30℃—35℃,利乐枕产品保温4天,泉林枕保温7天;23.出厂:保温实验检测合格后,产品方可投放市场;。