产品尺寸检测表
检测标准【范本模板】
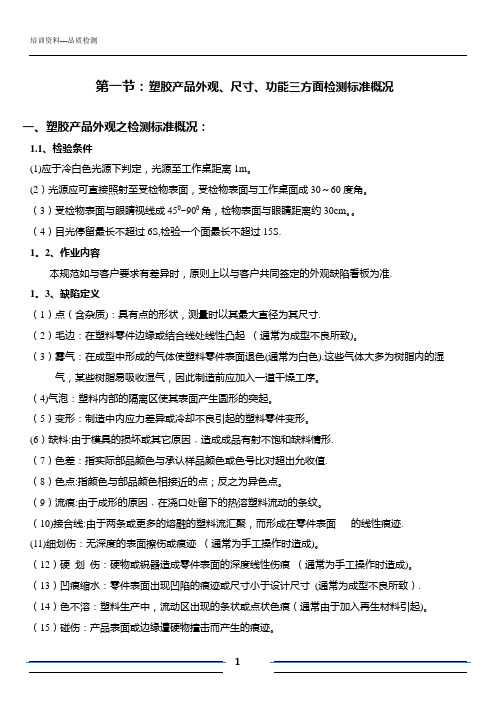
第一节:塑胶产品外观、尺寸、功能三方面检测标准概况一、塑胶产品外观之检测标准概况:1.1、检验条件(1)应于冷白色光源下判定,光源至工作桌距离1m。
(2)光源应可直接照射至受检物表面,受检物表面与工作桌面成30~60度角。
(3)受检物表面与眼睛视线成450~900角,检物表面与眼睛距离约30cm。
(4)目光停留最长不超过6S,检验一个面最长不超过15S.1。
2、作业内容本规范如与客户要求有差异时,原则上以与客户共同签定的外观缺陷看板为准.1。
3、缺陷定义(1)点(含杂质):具有点的形状,测量时以其最大直径为其尺寸.(2)毛边:在塑料零件边缘或结合线处线性凸起(通常为成型不良所致)。
(3)雾气:在成型中形成的气体使塑料零件表面退色(通常为白色).这些气体大多为树脂内的湿气,某些树脂易吸收湿气,因此制造前应加入一道干燥工序。
(4)气泡:塑料内部的隔离区使其表面产生圆形的突起。
(5)变形:制造中内应力差异或冷却不良引起的塑料零件变形。
(6)缺料:由于模具的损坏或其它原因﹐造成成品有射不饱和缺料情形.(7)色差:指实际部品颜色与承认样品颜色或色号比对超出允收值.(8)色点:指颜色与部品颜色相接近的点;反之为异色点。
(9)流痕:由于成形的原因﹐在浇口处留下的热溶塑料流动的条纹。
(10)接合线:由于两条或更多的熔融的塑料流汇聚,而形成在零件表面的线性痕迹.(11)细划伤:无深度的表面擦伤或痕迹(通常为手工操作时造成)。
(12)硬划伤:硬物或锐器造成零件表面的深度线性伤痕(通常为手工操作时造成)。
(13)凹痕缩水:零件表面出现凹陷的痕迹或尺寸小于设计尺寸(通常为成型不良所致). (14)色不溶:塑料生产中,流动区出现的条状或点状色痕(通常由于加入再生材料引起)。
(15)碰伤:产品表面或边缘遭硬物撞击而产生的痕迹。
(16)油污:指脱模用离形,顶针润滑油,与模具保养用油所造成的污染。
1.4、使用仪器设备:(1)卡尺(150mm,精度0.02mm)(2)二次元投影仪(3)菲林尺1.5、外观缺陷分类表二、塑胶产品尺寸方面的检测标准按图纸标准检验、按看板标准检验之概念,不定期检核员工自检表的填写概念必须清晰与透明。
生产部产品质量检验标准表
不合格品处理流程
发现不合格品:在生产过程中发现不合格品
处理不合格品:根据不合格品的类型和严重程度, 采取相应的处理措施,如返工、报废、降级等
分类处理:根据不合格品的类型和严重程度进 行分类处理
反馈不合格品信息:将不合格品的处理结果反 馈给相关部门,以便进行改进和优化
记录不合格品信息:记录不合格品的详细信息, 包括产品名称、规格、数量、不合格原因等
生产部产品质量检验标准 表
目录
单击此处添加文本 产品质量检验标准 检验方法及工具 检验流程及要求 质量记录及报告
产品外观质量标准
颜色:符合产品 标准色卡
形状:符合产品 图纸要求
尺寸:符合产品 图纸要求
表面处理:无划 痕、无锈蚀、无 变形
产品尺寸精度标准
尺寸精度:±0.1mm
测量工具:千分尺、游标卡尺 等
检测工具:包括游标卡尺、千分尺、硬 度计、拉力机等
检测标准:根据产品标准和客户要求制 定
检测流程:制定检测计划、执行检测、 记录检测结果、出具检测报告
检测人员:具备相关专业知识和技能, 经过培训和考核
检测环境:符合产品标准和客户要求, 确保检测结果的准确性
安全性能检验方法及工具
检验方法:包括目测、手感、仪器测量等 工具:包括游标卡尺、千分尺、硬度计等 检验标准:根据产品标准和客户要求制定 检验流程:按照检验标准进行检验,记录检验结果,出具检验报告
质量记录的填写、收集、整理和报送工作由生产部负责,并按规定时间报送质量管理部门。 质量记录应字迹清晰、内容完整、准确可靠,并按照规定的保存期限进行存档。 质量管理部门负责对质量记录进行审核,并对存档的质量记录进行监督检查。 质量记录的报送和存档应符合国家相关法规和标准的要求。来自质量数据分析及应用要求
标准件检验规范(含表格)

德信诚培训网标准件检验规范(IATF16949/ISO9001-2015)1.0 目的对所采购的标准件的质量进行控制,对进货检验所涉及的技术要求、检验方法、抽样等进行规定。
2.0 范围适用于螺栓、螺母、平垫、弹垫、销轴等标准件的进货检验。
3.0 职责3.1 品质部IQC负责标准件检验及不合格的处理记录;4.0 工作程序序产品名称检验项目技术要求检验方法抽样方法号1 螺母尺寸对边、厚度、螺纹精度用游标卡尺测量一批10个以下进行尺寸、外外观表面无明显缺陷,丝扣清晰,按标准倒角目测观全检;10以上抽10个进行尺寸、外观检验 A C=1材质材质及表面处理达到图纸技术要求供方提供检测报告2垫片(平垫、弹垫)尺寸内孔、外径、厚度用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 A C =1外观表面光亮、无划痕目测表面处理达到图纸技术要求供方提供检测报告3 销轴尺寸直径、长度、倒角尺寸用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 A C =1材质1.材质符合图纸要求2.表面处理达到图纸要求供方提供检测报告4 螺钉尺寸螺纹长度、螺纹精度、钉头尺寸及厚度用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 A C =1外观螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验目测5 螺栓尺寸对边、六角厚度、螺杆长度、螺纹长度、螺纹精度用游标卡尺测量一批10个以下进行尺寸、外观全检;10以上抽10个进行尺寸、外观检验 AC=1螺纹螺纹不能豁牙,不能严重破伤,并能通过通规和止规检验1.目测丝纹情况2.用标准螺纹规检验外观1.无裂纹和裂槽、毛刺2.丝扣清晰,按要求倒角3.色彩涂层均匀,无斑纹、水迹、锈迹目测5.0参考文件GB/T 90.1-2002 紧固件验收检查GB/T 16938-2008 紧固件螺栓、螺钉、螺柱和螺母通用技术条件GB/T 3098.1-2000 紧固件机械性能螺栓、螺钉和螺柱GB/T 3103.1-2002 紧固件公差螺栓、螺钉、螺柱和螺母GB/T 3103.3-2000 紧固件公差平垫圈德信诚培训网GB/T 3104-1982 紧固件六角产品的对边宽度GB/T 5267.4-2009 紧固件表面处理耐腐蚀不锈钢钝化处理GB/T 5779.1-2000 紧固件表面缺陷螺栓、螺钉和螺柱一般要求6.0记录表格《标准件检验记录表》标准件检验记录表.doc《不合格品分析表》不合格品分析报告表.xls。
包材检验规程

1500ml 58±0.5g 20.60±0.16mm 20.60±0.16mm 20.60±0.16mm 24.94±0.16mm 27.43±0.16mm 25.71±0.16mm 27.97±0.16mm 33.00±0.30mm 14.10±0.16mm 21.01±0.25mm 1.70±0.16mm 4.57±0.16mm
物质污染的仓库内,成品贮存要求超过1天,贮存期 从生产日期起不能超过6个月。 6.5流程卡标识清淅,应注有机台号、物料品名、规格、 原料批号代码、生产厂、生产工序、生产日期时间、 产品名称规格、操作员、数量等。遇有试验、异常或 其他调试应做详细的注明。
16
三、吹瓶检验规程
1、吹瓶工艺流程: 结晶胚→送胚→理胚→下胚→IR灯管加热→转送盘入模具→拉伸
1.76mm 4.57-4.77mm
1.56mm ≤0.13mm 3.41mm 2.89mm 101.51±0.5mm
1500ml 58±0.5g 21.0±0.08mm 25.32±0.08mm 27.86±0.08mm 26.06±0.08mm 28.40±0.08mm 33.55±0.2mm 14.47-14.67mm 21.55±0.12mm
支撑环,焦化、粘模、刮痕、异物、污染、不洁、 颜色、气泡、凹陷、白雾、破损等现象。遇更换新 设备、新模具、新工艺以及有异常情况出现时必须 按实际情况增加外观检查频率。将结果及时记录。
12
二、胚结晶检验规程
4 、检验方法 4.3尺寸检验: 4.3.1 重量偏差:用精度为0.01g的电子天平检测。 4.3.2 直径偏差:用精度为0.01mm的游标卡尺检测,
1.59
尺寸标准 500ml
28.5±0.3g 20.60±0.16mm 20.60±0.16mm 20.60±0.16mm 24.94±0.16mm 27.43±0.16mm 25.71±0.16mm 27.97±0.16mm 33.00±0.30mm 14.10±0.16mm 21.01±0.25mm 1.70±0.16mm 4.57±0.16mm