机械制造技术基础习题-机械制造技术基础说课材料
机械制造技术基础知识单选题100道及答案解析

机械制造技术基础知识单选题100道及答案解析1. 下列哪种刀具材料的硬度最高?()A. 高速钢B. 硬质合金C. 陶瓷D. 金刚石答案:D解析:金刚石是目前已知的最硬材料。
2. 在车削加工中,切削速度的计算公式是()A. v = πdn/1000B. v = 1000πdnC. v = 1000n/πdD. v = nπd/1000答案:A解析:切削速度v = πdn/1000,其中d 是工件直径,n 是主轴转速。
3. 下列哪种加工方法主要用于加工平面?()A. 车削B. 铣削C. 磨削D. 钻削答案:B解析:铣削是常用的平面加工方法。
4. 刀具的前角增大,切削力()A. 增大B. 减小C. 不变D. 先增大后减小答案:B解析:刀具前角增大,切削变形减小,切削力减小。
5. 零件在加工过程中使用的基准称为()A. 设计基准B. 工艺基准C. 测量基准D. 装配基准答案:B解析:工艺基准是零件在加工过程中使用的基准。
6. 粗基准一般()A. 只能使用一次B. 可以重复使用C. 能使用多次D. 以上都不对答案:A解析:粗基准一般只能使用一次,以保证加工面与不加工面的位置精度。
7. 在外圆磨床上磨削外圆,其主运动是()A. 砂轮的旋转运动B. 工件的旋转运动C. 砂轮的直线运动D. 工件的直线运动答案:A解析:外圆磨床磨削外圆时,砂轮的旋转运动是主运动。
8. 加工精度最高的孔加工方法是()A. 钻孔B. 扩孔C. 铰孔D. 镗孔答案:C解析:铰孔的加工精度较高。
9. 顺铣时,工作台的进给方向与铣刀的旋转方向()A. 相同B. 相反C. 垂直D. 没关系答案:A解析:顺铣时,工作台的进给方向与铣刀的旋转方向相同。
10. 刀具耐用度的单位是()A. 分钟B. 秒C. 米D. 毫米答案:A解析:刀具耐用度通常以分钟为单位。
11. 下列哪种机床可以加工螺纹?()A. 铣床B. 钻床C. 车床D. 磨床答案:C解析:车床可以通过丝杠传动加工螺纹。
《机械制造技术基础》练习题(附答案)
《机械制造技术基础》练习题(附答案)一、填空1、机械加工中,形状精度的获得方法有_轨迹法、一成形法、—相切法、一展成法四种2、切削加工中,工件上通常存在已加工表面、待加工表面、—过渡表面二个表面。
3、切削用量是指_切削速度_、_进给量_和_背吃刀量_三者的总称。
4、切屑有_带状切屑、—节状切屑、—粒状切屑、—崩碎切屑_四种。
5、刀具磨损的形式有_前面磨损、—后面磨损、一前后面或边界_三种。
6刀具磨损的原因—硬质点磨损、一粘接、一扩散_、_化学—四个方面。
7、刀具磨损经历_初期磨损、—正常磨损、一急剧磨损—三个阶段。
8、目前用得最多的刀具材料仍为_高速钢_、_硬质合金—两种。
9、国际标准化组织将切削用硬质合金分为_YG类_、_YT类_、_YW类三类。
10、切削液有_冷却_、_润滑_、_清洗_、_防锈—四个作用。
11、常见的切削液的使用方法_喷淋法、—高压冷却法、—喷雾法—有三种。
12、按照万能程度分机床可分为通用机床、专门化机床、专用机床三种类型。
13、为了实现切削加工过程所需的各种运动,机床必须具备—执行件_、_动力源- 传动装置—三个基本部分的元件。
14、车刀按其用途,可分为_外圆车刀、—端面车刀、—切断车刀—三种类型。
15、砂轮的特性取决于—磨料_、_粒度_、_结合剂、一硬度_和_组织五个参数。
16、工业上常用的人造磨料有_刚玉类、一碳化硅类、一高硬度磨料类_等三类。
17、砂轮的组织是指—磨料_、_结合剂和—孔隙—三者体积的比例关系。
18、外圆磨削方式可分为_纵磨法_和_横磨法—两种形式。
19、无心外圆磨削有_贯穿磨法_和_切入磨法—两种磨削方式。
20、齿轮加工按其加工原理可分为—成形法_和―展成法—两类。
21、齿轮精加工常用—剃齿_、_珩齿_和_磨齿—三种方法。
22、圆周铣削有—逆铳—和—顺铳—两种方式。
23、在孔加工中,—钻孔_和_扩孔—统称为钻削。
24、刨床类机床主要有_牛头刨床_、_龙门刨床_和_插床—三种类型。
机械制造技术基础习题集
机械制造技术基础习题集[第一篇]1. 什么是加工?加工是把原材料经过特定形式的物理或化学作用,以达到一组特定形状、表面质量和性能的成品过程。
加工通常涉及去除原材料的一部分,例如切割、磨削、钻孔等。
2. 什么是CNC加工中心?CNC加工中心是一种由电脑控制的机器工具,用于在三个方向上进行加工,即X、Y和Z轴。
它可以通过预设程序来自动执行复杂的加工操作,如钻孔、铣削和切割等。
这使得它能够制造各种不同形状的零件和工件。
3. 什么是数控机床?数控机床是一种由计算机程序控制的机器工具,可进行高精度的加工操作。
根据其操作的方式和结构不同,数控机床可用于进行不同类型的加工,如铣削、钻孔、切割等。
4. 什么是自动化生产线?自动化生产线是一系列自动化工作站的集合,工作站之间通过传输设备传递零件和工件。
生产线可用于制造大批量、高精度的产品,减少对人工劳动的需求,并以更快的速度提高生产率。
5. 什么是切削力?切削力是指在加工过程中产生的力,用于剪切或切断工件中的材料。
它是切削过程中加工质量和工具磨损程度的重要因素。
6. 什么是刀具?刀具是一种用于切削、钻孔或铣削等加工作业的工具。
常用的刀具包括铣刀、钻头和锯片等。
刀具的选择取决于生产所需的加工方式、材料和成品形状等因素。
7. 什么是工艺?工艺是特定生产过程的方法和流程,包括所有标准、程序、材料和工具等的使用。
它的目的是确保生产过程的高效性、精确性和一致性,以生产高质量的产品。
8. 什么是表面处理?表面处理是对工件表面进行物理或化学处理的过程,以增强工件的导热性、耐腐蚀性或美观性等特征。
常用的表面处理工艺包括阳极氧化、喷涂、电镀和喷砂等。
9. 什么是各向异性?各向异性是指物质在不同方向上的物理性质不同的特性。
在制造业中,各向异性通常用于说明材料在加工过程中的行为,如切削特性和绕组铺设要求等。
10. 什么是精度?精度是指加工过程中可以达到的最高精度水平。
它通常用于描述工件的尺寸、形状和表面质量等特征。
机械制造技术基础习题课

THNKS
汇报人:
质量控制的重要性:确保产品质量提高 生产效率
质量控制的方法:统计过程控制 (SPC)、质量管理体系(QMS) 等
检测技术的应用:光学检测、超声波检 测、X射线检测等
检测设备的选择:根据产品特点和生产 需求选择合适的检测设备
检测结果的分析与改进:根据检测结果 进行质量改进提高产品质量
Prt Three
质量
激光切割:利 用激光束切割 材料适用于精 密切割和复杂
形状的加工
先进制造技术在企业中的应用
自动化生产线: 提高生产效率 降低人工成本
3D打印技术: 实现个性化定 制缩短生产周
期
工业机器人: 提高生产精度 降低人为错误
物联网技术: 实现生产过程 实时监控提高
产品质量
未来制造业的发展趋势与展望
智能化:人工智能、大数据等技术的应用将使制造业更加智能化 绿色化:环保、节能、减排将成为制造业发展的重要方向 定制化:个性化、定制化生产将成为制造业发展的重要趋势 网络化:互联网、物联网等技术的应用将使制造业更加网络化、数字化
机械制造技术基础习题 课
,
汇报人:
目录
01 机 械 制 造 技 术 基 础 概述
03 习 题 解 析 与 练 习 05 实 际 应 用 案 例 分 析
02 机 械 制 造 技 术 基 础 的主要内容
04 机 械 制 造 技 术 基 础 的发展趋势
Prt One
机械制造技术基础 概述
机械制造的定义和重要性
测方法
习题6:机械制造技术 基础中的创新和改进方
法
习题8:机械制造技术 基础中的安全操作和防
护方法
习题10:机械制造技 术基础中的项目管理和
机械制造基础习题集说课材料
机械制造基础习题集第一章生产过程与组织1-1什么是制造和制造技术?1-2机械制造业在国民经济中有何地位?为什么说机械制造业是国民经济的基础?1-3如何理解制造系统的物料流、能量流和信息流?1-4什么是机械制造工艺过程?机械制造工艺过程主要包括哪些内容?1-5什么是生产纲领,如何确定企业的生产纲领?1-6什么是生产类型?如何划分生产类型?各生产类型各有什么工艺特点?1-7企业组织产品的生产有几种模式?各有什么特点?1-8按照加工过程中质量m的变化,制造工艺方法可分为几种类型?并说明各类方法的应用范围和工艺特点。
1-9一个典型的机械制造企业是有哪几个系统组成?其含义分别是什么?1-10简述机械制造技术的发展概况。
第二章机械加工方法与装备2-l何谓加工中心?利用加工中心如何加工曲面?2-2简述电火花加工、电解加工、激光加工和超声波加工的表面成形原理和应用范围。
2-3指出下列机床型号中各位字母和数字代号的具体含义:CG6125B CW61100 M1432A Y3150E2-4简述选用机床的原则。
2-5简述数控机床的组成及各部分的功用。
2-6数控机床加工有什么特点?2-7从外圆车削来分析,υc、f、a p各起什么作用?它们与切削层厚度a c和切削层宽度a w各有什么关系?2-8刀具正交平面参考系由哪些平面组成?它们是如何定义的?2-9车刀的标注角度主要有哪几种?它们是如何定义的?2-10已知一外圆车刀切削部分的主要几何角度为:γ1=151、α1=a1’=80、κr=750、κr’=150、λs=-50。
试绘出该刀具切削部分的工作图。
2-11刀具的工作角度和标注角度有什么区别?影响刀具工作角度的主要因素有哪些?试举例说明。
2-12刀具有哪些种类?试就每种常用刀具各举一个例子,并说明其加工范围。
2-13何谓顺铣?何谓逆铣?画图说明。
2-14刀具材料应具备哪些性能?书上介绍的四种常用刀具材料各有什么特点?2-15刀具的前角、后角、主偏角、副偏角、刃倾角各有何作用?如何选用合理的刀具切削角度?2-16砂轮的特性主要由哪些因素所决定?如何选用砂轮?2-17简述刀具管理系统的任务和内容。
机械制造工艺习题说课讲解
单项选择题1.下列机械加工方法中,主切削运动是刀具旋转运动的是[ ] A车削 B 铣削 C 刨削 D插键槽2.车削时,带走大部分切削热的是[ ]A.工件B. 切屑C. 空气D.车刀3. 切削用量三要素中,对切削温度影响最大的是[ ]A. 切削速度B. 进给量C. 背吃刀量D.三者基本相同4. 下列刀具材料中,属于高速钢的是[ ]A T10AB CBNC W18Cr4VD YG35. 某厂汽车的年产量为5万台,每台汽车有四个活塞,每年生产活塞的废品率为3%,备品率为5%。
该厂汽车活塞的年生产纲领是[ ]A 5万台B 20万台C 21.63万台D 23万台6. 周铣加工中,工件进给方向与铣刀的旋转方向相反,称为[ ]A.逆铣B.顺铣C.对称铣D.不对称铣7. 影响切削层公称厚度的主要因素是[ ]A. 切削速度和进给量B. 切削深度和进给量C. 进给量和主偏角D. 进给量和刃倾角8. 工程上常讲的“一面两销”一般限制了工件的自由度的个数为[ ]A. 3B. 4C. 5D. 69. 车刀刀尖高于工件旋转中心时,刀具的工具角度[ ]A. 前角增大,后角减小B. 前角减小,后角增大C. 前角、后角都增大D. 前角、后角都减小10. 齿轮滚刀属于[ ]A 定尺寸刀具B 成形刀具C 展成刀具D一般刀具填空题11. 在刀具正交平面参考系中,通过主切削刃上一点并与该点切削速度方向垂直的平面称为。
基面12. 磨削中,磨粒由尖锐逐渐磨钝,使切削能力变差,切削力变大。
当切削力超过磨粒粘结剂强度时,磨钝的磨粒会脱落,露出一层新的磨粒,砂轮的这种特性称为。
自锐性13. 在切削速度不高而又能形成带状切屑情况下,加工塑性材料时,常在刀具前刀面切削处粘着一块三角状硬块,称为。
积屑瘤14. 机械加工工艺系统由、夹具、刀具和工件组成。
机床15. 在顺序加工一批工件时,大小和方向遵循一定规律变化的误差称为。
变值性系统误差16. 数控机床和加工中心一般是按照工序原则组织工艺过程,其特点是生产适应性好。
《机械制造技术基础》习题与解答

机械制造技术基础习题集第1章练习题1. 单项选择1—1 按照系统的观点,可将生产定义为使生产()转变为生产财富并创造效益的输入输出系统。
①对象②资料③要素④信息1—2 度量生产过程效率的标准是( ).①产量②产值③利润④生产率1-3 制造从广义上可理解为( )生产。
①连续型②离散型③间断型④密集型1-4 精良生产是对( )公司生产方式的一种描述.①波音②通用③三菱④丰田1-5 在先进的工业化国家中,国民经济总产值的约()来自制造业。
① 20% ② 40%③ 60%④ 80%1—6 在机械产品中,相似件约占零件总数的()。
① 30% ② 50% ③ 70% ④ 90%1-7 零件分类编码系统是用()对零件有关特征进行描述和识别的一套特定的规则和依据。
①文字②数字③字符④字母1-8 成组技术按( )组织生产。
①产品②部件③零件④零件组1—9 CIM是()和生产技术的综合应用,旨在提高制造型企业的生产率和响应能力.①高新技术②信息技术③计算机技术④现代管理技术1—10 并行工程是对产品及()进行并行、一体化设计的一种系统化的工作模式。
①零件②设备③工艺装备④相关过程1—11 实行并行工程的企业多采用( )的组织形式。
①直线式②职能式③矩阵式④自由式1—12 在多变的市场环境下,影响竞争力的诸要素中()将变得越来越突出。
①时间②质量③成本④服务2. 多项选择2-1 生产要素包括()和生产信息。
①生产对象②生产资料③能源④劳动力2-2 21世纪机械制造业发展趋向是()智能化和清洁化。
①自动化②柔性化③集成化④批量化2-3 专业化协作与扩散生产的形式有()等。
①组织各种专业化基础零部件生产厂②组织专业化毛坯生产厂③实行工艺性协作④实行主机装配协作2-4 机械零件之间的相似性主要表现在( )等几方面。
①零件名称相似性②零件结构特征相似性③零件材料特征相似性④零件制造工艺相似性2—5 采用生产流程分析法划分零件组的优点是( )。
机械制造技术基础-习题.docx
《机械制造技术基础》部分习题参考解答第八章机床夹具设计6-1机床夹具有哪几部分组成?各有何作用?6-2为什么夹具具有扩大机床工艺范围的作用,试举三个实例说明。
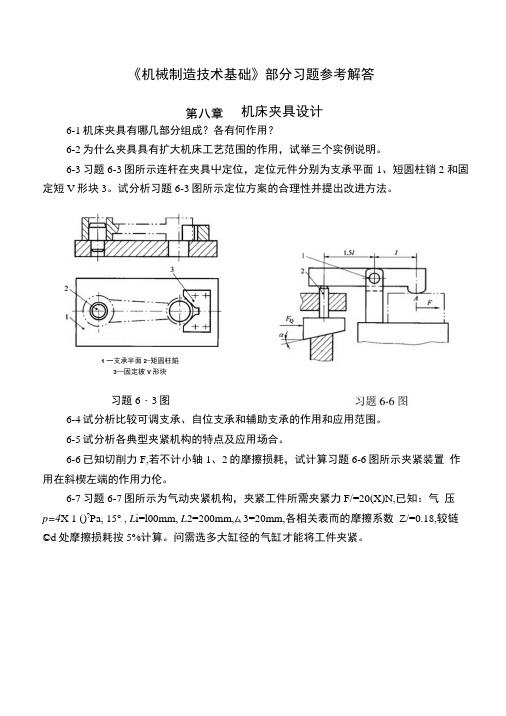
6-3习题6-3图所示连杆在夹具屮定位,定位元件分别为支承平面1、短圆柱销2 和固定短V形块3。
试分析习题6-3图所示定位方案的合理性并提出改进方法。
1 一支承半面2-矩圆柱餡3—固定披V形块习题6・3图6-4试分析比较可调支承、自位支承和辅助支承的作用和应用范围。
6-5试分析各典型夹紧机构的特点及应用场合。
6-6已知切削力F,若不计小轴1、2的摩擦损耗,试计算习题6-6图所示夹紧装置作用在斜楔左端的作用力伦。
6-7习题6-7图所示为气动夹紧机构,夹紧工件所需夹紧力F/=20(X)N,已知:气压p=4X 1 ()?Pa, 15° , L i=l00mm, L2=200mm,厶3=20mm,各相关表而的摩擦系数Z/=0.18,较链©d处摩擦损耗按5%计算。
问需选多大缸径的气缸才能将工件夹紧。
习题6・7图6-8试分析各类钻床夹具的结构特点及应用范围。
6-9钻床夹具在机床上的位置是根据什么确定的?车床夹具在机床上的位置是根据什么确定的?6-10铳刀相对于铳床夹具的位置是根据什么确定的?试校核习题6・10图所示铳床夹:具所标尺寸(15.43±0.06) mm的正确性。
A—A109.86±0.2铳床夹具1、7 —支承板2 —定位键3-頂俊4一压板5—定位销6 —右支座8—螺母9-螺柱习题6・10图6-11习题6・11图所示为在成批生产屮钻螺栓连接孔©7和G5的工序简图,定位基面均为已加工面。
已知:工件两定位孔的距离为(230±0.06) mm,大头孔点径为042;誉mm,小头孔直径为022『血口叽试为该工序徒手绘制一钻床夹具草图。
要求根据加工要求绘制定位元件、导向元件、夹紧装置和夹具体,并在装配图上标注装配尺寸及技术要求。
机械制造技术基础习题讲解PPT课件

R1
15
0 0.016
R2 15.3 00.05
R2 R1 A1
尺寸链图
5-33 试编制习图5-33所示拨叉零件的机械加工工艺规程,将 有关内容填入习表5X5-2中。毛坯为精铸件,生产批量30件。
解: 1、精基准选择:以φ25+0.025mm为主要的精基准,
孔端面为轴向定位基准,零件中间连接板外形定位限 制绕孔心线转动的自由度。 理由:符合基准重合原则,既能消除基准不重合误 差,又能保证大多数位置精度要求;工件装夹比较稳 定。 2、粗基准选择:以φ40mm外形为粗基准。 理由:以不加工表面毛坯外圆为粗基准,保证加工 孔φ25+0.0250mm与外圆的同轴度,使孔壁厚均匀。
30
.6
; 0
0.1
2)铣键槽至尺寸A1; 3)热处理;
4)磨外圆至
30
0 0.032
,加工完毕。
求工序尺寸A1= ?
习图5-17
解:
建立尺寸链如图所示,其中 26 00.是2 尺寸链的封闭环 ; 待求R2。是解尺此寸尺链寸的链减可环得;到R:1、A1是尺寸链的增环,A1
26= (15+A!)-15.3 0=(0+ESA1)-(-0.05) -0.02=(-0.016+EIA1)-0
tA tB
A
C
B
tC
a)
b)
c)
图c: ① 精基准——液压油缸的设计基准是孔C。按基准重合原
则,应选孔C为精基准。以C为精基准也可以方便地加工其 他表面,与统一基准原则相一致。故选孔C为统一精基准。 ② 粗基准——为保证飞轮旋转时的平衡,大外圆与不加工 孔要求同轴,且不加工内端面与外圆台阶面距离应尽可能 的均匀,故应以不加工孔及内端面作定位粗基准。
机械制造技术基础习题集

机械制造技术基础习题集引言:机械制造技术是现代制造业的重要组成部分,对于提高产品的质量和生产效率起着至关重要的作用。
为了更好地掌握机械制造技术的基础知识,我们准备了这个习题集,希望能够帮助读者更好地理解和应用机械制造技术。
第一章:机械加工基础习题1. 一台车床的主轴转速为800r/min,刀具直径为60mm,求车削速度。
2. 一台铣床的进给速度为0.2mm/r,切削速度为40m/min,求铣削时刀具的进给量。
3. 一件工件表面的粗糙度为Ra 0.8μm,如果要进行研磨,需要选用多大的研磨粒度?4. 一台钻床钻孔的进给速度为0.1mm/r,钻头直径为10mm,求钻孔所需的转速。
5. 一根工件上需要钻6个孔,每个孔的直径为8mm,求钻孔过程中的切削速度。
第二章:数控加工基础习题1. 一台数控车床的进给速度为0.1mm/r,主轴转速为500r/min,求车削速度。
2. 一台数控铣床的进给速度为0.3mm/r,切削速度为60m/min,求铣削时刀具的进给量。
3. 一台数控磨床的进给速度为0.05mm/r,主轴转速为8000r/min,求磨削速度。
4. 一根工件需要进行数控镗削,孔径为12mm,进给速度为0.2mm/r,求镗削所需的转速。
5. 一件工件需要进行数控铣削,切削速度为50m/min,每分钟进给量为100mm,求主轴转速。
第三章:机床装配基础习题1. 一台轴承的内径为40mm,外径为80mm,厚度为18mm,在装配时应该如何选择合适的间隙?2. 一台滚珠丝杠的直径为16mm,螺距为4mm,目标转动精度为0.01mm,求丝杠与导轨的配合间隙。
3. 一台蜗轮蜗杆机构的蜗轮齿数为40,蜗杆螺距为8mm,求蜗杆每转需要几个蜗轮齿数。
4. 一台齿轮传动机构的驱动轴齿数为30,从动轴齿数为60,求其传动比。
5. 一台链传动机构的驱动轮齿数为40,从动轮齿数为80,求其传动比。
结论:通过对机械制造技术基础的习题的学习和练习,不仅可以提高我们对于机械制造技术的理论理解,还可以增加我们的实践操作能力。
机械制造技术基础题库华楚生
机械制造技术基础题库华楚生
机械制造技术是制造业中的一个重要领域,涉及到很多基础知识和技术。
为了提高学生的机械制造技术水平,教师需要为他们提供一些基础题库,帮助他们巩固和加深对机械制造技术的理解。
以下是机械制造技术基础题库的一部分:
1.什么是机械制造技术?
2.机械制造技术的主要分支有哪些?
3.机械零件的加工方法有哪些?
4.什么是CNC加工?
5.如何进行机械零件的测量和检验?
6.什么是机械设计?
7.机械设计中需要考虑哪些因素?
8.机械设计中常用的软件有哪些?
9.什么是机械工程制图?
10.机械工程制图中的基本符号有哪些?
11.机械工程制图中如何表示尺寸和公差?
12.什么是机械加工工艺?
13.机械加工工艺中需要考虑哪些因素?
14.机械加工工艺中常用的工具有哪些?
15.什么是切削力和切削温度?
16.如何降低切削力和切削温度?
17.什么是机械故障和维修?
18.机械故障和维修中需要考虑哪些因素?
19.机械故障和维修中常见的故障有哪些?
20.如何进行机械设备的维护和保养?
以上是机械制造技术基础题库的一部分,通过做题可以帮助学生巩固和加深对机械制造技术的理解,提高他们的水平。
同时,教师也可以根据学生的情况,选择相应的题目进行讲解和指导。
机械制造技术基础习题-机械制造技术基础说课材料

《机械制造技术基础》习题集0 绪论0.1什么是制造和制造技术?0.2机械制造业在国民经济中有何地位?为什么说机械制造业是国民经济的基础?0.3如何理解制造系统的物料流、能量流和信息流?0.4什么是机械制造工艺过程?机械制造工艺过程主要包括哪些内容?0.5什么是生产纲领,如何确定企业的生产纲领?0.6什么是生产类型?如何划分生产类型?各生产类型各有什么工艺特点?0.7企业组织产品的生产有几种模式?各有什么特点?0.8按照加工过程中质量m的变化,制造工艺方法可分为几种类型?并说明各类方法的应用范围和工艺特点。
1.金属切削加工的基本知识1.1何谓切削用量三要素?它们是怎样定义的?1.2刀具标注角度参考系有几种?它们是由什么参考平面构成的?试给这些参考平面定义? 1.3 试述刀具标注角度的定义。
一把平前刀面外圆车刀必须具备哪几个基本标注角度?这些标注角度是怎样定义的?它们分别在哪个参考平面内测量?1.4试述判定车刀前角γ0、后角α0和刃倾角λs,正负号的规则。
1.5试述刀具标注角度与工作角度的区别。
为什么横向进给时,进给量不能过大?1.6曲线主切削刃上各点的标注角度是否相同,为什么?1.7 试标出图1-1所示端面切削情况下该车刀的γ0,α0,λs,αn,k r,k r’,γ0’,α0’,以及αp,f,h D,b D。
如果刀尖的安装高于工件中心h值,切削时a,b点的实际前、后角是否相同?以图说明之。
图1-1 题1.7图示1.8 砂轮的特性有哪些?砂轮的硬度是否就是磨料的硬度?如何选择砂轮?1.9常用刀具材料的种类有哪些?它们有什么特性?从化学成分、物理机械性能说明陶瓷、立方氮化硼、金刚石刀具材料的特点和应用范围。
1.10刀具材料必须具备哪些性能?1.11 试列举普通高速钢的品种与牌号,并说明它们的性能特点及应用。
试列举常用硬质金的品种与牌号,并说明它们的性能特点及应用范围2.金属切削过程的基本规律及其应用2.1金属切削过程的本质是什么?切削过程中的三个变形区是怎样划分的?各变形区有特征? 2.2影响加工表面粗糙度的因素有哪些?如何减小表面粗糙度?2.3影响切屑变形的因素有哪些?它们是怎样影响切屑变形的?2.4 试判断题图2—1(a)、(b)两种切削方式哪种平均变形大,哪种切削力大,为什么?切削条件:k r=90°,rε=0.5 mm,αp=1 mm,f=1 mm/r。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
《机械制造技术基础》习题集0 绪论0.1什么是制造和制造技术?0.2机械制造业在国民经济中有何地位?为什么说机械制造业是国民经济的基础?0.3如何理解制造系统的物料流、能量流和信息流?0.4什么是机械制造工艺过程?机械制造工艺过程主要包括哪些内容?0.5什么是生产纲领,如何确定企业的生产纲领?0.6什么是生产类型?如何划分生产类型?各生产类型各有什么工艺特点?0.7企业组织产品的生产有几种模式?各有什么特点?0.8按照加工过程中质量m的变化,制造工艺方法可分为几种类型?并说明各类方法的应用范围和工艺特点。
1.金属切削加工的基本知识1.1何谓切削用量三要素?它们是怎样定义的?1.2刀具标注角度参考系有几种?它们是由什么参考平面构成的?试给这些参考平面定义? 1.3 试述刀具标注角度的定义。
一把平前刀面外圆车刀必须具备哪几个基本标注角度?这些标注角度是怎样定义的?它们分别在哪个参考平面内测量?1.4试述判定车刀前角γ0、后角α0和刃倾角λs,正负号的规则。
1.5试述刀具标注角度与工作角度的区别。
为什么横向进给时,进给量不能过大?1.6曲线主切削刃上各点的标注角度是否相同,为什么?1.7 试标出图1-1所示端面切削情况下该车刀的γ0,α0,λs,αn,k r,k r’,γ0’,α0’,以及αp,f,h D,b D。
如果刀尖的安装高于工件中心h值,切削时a,b点的实际前、后角是否相同?以图说明之。
图1-1 题1.7图示1.8 砂轮的特性有哪些?砂轮的硬度是否就是磨料的硬度?如何选择砂轮?1.9常用刀具材料的种类有哪些?它们有什么特性?从化学成分、物理机械性能说明陶瓷、立方氮化硼、金刚石刀具材料的特点和应用范围。
1.10刀具材料必须具备哪些性能?1.11 试列举普通高速钢的品种与牌号,并说明它们的性能特点及应用。
试列举常用硬质金的品种与牌号,并说明它们的性能特点及应用范围2.金属切削过程的基本规律及其应用2.1金属切削过程的本质是什么?切削过程中的三个变形区是怎样划分的?各变形区有特征? 2.2影响加工表面粗糙度的因素有哪些?如何减小表面粗糙度?2.3影响切屑变形的因素有哪些?它们是怎样影响切屑变形的?2.4 试判断题图2—1(a)、(b)两种切削方式哪种平均变形大,哪种切削力大,为什么?切削条件:k r=90°,rε=0.5 mm,αp=1 mm,f=1 mm/r。
题图2—1 习题4用图2.5 切屑类型有哪几种?各种类型切屑的形成条件是什么?切屑形状有哪几种?切削塑性金属时,为了使切屑容易折断可采用哪些措施?2.6影响切削力的因素有哪些?它们是怎样影响切削力的?2.7 用k r=60°、γ0=20°的外圆车刀在CA 6140车床上车削细长轴,车削后工件呈腰鼓形,其原因是什么?在刀具上采用什么措施可以减小甚至消除此误差?2.8 试分析k r=93°的外圆车刀车削外圆时工件的受力情况。
2.9 在CA6140车床上车削调质处理的45钢,其硬度为HB=229;刀具材料为YTl4;车刀几何参数为:γ0=15°,α0=6°,α’0=6°,k r=75°,λs=0,b r1=0.5 mm,γ01=一10°,rε=0.5 mm;切削用量:αp=3 mm,f=0.5 mm/r,v=100 m/min,机床功率为P E =7.5 kW,求F x、F y、F z,并校验机床功率是否足够。
2.10 试阐述已加工表面的形成过程。
2.11切削力是怎样产生的?为什么要研究切削力?2.12 金属切削层的变形可划分为几个区?各有什么特点?2.13 衡量切削变形的方法有哪些?其原理及表达式是什么?2.14 切屑的种类有哪些,其变形规律如何?2.15各切削分力分别对加工过程有何影响?2.16实际生产中常用哪几种计算切削力的方法?有何特点?2.17 切削热是怎样传出的?影响切削热传出的因素有哪些?2.18为什么切削钢件时,其刀具前刀面的温度要比后刀面高,而切削灰铸铁等脆性材料时则相反?2.19刀具磨损与一般机器零件磨损相比,有何特点?2.20为什么硬质合金刀具与高速钢刀具相比,所规定的磨钝标准要小些?2.21何谓刀具耐用度?它与刀具寿命有何不同?2.22何谓工件材料的切削加工性?它与哪些因素有关?2.23材料切削加工性的衡量指标都有哪几种?如何根据各种加工的特点选用相应的衡量指标?2.24材料的相对加工性如何表示?它与加工中的哪些因素有关?有何作用?2.25 简述工件材料物理力学性能对切削加工性的影响?2.26 铜和铜合金属易切削材料,但有些加工性好,有些加工性差,试分析其原因?2.27为什么说铸铁粗加工的加工性能差?如何提高此时的加工性?2.28试对碳素结构钢中含碳量大小对切削加工性的影响进行分析。
2.29 何谓难切削材料?这类材料在物理力学性能方面有哪些特点?2.30 为什么在钢中加入易切元素就能改变它的切削性能?2.31含碳量不同的碳钢应采取何种热处理措施来改善切削加工性?2.32简述高速钢和硬质合金刀具的主要用途。
2.33 粗、精加工时,为何所选用的切削液不同?2.34 说明前角的大小对切削过程的影响。
2.35 说明后角的大小对切削过程的影响。
2.36 从刀具耐用度的角度分析刀具前、后角的合理选择。
2.37分析主、副偏角的大小对切削过程的影响。
2.38 说明刃倾角的作用。
2.39何谓最大生产率耐用度、最低成本耐用度和最大利润耐用度?分析三者之间的关系并说明各自的应用场合。
2.40掌握任意剖面前角公式的推导方法。
3.金属切削机床与刀具3.1指出下列机床型号中各位字母和数字代号的具体含义:CG6125B XK5040 Y3150E3.2画简图表示用下列方法加工所需表面时,需要哪些成形运动?其中哪些是简单运动?哪些是复合运动?(1)用成形车刀车削外圆锥面;(2)用尖头车刀纵、横向同时运动车外圆锥面;(3)用钻头钻孔;(4)用拉刀拉削圆柱孔;(5)插齿刀插削直齿圆柱齿轮。
3.3在CA6140型卧式车床上车削下列螺纹:(1)米制螺纹P=3 mm;P=8 mm,K=2;(2) 模数螺纹m=4 mm,K=2;(3) 米制螺纹P=48 mm。
写出其传动路线表达式,并说明车削这些螺纹时,可采用的主轴转速范围及其理由。
3.4分析CA6140型卧式车床的传动系统。
(1)证明f横≈0.5 f纵;(2)计算主轴高速转动时能扩大的螺纹倍数,并进行分析:(3)分析车削径节螺纹时的传动路线,列出运动平衡式,说明为什么此时能车削出标准的径节螺纹;(4)当主轴转速分别为40、160及400 r/min时,能否实现螺距扩大4及16倍,为什么?(5)为什么用丝杠和光杠分别担任切削螺纹和车削进给的传动?如果只用其中的—个, 既切削螺纹又传动进给,将会有什么问题?(6)为什么在主轴箱中有两个换向机构?能否取消其中一个?溜板箱内的换向机构又有什么用处?(7)说明M3、M4和M5的功用,是否可取消其中之一?(8)溜板箱中为什么要设置互锁机构?3.5在滚齿机上加工一对斜齿轮时,当一个齿轮加工完成后,在加工另一个齿轮前应当进行哪些挂轮计算和机床调整工作?3.6 简述TH5632型加工中心主轴刀具夹紧、松开、换刀及准停的工作原理。
3.7 标准群钻的结构有什么特点?为什么能提高钻孔效率?3.8 机床功率超载时应采取哪些措施?3.9 试分析车刀由焊接结构发展为可转位结构的必然性。
3.10 试比较可转位刀片夹固结构的优缺点。
3.11 可转位车刀刀槽角度、刀片角度和车刀角度之间有什么关系?3.12 试述孔加工刀具的种类和它们的应用范围。
3.13 简述标准高速钢麻花钻的结构组成。
3.14 绘图表示麻花钻切削部分形状及角度。
3.15 试分析麻花钻前角、后角、主偏角及端面刃倾角的变化规律。
3.16 麻花钻为什么会有横刃?横刃对钻削的影响如何?3.17 麻花钻有何不足?如何进行修正?3.18 如何根据工件直径和公差来确定铰刀直径和公差?合理使用铰刀应注意哪些问题? 3.19 试分析圆周铣削与端面铣削的切削厚度、切削宽度、切削层面积和铣削力,以及它们对铣削过程的影响。
3.20 试分析圆周铣削时,顺铣和逆铣的优缺点。
3.21 螺旋齿圆柱铣刀的螺旋方向和旋转方向与轴向力有何关系?应使轴向力指向何方?为什么?3.22 拉削有什么主要特点?3.23 简述常用拉刀的种类和应用范围。
3.24 齿轮刀具主要类型有哪些?3.25 常用齿轮滚刀有哪几种?说明它们的优缺点。
3.26 试分析齿轮滚刀加工齿轮的工作原理。
3.27 简述插齿刀的类型、应用和插齿技术发展。
3.28 试分析插齿刀齿面形状。
3.29 常用的砂轮有几种类型?它们由哪些要素组成?各应用在什么场合?3.30深孔加工的特点是什么?深孔钻在结构上应如何考虑?它有哪几种类型?3.31绞刀比麻花钻和扩孔钻能获得较高加工质量的原因是什么?3.32切削加工时,机械零件是如何形成的?在机床上通过刀具的刀刃和毛坯的相对运动再现母线或导线,可以有哪几种方法?3.33举例说明什么叫表面成形运动,什么叫简单运动、复合运动?用相切法形成发生线时需要两个成形运动是否是复合运动?为什么?3.34试用简图分析用下列方法加工所需表面时的成形方法,并标明所需的机床运动。
(1)用成形车刀车外圆;(2)用普通外圆车刀车外圆锥体;(3)用圆柱铣刀铣平面;(4)用滚刀滚切斜齿圆柱齿轮;(5)用钻头钻孔;(6)用(窄)砂轮磨(长)圆柱体。
3.35 举例说明什么叫内联传动链、外联传动链?画出卧式车床传动原理图。
3.36 分析CA6140型普通车床的传动系统:(1)列出计算主轴最高转速n max和最低转速n min的运动平衡式;(2)证明f横≈0.5f纵;(3)指出进给运动传动链中的基本组,增倍组和移换机构;(4)分析车削模数螺纹的传动路线,列出运动平衡式并说明为什么能车削出标准模数螺纹?(5)当主轴转速分别为40,160及400r/min时能否实现螺距扩大4及16倍?为什么?(6)为什么用丝杠和光杠分别担任切螺纹和车削进给的传动?(7)在主轴箱中,设置了几个换向机构,各有什么作用?溜板箱内的换向机构又有什么作用?3.37 CA6140型普通车床主轴箱结构部分:(1)动力由电动机传到轴I时为什么要采用卸荷带轫,说明扭矩是如何传递到轴工的?试画出轴I有卸荷带轮和无卸荷带轮时的受力情况简图。
(2)片式摩擦离合器传递功率的大小与哪些因素有关?如何传递扭矩?怎样调整?离合器的轴向压力是如何平衡的?工作时摩擦离合器是否会自动松开?为什么?3.38 普通车床溜板箱中对开螺母操纵机构与纵向、横向进给操纵机构之间为什么需要互锁?溜板箱中的超越离合器和安全离合器的作用各是什么?3.39说明CM1l07型单轴纵切自动车床中分配轴是哪根轴?其作用是什么?3.40 已知滚刀的头数为K,右旋,螺旋升角为β;被加工直齿圆柱齿轮的齿数为Z I;滚刀的轴向进给量为f mm/ro试回答下列问题:(1)滚刀的轴心线位置为什么要调整到与水平相差一个角度?角度应多大?(2)若滚刀轴向进给Amm时,工件与滚刀各转多少转?3.41 在下列改变某一条件的情况下(其他条件不变),滚齿机上哪些传动链的换向机构应变向:(1)由滚动右旋斜齿轮改变为滚切左旋斜齿轮;(2)由逆铣滚齿改为顺铣滚齿;(3)由使用右旋滚刀改变左旋滚刀。