电火花取断丝锥机 PPT资料共22页
电火花数控线切割加工机床PPT课件

电 产
极 生
大量的热,使工件表面的金属局部熔化甚至汽化,再加
上工作液体介质的冲洗作用,使得金属被蚀除下来。这
就是电火花线切割金属的加工原理。工件放在机床坐标
工作台上,按数控装置或微机程序控制下的预定轨迹进
行运动,最后得到所需要形状的工件。由于储丝筒带动
电极丝作正、反向交替的高速运动,所以电极丝基本上
第15页/共91页
五、影响线切割加工的工艺因素(1)
• 线切割加工的主要工艺指标(ቤተ መጻሕፍቲ ባይዱ):
• 切割速度υ 是指在保持一定的表面粗糙度的情况下,单位时间内电极 丝中心线在工件上切过的面积总和,单位为㎜2/min。最高切割速度 υmax是 指 在 不 计 切 割 方 向 和 表 面 粗 糙 度 等 条 件 下 , 所 能 达 到 的 切 割 速 度。通常高速走丝线切割速度为40~80㎜2/min,它与加工电流大小 有关,为比较不同输出电流脉冲电源的切割效果,将每安培电流的切 割速度称为切割效率,一般切割效率为20㎜2/(min·A)。
• 电火花线切割加工设备主要由程序输入输出设 备、数控装置、储丝走丝部件、纵横向进给机 构、工作液循环系统、脉冲电源等部分构成。 线切割机床采用钼丝或硬性黄铜丝作为电极丝。 被切割的工件为工件电极,连续移动的电极丝 为工具电极。线电极与脉冲电源的负极相接, 工件与电源的正极相接。
第4页/共91页
一、线切割加工原理(3)
第13页/共91页
三、线切割加工的分类(4)
• 根据电极丝的运行速度的不同,电火花切割机床又分为两大类: • 高速走丝机床 这类机床的电极丝作高速往复运动,一般走丝速度为8~10m/s,这是我国生产和使用 的主要机种,也是我国独创的电火花线切割加工模式。 • 低速走丝机床 这类机床的电极丝作低速单向运动,一般走丝速度低于0.2 m/s,这是国外生产和使用 的主要机种。
电火花加工技术ppt课件

电火花
石油工业训练中心
1.在加工中,利用丝的单向移动切割工件 2.电极丝的运行速度不到0.2m/s 3.所采用的工作液大多为去离子水,一般为浸泡式供液 4.机床结构复杂,价格昂贵,加工精度高
电火花线切割 4.3.3 低速走丝线切割工件
石油工业训练中心
上下异型件
配合件
石油工业训练中心
电火花线切割
电火花线切割原理 1-绝缘底板 2-工件 3-脉冲电源 4-钼丝 5-导向轮 6-支架 7-丝筒
电火花线切割 4.2.2 高速走丝线切割
石油工业训练中心
电火花线切割 4.2.3 工件形成运动形式
石油工业训练中心
电火花线切割 4.2.4 高速走丝线切割特点
石油工业训练中心
1.贮丝筒使电极丝作正反向交替移动; 2.移动速度可达8~10米/秒; 3.采用线切割专用乳化液,冲洗式供液; 4.机床结构简单,价格低廉,加工精度较好;
计数 加工 方向 指令
N 序号
G
准备 功能
X
X坐 标值
YZF
Y坐 Z坐 进给 标值 标值 速度
;
分段 号
电火花线切割编程 5.2 CAXA软件
石油工业训练中心
电火花线切割编程
5.3 设计图形
请问一下图形有何特点?
石油工业训练中心
首尾相连的线 没有交点 没有断点 没有重合线
电火花线切割编程 5.4 电火花线切割作品
石油工业训练中心
电火花原理
2.1 电火花原理
工具 工具 正极
工件 负极 工件
电
压 根据公式
E=u/d
时间
4数控电火花快走丝线切割的基础知识-PPT精选文档
b 加工控制
——在加工过程中对伺服进给、短路回退、 间隙补偿、自适应控制、自动找中心、 电源装置、走丝机构、工作液系统等进 行控制。 间隙补偿:加工凸模时,电极丝中心轨 迹应向原图形之外偏移进行间隙补偿, 以补偿放电间隙和电极丝半径;加工凹 模时,电极丝中心轨迹应向原图形之内 偏移进行间隙补偿。 自动找中心:使孔中的电极丝自动找正 后,停止在孔中心处。
电极丝的 运行速度 电火花快走丝线切割:高速往复运动,8-12m/s 电火花慢走丝线切割:低速单向运动,0.2m/s
3
1高速与低速走丝电火花线切割机床的主要区别
4
图5-1 电火花线切割原理
储丝筒使钼丝作 正方向交替移动。
脉冲电源供给 加工能量。
工作台在水平面两个坐标方向各 自按预定的控制程序,根据火花间 隙状态作伺服进给运动,合成各种 曲线轨迹,把工件切割成形。
3 电火花线切割机床的基本结构
12
3 电火花线切割机床的基本结构
⑤数控装置其控制电极
丝相对于工件按一定轨 迹运动的同时,还实现 进给速度的自动控制, 以维持正常的稳定的切 割加工。 →轨迹控制 →加工控制
13
a 轨迹控制
——精确控制电极丝相对工件的运动轨迹, 以获得所需的形状和尺寸。 高速走丝线切割机床:较简单的步进电 机开环系统。 低速走丝线切割机床:伺服电机+码盘 的半闭环系统。 少量超精密线切割机床:伺服电机+磁 尺/光栅的全闭环系统。
19
3.放电间隙与放电通道 4.电蚀 电蚀产物 加工屑 金属转移 5.开路电压、放电电压、加工电压、击穿电压 6.短路峰值电流、短路电流、加工电流 7.电参数、电规准火花放电 8.开路脉冲、工作脉冲、短路脉冲 脉冲前沿、脉冲后沿
便携式电火花取断丝锥机
便携式电火花取断丝锥机合格证(本机床经检验格合格,准予出厂)出厂编号:检验工号:日期:苏州中航长风数控科技有限公司EDM-VLA便携式电火花取断丝锥机使用说明书苏州中航长风数控科技有限公司主要用途●用于粉碎(去除)断裂在金属材料孔中的丝锥、钻头,又不损坏工件。
●可在合金钢、淬火钢、硬质合金钢等难加工材料上穿孔、扩孔。
●能加工出与电极形状相吻合的孔、槽。
●可在轧辊上刻字、打标记。
技术参数电源单相200V 50Hz(60Hz)输入功率400W工作电流3-5A主轴机动行程60mm机头手动最大行程150mm电极直径Φ0.6-6mm工作液煤油重量机身+电气箱=25Kg工作系统:本机采用先进的控制电路,实现进给、回退自动完成。
由可逆电机带动丝杆,使装在钻夹头的电极棒(负极)作上下移动。
当电极徐徐下降,接触工件,即进行脉冲电火花加工。
靠电磁震动头帮助排屑,确保工作效率。
底座采用强力电磁吸盘,便于固定,使工作更可靠。
加工参数:(仅供参考)使用方法:●本机采用正极加工方法(即电极为负极,工件为正极)。
正极电线的一连接电气箱背面“JS+”,另一端鳄鱼夹子夹住工作。
●电源开关揿入“ON”位置,即电气箱接通220V,电源灯亮,打开电磁开关,电磁吸盘通电,产生磁力。
可将机身与支撑件固定。
●“加工”开关掀入“放电”位置,电极具备放电功能,掀入“停”位置,电极消失放电功能。
●目测电极对需要加工位置后,掀入“加工”开关“ON”位置及电机开关掀入“进”位置,电极作进给运动,接触工件即开始脉冲放电加工。
●进退开关掀入中间“停”位置,电极停止运动。
●进退开关掀入“退”位置,电极作退回运动。
●电流表显示加工电流值。
使用须知:火花穿孔工作时,操作者不得离开现场,不得用手同事接触电极和工件,以免触电。
●在通风处安装工作,如环境温度高时,应增加降温通风防火措施。
●电极轴线应与加工孔德轴线平行,工作时要吸住,工件要夹固可靠。
●工作液为煤油,采用煤油时(闪点70℃以上)煤油面要高出工作表面20mm以上,以防煤油面过低,加工时起火。
丝锥基础知识ppt课件

*
丝锥的容屑槽 容屑槽
难于充分确保容屑槽 ・切屑的排出不良引起崩刃、折损 ・切削油的浸透不畅引起 熔着、磨耗
丝锥外径
底孔
*
熔着的原因
被切削材、切削油
摩擦热过大
熔着
调整丝锥型号、表面处理、切削油
*
啃削、咬削的原因
丝锥型号不适当 切削部位长度等 熔着 (例 S15C,SUS304 ,铝) 表面处理,丝锥诸角度不适当 切削油、注油方法 切屑堵塞(加工深度)
W系
Mo系
分类
*
丝锥材质及寿命
*
高 硬 度⇒耐磨耗⇒长寿命化
低摩擦系数⇒发热小⇒防止熔着 ⇒高速切削
丝锥的表面処理
水性化、干式加工化对策
*
目的是提高工具性能 ☆耐磨耗性 →提高表面硬度防止磨耗 ☆抗熔着性 →防止被削材的熔着、烧伤 ☆降低摩擦系数 →降低被削材的摩擦热
攻丝深度
15mm附近急激增大
切削扭力
*
攻丝长度及耐久性
丝锥 :TIN-NRT 尺寸 :M3X0.5 被切削材 :SPCC
切削油 :无 底孔直径 :φ2.75 切削速度 :10m/min 机床 :立型M/C
1
1.6
2
3
攻丝长度 (mm)
80,000
60,000
40,000
*
内螺纹的【啃削】
什么状況下?
改善・对策は?
○提高切削性能 ○降低摩擦系数・热 ○表面処理的活用 ○提高切屑排出性能 etc
○重选切削油 ○修正切削油的注油方法 ○修正底孔直径 ○修正进给机能 etc
*
孔扩大的原因
切屑堵塞 丝锥、底孔直径大、底孔深度大、切削油 熔着 表面处理、反熔着性高的切削油、前角 切削条件・使用方法的不适当 跳动、进给速度、马力 丝锥的选定不合适 恰当的精度 丝锥的再研磨不恰当
【精品】电火花机床教学课件

电火花加工机床工作原理及必备条件一、工作原理电火花加工的原理是基于工具和工件(正、负电极)之间脉冲性火花放电时的电腐蚀现象来蚀除多余的金属,以达到对零件的尺寸、形状及表面质量预定的加工要求。
如图7-1所示。
放电加工是通过电极和工件之间产生火花放电击穿放电介质,腐蚀掉工件上离电极最近的部分形成电腐蚀小坑,如图7-2所示,(a)为单脉冲放电加工后的局部放大图;(b)为多次脉冲放电加工后的局部放大图。
二、必备条件:实践经验表明,要把火花放电转化为有用的加工技术,必须满足以下条件:1、使工具电极和工件被加工表面之间经常保持一定的放电间隙这一间隙随加工条件而定,通常约为几微米至几百微米。
为此,在电火花加工过程中必须具有工具电极的自动进给和调节装置。
2、电火花加工必须采用脉冲电源脉冲电源使火花放电为瞬时的脉冲性放电,并在放电延续一段时间后,停歇一段时间(放电延续时间一般为0.0001~1μs)。
3、使火花放电在有一定绝缘性能的液体介质中进行电火花加工机床的基本组成数控电火花成型加工机床由于功能的差异,导致在布局和外观上有很大的不同,但其基本组成是一样的,都由脉冲电源、数控装置、工作液循环系统、伺服进给系统、基础部件等组成,如图7-3所示。
主轴头:主轴头是电火花成型加工机床的一个关键部件,由伺服进给机构、导向和防扭机构、辅助机构三部分组成,控制工件与工具电极之间的放电间隙。
一、对主轴头的要求主轴头的好坏直接影响加工的工艺指标,因此主轴头应具备以下条件:1、有一定的轴向和侧向刚度及精度;2、有足够的进给和回升速度;3、主轴运动的直线性和防扭转性能好;4、灵敏度要高,无爬行现象;5、不同的机床要具备合理的承载电极的能力。
二、主轴头运动控制方式1、电液伺服进给2、步进电机伺服进给3、直(交)流伺服进给进给装置:火花放电加工是一种无切削力不接触的加工手段,要保证加工继续,就必须始终保持一定的放电间隙S。
这个间隙必须在一定的范围内,间隙过大就不能击穿放电介质,过小则容易短路。
NH-206便携式电火花取断丝锥、断钻头机介绍
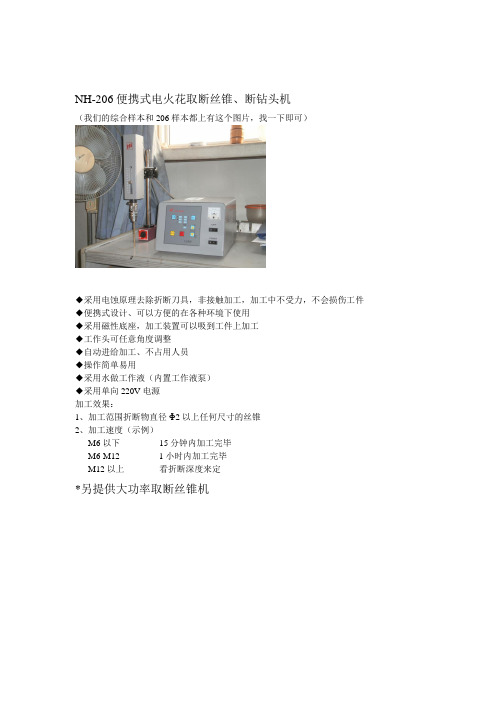
NH-206便携式电火花取断丝锥、断钻头机
(我们的综合样本和206样本都上有这个图片,找一下即可)
◆采用电蚀原理去除折断刀具,非接触加工,加工中不受力,不会损伤工件◆便携式设计、可以方便的在各种环境下使用
◆采用磁性底座,加工装置可以吸到工件上加工
◆工作头可任意角度调整
◆自动进给加工、不占用人员
◆操作简单易用
◆采用水做工作液(内置工作液泵)
◆采用单向220V电源
加工效果:
1、加工范围折断物直径Φ2以上任何尺寸的丝锥
2、加工速度(示例)
M6以下15分钟内加工完毕
M6-M12 1小时内加工完毕
M12以上看折断深度来定
*另提供大功率取断丝锥机。
断入工件丝锥钻头的电火花加工
任 务 一了解自己与人交往的现 状
• 2. 环 境 因 素 • 当代大学生生活在一个社会转型的时代环境里,在中学
阶 段 , 由 于 一 切为 了 应 试 ,学 生 、 家 长 、 教 师 、 学 校 都 要 追 求 高 分 数 。 只 要 分 数 上 去 , 其 他 都 不 顾 及 ,没 有 认 识 到 沟通的重要性,更缺乏沟通能力的训练。进入大学以后, 部分大学生忙于钻研专业课和技术训练,只关心个人成 绩 , 部 分 学 生 则 忙 于 社 会 活 动 ,同 学 之 间 缺 乏 互 相 关 心 。 因 此 , 沟 通 是 在 很 有 限 的 条 件 下 进 行 的 ,沟 通 能 力 的 训 练 明显不足。
• 二 、大 学 生 人 际 关 系 现 状
• 大学生人际关系中的困惑和不适集中表现为以下几个 方面:
• 1. 交 不 到 知 心 朋 友 • 一些学生能够与老师和同学进行正常交往,甚至人际关
系 还 相 当 不 错 ,但 是 总 感 觉 缺 乏 能 互 吐 衷 肠 的 知 心 朋 友 , 有一种心灵的孤独。 • 2. 与 个 别 人 难 以 相 处 • 一些学生能够与多数人保持良好的关系,但与个别人交 往 不 良 。 因 此 ,常 会 影 响 情 绪 ,如 鲠 在 喉 。
于 交 往 能 力 有 限 ,或者有个性缺陷、交往心理障碍等原因,致使 因无法与人正常交往而倍感苦恼。
上一页 下一页 返回
任 务 一了解自己与人交往的现 状
• 5.惧怕与他人交往 • 一些学生避免与人接触,不得不交往时则紧张、恐怖、心跳加快、面
红耳赤,难以自制,总是处于焦虑状态。他们害怕自己成了别人注意 的中心,害怕自己在别人面前出洋相,害怕被别人观察。总担心自己 会出现错误而被别人嘲笑,总处于一种莫名的心里压力之下。与人交 往,甚至在公共场所出现,对他们来说都是一件极其恐怖的任务。这 叫做社交恐惧症,是一种心理障碍,会严重影响生活、学习和今后的 工作。
《电火花线切割》PPT课件 (2)
工作液应具备的性能:
❖ 1、具有一定的绝缘性能。 ❖ 2、具有良好的洗涤性能。 ❖ 3、具有良好的冷却性能。 ❖ 4、对环境无污染、对人体无害。 ❖ 5、其它:配置方便、寿命长。
四、常用夹具及工件的正确装夹方法:
支撑装夹方法
❖ 1、悬臂支撑方式
❖
悬臂支撑通用性强,装夹方便,但由于工件单端压
紧,另一端悬空,工件底面不易与工作台平行,易出现
2、坐标工作台:
❖ 一般都采用十字滑板、滚动导轨、丝杠传 动副将电机的旋转运动变为工作台的直线 运动。
❖ 为了保证机床的精度,对导轨的精度、刚 度、耐磨性有较高的要求。
❖ 为了保证工作台的定位精度和灵敏性,传 动丝杠和螺母之间必须消除间隙。(后图)
3、走丝机构
❖ 作用:使电极丝以一定的速度运动并保持 一定的张力。
❖ 随着走丝速度的提高,在一定范围内,加工 速度会提高。(原因)但走丝速度不能过高 (原因)
❖ 对于低速走丝线切割机床:
❖ 电极丝的材料、直径有较大的选择范围。
❖ 镀锌黄铜丝.
❖ 钼丝、钨丝.
❖ 由于电极丝张力均匀、震动较小,所以加工 稳定性好、表面粗糙度、加工精度指标等均 好。
❖ 2、工件厚度及材料对工艺指标的影响: ❖ 工件薄时: ❖ 工件厚时: ❖ 不同工件材料:
低速走丝线切割加工的脉冲电源:
❖ 低速走丝线切割加工的特殊性: ❖ 丝速低,电蚀产物的排屑效果差; ❖ 设备昂贵,必须有较高的生产率; ❖ 线电极材料:镀锌黄铜丝 ❖ (当火花放电时瞬时高温时低熔点的锌迅
速熔化、气化式的、尽可能多的把工件上 熔融的金属液体抛入工作液中)
❖ 对脉冲电源的要求:
❖ 较大的峰值电流,一般为100~500A,脉 宽极短(0.1~1μs)。(否则电极丝容易 烧断)
数控电火花快走丝线切割原理概述PPT(24张)
2
1 电火花线切割的基本原理
是利用移动的细金属丝(铜丝或钼丝) 作为工具(接高频脉冲电源的负极),对 工件(接高频脉冲电源的正极)进行脉冲 火花放电、切割成形。
12
3 电火花线切割机床的基本结构
⑤数控装置其控制电极 丝相对于工件按一定轨 迹运动的同时,还实现 进给速度的自动控制, 以维持正常的稳定的切 割加工。 →轨迹控制 →加工控制
13
a 轨迹控制
——精确控制电极丝相对工件的运动轨迹, 以获得所需的形状和尺寸。
高速走丝线切割机床:较简单的步进电 机开环系统。
5
图 电火花线切割生产应用
6
2 电火花线切割的工艺特点
——金属材料的硬度和韧性不影响加工速度。 对非金属材料的加工也正在研究中。
①不像电火花成形加工那样制造特定形状的工具 电
极,而是采用直径不等的细金属丝作工具电极, 因
此切割用的刀具简单,大大降低生产准备工时。
②利用计算机辅助制图自动编程软件,可方便地 加
自动找中心:使孔中的电极丝自动找正 后,停止在孔中心处。
Байду номын сангаас16
b 加工控制
——在加工过程中对伺服进给、短路回退、 间隙补偿、自适应控制、自动找中心、 电源装置、走丝机构、工作液系统等进 行控制。
自适应控制:在工件厚度变化的场合, 改变规准之后,能自动改变预置进给速 度或电参数(包括加工电流、脉冲宽度、 间隔等),不用人工调节就能进行高效 率、高精度的加工。
低速走丝线切割机床:伺服电机+码盘 的半闭环系统。