1100轧机技术设计说明书
1100HC六辊可逆式冷轧机的设计-文献综述

附录2 文献综述一、课题的国内外现状HC 轧机全名为HITACHI HIGH CROWNCONT ROLMILL,即日立中心高性能轧辊凸度控制轧机。
该机型是日立公司于1972 年研究开发的轧机,两年后正式投入工业化应用。
它具有普通四辊冷轧机不能达到的性能和优点,首先在日本得到推广使用,继而受到全世界的瞩目,广泛用于热轧和冷轧生产中的单机可逆轧机、连轧机和平整机。
其主要结构特点是:在支撑辊和工作辊之间加入一对能够沿着轧辊轴向相对移动的中间辊,通过中间辊的相对移动来改变轧制压力在带钢方向上的分布,加上工作辊的正负弯辊作用,对改善带钢板形起到了明显的效果。
在国外,除日本各大钢铁公司普遍采用HC轧机机型外,美国、德国、加拿大、瑞典、巴西、墨西哥、韩国等国家均从日本引进了该轧机。
在国内,武汉钢铁公司为生产镀锡板基板,1987年首先引进1250HC六辊轧机,之后上海宝钢、辽宁鞍钢等国内各大钢铁公司先后引进了这种轧机机型。
在引进设备的同时,国内相关单位也开始跟踪并开发国产的HC六辊轧机。
国产大型六辊轧机已成功地用于工业生产,而且主要的技术水平和功能已达到国外同类设备水平。
但是,六辊轧机种工作辊弯辊、中间辊横移、中间辊弯辊三种方式与带材板型的检测、控制相结合,实施有效的闭环控制,目前国内虽然在这方面也取得了不少成绩,但在精确度和稳定性方面仍然需要花大力气研究。
二、现有的主要研究成果随着科学技术的不断进步,日本最近几年又在HC轧机的结构上进行了改进,推出了一些新型的HC轧机。
例如,HCMW 轧机是综合HC轧机和HCM轧机的优点,其特点是中间辊和工作辊都能轴向移动。
在国内,HC轧机方面的研究也取得了很多可喜的成绩:降低轧辊表面缺陷的措施,预防轧辊剥落的措施,预防轧辊断裂的措施。
近几年来,随着控制理论的发展,人们不断把一些新型控制方法引入板形自动控制系统中,以弥补PID控制中很难满足高精度控制要求的不足,比如基于动态负荷分配的板形控制方法。
1100轧机技术设计说明书
天津市富仁板带有限公司1100mm六辊可逆冷轧机技术设计说明书编制:(机械)___________(液压)___________(电控)___________审查:(机械)___________(液压)___________(电控)___________西安重型机械研究所2006年4月5日1100mm六辊可逆冷轧机技术设计说明书一、设计依据本轧机成套设计是依据天津市富仁板带有限公司与西安重型机械研究所、西安凯瑞机电设备有限责任公司签订的1100mm六辊可逆冷轧机技术附件进行设计的。
二、机组主要技术参数1.1 来料规格材质:酸洗热轧带卷Q195、Q215、08Al、20、Q235、低合金钢等机械性能:最大屈服极限σs≤360N/mm2厚度:1.2~ 4.0 mm宽度:650~1015 mm卷内径:Φ510mm卷外径:Φ900-Φ1850 mm卷重:Max 19T1.2 成品尺寸厚度:0.15-1.2mm宽度:650~1015mm卷内径:Φ510mm卷外径:Φ900-Φ1850 mm卷重:Max 19T厚度公差:±5μ(δ<0.3mm)±8μ(0.3≤δ<0.5mm)±2%δ (δ≥0.5mm)1.3 机组主要技术参数轧机规格:Φ950/Φ370/Φ330⨯1100mm最大轧制压力:10000 KN最大轧制力矩:70KN-m穿带速度:18 m/min轧制速度:0~750m/min开卷张力:5~50 KN最大开卷速度:300 m/min卷取张力:12~120KN(V<450m/min)6.3~63KN(V≥450m/min)最大卷取速度:800 m/min轧机速度精度:1/1000轧机张力精度:动态:Tmax * 8/100稳态:Tmax * 3/100轧机最大加速度:0.8m / s2轧机最大减速度:1.0m / s2工作辊规格:Φ300-Φ270⨯1100mm中间辊规格:Φ370-Φ335⨯1100mm支承辊规格:Φ950-Φ890⨯1050 mm开卷机卷筒直径:Φ460~Φ520mm(正圆Φ510mm)卷取机卷筒直径:Φ490~Φ510mm(正圆Φ510mm)偏导辊规格:Φ400⨯1100mm引料辊规格:Φ200⨯1000mm展平辊规格:Φ220⨯1100mm工作辊最大开口度:20mm工作辊弯辊力(单边正/负):300/180KN中间辊横移力:550/350KN中间辊横移量:200mm冷却介质:乳化液液压系统工作压力:压上、弯辊/横移:21Mpa液压传动:10Mpa工艺润滑流量:5000 L/min开卷机电机功率:243KW卷取机电机功率:490KW⨯2⨯2(串联)主轧机电机功率:1250KW⨯2(串联)除油方式:真空和气刀除油机组工作方式;成卷可逆轧制机组传动方向:在开卷带材前进方向右侧(右传动)三、机组装机水平3.1 主轧机、开卷机和机前、机后卷取机采用西门字6RA70(或ABB)全数字直流调速,可控硅供电(混装结构),机组PLC(西门子)控制。
轧机技术规格书
390mm,公称扭矩 125KNm,伸缩量 800mm,两头带轴套,按图制造 接轴托架:机械式,更换轧辊时用 水平轧机和立式轧机辊系完全互换 轧机中轴承采用干油润滑 轧机不带导卫横梁 2.2.4 6V、8V、10V 轧机 轧机形式:摩根型,二辊高刚度牌坊轧机 轧辊尺寸:Φ480/Φ420x750 最大轧制力:2000KN 最大轧制力矩:200KN.m 机架升降行程:±300mm 轧辊轴向调整量:±3mm 轧辊支撑:四列圆柱辊子轴承 轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承 轧辊平衡:上下辊弹性阻尼减振器平衡 轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片 轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓 机架升降(换孔型、换辊):电动机械升降,22KW 电机,提升力: 1200KN,提升速度:1.44/0.43mm/s,提升行程:1150mm 机架横移(换辊):用液压缸驱动,行程 2300mm,推力 321KN 机架锁紧:4 个液压缸,Φ200/Φ160,弹簧压紧力 23KN 万向接轴:减速机和轧机之间采用万向接轴连接,SWC 型,回转直径 390mm,公称扭矩 125KNm,伸缩量 800mm,两头带轴套,按图制造 接轴托架:液压缸,行程 125mm,推力 31KN 水平轧机和立式轧机辊系完全互换 轧机中轴承采用干油润滑 轧机不带导卫横梁 2.2.5 11H、13H、15H、17H 轧机 轧机形式:POMINI 型,二辊高刚度短应力线轧机 轧辊尺寸:Φ320/Φ380x650 最大轧制力:1500KN 最大轧制力矩:100KN.m 机架横移行程:±285mm 轧辊轴向调整量:±2mm 轧辊支撑:四列圆柱辊子轴承 轧辊轴向固定:操作侧推力球轴承,同时辊系和底座之间设计防窜动装置 轧辊平衡:上下辊弹性阻尼减振器平衡 轧辊径向调整:液压马达/手动调节辊缝,对称调整,轧制线固定 轧辊轴向调整:内藏式蜗杆-蜗轮-前后双螺纹结构 机架横移(换辊、换孔):用液压缸驱动,Φ100/Φ63,行程 580mm 机架锁紧:4 个液压缸 万向接轴:减速机和轧机之间采用鼓形齿万向接轴连接,11H、13H 回转直 径 285mm,公称扭矩 50KNm,15H、17H 回转直径 225mm,公称扭矩 20KNm,伸缩量 700mm,两头带轴套
轧机技术规格书

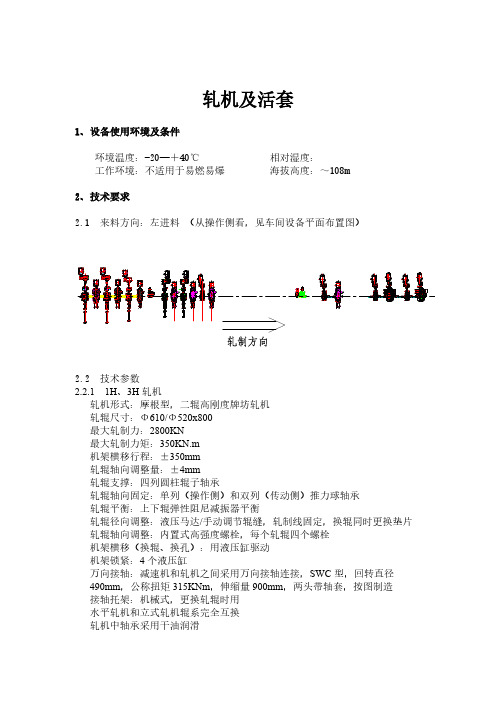
轧机技术规格书轧机及活套1、设备使用环境及条件环境温度:-20—+40℃相对湿度:工作环境:不适用于易燃易爆海拔高度:~108m2、技术要求2.1 来料方向:左进料(从操作侧看,见车间设备平面布置图)2.2技术参数2.2.1 1H、3H轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ610/Φ520x800最大轧制力:2800KN最大轧制力矩:350KN.m机架横移行程:±350mm轧辊轴向调整量:±4mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓机架横移(换辊、换孔):用液压缸驱动机架锁紧:4个液压缸万向接轴:减速机和轧机之间采用万向接轴连接,SWC型,回转直径490mm,公称扭矩315KNm,伸缩量900mm,两头带轴套,按图制造接轴托架:机械式,更换轧辊时用水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑轧机不带导卫横梁在1H轧机入口,设一个卡断剪,由1条气缸驱动上下两条剪刃,靠咬入轧机的钢坯拉力,来剪断钢坯。
气缸型号:QGBⅡ200×270Mpa2,气缸内径:Φ200mm,气缸行程:270mm,工作压力:0.4~0.6Mpa,轧件断面:165×165mm2.2.2 2V、4V轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ610/Φ520x800最大轧制力:2800KN最大轧制力矩:350KN.m机架升降行程:±350mm轧辊轴向调整量:±4mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓机架升降(换孔型、换辊):电动机械升降,22KW电机,提升力:1200KN,提升速度:1.44/0.43mm/s,提升行程:1220mm 机架横移(换辊):用液压缸驱动,行程2300mm,推力321KN 机架锁紧:4个液压缸,Φ240/Φ200,弹簧压紧力35~40KN万向接轴:减速机和轧机之间采用万向接轴连接,SWC型,回转直径490mm,公称扭矩315KNm,伸缩量900mm,两头带轴套,按图制造接轴托架:液压缸,行程125mm,推力31KN水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑轧机不带导卫横梁2.2.3 5H、7H、9H轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ480/Φ420x750最大轧制力:2000KN最大轧制力矩:200KN.m机架横移行程:±300mm轧辊轴向调整量:±3mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡轧辊径向调整:液压马达/手动调节辊缝,轧制线固定,换辊同时更换垫片轧辊轴向调整:内置式高强度螺栓,每个轧辊四个螺栓机架横移(换辊、换孔):用液压缸驱动机架锁紧:4个液压缸万向接轴:减速机和轧机之间采用万向接轴连接,SWC型,回转直径390mm,公称扭矩125KNm,伸缩量800mm,两头带轴套,按图制造接轴托架:机械式,更换轧辊时用水平轧机和立式轧机辊系完全互换轧机中轴承采用干油润滑轧机不带导卫横梁2.2.4 6V、8V、10V轧机轧机形式:摩根型,二辊高刚度牌坊轧机轧辊尺寸:Φ480/Φ420x750最大轧制力:2000KN最大轧制力矩:200KN.m机架升降行程:±300mm轧辊轴向调整量:±3mm轧辊支撑:四列圆柱辊子轴承轧辊轴向固定:单列(操作侧)和双列(传动侧)推力球轴承轧辊平衡:上下辊弹性阻尼减振器平衡。
精轧机说明书.(DOC)

高速线材精轧机组安装使用说明书制造单位:哈尔滨广旺机电设备制造有限公司设备图号: ZJF90d00使用客户:出厂日期:目录第一章、技术说明 (2)第二章、设备安装调整 (4)第三章、设备的使用维护与更换 (7)第四章、常见故障及排除 (13)第五章、附件 (14)精轧机组是高速线材车间的重要设备,为了保证精轧机组正常运转,用户须了解机组的性能、安装、运行与日常维护等基本常识。
本说明书就以上几个方面作了简单的介绍,用户在安装、使用机组前请先阅读本手册。
本说明书供武安文煜高线专用。
第一章技术说明一、设备用途本精轧机组为摩根五代顶交45°无扭重载高速线材精轧机组,图纸由国内设计转化完成。
本机组通过10机架连续微张力轧制,将上游轧机输送的轧件,轧制成φ5.5-φ20mm的成品线材。
二、设备主要性能参数1. 工艺参数:●来料规格:φ17—φ22mm●来料温度:>900℃●成品规格: φ5.5-φ20mm●主要钢种:碳钢、优质碳素钢、低合金钢、合金钢、焊条钢、冷镦钢等●第10架出口速度:≤95m/s(轧制φ6.5规格时)2. 设备参数:●机组组成:∅230轧机(5架)、∅170轧机(5架)、增速箱、大底座、挡水板与防水槽、缓冲箱、保护罩、联轴器、精轧机组配管等。
●机架数量: 10架(1-5架为∅230轧机,6-10架为∅170轧机同种规格的轧辊箱可以互换)●布置方式:顶交45°,10机架集中传动●辊环尺寸:∅230轧机:∅228.3/∅205×72mm∅170轧机:∅170.66/∅153×57.35/70mm ●传动电机: AC同步变频电机,功率: 5500kW●振动值:≤4.5 mm/s●噪音:≤80dB(距轧机1.5米处)●机组总速比(电机速度/装辊转速)见下表:●机组润滑方式:稀油集中润滑油压: 0.35MPa(点压力)总耗量:1200L/min油品: Mobil 525清洁度:10μ供油温度:38°C -42°C●保护罩液压系统:工作压力:15MPa系统流量:20 l/min●装辊工作压力:高压45 MPa -49.5MPa,低压22 MPa -25 MPa●卸辊工作压力:最大70MPa第二章设备安装调整一、安装调整顺序●将机组底座、增速箱、和主电机初步就位。
1100六辊可逆冷轧机组电气控制系统

《装备制造技术》2014年第9期中山中粤1100mm六辊可逆冷轧机组是国内自主设计制造的马口铁基板专用轧机,于2007年3月在中山中粤马口铁工业有限公司基板厂成功投入生产。
针对马口铁基板的性能特点,该轧机创新性的集成了国外该类设备的特点,采用网络通讯、PLC自动控制系统,液压AGC控制、直接张力闭环控制、真空除油、油雾净化、液压弯辊控制、中间辊横移控制、轧辊分段冷却控制等新技术。
该轧机能轧制成品厚度为0.18mm。
产品厚度精度达到±3μ,张力精度达1%,该性能指标处于国内领先水平。
研究该冷轧机组的电气控制系统,为进一步提高国产冷轧机组的电控装备水平,提高马口铁基板的国产化比例具有重要意义。
1轧机设备组成冷轧机组是马口铁基板生产线的最重要设备,它负责将热轧板材轧制成为目标厚度的冷轧板,对板型及厚度的影响非常大,冷轧机组对基板的质量起决定性作用。
中粤六辊可逆轧机设备主要包括上卷小车、开卷机、纠偏装置、开头矫直机、机前装置、1100mm可逆冷轧机组、机后装置、激光测速仪、测厚仪、左卷取机、右卷取机、助卷器、卸卷小车、轧线调整装置、换辊装置、真空除油装置等。
另外还包括:主传动液压站、AGC液压站、弯辊横移液压站、稀油润滑站、油气润滑站、工艺润滑站、直流传动系统、AGC控制系统和PLC网络控制系统等。
2供配电系统的构成中粤轧机的供配电系统由高压供电系统和低压供电系统两部分组成。
高压供电系统进线为三路AC三相10kV,50Hz,分别到3台独立的整流变压器。
1#整流变压器(4500kVA,10kV/0.75kV)出线为两路三相750V,50Hz,为主机2台直流电机供电。
2#、3#整流变压器分别为左右卷取机直流电机供电(2500kVA,10kV/0.66kV),出线各为两路三相660V,50Hz。
高压供电系统包括整流变压器和进线开关。
低压供电系统进线为一路AC三相380V,50Hz,低压供电主要为开卷机、转向辊直流电机及其它直流电机的励磁、风机,交流电机,交直流传动控制电源和自动化系统,操作系统及其余辅助系统供电。
初轧机的设计说明书

初轧机的设计摘要伴随中国综合实力的飞速发展,国内制造业得到了空前的发展。
制造业的发展伴随轧钢技术的发展,初轧机在其制造领域中又占有相当大的比例。
相关制造数据表明,初轧机在其制造领域里发挥着越来越重要的作用。
设计合理有效的初轧机结构是提高轧钢精度有效的手段之一。
本文设计的题目是初轧机的设计。
初轧机的功能是将钢锭或钢坯进行初步轧制,为成品轧机提供原料。
设计之初介绍了初轧机的发展概述、现状及发展趋势,并分析各类初轧机的特点。
对压下系统的研究应用、研究方法进行了探讨及阐述。
本文在查阅了国内外相关资料的前提下,对本次设计的课题进行了机架辊的设计:工作原理、结构设计、材料选择、轴承选择、辊距选取、高度选取、辊距校核验算、减速电机设计以及轴向锁紧液压缸的选型及计算等等。
最终完成了对各主要零部件的设计、计算及校核。
利用AUTO CAD二维画图软件进行了零件的设计和装配,以满足使用要求。
设计过程按照国家标准和机械设计标准来设计的。
本轧钢机机架牌坊采用闭口式铸钢结构,通过横梁将两片牌坊连接在一起。
上辊压下采用电动压下。
为保证快速处理轧制事故保护设备,上辊设置有液压快速防卡钢装置。
上辊设置有液压平衡装置。
上下轧辊、4个轴承座组成轧辊装配,轧辊径向轴承为四列圆锥滚子轴承,轴向轴承采用双列圆锥滚子轴承。
下辊通过调整垫片高度实现轧制线固定不变。
下辊设置有液压轴向调整机构,调整行程为:5mm。
轧辊锁紧装置为液压缸驱动斜面插板固定轴承座,可进行在线调整及锁紧。
上下轧辊的冷却通过各自的两组冷却喷头进行冷却。
最终保证加工后的产品性能良好,表面光洁度高,板型好,能够达到所需的要求。
可提高机器设备的利用率,有效提高性能。
达到本次设计的综合训练的目的。
关键词:制造业、初轧机、压下系统、减速电机、液压缸ABSTRACTWith the rapid development of China's comprehensive strength, the domestic industry has been an unprecedented development. Development of manufacturing technology with the development of rolling, blooming mill in its manufacturing area and occupies a large proportion. Related manufacturing data showed bloomer playing an increasingly important role in the manufacturing field. Reasonable and effective design of the early Rolling mill structure is to improve the accuracy of one of the effective means.This design is entitled blooming mill design. Blooming mill function is to conduct a preliminary ingot or billet rolling mills to provide raw materials to finished products. Beginning of the design presented an overview of the development, current situation and development trend of blooming mill, and analyzes the characteristics of various types of blooming mill. Applied research, research methods pressure system is discussed and elaborated. In this paper, access relevant information at home and abroad the premise of this topic were designed rack roller design: working principle, structural design, material selection, bearing selection, roll away from the select, highly selected, roll away from checking checking , gear motor and axial locking hydraulic cylinder design selection and computing. Finally completed the major components of the design, calculation and check. AUTO CAD use a two-dimensional drawing software design and assembly of parts to meet the requirements. The design process in accordance with national standards and mechanical design standards to design.The mill uses closed-type steel frame arch structure by the two arch beams together. Using electric pressure roller pressure. To ensure fast processing rolling accident protection devices, the roll is provided with hydraulic quick anti-seize steel devices. Set on a roller hydraulic balancing device. Roll up and down, four bearing components roller assembly, roller bearings for the four radial tapered roller bearings, axial bearings double row tapered roller bearings. Rolling line height to achieve lower rollers are fixed by adjusting shims. Lower roll adjustment mechanism is provided with a hydraulic axial adjustment stroke: 5mm. Roll locking device is a hydraulic cylinder drive bevel flapper fixed bearing, can be adjusted and tightened online. Cooling the upper and lower rolls arecooled by cooling the respective nozzle groups. Ensure good performance of the final product after processing, surface finish, plate well, to achieve the desired requirements. Can improve the utilization of machinery and equipment, improve performance. Comprehensive training to achieve this design goal.Keywords:Manufacturing, blooming mill, pressure systems, geared motors, hydraulic cylinders目录摘要 (I)ABSTRACT (II)第1章绪论 (5)1.1 初轧机发展概述 (5)1.1.1 初轧机的标称 (6)1.1.2 初轧机的组成 (6)1.1.3 初轧机的用途 (7)1.2 初轧机的发展现状及发展趋势 (8)1.2.1 初轧机的发展现状 (8)1.2.2 初轧机的发展趋势 (9)1.3 压下系统的研究及应用 (9)1.4 压下系统的研究内容和方法 (10)1.5 本课题研究的价值及研究内容 (11)1.5.1 本课题研究的价值 (11)1.5.2 本课题研究的内容 (11)第2章机架辊的设计 (13)2.1 机架辊的工作原理 (13)2.2 机架辊的结构设计 (13)2.2.1 实心机架辊 (13)2.2.2 机架辊辊身形状的选择 (13)2.2.3 机架辊材料的选取 (14)2.2.4 机架辊轴承的选取 (14)2.2.5 机架辊辊距的确定 (14)2.2.6 机架辊高度的确定 (14)2.2.7 机架辊辊距的校核验算 (15)2.2.9 机架辊滚动轴承的寿命计算 (16)2.2.10 机架辊的性能描述 (18)2.2.11 机架辊轴承座夹紧设计结构 (18)2.2.12 机架辊的更换步骤 (21)2.2.13 机架辊的维护检修 (21)2.2.14 机架辊结构分析 (22)2.3 机架辊减速电机的设计 (22)2.3.1 输出轴运动和动力参数的确定 (22)2.3.2 轴的材料的选择 (23)2.3.3 轴最小直径的确定 (23)2.3.4 轴的结构设计 (23)2.3.5 轴的受力分析 (25)2.3.6 按弯扭组合强度较核轴的强度 (28)2.3.7 齿的类型、材料及齿数的确定 (29)2.3.8 按齿根弯曲疲劳强度设计 (29)2.3.9 修正计算结果 (30)2.3.10 计算几何尺寸 (31)2.3.11 校核齿面接触疲劳强度 (31)2.3.12 齿轮传动的润滑 (32)2.3.13 联轴器的工作情况 (32)2.3.14 联轴器的分类 (32)2.3.15 齿轮箱轴承的选用和寿命计算 (32)第3章轴向锁紧液压缸的设计 (37)3.1 液压缸类型的确定 (37)3.2 工作压力的确定 (39)3.3 缸筒设计 (39)3.4 活塞杆设计 (43)3.5 液压缸的密封设计 (45)3.6 排气装置 (46)第4章结论 (47)致谢 (48)参考文献 (49)第1章绪论1.1 初轧机发展概述初轧机也称开坯机或者钢坯轧机,一般把将被加工的材料在旋转的轧辊间受压力产生的塑性变形即轧制加工机器称为初轧机,这是简单定义。
1250mm热连轧机技术设计说明2005-7-15
4.1.1
用途:将连铸的热坯由连铸车间送往上料辊道。
型式:交流变频调速电机单独传动。
辊子规格:Φ300×1250 mm
辊距:900 mm
结构特点:采用交流变频调速电机单独传动,辊道架为焊结结构,双止口定位。实心锻钢辊子,轴承座内循环水冷却。称量辊道整体落在称量装置上,传动电机对称布置,称量装置采用汽车衡结构。
4.1.4
用途:将称重后的板坯送至入炉辊道。
型式:交流变频调速电机单独传动。
辊子规格:Φ300×1250 mm
辊距:800 mm
7.采用滚筒式飞剪,减少板坯切头、切尾长度,提高收得率,圆弧剪刃,保证轧件顺利咬入精轧机组,减少精轧咬钢事故率。
8.F1~F7四辊精轧机设全液压长行程AGC压下系统,对厚度进行自动控制,F1~F7采用HCW技术,并配有强力弯辊可得到良好的板材质量。
9.压下系统中安装测压仪、位移传感器用以进行压力、位置信号反馈和控制。
4.1.7
用途:联接入炉辊道及加热炉受料台架,支承板坯在推钢机推力下滑至加热炉受料台架上。采用铸造框架结构。
4.1.8
用途:阻挡钢坯运行。
结构特点:固定挡板由挡板、弹簧及固定底座组成,当板坯撞到挡板后退10mm后,缓冲弹簧受压缩后退后直至板坯停止运动。共2台。
4.1.9
用途:将炉前出炉位置上已加热好的板坯自加热炉中托出放于出炉辊道上。
15.精轧机采用液压横移列车式快速换辊。
16采用层流冷却系统,水量自动控制,以获得最佳的带钢冷却效果。
17.采用固定式地下三助卷辊液压卷取机。卷筒采用低惯量无级液压涨缩式,助卷辊和夹送辊液压驱动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
天津市富仁板带有限公司1100mm六辊可逆冷轧机技术设计说明书编制:(机械)___________(液压)___________(电控)___________审查:(机械)___________(液压)___________(电控)___________重型机械研究所2006年4月5日1100mm六辊可逆冷轧机技术设计说明书一、设计依据本轧机成套设计是依据天津市富仁板带有限公司与重型机械研究所、凯瑞机电设备有限责任公司签订的1100mm六辊可逆冷轧机技术附件进行设计的。
二、机组主要技术参数1.1 来料规格材质:酸洗热轧带卷Q195、Q215、08Al、20、Q235、低合金钢等机械性能:最大屈服极限σs≤360N/mm2厚度:1.2~ 4.0 mm宽度:650~1015 mm卷径:Φ510mm卷外径:Φ900-Φ1850 mm卷重:Max 19T1.2 成品尺寸厚度:0.15-1.2mm宽度:650~1015mm卷径:Φ510mm卷外径:Φ900-Φ1850 mm卷重:Max 19T厚度公差:±5μ(δ<0.3mm)±8μ(0.3≤δ<0.5mm)±2%δ (δ≥0.5mm)1.3 机组主要技术参数轧机规格:Φ950/Φ370/Φ330⨯1100mm最大轧制压力:10000 KN最大轧制力矩:70KN-m穿带速度:18 m/min轧制速度:0~750m/min开卷力:5~50 KN最大开卷速度:300 m/min卷取力:12~120KN(V<450m/min)6.3~63KN(V≥450m/min)最大卷取速度:800 m/min轧机速度精度:1/1000轧机力精度:动态:Tmax * 8/100稳态:Tmax * 3/100轧机最大加速度:0.8m / s2轧机最大减速度:1.0m / s2工作辊规格:Φ300-Φ270⨯1100mm中间辊规格:Φ370-Φ335⨯1100mm支承辊规格:Φ950-Φ890⨯1050 mm开卷机卷筒直径:Φ460~Φ520mm(正圆Φ510mm)卷取机卷筒直径:Φ490~Φ510mm(正圆Φ510mm)偏导辊规格:Φ400⨯1100mm引料辊规格:Φ200⨯1000mm展平辊规格:Φ220⨯1100mm工作辊最大开口度:20mm工作辊弯辊力(单边正/负):300/180KN中间辊横移力:550/350KN中间辊横移量:200mm冷却介质:乳化液液压系统工作压力:压上、弯辊/横移:21Mpa液压传动:10Mpa工艺润滑流量:5000 L/min开卷机电机功率:243KW卷取机电机功率:490KW⨯2⨯2(串联)主轧机电机功率:1250KW⨯2(串联)除油方式:真空和气刀除油机组工作方式;成卷可逆轧制机组传动方向:在开卷带材前进方向右侧(右传动)三、机组装机水平3.1 主轧机、开卷机和机前、机后卷取机采用西门字6RA70(或ABB)全数字直流调速,可控硅供电(混装结构),机组PLC(西门子)控制。
3.2 全液压压上,计算机厚度自动控制(AGC)。
液压AGC系统采用两级计算机控制,具有恒辊缝位置闭环,恒轧制力压力闭环,厚度予/监控,预压靠自动控制等功能。
3.3 轧机具有压下调偏、工作辊正/负弯辊、中间辊正弯辊控制手段;中间辊横移予设定、锁定功能。
3.4开卷机具有CPC自动对中功能。
3.5 工作辊、中间辊快速换辊。
3.6 轧机电气系统具有过载保护,断带保护和紧急停车等安全保护系统;主机和卷取机具有带尾自动减速、准确停车功能;卷取机具有圈数记忆功能。
3.7 轧机速度闭环控制;开卷、卷取机速度/力闭环控制,数字显示。
3.8轧制线标电动高压下螺丝快速自动调整。
3.9轧机辊系和展平辊轴承采用油雾润滑。
3.10机组生产工艺联锁及故障报警采用PLC可编程控制,实现生产过程自动化。
3.11机组具有工艺过程参数的预设定、工艺过程参数和设备关键参数的检测、显示、报警和存储记录功能。
3.12 主操作台设三套人-机界面,完成动态画面显示。
3.13工作辊准停、卷取机钳口位置准停。
3.14 机组设皮带助卷器助卷。
3.15关键液压、电气器件采用进口原装器件,液压缸采用进口密封。
四、机械设备设计按照天津市富仁板带有限公司和重型机械研究所、凯瑞机电设备有限责任公司所签订1100mm六辊可逆冷轧机组技术附件,凯瑞机电设备有限责任公司对所承担的机械设备部分进行了技术设计,将机组总图及开卷机、上卷车、开头矫直机、机前卷取机、卸卷车、机前装置、Φ300/Φ370/Φ950⨯1100mm六辊可逆冷轧机列、机后装置、换辊装置、机后卷取机和助卷器等单机总图和主要部件图、主要零件图提供审查并说明如下:1100mm六辊可逆冷轧机组由上卷车、开头矫直机、机前卷取机、卸卷车(两台)、机前装置、Φ300/Φ370/Φ950⨯1100mm六辊可逆冷轧机列、机后装置、换辊装置、机后卷取机和助卷器等单机组成,分述如下:4.1 开卷机开卷机由开卷机本体、开卷机卷筒、开卷机压辊、活动支撑和对中装置组成,开卷机为悬臂浮动结构,卷筒为四棱锥型式,由直流电机经SWC250CH1联轴器和减速机拖动卷轴,直流电机通过底座固定在基础上,开卷机本体经导轨沿底座滑动实现CPC对中时SWC250CH1联轴器可作伸缩补偿。
为方便开卷和防止松带,在卷轴上方设有压辊,压辊升降由液压缸拖动。
卷轴端部设有侧支撑,侧支撑为辊式支撑,支撑辊座安装在铰轴上,铰轴支撑固定在开头矫直机架体上,液压推动支撑辊座摆动实现摆合摆开主要技术参数卷筒直径:Φ510mm(正圆)卷筒直径:Φ460~Φ520 mm涨缩缸直径:Φ360/Φ160 mm涨缩缸行程:141 mm减速箱总速比:6.穿带速度:18~30 m/min开卷速度:300 m/min开卷力:50~5KN浮动量:±75mm开卷电机:Z450—4B 660V 243KW 350/1200r.p.m4.2 上卷车上卷车由升降小车、移动盖板、行走缸和缝道卷位组成。
小车的升降和行走均为液压传动。
升降小车车体为焊接结构,升降缸以铰支形式固定在车体上,升降缸推动带升降架的鞍座沿车体方形导向面滑动实现升降,行走缸固定在地沟的基础上,行走缸推动升降小车将带卷由缝道卷位移动上料。
升降小车移动时带动移动盖板将地沟盖上以便于操作。
缝道卷位为焊接结构,在地沟缝道上作储卷用。
主要技术参数:上升推力:≥220KN升降行程:1400mm行走行程:4490mm升降缸规格:Φ180/Φ125mm行走缸规格:Φ140/Φ100mm缝道卷位数:2个4.3 开头矫直机开头矫直机由开头伸缩摆动导板、后压辊、夹送辊、三辊直头装置、切头剪和机架所组成。
伸缩摆动导板由液压缸传动可绕下夹送辊摆动,伸缩摆动导板上的铲头由液压缸驱动可伸缩运动,以便于开头。
液压缸驱动上夹送辊辊升降、以便夹送带材,上夹送辊辊升降有齿轮齿条同步装置。
三辊直头装置的上矫直辊由AC电机经万向接轴和超越离合器拖动,满足穿带拖动和开卷升速时的分离。
上矫直辊升降也有齿轮齿条同步装置。
上夹送辊由油马达传动,下夹送辊不传动带有编码器。
切头剪为下动式液压剪。
后压辊为带有压辊的摆动桥架,由液压缸驱动实现升降摆动,后压辊落下时作为开卷穿带时的过桥导板又可作为机前卷取机的压辊。
伸缩摆动导板、后压辊、夹送辊、三辊直头装置、切头剪均安装在机架,机架由底座和两片机架板装配而成。
主要技术参数上夹送辊规格:φ275⨯1100mm下夹送辊规格:φ400⨯1100mm上矫直辊规格:φ175⨯1100mm下矫直辊规格:φ200⨯1100mm上矫直辊传动电机:AC11KW液压剪油缸(两个)规格:φ125/φ63⨯245mm剪切力:150KN上夹送辊传动液压马达:TG0625MV460(PARKER)4.4 机前卷取机机前卷取机在开卷侧,为带侧支撑的四棱锥卷筒结构,由串联的两台DC电机经双级硬齿面减速机拖动卷筒,通过液压拔杆换档,改变减速箱速比,实现不同力和不同速度的分级调整。
机前卷取机的压辊装在开头矫直机的出口导板上。
为方便卸卷设有推板装置。
卷取电机和减速箱采用稀油循环润滑。
主要技术参数卷筒直径:Φ510 mm(正圆)卷筒涨缩围:Φ510~Φ495 mm卷取力:120~12KN(V<450m/min)63~6.3KN(V≥450m/min)减速箱速比:第一级2.1111/1.3333第二级1.8333最大卷取速度:800m/min卷取机齿轮:材质:17Cr2Ni2Mo 精度:6-6-5卷筒扇形块:材质:42CrMo 硬度:HRc50-55主轴:材质:42CrMo 硬度:HRc55-60卷取电机: Z560—3B 660V 2×490KW 348/1200r.p.m钳口开口度:10 mm卷取方式:下卷取4.5 卸卷车结构型式与上卷车相同,仅将V型托架改为托辊。
4.6 机前装置机前装置由对中导板、测厚仪台架、机前转向引料装置和机前真空除油装置组成。
对中导板用于带材对中,由液压马达驱动侧导板开合,其开口度可根据带宽调整。
机前真空除油装置由上下偏置两对辊子组成,穿带时上辊抬起,轧制时上辊降下使带材呈S形穿过,两对辊子间形成密封腔,起到除油和稳定展平带材的作用,真空除油装置的展平辊采用油雾润滑,在除油装置的前后设有上下两排喷嘴,吹除带材表面的残液。
机前转向引料装置包括偏导辊、引料辊和摆动导板。
引料辊为一摆动压辊,由液压马达驱动,其摆动由摆动油缸控制,在逆向轧制时由一非传动压辊与摆动导板协作,将带头导入机前卷取机钳口,在甩尾轧制时,协助卷取机将带头导入轧辊。
在偏导辊上设有测速装置,为防止升降速过程中带材在偏导辊上打滑,由一台3.7KW直流电机传动偏导辊。
主要技术参数偏导辊规格:Φ400⨯1100mm引料辊规格:Φ200⨯1000mm非传动压辊:Φ200⨯790mm展平辊规格:Φ220⨯1100mm偏导辊传动电机:Z4-112/4-1 3.7KW 855rpm压辊传动液压马达:TE0260CW100(PARKER)摆动油缸:TUBFKS80-18004.7 Φ300/Φ370/Φ950⨯1100mm六辊可逆冷轧机Φ300/Φ370/Φ950⨯1100mm六辊可逆冷轧机由轧线标高调整装置、支承辊平衡机构、辊系装配、机架装配、中间辊横移机构、接轴、减速箱、安全联轴器、走台排烟罩、卷廉门及液压润滑配管组成。
4.7.1 轧线标高调整装置是由一台交流电机驱动两台蜗轮减速箱,在换辊后辊径发生变化时,通过压下螺丝调整上支撑辊的位置,从而调整轧线标高。
蜗杆轴上装有编码器和盘式气动刹车装置,可准确调整轧线标高。
4.7.2 支承辊平衡机构,上支承辊平衡由安置在轧机机架缸块中的油缸来完成。