尾气回收系统
生产中蒸汽尾气及冷凝水回收循环利用
自动化技术与应用今 日 自 动 化Automation technology and ApplicationAutomation Today2021.3 今日自动化 | 1272021年第3期2021 No.31 现场讨论与技术实现1.1 开式回收系统开式回收时在水温降至75 ℃左右,采用高压泵对热水进行回收,但是由于生产过程中用掉的是蒸汽的热量,而并非是把全部的热能都用掉,蒸汽将热量用于生产线之后,冷凝水直接回收至锅炉。
因为冷凝水经由疏水阀直接排至大气中,大气压和锅炉内的压力差一般是在5~8 kg ,冷凝水在5~8 kg 的压力下突然降到大气压下,冷凝水迅速降温,热量大量释放到空气中。
这时闪蒸蒸汽便大量释放。
而闪蒸蒸汽大约占整个热量的50%,也就是说,闪蒸蒸汽造成的热量损失几乎是整个残留热能的一半。
其次热能损失在疏水阀上,一般生产时使用的疏水阀都是压片式,其疏水的状态都是汽夹液,从中带出来的蒸汽,又会造成20%左右的热能损失。
因此,开式回收系统对热能的回收率可能只有10%左右,其能源回收率是相当低的。
1.2 封闭式回收系统封闭式回收系统则完全与大气隔离,在全闭路装置中,依靠加压装置将废蒸汽和高温冷凝水进行压缩,再将高于锅炉蒸发压力的汽水混合物直接压进锅筒,扩容后形成二次蒸汽再进行利用,如此循环。
这样不但直接减少了蒸汽冷凝水的跑、冒、漏、滴的热损失和热污染,还能取得一系列可观的节能效益。
经过对两种回收系统的透彻分析,项目结合现场生产设备设计及车间布局,最终确定以封闭式回收系统为主,结合开放式蒸汽回收系统之优点,对将设备使用之后的尾气及冷凝水通过回收系统回收,最大程度地利用蒸汽的热量与水资源。
为最大程度的保障回收冷凝水的洁净度问题,全套系统所有的管道均采用304不锈钢材质,阀门均采用304不锈钢卫生球阀,确保了所回收冷凝水不受污染,回收水的洁净度得到有效保障。
而且,使用高规格材料也进一步提高了整个回收系统的耐用性和使用寿命。
尾气回收系统设备操作规程安全操作规程

尾气回收系统设备安全操作规程
1 操作者必须熟悉本设备的结构、性能、传动系统、润滑部位及电气等基本知识和使用维护方法,操作者必须经考核合格后,方可进行操作。
2 系统设备处于故障状态严禁启动。
3 注意事项
3.1 检查系统各设备是否满足开车条件;
3.2 检查洗涤塔储水罐液位是否在液位计的2/3处;
3.3 检查机泵完好情况。
地脚螺栓紧固,接地线应完好,设备周围无杂物及人;
3.4 检查控制仪器,仪表是否完好,并打开压力表阀门;
3.5 换泵前,应按开车前准备工作进行全面检查;
3.6 机组长期停用或检修后,必须经检修人员检查,合格后方可送电开车。
4 应急处置
4.1 突然停电,关闭各水泵出口阀,按停车按钮,通知值班长。
单机突然停电,按开车步骤先开启备用泵,再按停机的停车电钮,关闭出口阀;
4.2 发现补充水断水,首先通知班长,适当关闭泵的出口阀,降低总管压力,维持生产。
维持不了生产时,经班长同意,停止机泵运行。
4.3 设备紧急事故,电机电流突然升高或降低(超定额值)、电机水泵有明显的异常声音或振动大、断轴、水泵出水管线断裂及大量漏水等应立即停止运行,关闭出口阀。
4.4 着火电机着火或电缆头处打火,立即按紧急停车按钮,切断电源,用二氧
化碳、干粉灭火器灭火。
烘丝机尾气热泵式热回收系统

专利名称:烘丝机尾气热泵式热回收系统
专利类型:实用新型专利
发明人:张占涛,王琳,陶智麟,张其东,陶铁托,郭悦洋,郭桂民,何山,孟宪军,黄启录,毛永炜,范瑞兆
申请号:CN202121860823.3
申请日:20210810
公开号:CN215724651U
公开日:
20220201
专利内容由知识产权出版社提供
摘要:本实用新型属于烟丝加工技术领域,具体为烘丝机尾气热泵式热回收系统,包括烘丝机、进风预热装置、排潮尾气预处理箱和热泵式热回收装置,所述进风预热装置包括冷凝器和预加热装置,所述冷凝器和所述预加热装置通过进风管道相连通,所述进风管道的末端连通有送风管道,所述送风管道有两个分支管道,其中一个所述分支管道伸入所述烘丝机内,另一个所述分支管道与所述排潮尾气预处理箱相连通;本实用新型将排潮尾气的热量加以回收,对进入烘丝机的空气进行预热,使进入烘丝机内部的空气温度大幅提升,而烘丝机仅需对热量不足部分加以补充,即可满足使用要求,使得烟丝处理效率大大提升。
申请人:郑州益盛烟草工程设计咨询有限公司,河南越扬节能技术有限公司
地址:450000 河南省郑州市高新技术产业开发区枫杨街2号
国籍:CN
代理机构:郑州意创知识产权代理事务所(特殊普通合伙)
更多信息请下载全文后查看。
储罐尾气回收焚烧操作规程

储罐尾气回收焚烧操作规程1. 引言本规程是针对储罐尾气回收焚烧操作的技术要求和操作流程进行规范,旨在保证储罐尾气回收焚烧操作的安全、高效和环保。
2. 术语定义•储罐:用于储存液体或气体的大型容器。
•尾气:储罐中残留的气体,常常含有可燃有毒成分。
•回收:将尾气进行收集和处理,使其达到环境排放标准。
•焚烧:将尾气进行高温燃烧,使其彻底燃烧并转化为无害的物质。
3. 系统概述储罐尾气回收焚烧系统是一套用于处理储罐中残留气体的设备组合,主要由收集系统、燃烧设备和控制系统组成。
收集系统负责将储罐中的尾气抽入系统,燃烧设备负责对尾气进行高温燃烧,控制系统则负责监控和控制整个系统的运行。
4. 操作流程4.1 准备工作在进行储罐尾气回收焚烧操作之前,需要进行必要的准备工作。
1.确保储罐安全:检查储罐的完整性和防护设备是否正常运行,排除安全隐患。
2.准备工具和设备:准备好所需的工具和设备,包括焚烧炉、泵站、管道连接件等。
3.熟悉操作步骤:操作人员需对操作流程和操作规程进行充分了解和熟悉。
4.2 尾气收集1.打开储罐排气阀门。
2.将排气管连接到储罐和回收系统之间的连接口。
3.打开回收系统的阀门,启动泵站,将尾气吸入回收系统。
4.3 尾气回收焚烧1.将尾气送入焚烧炉。
2.启动焚烧炉的点火装置,点燃尾气。
3.调节焚烧炉的温度和通风量,确保尾气能够充分燃烧。
4.监控燃烧过程中的温度、压力和流量等参数,确保操作安全可靠。
4.4 操作结束1.关闭储罐排气阀门。
2.停止泵站运行,关闭回收系统的阀门。
3.关闭焚烧炉的点火装置,等待炉内温度降至安全范围。
4.对系统进行检查和清理,确保无残留的尾气。
5. 安全注意事项•操作人员必须熟悉操作要求和注意事项,遵守操作规程。
•在操作过程中要严格遵循安全操作流程,确保人员和设备的安全。
•对涉及到的设备、管路和阀门进行定期检修和维护,确保设备的正常运行。
•在操作过程中,严禁抽烟、使用明火等产生火源的行为。
具有回收丙烯氮气双功能的膜技术在聚丙烯尾气回收系统中的应用
Ke r s me rn e aa in t er t fp p l n e o e ;o mo i g s y wo d : mb a e s p r t ;h a e o r y e e r c v r o o y s ss a
哈 尔 滨 石 化分 公 司聚 丙 烯 装 置 聚 合 釜 向闪蒸 釜 喷料 过程 中携带 的 气相 丙烯 , 过低 压 管线 排 至 通 湿 式 气柜 中 , 喷料 前 由于 闪 蒸 釜净 化 , 内残存 一 釜 部 分 N , 料后 , 喷 闪蒸 釜 内 的残存 丙 烯 需要 通 过 N
二 级 出 口压 力 大 于 此 温 度 下被 压 缩 混 合 气 体饱 和 蒸 汽压 时 , 丙烯 被液 化 回收 。即 P操 作>∑ 和 。由烯
烃 P T图可 查 知 在 4  ̄ 下 ,丙 烯 的饱 和 蒸 汽压 是 - 0C 1 . a 因此 , 67 MP , 当压缩 机 二级 出 口压 力 大于 此压 力
( abnP t c e cl o a y P t ciaHabn10 5 ,hn ) H ri er hmia C mpn , er hn , r i 5 0 6 C ia o o
Ab t a t h r b e f ti— a e y l y tm fp lp o ye e u i a e ea oa e n t i a e ,t e s r c : e p o lms o a l g s r c c e s s T e o oy r p ln n t r lb r t d i h s p p r h p o ye e a d n t g n wh c n t e t i- a e y l y tm fp lp p ln n t ae b e e o e e y t e r p ln n i o e i h i h l g s r c ce s s r a e o oy r ye e u i l e n r e v f d b h o i c mp s ft e d u l u ci n m r n e c lb a e tc n lg n o r s/ o d n a in l u f cin r c v r o o e o o b e f n t sme b a c ee r t e h oo y a d c mp e sc n e s t i e a t e o ey h o o q o
油气回收系统工作原理
油气回收系统工作原理一、引言油气回收系统是一种环保设备,其主要作用是回收汽车尾气中的油气,减少对环境的污染。
本文将详细介绍油气回收系统的工作原理。
二、油气回收系统组成1. 油气回收器:主要负责回收汽车尾气中的油气,并将其转化为液态状。
2. 油水分离器:负责将回收器中的液态状油分离出来,以便后续处理。
3. 活性炭吸附装置:主要负责吸附汽车尾气中的有害物质。
4. 循环风机:用于产生吸附和排放空气流动。
5. 控制系统:用于控制整个系统的运行。
三、工作原理1. 油气回收器工作原理当汽车行驶时,发动机排放出来的废气会经过排放管进入到油气回收器中。
在回收器内部,废气会与冷却剂进行接触并冷却,使得其中含有的油烟变成液态。
然后,在重力和惯性力的作用下,液态油会从回收器底部流出并进入油水分离器中。
2. 油水分离器工作原理油水分离器是一个由多层过滤网组成的装置。
当液态油进入到分离器中时,首先会被第一层过滤网过滤掉其中的杂质和颗粒物。
然后,在第二层过滤网的作用下,液态油会被进一步分离出来并收集起来。
3. 活性炭吸附装置工作原理活性炭吸附装置是一个由多层活性炭组成的装置。
当汽车尾气经过活性炭吸附装置时,其中的有害物质会被活性炭吸附住。
这些有害物质包括二氧化碳、一氧化碳、氮氧化物等。
4. 循环风机工作原理循环风机主要用于产生吸附和排放空气流动。
当汽车尾气经过活性炭吸附装置后,其中的有害物质已经被吸附住了。
此时,循环风机会将干净的空气重新送回到汽车引擎中进行燃烧。
5. 控制系统工作原理控制系统主要用于控制整个系统的运行。
当汽车启动时,控制系统会自动启动油气回收系统,并对其进行监控。
如果发现任何故障或异常情况,控制系统会立即停止油气回收系统的运行并发出警报。
四、总结油气回收系统是一种环保设备,其主要作用是回收汽车尾气中的油气,减少对环境的污染。
本文详细介绍了油气回收系统的组成和工作原理,包括油气回收器、油水分离器、活性炭吸附装置、循环风机和控制系统等方面。
多晶硅生产中尾气分置回收及应用

多晶硅生产中尾气分置回收及应用摘要:光伏用多晶硅材料要求含Si>99.9999%(6个N)以上,电子级多晶硅达到99.9999999%(9个N)以上。
因其具有高纯度的特点,在整个生产过程中,对产品质量的控制要求很高。
目前,生产多晶硅主要采用改良西门子法,因其转化效率一般为13%左右,大量的尾气需要回收利用,才能获得较好的经济效益与环境效益。
多晶硅生产的尾气主要有还原尾气、氢化尾气和三氯氢硅合成尾气,尾气中的主要成分包括三氯氢硅(TCS)、二氯二氢硅(DCS)、四氯化硅(STS)、氢气、氯化氢等气体。
各工序带来的尾气成分基本相似,但所含微量杂质不尽相同。
其中还原炉内的尾气除了带有部分无定型硅之外相对较干净,氢化炉由于使用了热场材料,尾气成分总C含量增加,合成尾气则含有较高的硼(B)、磷(P)杂质和细颗粒硅粉杂质。
如何有效的将这些尾气成分进行分离、提纯和回收,是决定多晶硅产品质量和生产成本的关键因素。
本文主要分析多晶硅生产中尾气分置回收及应用。
关键词:多晶硅;尾气;分置回收;应用引言多晶硅生产中对合成、氢化和还原尾气进行分置处理,其中还原尾气回收氢CH4含量更低,具有质量优势。
随着冷氢化技术的发展,可将多晶硅生产系统对应分割为太阳能多晶硅生产系统和电子级多晶硅生产系统,对应建立尾气回收系统,利用热氢化系统不会造成B、P杂质增加,还原尾气系统采用更加先进的回收氢净化除杂措施,进一步对C、B、P杂质进行去除,能够保障电子级多晶硅产品质量,同时降低生产成本。
1、多晶硅生产分置尾气干法回收尾气回收装置的主要目的是将氯硅烷、HCl和氢气进行分离回收,实现资源化利用。
一般包括五个单元,分别为尾气粗分离单元、气体输送单元、HCl吸收单元、HCl解析单元、H2净化单元。
主要工艺为:尾气进入回收单元,经过四级冷却,将大部分氯硅烷冷凝,不凝气体进行加热并送入压缩机,压缩气体经过冷却后送入HCl吸收塔。
富余的氯硅烷被加热送入到HCl精馏塔中,在此处HCl从氯硅烷中分离出来,送入TCS合成工序循环使用。
发动机两级有机朗肯循环尾气余热回收系统的研究
发动机两级有机朗肯循环尾气余热回收系统的研究杨富斌;董小瑞;王震;杨凯;张健;张红光【摘要】针对汽车发动机排出尾气余热的特点,设计了两级有机朗肯循环(ORC )尾气余热回收系统,采用单螺杆膨胀机输出动力。
以R245fa作为循环工质,在不同的蒸发温度和膨胀比条件下,对两级有机朗肯循环系统和基本有机朗肯循环系统的热力性能进行了分析和比较。
研究结果表明,两级有机朗肯循环系统具有更高的热效率和效率,且损率更低,对于发动机尾气余热的回收效果更好。
%According to the characteristics of waste heat from engine exhaust gas ,the waste heat recovery system based on two-stage organic Rankine cycle (ORC) was designed and its power was delivered by single screw expanders .Under different evaporation temperatures and expansionratios ,the thermodynamics performance of two-stage ORC system and basic ORC sys-tem operated with R245fa medium were analyzed and compared .The results show that the two-stage ORC system has higher thermal efficiency ,higher exergy efficiency ,lower exergy loss rate and hence a better performance of waste heat recovery .【期刊名称】《车用发动机》【年(卷),期】2013(000)005【总页数】6页(P27-32)【关键词】发动机;余热回收;单螺杆膨胀机;有机朗肯循环【作者】杨富斌;董小瑞;王震;杨凯;张健;张红光【作者单位】中北大学机电工程学院,山西太原030051;中北大学机电工程学院,山西太原 030051;中北大学机电工程学院,山西太原 030051;北京工业大学环境与能源工程学院,北京 100124;北京工业大学环境与能源工程学院,北京 100124;北京工业大学环境与能源工程学院,北京 100124【正文语种】中文【中图分类】TK427随着汽车工业的高速发展,汽车的保有量越来越大,汽车所消耗的能源也不断增加。
尾气回收系统安全操作及保养规程

尾气回收系统安全操作及保养规程前言尾气回收系统是一种常见的环保设备,用于对工业生产中产生的尾气进行处理和净化,以达到国家要求的排放标准。
正确的操作和保养可以有效延长设备寿命、提高处理效率,同时也是保障操作人员安全的措施。
本文将介绍尾气回收系统的基本结构、常见故障及解决方法、安全操作注意事项以及保养规程,希望能够对相关人员提供帮助。
尾气回收系统基本结构尾气回收系统主要由吸附塔、再生塔、换向阀、管道和控制系统等组成,其中吸附塔和再生塔是尾气回收系统的核心部件。
吸附塔是尾气回收系统处理尾气的关键环节,主要通过吸附剂等物质吸附、稀释和降温等工艺对尾气进行预处理。
吸附塔主要包括进口管道、出口管道、填充层和底部均质装置等组成,填充层材料一般为介孔分子筛,它能够提供大量的吸附位,吸收尾气中的有害物质,保障出口的清洁。
底部均质装置主要包括均质塔底布板、引风机和气缸等部分,在整个系统中起到均匀分配和吸附物质推进的作用。
再生塔主要起到再生吸附剂的作用,通过热空气、蒸汽、惰性气体等物质对前一阶段的吸附剂进行处置,使吸附剂恢复利用价值。
再生塔主要包括进口管道、出口管道、填充层和热空气出口等部分,作用类似于吸附塔。
换向阀是将吸附塔和再生塔连接起来的重要部件,主要通过切换操作来实现吸附塔和再生塔的正常工作。
管道和控制系统则是将各个部件连接在一起,实现自动控制和运行管理。
常见故障及解决方法尾气回收系统作为一种大型的环保设备,可能会出现各种各样的故障,下面介绍几种常见的故障及解决方法。
填充层积灰填充层是尾气回收系统中重要的组成部分,如果填充层积灰,则会大大降低尾气处理的效率。
对此,可以采取全面清洗且更换填充层的方法,对于积灰严重的填充层则需要进行专业处理。
流量变小如果尾气回收系统的流量变小了,很可能是吸附剂过多导致堵塞。
此时应该清洗填充层,调整吸附剂的用量,保证流量的稳定。
热空气温度不均再生塔需要使用热空气来进行吸附剂再生,如果热空气温度不均匀,则会导致吸附剂再生不全面。
柴油机尾气余热回收系统的能分析和(火用)分析
柴油机尾气余热回收系统的能分析和(火用)分析张传明;魏名山;史磊【摘要】Exhaust energy of a diesel engine was recovered with organic Rankine cycle for improving fuel economy. R24Sfa was used as the working fluid in the Rankine cycle. Thermal efficiency of Rankine cycle was calculated under different evaporation pressures. Exergy efficiency of exhaust energy recovery system and exergy loss percentage of every component was carried out under various engine conditions. The results show that the Rankine cycle efficiency was increased with the increase of evaporation pressure. It was also found that the boiler had the maximum exergy loss percentage in the system which was caused by the high outlet temperature of exhaust gases in boiler and irreversible loss of heat transfer between cycle fluid and the exhaust gases. The net power output value of waste heat recovery system was up to 18. 7 kW.%采用R245fa作为循环工质,利用有机朗肯循环回收柴油机尾气余热,从而提高柴油机的燃油经济性.对不同蒸发压力下的朗肯循环热效率和发动机不同工况下余热回收系统的(火用)效率以及系统各组件的(火用)损失率进行了计算和分析.研究结果表明,蒸发压力越高则朗肯循环效率越高,工质和尾气之间传热的不可逆损失和蒸发器出口较高的尾气温度使得蒸发器的(火用)损失率最大,采用余热回收系统回收发动机尾气余热,系统输出净功最高可达18.7 kW.【期刊名称】《华北电力大学学报(自然科学版)》【年(卷),期】2012(039)001【总页数】5页(P49-53)【关键词】有机朗肯循环;柴油机;尾气余热回收;(火用)分析【作者】张传明;魏名山;史磊【作者单位】北京理工大学机械与车辆学院,北京100081;北京理工大学机械与车辆学院,北京100081;北京理工大学机械与车辆学院,北京100081【正文语种】中文【中图分类】TK421.80 引言随着我国汽车产业的飞速发展,汽车消耗的燃油量越来越大,而对于车用柴油机,仅有大约40%的燃油能量转化为机械能[1],其他热量则通过尾气和冷却水释放到大气环境中[2]。
尾气回收工艺操作规程

还原氢化车间尾气回收工艺操作规程(试行)国电宁夏太阳能有限公司2009年12月10日发布(第1版)编制:审核:批准:生效日期:2010年07月01日(第1版)目录1总体说明 (1)1.1概述 (1)1.2适用性 (1)2 工艺技术规程 (1)2.1装置简介 (1)2.2工艺原理 (2)2.3工艺流程说明 (3)2.3.1尾气冷凝和压缩系统 (3)2.3.2吸收和解吸系统 (4)2.3.3吸附再生系统 (4)2.3.4精馏系统 (5)2.4工艺流程图 (6)3 工艺指标 (6)3.1原料指标 (6)3.2产物以及副产物的指标 (7)3.3生产规模 (8)3.4公用工程条件指标 (8)4 操作指南 (8)4.1尾气回收系统操作原则 (8)4.2安全常规 (8)4.2.1 换热器 (9)4.2.2 泵 (9)4.2.3 塔 (9)4.2.4 压力容器 (9)4.2.5 压缩机 (9)4.3尾气回收系统首次启动 (9)4.3.1 尾气回收系统的氮气惰化 (10)4.3.2 尾气回收系统的氢气置换 (11)4.3.3 制冷单元T600 (11)4.3.4 蒸汽单元T980和T400 (12)4.3.5 尾气回收单元充入STC (13)4.3.6 吸附单元T500 (14)4.3.7 尾气压缩机成套包 (15)4.3.8 氯化氢吸收单元T200 (16)4.3.9 氯化氢解析单元T300 (17)4.3.10 冷凝单元T100 (18)4.3.11 氯硅烷精馏单元T400 (19)5 尾气回收系统的标准操作 (20)5.1冷凝单元T100 (20)5.1.1 初级和二级冷凝器V9200T100AW100A/B/C和V9200T100AW110A/B (20)5.1.2 氯硅烷凝液槽V9200T100AB110/150/160 (21)5.1.3 尾气压缩机 (21)5.2氯化氢吸收单元T200 (22)5.2.1 尾气的预冷V9200T200AW120/121/130 (22)5.2.2 洗涤液冷却器V9200T200AW140/150/151/160 (23)5.2.3 氯化氢吸收塔V9200T200AK100 (23)5.3氯化氢解吸单元T300 (24)5.3.1 氯化氢解吸塔V9200T300AK110 (25)5.3.2 氯化氢缓冲罐V9200T300AB210和蒸发器V9200T300AW205/200/208 (26)5.4氯硅烷精馏单元T400 (27)5.4.1 氯硅烷精馏塔V9200T300AK120 (27)5.5吸附单元T500 (28)6 停车过程 (29)6.1尾气回收系统的长时间停车 (29)6.1.1 冷凝单元T100 (30)6.1.2 氯化氢吸收单元T200、解吸单元T300、氯硅烷精馏单元T400和压缩机 (31)6.1.3 整个尾气回收系统的降压 (34)6.1.4 吸附单元T500 (34)6.1.5 蒸汽单元T980和T400 (35)6.1.6 深冷单元T600 (35)6.2尾气回收系统的短时间停车 (36)7. 检查与维护 (36)1总体说明1.1概述本操作手册中包含了安全、有效率地操作尾气回收装置必要的信息。
硫磺尾气回收系统环境效益、经济效益浅析
7 9
5 9 . t这对 于 我们 赖 于生 存 的环 境 来 说 , 一 个 01 8, 是
4 数 据 列 举及 分 析
4 1 尾 气 回收 系统 开 工前 后 硫 磺 回收 装置 及 溶 剂 .
再生装 置酸 性气 量
表 1 尾 气 系统 开启 前 后 酸性 气 量 列 表
尾 气 系 统 尾 气 系 统 尾 气 系 统 尾 气 系 统
曹向南, 阎子 健 , 建 平 王
( | 石化 公 司炼 油 厂 气 体 精 制 车 间 , 肃 兰 I 70 6 ) 兰州 甘 州 3 0 0
摘 要 : 主要 介 绍 了兰州石化 公 司炼 油厂硫磺 回收装 置尾 气回收 系统 开 工后 带 来的环 境 效益 和经 济 效益 。具 体 分析 了尾 气 回收 系统开 工前后 , 剂再生 装置 酸性 气量 的 变化 对硫 磺 回收 酸性 气量 溶
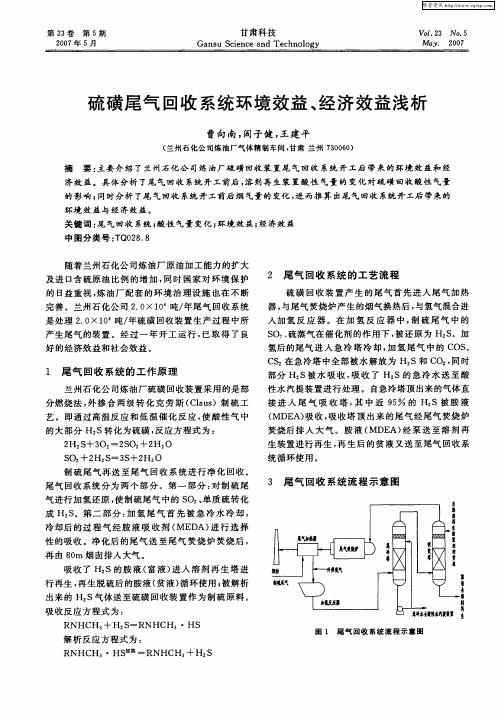
完 善 。兰州 石化公 司 2 0 O . ×I 吨/ 年尾 气 回收系统 是 处理 2 0 O . ×I 吨/ 年硫磺 回收装 置 生产 过程 中所
产 生尾 气 的装置 。经过 一 年 开 工运 行 , 已取 得 了 良
好 的经 济效 益和 社会效 益 。
1 尾 气 回收 系统 的 工作 原 理
的影 响 ; 同时分析 了尾 气 回收 系统 开 工前后 烟气量 的变化 , 而推 算 出尾 气回收 系统开工后 带来的 进
环 境 效益 与经 济效益 。
关键 词 : 气 回收 系统 ; 尾 酸性 气量 变化 ; 环境 效益 ; 经济效 益 中 图分类号 : Q 2 . T 08 8
随着 兰州石 化公 司炼油 厂原 油加 工能 力 的扩 大 及进 口含 硫原油 比例 的增 加 , 同时 国家 对 环境 保护 的 日益 重 视 , 油厂 配 套 的环 境 治 理设 施 也 在 不 断 炼
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
尾气回收系统
一、项目背景
储运二厂罐区装置,负责苯酚、丙酮、醋酸乙烯产品的汽车、火车灌装。
苯酚年灌装约为20万吨, 丙酮年灌装约为12.6万吨,醋酸乙烯年灌装约为7.5万吨。
苯酚装火车鹤管1台、丙酮2台、醋酸乙烯4台,总计装火车鹤管7台;苯酚装汽车鹤管3台、丙酮3台、醋酸乙烯2台,总计装汽车鹤管8台。
上述装车鹤管中,苯酚火车装车量为零,丙酮火车罐装系统为敞开式罐装,醋酸乙烯火车罐装、汽车罐装也为敞开式罐装,只有3台苯酚、3台丙酮的汽车鹤管于2006年在实现了密闭灌装改造,其密闭罐装形式是将3台苯酚、3台丙酮的汽车鹤管装车过程中产生的装车尾气输送至回收塔进行水洗后,送入污水池,在由污水车送往污水处理厂进行处理。
本次改造共2个单元。
第一,将3台丙酮汽车装车鹤管及2台丙酮火车装车鹤管,改成密闭灌装,并对在灌装过程中产生的装车尾气加以回收。
第二,将2台醋酸乙烯汽车装车鹤管及4台醋酸乙烯火车装车鹤管,改成密闭灌装,并对在灌装过程中产生的装车尾气加以回收。
在降低装车损耗的同时,减少环境污染,创造一个健康、安全、环保的工作环境。
二、工艺依托条件
目前先实施的是二级冷凝的技术,对装车尾气进行冷凝回收。
1、丙酮装车尾气回收
丙酮装车过程中产生的废气经管线收集,进入尾气回收装置进行
低温冷凝。
经过二级冷凝,将废气中丙酮冷凝成液体,进行回收。
丙酮装车所产生的丙酮废气,经管线进入制冷机组,首先在第一级冷凝器中进行冷凝,冷凝出的丙酮和微量的水分(液相)进入储液罐存储,其气相部分的废气,进入二级冷凝器进行冷凝。
冷凝后的液体进入储液罐,当达到一定液位后可由泵输送装桶。
2、醋酸乙烯装车尾气回收
醋酸乙烯装车过程中产生的废气经管线收集,进入尾气回收装置进行低温冷凝。
经过二级冷凝,将废气中醋酸乙烯冷凝成液体,进行回收。
醋酸乙烯装车所产生的醋酸乙烯废气,经管线进入制冷机组,首先在第一级冷凝器中进行冷凝,冷凝出的醋酸乙烯和微量的水分(液
相)进入储液罐存储,其气相部分的废气,进入二级冷凝器进行冷凝。
冷凝后的液体进入储液罐,当达到一定液位后可由泵输送装桶。
三、实施效果
1、丙酮
从2012年4月28日开始进行投用截止7月13日,共销售丙酮16894.88 吨,装车626车。
尾气回收丙酮2340公斤。
2、醋酸乙烯至今没有装车未投用。