锑掺杂量对ATO薄膜结构及光、电性能的影响
透明导电薄膜用Sb掺杂SnO2光电特性研究[设计+开题+综述]
![透明导电薄膜用Sb掺杂SnO2光电特性研究[设计+开题+综述]](https://img.taocdn.com/s3/m/d556f4366529647d2628521c.png)
开题报告电子信息科学与技术透明导电薄膜用Sb掺杂SnO2光电特性研究一、选题的背景与意义近年来,随着科技的进一步发展,太阳能电池,高分辨率,大尺寸平面显示器,节能红外反射膜等广泛应用,对透明导电膜的需求越来越大。
透明导电膜主要用于透明电极、屏幕显示、热反射镜、透明表面发热器、柔性发光器件、液晶显示器等领域。
这就要求透明导电膜不但要有好的导电性,还要有优良的可见光透光性。
根据材料的不同,透明导电膜可分为金属透明导电薄膜,氧化物透明导电膜、非氧化物透明导电薄膜及高分子透明导电薄膜。
当前,氧化物及其复合氧化物薄膜的研究十分引人关注。
本课题主要研究的是Sb掺杂SnO2(简称ATO)体系。
ATO主要成分的SnO2因其优良的光电性能而被广泛应用于透明导电、固态气体传感器及催化等领域。
在透明导电膜中,SnO2因其优异的光电性能已被广泛应用,二氧化锡膜是较早获得商业应用的透明导电材料之一,SnO2是透明n 型宽禁带半导体材料,其Eg=3.6 eV(300 K),纯SnO2的电阻率通常较高,其载流子浓度由氧空位决定,在SnO2中掺入少量的Sb离子能大幅度降低SnO2的电阻率并保持良好的透光性。
而随着电子工业以及相关高新技术产业的高速发展,具有半导体特性金属氧化物导电粉末尤其是超细粉末(如掺杂锑的氧化锡)由于其独特的稳定性和广泛的应用领域而得到迅速发展。
ATO(锑掺杂的二氧化锡)是一类新型浅色透明导电粉,它利用锑掺杂取代锡形成缺陷固融体时形成的氧空位或电子作为载流电子导电的。
ATO可做优良隔热粉、导电粉使用。
其良好隔热性能,被广泛的应用于涂料、化纤、高分子膜等领域。
此外作为导电材料,在分散性、耐活性、热塑性、耐磨性、安全性有着其他导电材料无法比拟的优势。
被应用于光电显示器件、透明电极、太阳能电池、液晶显示、催化等方面。
目前制备ATO粉末的方法有多种,主要包括固相法、溶胶-凝胶法、喷雾热解法、金属醇盐水解法、化学共沉淀法、水热法、网络聚合法等等。
氧化锡锑ato电导率

氧化锡锑ATO电导率的研究一、引言氧化锡锑ATO,又名铟锡氧化物(Indium Tin Oxide,ITO),是一种重要的透明导电材料,广泛应用于触控屏、太阳能电池、OLED显示器等领域。
其性能的优劣主要取决于电导率,因此对氧化锡锑ATO电导率的研究具有重要的理论和实际意义。
二、氧化锡锑ATO的结构与性质氧化锡锑ATO是一种混合金属氧化物,由In2O3和SnO2按照一定比例混合而成。
其中,In2O3提供高的电导率,而SnO2则可以改善其光学性能和稳定性。
氧化锡锑ATO具有良好的透明性和导电性,是目前最常用的透明导电膜材料之一。
三、影响氧化锡锑ATO电导率的因素1. 成分比例:In2O3和SnO2的比例直接影响ATO的电导率。
通常情况下,In2O3含量越高,电导率越高。
2. 制备方法:不同的制备方法会对ATO的微观结构产生影响,从而影响其电导率。
例如,溅射法制备的ATO薄膜的电导率通常高于溶胶-凝胶法制备的ATO薄膜。
3. 热处理条件:热处理温度和时间会影响ATO的晶粒大小和结晶度,进而影响其电导率。
四、提高氧化锡锑ATO电导率的方法1. 优化成分比例:通过调整In2O3和SnO2的比例,可以在保证透明度的同时,尽可能提高电导率。
2. 改进制备工艺:采用更先进的制备技术,如磁控溅射、脉冲激光沉积等,可以得到具有更高电导率的ATO薄膜。
3. 优化热处理条件:通过精细控制热处理过程,可以得到具有优异电导率的ATO。
五、结论氧化锡锑ATO作为一种重要的透明导电材料,其电导率的高低对其应用性能有重要影响。
通过对影响ATO电导率的因素进行深入研究,并采取有效措施提高其电导率,将有助于进一步提升其在相关领域的应用价值。
锑光伏中的用量
锑光伏中的用量
随着可再生能源的发展和应用,光伏发电作为一种清洁能源形式受到了越来越多的关注。
而锑光伏作为一种新型的光伏材料,其在光伏领域中的应用也逐渐受到重视。
在锑光伏中,合理的用量是确保其性能和效率的关键因素之一。
锑作为一种半导体材料,其在光伏中的用量需要根据具体的应用需求来确定。
通常情况下,锑的掺杂浓度会直接影响到光伏电池的性能。
在设计锑光伏电池时,需要考虑到锑的掺杂方式和掺杂浓度,以确保电池的光电转换效率和稳定性。
锑在光伏材料中的用量也会影响到光伏电池的光吸收能力。
适当的锑用量可以提高光伏电池对太阳光的吸收率,从而提高电池的发电效率。
然而,过量的锑用量可能会导致光伏电池吸收光子的能力过强,从而使其发生光伏饱和现象,降低光伏电池的效率。
锑在光伏电池中的用量还会影响到电池的稳定性和寿命。
适量的锑用量可以提高光伏电池的稳定性,延长电池的使用寿命。
然而,过量的锑用量可能会导致电池内部的不均匀性增加,从而影响电池的稳定性和寿命。
在实际应用中,设计锑光伏电池时需要综合考虑以上因素,确定合理的锑用量。
通过精确控制锑的用量,可以提高光伏电池的性能和效率,推动光伏技术的发展和应用。
同时,也需要不断探索和研究
锑在光伏中的作用机制,以进一步优化锑光伏电池的性能和稳定性。
总的来说,锑光伏中的用量是影响光伏电池性能和效率的重要因素之一。
合理的锑用量可以提高光伏电池的性能和稳定性,推动光伏技术的发展和应用。
因此,在设计和制备锑光伏电池时,需要充分考虑锑的用量,以实现最佳的光伏效果。
Fe 3+、 La 3+掺杂对TiO2薄膜结构和光性能的影响
马弗炉 中热处理 ,梯度 升温 (  ̄/ i )至所 需温 度 , 3 mn C
保温 2 ,随炉冷却得到所 需 TO 薄膜样品 。 h i2 22 实验 表征仪器 、 X射线 衍射仪 ( rk r 司 D8A v ne型 )分析 Bue 公 d ac
算公 =1 . 1/), 式 : ( 0  ̄ .一 其中1 、I分 +8 / A R 别是锐
钛矿 相和金 红石 相衍 射特 征 峰的 强度 ,相 含 量分别 为
要是过渡金 属和稀有金属 ,普遍认为[过渡 金属掺杂 是 4 1 通过增加表 面缺陷来提 高二氧 化钛薄膜 的光 催化性 能。 而稀土元素具 有丰富 的能级和 4 f电子跃迁特 性 ,易产 生多电子组态 ,有着特殊 的光 学性质 ,在 TO 改性和 i2 构造 新型光催化 剂体系方面 ,越来越得 到重视 。本实验 从 晶相 转变、 表面形貌 、 紫外. 可见 吸收等方 面研 究 F ¨ e、
L¨ a 掺杂对 T O 薄膜 的影响, 比二者对 薄膜 的改性机 i2 对
3. 1 %、1 . 和 1. 7 23 % 04 %。掺杂浓度大于 02 %时, O 为 . 5 2 纯锐钛矿相 。图 1( )是不同 L 3 b a 掺杂浓度的 TO 粉末 i2
在 60 0 ℃热处理下的 XR 图谱。掺杂后的粉末 为纯锐钛 D
方 法。
的搅拌下滴加 至 A溶液 中 , 滴加完毕搅拌 3 mi, 别 0 n分 采用盐酸和氨 水的异丙醇溶 液调节其 p 值约为 7 H ,之
后室温下搅 拌 3 ,得到均匀 透明稳定 的溶胶 ,溶胶 在 h 室温下 陈化 1 。以洁净 的载 波片为基底提 拉镀膜 ,拉 d
纳米锑掺杂氧化锡(ATO)的研究及其在透明隔热涂料中的应用
,
,
。
,
,
,
。
-
—
-
—
P
r o
gre F u
s s
n c
d A p p lic a t io n in T r a n s p t io n a l M a t e r ia ls o f N a n o m
a n
G
o n
a r e n e
t
a n n
d H
e a
t I
-
n s u
t
,
e r
o rs
20 11
年 第
7
期
19
广
Ⅵ, 、 v w
.
东
化
m
.
工
c o m
第 3 8 卷 总第 2
期
g dc he
67
纳 米 锑 掺 杂 氧 化锡 (A T O ) 的研 究 及 其在 透 明 隔 热 涂 料 中 的应 用
龚圣
,
廖列文
,
f 仲 恺 农 业 工 程 学 院 化 学化 工 学 院
广东 广州
5 10 2 2 5 )
a t
n t
o
f
.
AT O pr e p a
ey w o r
r a t io n
a n
a
p p lic
a t io n
w e re
g ht fo
rw a r
d
K
ds
:n a n o m e t e r m a t e r ia
l:
n a
t im o n y
d o p e d t in d io
锑掺杂对二氧化锡薄膜结构及发光性质的影响

征 的 四方金红 石 结 构 多 晶薄 膜 , 样 品 内不存 在 独 立 在 的氧 化 锑 相 , b离 子 进 入 S O S n z晶格 , 成 替 位 式 掺 形
杂 。小 图为 由 X D 谱计 算 得 到 的 薄膜 晶 粒 尺寸 及 晶 R
薄膜 中的氧 空位 缺 陷及 掺 杂 所 致 的施 主一 主 对 之 间 受 的跃 迁 以及 电子 由其 激发 态向基 态 能级跃 迁等 因素有
关。
格 常数 随掺 杂量 的 变化 曲线 。可 以看 到 , 随着 掺 杂 量 的增 加 , 薄膜 晶粒 变小 , 晶格 常数增 大 。这说 明掺杂 离 子 以 S 件 为 主 , 掺 杂 浓 度 增 大 时 , 格 畸 变 增 大 b 当 晶 (b 、n 和 S 。 S什 S什 b 的离 子 半 径 分 别 为 0 0 0 0 0 3 . 9 、 . 8 和 0 0 4 n [ 造成 薄膜 晶粒 减小 。 . 7 0 锡薄膜结构及发光性质的
锑 掺 杂 对 二 氧 化 锡 薄 膜 结 构 及 发 光 性 质 的影 响
计 峰, 马 瑾 , 洪磊 马
( 山东 大学 物 理学 院 , 山东 济南 2 0 0 ) 5 1 0 摘 要 : 采 用 射 频磁 控 溅 射 方 法 在石 英玻 璃 衬底 上
始 关注 S O n z的发光 特性 [ 。在前 期 工作 中 , 2 州] 我们 曾
报道 了利 用 A C P VD方 法 制备 的 S O n 。薄 膜 的 光致 发
光效应 [ ; 文研 究 了利 用 射 频 磁 控 溅 射 方 法 制 备 的 5本 ]
S O。: b薄膜在 不 同 S n S b掺 杂浓 度下 的光致 发光 效应 并对 S O S n z: b的光 致 发光机 制 进行 了探 讨 。
Si掺杂对Al-Ti-N涂层的结构、力学性能和抗氧化性能的影响
Si掺杂对Al-Ti-N涂层的结构、力学性能和抗氧化性能的影响袁红梅;杨兵;李佳;吴明晶;陈利【摘要】Al-Ti-N and Al-Ti-Si-N coatings with similar atom ratio were deposited on the surfaces of Al2O3, low alloy steel and cemented carbide cutters by cathodic arc evaporation technology. Effect of Si on the structure, mechanical properties and oxidation resistance of Al-Ti-N coatings was studied by XRD, SEM, nano indentation, scratch and oxidation tests. The results show that Al-Ti-N coatings are mainly cubic structure and hexagonal structure. Si doping decreases the solution of Alin TiN. and the Al-Ti-Si-N coatings turn to be mainly hexagonal structure and cubic structure. The hardness of Al-Ti-N coating is 34.5 GPa, and thatof Al-Ti-Si-N is 28.7 GPa, which is the results of Si doping. The stress of coating increases with the addition of Si, resulting in the decrease of interfacial strength between matrix and coating. The oxidation resistanceof Al-Ti-N coating is improved significantly with the doping of Si, and the antioxidant temperature is over 1 000℃.%采用阴极弧蒸发技术在 Al2O3、低合金钢和硬质合金刀片上沉积 Ti 与 Al 原子比相近的 Al-Ti-N 和Al-Ti-Si-N 涂层,借助 X 射线衍射(XRD)、扫描电镜(SEM)、纳米压痕、划痕实验和氧化实验,研究 Si 掺杂对Al-Ti-N涂层的结构、力学性能和抗氧化性能的影响。
高价掺杂元素sb元素作用

高价掺杂元素sb元素作用在科学研究中,高价掺杂元素sb元素具有重要的作用。
sb元素,也被称为锑元素,是一种化学元素,其原子序数为51。
它在自然界中以化合物的形式存在,常见的化合物有锑矿石和锑化合物。
锑具有一些独特的物理和化学性质,使得它在许多领域都有广泛的应用。
sb元素在材料科学领域具有重要的作用。
通过高价掺杂sb元素,可以改变材料的电子结构和性质,从而实现对材料性能的调控。
例如,在半导体材料中掺杂sb元素可以增加材料的导电性能,使其成为一种优良的N型半导体。
这对于电子器件的制造非常重要,因为N型半导体可以用于制作晶体管、二极管等元件,广泛应用于电子设备中。
sb元素还可以用于制备阻燃材料。
由于锑化合物具有良好的阻燃性能,因此在塑料、橡胶等材料中掺入sb元素可以显著提高材料的阻燃性能。
这对于提高材料的安全性和防火性非常重要,尤其是在建筑、交通等领域中,可以有效减少火灾事故的发生。
sb元素还可以用于制备光学玻璃。
由于锑化合物具有良好的光学性能,因此在玻璃制备过程中掺入sb元素可以改变玻璃的折射率和透过率,从而实现对光的调控。
这对于制备光学器件、光纤等具有重要意义,广泛应用于光通信、光学仪器等领域。
sb元素还可以用于制备电池材料。
由于锑化合物具有良好的电化学性能,因此在电池中掺入sb元素可以提高电池的容量和循环寿命,从而提高电池的性能。
这对于发展可再生能源、提高电动车等领域的电池技术具有重要意义。
高价掺杂元素sb元素在科学研究中具有广泛的应用。
通过掺杂sb 元素可以改变材料的性质,实现对材料性能的调控,从而在材料科学、阻燃材料、光学玻璃、电池材料等领域发挥重要作用。
sb元素的独特性质使得它成为科学研究的重要对象,也为人类的发展带来了许多机遇和挑战。
我们应该继续深入研究sb元素的性质和应用,为人类社会的进步做出更大的贡献。
影响溶胶—凝胶法制备TiO2薄膜的因素及改性途径
影响溶胶—凝胶法制备TiO2薄膜的因素及改性途径自从1972年Fujishima和Honda发现在光电池中TiO2单晶光分解水后,TiO2的光催化性能成为人们的研究热点,TiO2由于具有强氧化性、耐酸碱性好、化学性质稳定、无毒性等优点成为当前最有应用潜力的一种光催化剂。
但由于粉末型TiO2光催化剂存在分离困难、易团聚和不易回收等缺点,所以常常将TiO2光催化剂制成薄膜。
制备TiO2薄膜的方法主要有:化学气相沉积法、磁控溅射法、溶胶-凝胶法[4、5]和液相沉积法等,其中,以溶胶-凝胶法较常见。
本文对溶胶-凝胶法制备TiO2薄膜的影响因素及改性等方面进行介绍,并对近年来采用溶胶-凝胶法制备TiO2薄膜在光催化领域中的应用等进行综述和展望,期望对TiO2光催化材料的研究与开发起到一定的帮助。
2 溶胶-凝胶法制备TiO2薄膜的工艺及优缺点溶胶-凝胶法一般以钛醇盐及其相应的溶剂为原料,加入少量水及不同的酸和络合剂等,经搅拌和陈化制成稳定的溶胶;然后用浸渍提拉、旋转涂层或喷涂等方法将溶胶施于经过清洁处理的载体表面;最后经干燥煅烧,在载体表面形成一层薄膜。
溶胶-凝胶法制备TiO2薄膜包括以下步骤:(1)金属盐水解;(2)胶溶;(3)陈化;(4)浸涂;(5)干燥;(6)煅烧。
Sol-Gel 法制备负载型TiO2具有以下优点:1)高度均匀性,对多组分其均匀度可达分子或原子级;2)可降低烧结温度;3)化学计量比较准确,易于掺杂改性;4)工艺简单,易推广。
但是溶胶-凝胶法多采用钛的醇盐为原料,成本较高,而且通过钛酸丁酯的水解和缩聚而形成溶胶的过程中涉及大量的水和有机物,所制备的TiO2薄膜在干燥过程中容易引起龟裂,这都需要进一步研究和改进。
3 影响溶胶-凝胶法制备TiO2薄膜的因素溶胶-凝胶法制膜的关键在于溶胶的配制,为了使衬底上的溶胶膜能迅速水解而得到具有一定厚度的透明薄膜,溶胶的配制应使成膜物质、溶剂、有机交联剂和催化剂之间的比例达到最佳,这样才能制备出高质量的薄膜。
掺杂对薄膜的影响资料
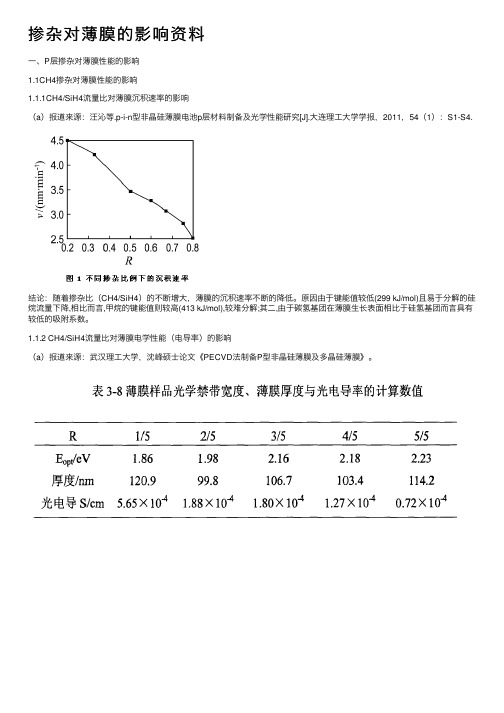
掺杂对薄膜的影响资料⼀、P层掺杂对薄膜性能的影响1.1CH4掺杂对薄膜性能的影响1.1.1CH4/SiH4流量⽐对薄膜沉积速率的影响(a)报道来源:汪沁等.p-i-n型⾮晶硅薄膜电池p层材料制备及光学性能研究[J].⼤连理⼯⼤学学报,2011,54(1):S1-S4.结论:随着掺杂⽐(CH4/SiH4)的不断增⼤,薄膜的沉积速率不断的降低。
原因由于键能值较低(299 kJ/mol)且易于分解的硅烷流量下降,相⽐⽽⾔,甲烷的键能值则较⾼(413 kJ/mol),较难分解;其⼆,由于碳氢基团在薄膜⽣长表⾯相⽐于硅氢基团⽽⾔具有较低的吸附系数。
1.1.2 CH4/SiH4流量⽐对薄膜电学性能(电导率)的影响(a)报道来源:武汉理⼯⼤学,沈峰硕⼠论⽂《PECVD法制备P型⾮晶硅薄膜及多晶硅薄膜》。
结论:随着甲烷掺杂浓度的增⼤,电导率逐渐降低,说明掺碳对电导率有预制的作⽤。
1.1.3 CH4/SiH4流量⽐对薄膜光学性能(光学带隙、透过率)的影响1.1.3.1 CH4/SiH4流量⽐对薄膜光学带隙的影响(a)报道来源:武汉理⼯⼤学,沈峰说硕⼠论⽂《PECVD法制备P型⾮晶硅薄膜及多晶硅薄膜》。
结论:随着甲烷掺杂浓度的增⼤,薄膜的光学带隙逐渐增⼤。
原因是随着碳掺杂的增⼤,C-H键和C-Si键逐渐增多,C-H键和C-Si键的键能相⽐于Si-Si 键键能都要⾼,因此随着C掺量的增加⾼能键密度也增加,导致光学带隙增⼤。
1.1.3.2 CH4/SiH4流量⽐对薄膜透过率的影响(a)报道来源:武汉理⼯⼤学,沈峰说硕⼠论⽂《PECVD法制备P型⾮晶硅薄膜及多晶硅薄膜》。
结论:随着C掺杂含量的增加,薄膜的透过率也逐渐增⼤。
原因是C掺量的增加,导致光学带隙的增⼤,使薄膜吸收边向短波长⽅向移动,透射率也就增⼤。
1.2B2H6掺杂对薄膜性能的影响1.2.1B2H6掺杂对薄膜沉积速率的影响(a)报道来源:潘圆圆等.硼掺杂对热丝CVD法制备纳⽶晶硅薄膜微结构与光电性能的影响[J].真空科学与技术学报,2012,32(6):509-513.结论:随着硼烷掺杂浓度增加,薄膜的沉积速率逐渐降低。
纳米锑掺杂二氧化锡(ATO)水凝胶的水热法制备以及ATO导电薄膜的透明和隔热性能
纳米锑掺杂二氧化锡(ATO)水凝胶的水热法制备以及ATO导电薄膜的透明和隔热性能张文豪;李彦良;高彦杰;赵晓伟;王维勋;郭炜;郭建辉;张经纬【摘要】A wet gel of antimony-doped tin dioxide(ATO)was prepared by acetate co-precipitation route.The obtained ATO wet gel was adopted as the precursor to afford an ATO hydrogel via hydrother-mal reaction at a certain temperature.The effects of the washing degree of the precursor,the hydrother-mal reaction temperature and pH as well as the calcination temperature on the electric conductivity of the ATO hydrogel were investigated.Furthermore, the ATO hydrogel obtained under acidic condition was made into conductive film, and the transparency and heat-insulating performance of the as-pre-pared ATO conductive film were investigated.It indicates that the washing degree of the precursor has little effect on the electric conductivity of the ATO hydrogel,and the electric conductivity of the ATO hydrogel can be improved with elevating hydrothermal reaction temperature.After being calcined at 600℃,the resultant ATO hydrogel exhibits a resistivit y of 0.8 Ω· cm.Furthermore,the ATO conductive film has a visible light transmittance of as much as85%and an infrared absorbance rate of 53%,show-ing excellent transparency and heat-insulation performance.%以醋酸盐共沉淀法制备了锑掺杂二氧化锡(ATO)湿凝胶;将其作为前驱体,在一定温度下经水热法得到ATO水凝胶.考察了前驱体洗涤程度,水热反应温度、pH以及煅烧温度对ATO水凝胶导电性能的影响.进而将酸性条件下得到的ATO水凝胶制备成导电薄膜,考察了其透明和隔热性能.结果表明:前驱体洗涤程度对ATO水凝胶导电性能的影响不大;随着水热反应温度的升高,水凝胶导电性能改善;当凝胶煅烧温度提高到600℃时,ATO样品的电阻率为0.8 Ω· cm.此外,ATO导电薄膜的可见光透过率达85%,红外光吸光率为53%,显示出优异的透明和隔热性能.【期刊名称】《化学研究》【年(卷),期】2018(029)001【总页数】4页(P22-25)【关键词】锑掺杂二氧化锡;水凝胶;水热法;制备;隔热性能【作者】张文豪;李彦良;高彦杰;赵晓伟;王维勋;郭炜;郭建辉;张经纬【作者单位】河南大学纳米功能材料及其应用河南省协同创新中心,河南开封475004;济源市舜峰纳米科技有限公司,河南济源459000;河南大学纳米功能材料及其应用河南省协同创新中心,河南开封475004;河南大学纳米功能材料及其应用河南省协同创新中心,河南开封475004;重庆文理学院材料与化工学院,重庆永川402160;江苏荣昌新材料科技有限公司,江苏扬中212221;河南大学纳米功能材料及其应用河南省协同创新中心,河南开封475004;河南大学纳米功能材料及其应用河南省协同创新中心,河南开封475004【正文语种】中文【中图分类】O611.62锑掺杂二氧化锡(ATO)具有高的透明导电性,广泛应用于透明隔热材料、防辐射抗静电涂层、显示器电致变色材料等领域,是一种极具发展潜力的新型导电材料[1-2]. 因纳米ATO材料对太阳光谱具有理想的选择性,在可见光区透过率高,对红外光具有较好的屏蔽性能,将制备的ATO水性分散液涂敷在基底上,所制得的隔热涂层具有透光性高,隔热性能好,制备工艺简单,成本低廉等优点,适宜大规模推广应用.目前,工业上ATO纳米材料大多采用含氯的原料(氯化(亚)锡、氯化锑等)制备,但因存在氯离子洗涤困难和残留的氯离子腐蚀设备等问题,降低了ATO的品质[3-5]. 课题组前期采用醋酸盐共沉淀法制备了晶粒尺寸约5.0 nm,其电阻率值约为0.4 Ω·cm的ATO纳米粉体[6],但ATO纳米粉体在实际应用中存在着再分散困难、纳米颗粒易团聚等问题,为其在工业上的应用带来一定的困难. 在前期无氯制备工艺的基础上,以ATO湿凝胶为前驱体,利用水热反应制备ATO水凝胶,直接涂膜制成透明隔热涂层. 对水凝胶的微观结构和薄膜的光学性能进行了表征,着重考察了前驱体洗涤程度、水热反应温度,pH,煅烧温度等对ATO纳米材料导电性能的影响.1 实验部分1.1 实验试剂及仪器锡粉(99.5%,200目,国药集团化学试剂有限公司);三氧化二锑(分析纯,天津市科密欧化学试剂有限公司);冰醋酸(分析纯,天津市富宇精细化工有限公司);氨水(分析纯,洛阳昊华化学试剂有限公司);市售双氧水(30%,洛阳昊华化学试剂有限公司);溶解促进剂(河南大学纳米材料工程研究中心).用X射线衍射仪(D8-ADVANCE, Bruker, Germany)测试材料的晶体结构,用透射电子显微镜(JEM-2010, JEOL Ltd., Japan)观察样品形貌特征,用紫外可见近红外光谱仪 (Perkin-Elmer)测试涂层试样的透光率.1.2 水热法制备ATO水凝胶采用课题组前期制备纳米ATO的方法,利用无氯原料,锡粉和三氧化二锑在醋酸溶液中,氨水共沉淀法制备ATO湿凝胶[6]. 将制得的湿凝胶经过洗涤后加入到反应釜中,使ATO在水中的质量分数为10%,改变不同的水热反应温度160、180、200、240和260 ℃,反应24 h后,得到ATO蓝色水凝胶,分别标记为ATO-160,ATO-180,ATO-200,ATO-240和ATO-260. 为考察前驱体洗涤程度对ATO水凝胶导电性能的影响,用蒸馏水洗至前驱体滤液电导率分别为34、100、200、300、400和500 μS·cm-1条件下,180 ℃水热反应24 h,测试其导电性能. 将ATO-180样品,经蒸馏水洗涤,分别在60、120、300和600 ℃等温度下热处理2 h,得到蓝色固体.此外,制备透明隔热涂层,将醋酸法制备的ATO前驱体,分别用醋酸和氨水调溶液的pH为3.5和9.0,在180 ℃水热反应24 h后,将蓝色水凝胶采用刮涂的方式涂覆在载玻片上,60 ℃烘干,测定其薄膜的透光率.1.3 导电性能测试电阻率测试:称取0.7 g实验制得的ATO粉末放入压片模具(直径D=(6.0±0.3) mm)中,加压至8 MPa,用粉末电阻率测试仪在线测定粉体的电阻值,读取压饼高度(H),电阻率(ρ)由下式求得:电阻率ρ=R·S/H=πD2·R/(4H)(1)其中,ρ为体积电阻率:Ω·cm;R为电阻值:Ω;D为导电粉末样品池的直径:cm;H为导电粉末样品柱的高度:cm.2 结果与讨论2.1 ATO水凝胶的XRD结构表征将不同水热温度下制备的ATO样品经60 ℃干燥后,进行XRD分析,结果如图1所示. 由图1可以看出,不论水热反应温度的高低,ATO湿凝胶水热反应后均转化为结晶性较完整的金红石相SnO2结构(卡片号:PDF #41-1445),且无其他杂质相. 根据Scherrer公式,按ATO的最强峰(110)晶面计算晶粒尺寸,样品ATO-160, ATO-180,ATO-200,ATO-240和ATO-260分别对应的晶粒大小为4.4、4.5、5.4、5.4和5.9 nm. 随着水热反应温度的增高,晶粒尺寸增大,这是由于反应温度升高,SnO2晶粒结晶更加完整.图1 不同水热反应温度条件下制备的ATO样品的XRD图Fig.1 XRD patterns of the ATO prepared by different hydrothermal reaction temperature2.2 ATO水凝胶的TEM形貌表征将制备的ATO-260进行TEM形貌表征,结果如图2所示. 从图2(a,b)可以看出,ATO水凝胶的颗粒尺寸分布均一,无团聚现象,颗粒尺寸约为6 nm左右,从高分辨图中可以看出晶粒结晶比较完整,有清晰的晶格条纹. 插图为水热法制备的公斤级ATO水凝胶.图2 ATO水凝胶的TEM(a)和HRTEM(b)图,(a)中插图为公斤级制备的ATO水凝胶Fig.2 TEM image (a) and HRTEM image (b) of ATO hydrogel2.3 不同处理温度对ATO水凝胶电导率的影响将不同水热反应温度条件下制备的ATO水凝胶,60 ℃干燥后测其电阻率值,如图3a所示. 图3a(a)水热反应温度(b)煅烧热处理温度.图3 不同温度对ATO水凝胶的电阻率Fig.3 Resistivity of ATO hydrogel with the different reaction temperature中可以看出,随着水热反应温度的增加,ATO水凝胶的电阻率值呈逐渐降低的趋势. 样品ATO-160对应的电阻率为1 172.2 Ω·cm,当反应温度提高到200 ℃时,电阻率降为712 Ω·cm,当温度进一步提高到260 ℃时,电阻率降低到180 Ω·cm. 水热反应温度越高,结晶的颗粒尺寸越大,颗粒结晶越完整,对应的ATO粉体的电导性能越好.图3b为样品ATO-180在不同温度下煅烧后的电阻率图. 由图3b中可以看出,随着后续热处理温度的升高,ATO水凝胶的电阻率值迅速降低. 由最初60 ℃烘干对应电阻率为4 100 Ω·cm,降低到300 ℃热处理后的164 Ω·cm,当煅烧温度提高到600 ℃后,电阻率最低,为0.8 Ω·cm. 说明600 ℃温度下煅烧即可得到性能优异的ATO粉体导电材料.2.4 水热反应的pH对ATO水凝胶电导率的影响考察水热反应pH对ATO水凝胶电导率的影响. 分别用醋酸和氨水调节溶液的pH 为4,5,7,9. 在水热反应温度为260 ℃条件下,反应24 h,得到ATO水凝胶.60 ℃烘干后,测材料的电阻率,如图4所示. 由图4中可以看出,随着pH的升高,ATO-260样品的电阻率逐渐增大. 当溶液的pH=4时,ATO的电阻率为176 Ω·cm,当pH增加到9时,电阻率增加到586 Ω·cm. 这可能是由于在碱性条件下,ATO纳米粒子存在胶溶现象,使其电阻率值升高.图4 水热反应的pH对ATO-260电阻率的影响Fig.4 Resistivity of ATO-260 with different reaction pH2.5 前驱体的洗涤程度对ATO水凝胶电阻率的影响将醋酸法制备的ATO湿凝胶,用蒸馏水分别洗至滤液中不同的离子强度,ATO的质量分数为5%,经180 ℃水热反应得到ATO水凝胶. 将水凝胶分别在60 ℃干燥和600 ℃煅烧2 h,研磨后测定其粉体的电阻率,结果如图5所示. 由图5中可以看出,前驱体的洗涤程度对水热法制备的ATO水凝胶的电阻率影响不大,即溶液中电导率小于500 μS/cm时,60 ℃干燥后电阻率约为1 200 Ω·cm,即使溶液洗的很干净,电导率为34 μS/cm时,其电阻率仍为1 150 Ω·cm,说明水热反应时,溶液中电解质的量为500 μS/cm时,即可获得较好的电阻率值. 当煅烧温度升高至600 ℃时,样品的电阻率大大降低,均降至1 Ω·cm左右,ATO材料表现出了优异的导电性能.图5 前驱体洗涤程度对水热制备的ATO-180电导率的影响Fig.5 Resistivity ofATO-180 with different precursor washing degree2.6 ATO水凝胶的透明隔热特性水热法制备的ATO水凝胶直接刮涂制备的透明薄膜的透光率如图6所示. 可以看出,普通的载玻片在可见光区(400 nm< λ <760 nm)透过率为90%,而在红外光区(λ >760 nm),透过率仍保持在90%以上,吸光率约为10%. 当ATO水凝胶涂覆在载玻片上,可见光区的透过率仍能达到85%以上,且在红外光区有一定的吸收. 对比不同pH条件下水热反应制备的ATO水凝胶,可以看出,在碱性条件下水凝胶薄膜在红外光区透过率为73%,而酸性条件下其透过率为47%,说明,酸性条件下制备的ATO水凝胶具有很好的红外光的吸收性能,在2 400 nm处,吸光率达到53%,这些数据表明ATO薄膜具有优异的透明隔热特性.图6 不同水热反应pH下ATO水凝胶涂层的透光率Fig.6 Transmittance of ATO with different pH in the hydrothermal reaction3 结论以醋酸共沉淀法制备的ATO湿凝胶为前驱体,利用水热反应制备ATO水凝胶. 所制备的纳米ATO水凝胶具有较小的晶粒尺寸(约5 nm);较低的电阻率值,260 ℃水热反应,60 ℃干燥后其电阻率为180 Ω·cm,600 ℃煅烧后,电阻率为0.8 Ω·cm;前驱体的洗涤程度对水凝胶的电阻率影响不大;酸性条件下得到的水凝胶的电阻率最优,且水凝胶直接刮涂得到的透明隔热薄膜具有优异的可见光透过率(大于85%)和红外光吸收率(2 400 nm处,吸光率达到53%).参考文献:[1] ISHIHARA Y, HIRAI T, SAKURAI C, et al. Applications of the particle ordering technique for conductive anti-reflection films [J]. Thin Solid Films, 2002, 411(1): 50-55.[2] JAIN G, KUMAR R. Electrical and optical properties of tin oxide andantimony doped tin oxide films [J]. Optical Materials, 2004, 26(1): 27-31. [3] PLETNEV M A, MOROZOV S G, ALEKSEEV V P. Peculiar effect of chloride ions on the anodic dissolution of iron in solutions of various acidity [J]. Protection of Metals, 2000, 36(3): 202-208.[4] GIESEKKE E W, GUTOWSKY H S, KIRKOV P, et al. A proton magnetic resonance and electron diffraction study of the thermal decomposition of tin (IV) hydroxides [J]. Inorganic Chemistry, 1967, 6(7): 1294-1297.[5] VINCENT C A. The nature of semiconductivity in polycrystalline tin oxide [J]. Journal of the Electrochemical Society, 1972, 119(4): 515-518. [6] 赵晓伟, 杨万婷, 陈振奇, 等. 醋酸盐共沉淀法制备锑掺杂二氧化锡(ATO)粉体[J]. 化学研究, 2016, 27(5): 621-625.ZHAO X W, YANG W T, CHEN Z Q, et al. Preparing antimony-doped tin dioxide(ATO) powder by acetate co-precipitation mothed[J]. Chemical Research, 2016, 27(5): 621-625.。
掺杂及溅射功率对ZnO:Al薄膜结构与电性能的影响

If e c f o i gc ne t n utrn o r nt es u tr n ss vt f n u n eo p n o tn ds t i gp we t cu ea dr it i o l d a p e o h r e i y
第 3 卷 第 2期 3
201 正 0
兵 器 材 料 科 学 与 工程
0RDN ANCE MAT RI CI E AL S ENC E AND ENGI EE NG N RI
Vol No2 _ 33 . Ma 一 2 0 r 01
3月
掺杂及溅射功率对 Z OA 薄膜结构与 电性能的影响 n :1
ma n to p t rn t o m mp r t r . h f c s f o i g c n e t n p t r g p we n mir sr c u e g o t e a ir g er ns u ti ga o t e r e ea u e T ee e t d p n o tn d s u t i o ro c o tu t r , r w h b h v o o A1 a en a d ee t c l r p riso n A i l e e i v siae T e e p r n a e u t s o a - o e n t i l x i i n lc r a o e t f O: 1 h nf msw r e t t& h x e me t l s l h w t t d p d Z O n f mse h bt i p e Z t i n g i r s h Al h i h g r fre -x s r n a in T er ssii f n Al l r t e r a e t e i e e s f l mi ac n e t n e % ma s i hp ee r d c i o e tt . h i v t o O: msf c e s swi t r a e o u n o t n d r a -i o e t y Z i f i d s h h n a u 3 s
稀土掺杂对钨氧化物光催化性能的影响
稀土掺杂对钨氧化物光催化性能的影响钨氧化物是一种重要的半导体材料,具有良好的光催化性能。
近年来,研究发现,在钨氧化物中掺入稀土元素可以大幅度提高其光催化性能,这对于环境保护和能源开发具有重要意义。
稀土元素是指原子序数为57到71的元素,它们在自然界中较为稀少。
稀土元素具有特殊的磁学、光学和电学性质,与许多材料的物理和化学性质密切相关。
利用稀土元素掺杂改性钨氧化物的光催化性能,可以考虑到以下几个方面:1. 降低光催化性能的带隙钨氧化物具有较窄的带隙(2.6-2.8 eV),在紫外光区域具有较好的光吸收性能。
但是,钨氧化物的带隙限制了其在可见光区域的应用。
稀土元素掺杂能够改变钨氧化物的晶体结构和电子结构,有效地降低其带隙,从而增强了其在可见光区域的光催化性能。
研究表明,掺入铈元素的氧化钨薄膜的光催化性能得到了明显提升。
铈元素的掺入导致红外吸收峰的出现和带隙的缩小。
在紫外光区域,掺入铈元素的钨氧化物吸收能力有所下降,但在可见光区域,则表现出更强的吸收能力。
因此,掺入铈元素的钨氧化物在可见光区域的光催化活性明显提高。
2. 提高光生电子-空穴对的分离率在光催化反应中,光生电子-空穴对是产生光化学反应的关键。
稀土元素掺杂能够提高光生电子-空穴对的分离率,从而对光催化性能产生明显的影响。
掺杂铕元素的钨氧化物薄膜表现出了较高的光催化活性。
研究发现,掺杂铕元素能够提高钨氧化物的导电性和光催化性能。
铕元素的掺入能够引起晶体结构的变化,增强了电子和空穴的分离能力,并且提高了氧化还原反应的速率。
另外,掺杂钆元素的氧化钨薄膜也表现出了很好的光催化性能。
钆元素的掺入能够增加缺陷态能级,形成缺陷-陷阱复合中心,从而能够提高光生电子-空穴对的分离率。
3. 增加光催化反应的活性位点密度稀土元素掺杂还能够增加钨氧化物中的光催化反应活性位点密度,促进光催化反应的进行。
掺杂镓元素的钨氧化物薄膜具有很好的催化活性。
研究发现,镓元素的掺入能够引起晶体结构的变化,增加表面的活性位点密度,从而提高光催化性能。
纳米掺锑二氧化锡

纳米掺锑二氧化锡简介:掺锑二氧化锡(AntimonyDopedTinO某ide简称ATO)是一种新型多功能材料.外观多为灰白色-蓝色粉体,具有耐高温、耐腐蚀、分散性好等特点。
掺锑二氧化锡(ATO,AntimonyDopedTinO某ide)是一种N型半导体材料,具有浅色透明性和良好的导电性、耐候性及化学稳定性[1]。
将纳米ATO均匀分散于水介质中,可制得水性纳米ATO浆料,并以其作为功能填料,以水性聚氨酯为成膜剂,可制备应用于玻璃表面的透明且具有隔热效果的隔热涂在充分回收含锡阳极泥有价金属的基础上,采用从锡锑二次资源中直接提取的高纯氯锡酸铵和氯氧锑为原料,合成了性能优良的纳米级锑掺杂二氧化锡(ATO)粉。
纯SnO2是一禁带宽达3.8eV的绝缘体,当产生O空位或掺杂F、Sb等元素后,形成n型半导体。
其中,Sb掺杂二氧化锡(ATO)粉体因其优良的电学和光学性能而在太阳能转化电池,智能窗,电致变色材料,抗静电塑料、涂料、纤维,显示器用防辐射抗静电涂层材料,红外吸收隔热材料,气敏元件,电极材料等方面得到了广泛的应用,是一种新型的多功能导电材料。
它与其他传统抗静电材料如石墨、表面活性剂、金属粉等相比,有着较大的优越性,如耐候性、耐磨性以及分散性,从而具有广阔的市场前景应用领域:ATO(AntimonyDopedTinO某ide)可作优良隔热粉、导电粉(抗静电粉)使用。
其良好隔热性能,被广泛的应用于涂料、化纤、高分子膜等领域。
此外作为导电材料,在分散性、耐活性、热塑性、耐磨性、安全性上有着其他导电材料(如石墨、表面活性剂、金属粉等)无法比拟的优势。
被应用于光电显示器件、透明电极、太阳能电池、液晶显示、催化等方面。
行业领导者:于2022年在上海市嘉定区建成,成为那博化工在中国的综合服务平台,并辐射至亚太区众多客户。
那博化工致力于通过品牌、产品及服务,为涂料、塑料、造纸和特殊用品市场创造更好的、更令人满意的价值。
ato粉体中锑的价数
ato粉体中锑的价数1.引言1.1 概述概述锑是一种化学元素,原子序数为51,化学符号为Sb。
它是一种典型的金属元素,常见的氧化态有+3和+5。
在ATO(锑掺杂二氧化锡)粉体中,锑的价数对其性质和应用起着非常重要的作用。
ATO粉体是一种常用的导电材料,在电子行业、光学领域和导电涂层中被广泛应用。
锑作为掺杂元素,能够显著改变ATO粉体的导电性能和化学稳定性。
因此,了解锑在ATO粉体中的价数对其性质和应用具有重要意义。
本文旨在对锑在ATO粉体中的价数进行深入探讨,并分析影响锑价数的因素。
首先,将介绍锑的物理性质和化学性质,为之后的讨论铺垫。
然后,将着重讨论锑在ATO粉体中的价数,包括其常见的氧化态以及可能存在的其他价态。
最后,将探讨影响锑价数的因素,如温度、氧气含量等。
通过本文的研究,我们可以深入了解锑在ATO粉体中的价数及其影响因素,并为进一步优化ATO粉体的制备工艺和应用提供参考。
1.2文章结构文章结构部分的内容:本文将围绕ATO粉体中锑的价数展开讨论。
首先介绍锑的物理性质,包括其在常温下的外观、密度、熔点等,这些性质将为后续对锑在ATO粉体中的行为和作用机制的解析提供基础。
接着,将探讨锑的化学性质。
锑作为一种化学元素,具有与其他元素发生化学反应的能力,因此对其化学性质的研究对于理解锑在ATO粉体中的价数具有重要意义。
将针对锑的化学稳定性、与其他元素的反应性、离子化能和电子亲和能等进行综述,以便更好地理解其在ATO粉体中的行为。
最后,将重点讨论锑在ATO粉体中的价数。
通过定量实验和理论计算等方法,探究锑的不同价数在ATO粉体中的比例及其影响因素。
可能的因素包括ATO粉体中其他元素的存在、温度和压力等外界条件的影响。
通过对这些因素的详细分析,将为锑在ATO粉体中的价数变化机理提供更深入的认识。
总结起来,本文的主要结构包括锑的物理性质、锑的化学性质以及锑在ATO粉体中的价数等部分。
通过对这些内容的介绍和分析,旨在为读者提供对ATO粉体中锑的价数有更深入认识的基础,并为进一步研究和应用该领域提供参考。
不同掺杂剂对PEDOT∶PSS薄膜结构及其性能的影响
不同掺杂剂对PEDOT∶PSS薄膜结构及其性能的影响王明晖;宗艳凤;史高飞;胡俊涛;吕国强【摘要】为改善聚二氧乙基噻吩∶聚对苯乙烯磺酸(PEDOT∶ PSS)薄膜的光电性能,采用共混-旋涂法在玻璃基片上分别制备出经丙三醇、山梨醇、二甲基亚砜(DMSO)掺杂的PEDOT∶ PSS透明导电膜.利用X射线衍射仪(XRD),扫描电子显微镜(SEM),原子力显微镜(AFM),紫外可见分光光度计及四点探针法对薄膜的微结构与性能进行了研究.实验结果表明:不同掺杂剂的加入均未改变PEDOT∶ PSS薄膜的聚集态结构,而薄膜的表面形貌出现了明显的不同;掺杂后薄膜电导率和透光率均有明显提高,并且经退火后电导率随着退火温度的升高而增加;在相同的掺杂浓度下,掺杂山梨醇的PEDOT∶ PSS薄膜表现出最好的电导率和透光率.【期刊名称】《液晶与显示》【年(卷),期】2013(028)006【总页数】5页(P823-827)【关键词】聚二氧乙基噻吩∶聚对苯乙烯磺酸;掺杂;薄膜;微结构;性能【作者】王明晖;宗艳凤;史高飞;胡俊涛;吕国强【作者单位】特种显示技术教育部重点实验室特种显示技术国家工程实验室,现代显示技术省部共建国家重点实验室培育基地,河北合肥 230009;合肥工业大学仪器科学与光电工程学院,安徽合肥230009;特种显示技术教育部重点实验室特种显示技术国家工程实验室,现代显示技术省部共建国家重点实验室培育基地,河北合肥230009;合肥工业大学仪器科学与光电工程学院,安徽合肥230009;特种显示技术教育部重点实验室特种显示技术国家工程实验室,现代显示技术省部共建国家重点实验室培育基地,河北合肥 230009;合肥工业大学仪器科学与光电工程学院,安徽合肥230009;特种显示技术教育部重点实验室特种显示技术国家工程实验室,现代显示技术省部共建国家重点实验室培育基地,河北合肥 230009;特种显示技术教育部重点实验室特种显示技术国家工程实验室,现代显示技术省部共建国家重点实验室培育基地,河北合肥 230009【正文语种】中文【中图分类】TN383+.11 引言聚二氧乙基噻吩(PEDOT)是一种新型的导电聚合物材料,经聚对苯乙烯磺酸根阴离子(PSS)掺杂的PEDOT在水溶液中可以得到很好的分散而形成一种稳定的PEDOT∶PSS悬浮液,其在塑料或玻璃基片上通过旋涂或印刷等手段可以形成一种淡蓝色的PEDOT∶PSS透明导电膜。
屏 蔽 材 料

(2)屏蔽效能
• 屏蔽体对辐射干扰的抑制能力用屏蔽效能SE(shieldinge -ffeetiveness)来度量.屏蔽效能是没有屏蔽体时,从辐射干
扰干屏源扰蔽传源体输传对到输电空到磁间空波某间的个同衰位一减置个程位度P的置.场由P强的于E场屏1(强蔽H1体E)2与(通H加1常)人的能屏比将蔽值电体,磁它后波表,衰辐征减射了到 原来的1/l000000一1/100,因此通常用分则dB)来表示.表达式为
一般情况下,材料的导电性越好,屏蔽效果越 好;随着频率升高,电磁波穿透力增强,屏蔽效 果下降。
(3)电磁兼容三要素及抑制方法
电磁兼容三要素:
干扰源、藕合途径(传导性藕合与辐射性祸合) 及敏感设备组成电磁兼容三要素,缺一不可.
电磁兼容的抑制方法: 抑制干扰源、切断削弱干扰祸合、减小敏 感设备的敏感度.
• 2.1 单质铅
• 铅,密度11.35g/cm3,是最早应用于辐射防护 的材料。铅对低能或高能X光子和γ光子均 有很高的衰减本领,易加工、价格不贵。但 铅对低能X射线反向散射高、硬度低、不耐 高温、有毒性、使其应用受到限制。
铅棒
含铅矿石
• 随着辐射应用的领域越来越广,传统材料已难以满 足各种防护器材生产的需求。自20世纪70年代末 开始,逐步开发、生产了各类特制的防护材料。这 些材料大多以有机聚合物为骨架材料,以具有吸收 射线功能的屏蔽剂微粉为填料,经一定工艺复合而 成。这样的材料结合了聚合物材料的易加工性能, 又能保证一定的屏蔽效率,同时材料中的大量轻元 素对低能光子、中子有很好的屏蔽、吸收作用。 由于铅的熔点低,易被碱侵蚀,所以在使用上受到限 制。
屏蔽材料
引言
随着现代电气、电子技术的发展及广泛应 用,在电气系统及电子产品中,电磁环境越来越 复杂,电磁污染越来越严重.目前,电磁兼容设计 已成为电子产品设计中的一项关键技术.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ya g B o i g , h n a h a一 , h n al n C i ifn JaJ n o g I we n a pn Z o g Xio u Z a gXioi g , u ne g ,i u h n 。 Ge n a J Yi
(. colfP t ce cl eh o g ,azo nvrt o Tcnl y Lnhu7 0 5 ,hn I Sho o e ohmi cnl y L rh uU i syf eh o g ,azo 30 0 C i r aT o t e i o a; 2 S t KyL brtyo l ur ai ,a zo stt o hmcl hs sC i s A ae yo i cs . t e e aoao S i L bi t n L nh uI tu C e i yi ,hn e cdm S e e) a r f od c o n i ef aP c e f cn
第4 4卷 第 1期
21 0 2年 1月
无 机 盐 工 业
I 0RGAN C CHE C S I N I MI AL ND量对 A O薄 膜 结构 及 光 、 T 电性 能 的影 响 水
杨 保 平 钟 小 华 , 。 张晓 亮。崔 锦峰 贾均红。易戈 文。 , , ,
中图分类号 :Q 3 . 1 T 15 3 文献标识码 : A 文章编号 :0 6— 9 0 2 1 ) 1 0 1 0 10 49 (0 2 O — 09— 3
Efe t fSb do i m o t o t uc u e a r s iso ee t i o e t fATO l f c s o p ng a un n sr t r nd tan m si n, l c rc pr p r y o i f ms
(. 1 兰州 理工 大学石油化工学 院 , 甘肃兰州 70 5 ;. 3 0 02 中国科学 院兰州化学物 理研 究所 固体润滑 国家重点实验室 )
摘
要: 以四氯化锡 和三氯化锑为主要原料 , 采用溶胶 一凝 胶法制 备 了不 同锑掺 杂量 的纳米锑掺 杂二 氧化锡
(T ) A O 薄膜 。分别利用 X D、 E E 紫外可见分光光度计和 四探 针 电阻仪对 晶体 结构 、 R F S M、 薄膜形 貌 、 光透过 率和薄 膜方 块电阻进行表征 , 考察锑 掺杂量对 A O薄膜 晶体 结构 、 T 晶粒尺寸 、 光透过率 和导 电性能 的影 响。结果表 明 : 所 制备 的 A O薄膜为 ( 1 ) T 10 面择优取 向的 四方 相锡 石结 构 , 晶粒 尺寸小 于 2 m, 6n 当锑 掺杂量 为 1% ( 0 物质 的量分 数 ) ,T 时 A O薄膜具有最小 的方块 电阻( 0 1r 6 . 口) 可见光透过率 大于 8 %。 , 5 关键词 : T A O纳米 薄膜 ;b S 掺杂量 ; l e 法 ;6 s —gl Y 透过率 ; o 方块 电阻
fr d o et i a bevda 10)l eteae g rs i a s ta 6n adi he rs t c a 0 — e e r nao w s sre s( pa , vr ec t s e seshn2 m,n s etei a e s b r i tn o 1 n h a y a zw l l ts s n w
w t i e e tS o i g a u t w r y t e ie i d f r n b d p n mo n s e e s n h s d.Mi r s u t r f m  ̄h l g ,rn miso a d s e t e i a c e e h f z c o t cu e, l mo o o t s s in, n h e ss n e w r r i a r t c a a t r e y XRD, E EM , h rc ei d b z F S UV —v s l p cr s o y a d fu - rb e it i / q a e r ssa c e tr a d t e ef cs ii e s e t c p , n o r o e r s i t s u r e itn e tse , n h f t b o p s vy e 0 b d p n mo n so r sal e mi rsr cu e, r sa ie t n miso a d c n u t i r p r e ft e AT l fS o ig a u t n c y tli co t tr c t sz -r s s in- n o d ci t p o et s o h O f ms n u y l a vy i i we ei v sia e y t ma ial . s l h we a ep e a e T f msh d tta o a a str e s u t r n ep e r n e tg t d s se t l Re u t s o d t t h rp rd A O i a er g n l s i i t cu e a d t r — c y s h t l c et r h