基于DSP的精密直线驱动伺服单元
基于DSP的交流伺服驱动系统的研究与设计的开题报告
基于DSP的交流伺服驱动系统的研究与设计的开题报告这是一份基于DSP的交流伺服驱动系统研究与设计的开题报告范例,供您参考:一、选题背景随着工业自动化的发展,交流伺服电机在各种机电设备中得到了广泛的应用,从而促使了交流伺服驱动系统技术的不断发展。
由于交流伺服电机具有高精度、高可靠性、快速响应的特点,越来越多的机电制造企业开始使用交流伺服驱动系统来替代传统的步进电机驱动系统。
目前,交流伺服驱动系统的核心控制器采用数字信号处理器(DSP)进行控制,因此 DSP 技术在交流伺服驱动系统中的应用值得研究。
二、研究目的本文旨在通过对基于 DSP 的交流伺服驱动系统的研究和设计,探索利用 DSP 技术控制交流伺服电机的可行性,提高系统的运行效率和控制精度。
三、研究内容1. 交流伺服驱动系统的原理和控制方法2. DSP 技术在交流伺服驱动系统中的应用3. 基于 DSP 的交流伺服驱动系统的设计和实现4. 系统的调试和测试四、研究方法本研究计划采用文献分析和实验研究相结合的方法进行,具体如下:1. 文献分析:通过查阅相关文献,了解交流伺服驱动系统的原理、DSP 技术的应用和相关设计方法,梳理出系统设计的关键技术和问题。
2. 实验研究:根据文献分析结果,设计基于 DSP 的交流伺服驱动系统,并进行调试和测试。
主要包括硬件电路搭建、DSP 程序编写和控制算法实现等步骤。
五、预期成果1. 提出了基于 DSP 的交流伺服驱动系统设计方法2. 实现了交流伺服电机的控制及其控制算法3. 验证了系统的控制精度和运行效率,得出相关数据和结论以上是一份基于DSP的交流伺服驱动系统的研究与设计的开题报告范例,希望能够给您带来帮助。
基于DSP的数字伺服机构控制系统设计
基于DSP的数字伺服机构控制系统设计
伺服系统是控制系统中不可或缺的组成部分。
电机作为伺服系统中关键部件,对电机的控制精度和准确度要求越来越高。
无刷电机因其寿命长、可靠性好、运行效率高、无励磁损耗以及调速性能好等诸多优点,在伺服系统中应用越来越广泛。
使用数字信号处理器(DSP)实现无刷直流电机的伺服系统可以只用一片DSP实现比较复杂的算法,控制精度高,可对伺服系统进行更有效的控制。
文中以TMS320F2812为控制核心实现对直流无刷电机伺服系
统的控制,并给出了试验结果。
1 控制器原理及设计方案
1.1 控制器原理及硬件设计
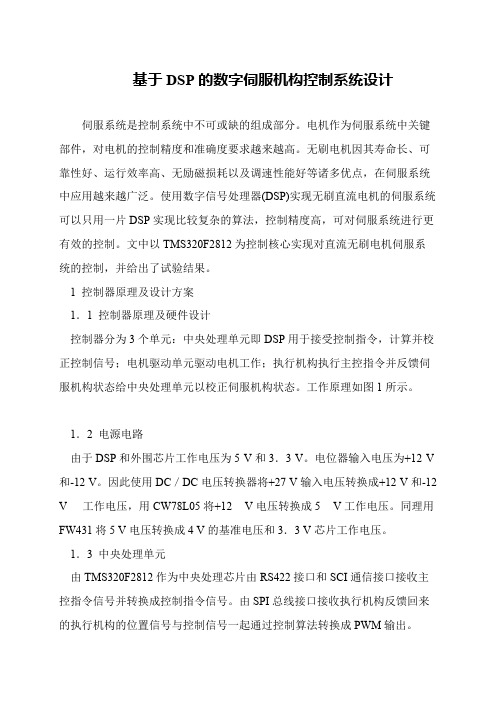
控制器分为3个单元:中央处理单元即DSP用于接受控制指令,计算并校正控制信号;电机驱动单元驱动电机工作;执行机构执行主控指令并反馈伺服机构状态给中央处理单元以校正伺服机构状态。
工作原理如图1所示。
1.2 电源电路
由于DSP和外围芯片工作电压为5 V和3.3 V。
电位器输入电压为+12 V 和-12 V。
因此使用DC/DC电压转换器将+27 V输入电压转换成+12 V和-12 V 工作电压,用CW78L05将+12 V电压转换成5 V工作电压。
同理用FW431将5 V电压转换成4 V的基准电压和3.3 V芯片工作电压。
1.3 中央处理单元
由TMS320F2812作为中央处理芯片由RS422接口和SCI通信接口接收主控指令信号并转换成控制指令信号。
由SPI总线接口接收执行机构反馈回来的执行机构的位置信号与控制信号一起通过控制算法转换成PWM输出。
基于DSP的全数字交流伺服驱动器设计与实现

收稿日期:2008-07-20作者简介:彭 辉(1982-),男,硕士生,助理工程师.文章编号:1674-0076(2008)04-0036-05基于DSP 的全数字交流伺服驱动器设计与实现彭 辉(东莞华中科技大学制造工程研究院,广东东莞523808)摘 要:伺服驱动技术是自动化控制领域的关键技术之一,制造装备业对伺服驱动器提出了高集成度、快响应速度、宽调速范围、高稳定性、强抗干扰能力的要求.简要阐述了交流永磁式同步电机的磁场定向控制原理,设计了一款采用高性能基于DSP T MS320F2812为核心运动控制芯片,以智能功率模块F M 100C VA 120的IP M 为逆变器开关元件,辅以AT 89S52的单片机进行控制参数设定、键盘处理、状态显示、串行通讯的全数字交流伺服驱动器.该驱动器具有控制接口丰富、结构紧凑、宽调幅比等特点.关键词:交流伺服驱动器;矢量控制;数字信号处理中图分类号:TH137.3 文献标识码:ADesign and implementation of digital AC servo drives based on DSPPE NG Hui(DG 2H UST Manu facturing Engineering Research Institute ,Dongguan 523808,China )Abstract :In the automation and control field ,serv o 2driven technology is one of the key technologies.Manu fac 2turing equipment industry demand high level of integration ,faster response speed ,wide speed range ,high stabil 2ity ,strong anti 2interference capability of the serv o drives.In this paper ,we analyzed the vector control theory of AC PMS M principle and designed a high 2performance digital AC serv o drives ,which used DSP T MS320F2812as the core m otion control chips ,and IPM is FM 100C VA 120as the inverter switching com ponents ,supple 2mented by AT89S52MC U control parameters set ,keyboard handling and the all 2digital serial communication exchange serv o drives.The serv o driver is characteristic of rich control interface ,com pact construction and wide AM ratio.K ey w ords :AC spindle serv o drive ;vector control ;digital signal treatment0 引 言微电子、计算机、电力电子技术和电机制造技术取得的巨大技术进步,使得伺服驱动器作为一种传动装置在现代工业的各个领域得到了广泛的运用.随着微电子技术和功率电子技术的迅猛发展,伺服驱动器在经历了模拟式、模数混合式的发展后,进入了全数字式的时代.全数字交流伺服驱动器不仅克服了模拟式伺服的分散性大、零漂、低可靠性等缺点,还充分发挥了数字控制在控制精度上的优势和控制方法的灵活性.为此结合笔者的工作经验,介绍了交流伺服驱动器的硬件和软件的设计与实现方案,采用高性能的DSP T MS320F2812为核心运动控制芯片,以智能功率模块FM 100C VA 120的IPM 为逆变器开关元件,配合AT89S52的单片机,应用转子磁场定向矢量控制技术,设计了一款高性能全数字交流伺服驱动器.实现了伺服驱动器的位置控制、速度控制、转矩控制、JOG 控制和内部速度控制方式.同时它具有控制简单灵活、状态显示齐全、接口丰富、结构紧凑、宽调幅比等优点,越来越受到自动化行业的青睐.1 交流永磁式同步电机的磁场定向控制原理矢量控制(vector control ),又称磁场定向控制(field 2oriented control )是在20世纪70年代初由美国学者和第27卷第4期2008年8月南昌工程学院学报Journal of Nanchang Institute of T echnology V ol.27N o.4Aug.2008德国学者各自提出的.联邦德国西门子公司的F.Blaschke 等提出“感应电机磁场定向的控制原理”.美国P 1C 1Custman 和A.A.Clark 申请的专利“感应电机定子电压的坐标变换控制”,它们的诞生使交流伺服驱动技术在精细化方面上大大迈进了一步,以后在实践中许多学者进行了大量的工作,经过不断的改进,历经近30年的时间,达到了可与直流调速系统的性能相媲美的程度.永磁同步伺服电动机的模型是一个多变量、非线性、强耦合系统.为了实现动态过程的矢量控制,首先要实现解耦.转子磁场定向控制是一种常用的解耦控制方法.转子磁场定向控制实际上是将Odq 同步旋转坐标系统放在转子上随转子同步旋转.其d 轴(直轴)与转子的磁场方向重合(定向),q 轴(交轴)逆时针超前d轴90°(电角度).假设电动机是线性的,参数不随温度等变化,磁滞、涡流等损耗忽略不计.关于永磁同步伺服机的矢量关系如图1所示.图1 永磁同步伺服电机的矢量图基于电机统一理论的结论可以得到转子坐标系(d 2q 轴系)中的永磁同步电机定子磁链方程为Ψs d =L d i s d +Ψr , Ψs q =L q i s q ,式中Ψr 为转子磁钢在定子上的耦合磁链;L d ,L q 为永磁同步电动机的直、交轴主电感;i s d ,i s q 为定子电流矢量的直、交轴分量.定子电压方程为u s d =r s i s d +p Ψs d -ωΨs q , u s q =r s i s q +p Ψs q -ωΨs q ,式中u s d ,u s q 为定子电压矢量u s 的d ,q 轴分量;ω为转子角频率.转矩方程为T d =p m (Ψs d i s q -Ψs q i s d )=p m [Ψr i s q +(L d -L q )i s d i s q ].从上式可以看出,永磁同步电动机的电磁转矩基本上取决于定子交轴电流分量和直轴电流分量.在永磁同步电动机中,由于转子磁链恒定不变,故可采用转子磁链定向方式来控制永磁式同步电机.为了简化控制系统常取i s d =0,i s q =i s .这时,电磁转矩只与定子电流的幅值成正比即:T d =p m Ψr i s .这与直流电机原理类似,通过调整直流量i s q 来控制转矩,从而实现三相永磁式同步交流伺服电机力矩的控制参数解耦,达到了矢量控制的目的.2 伺服驱动器的硬件设计全数字交流伺服驱动器的硬件部分采用TI 公司的高性能DSP T MS320F2812为核心运动控制芯片,以三菱公司智能功率模块FM 100C VA 120的IPM 为逆变器开关元件,配合Atmel 公司AT89S52的单片机来组成主回路、控制电路、数据采集电路,完成交流伺服驱动器的位置控制、速度控制、转矩控制、JOG 控制和内部速度控制、状态显示、数据交换等相关功能.其硬件结构图如图2所示.2.1 TMS320F2812的基本结构T MS320F2812的CPU 是基于C28xT M 的32位定点内核,主频达150MH z.T MS320F2812芯片具有高度集成的结构,在片内集成大量的外设,这些外设包括:事件管理器E VA/E VB 、16通道12位模数转换器ADC 、看门狗定时器Watchdog 、通用输入输出引脚G PI O 、多通道缓冲串行外设McBSP 、改进C AN 总线接口、双通道串行通信接口SCI A/SCI B 、串行外设接口SPI 等.与C28xT M DSP 以前的芯片相比,T MS320F2812是C2000系列性能最高的芯片,实时处理能力强,能应用于很多复杂的控制算法如无速度传感器的定向控制、运动轮廓的识别和功率因数的校正等,并且其代码与以前各个型号的DSP 兼容,它也是目前处理C/C ++代码效率最高的DSP 芯片(就C2000系列而言).由于诸多优点,T MS320F2812DSP 有着广泛的应用空间.73第4期彭 辉:基于DSP 的全数字交流伺服驱动器设计与实现图2 全数字交流伺服驱动器的硬件结构图2.2 主回路交流伺服驱动器的主回路采用模块式设计,外接电源为三相AC380V ,经过整流、逆变处理后对交流伺服电机供电,其中整流电源部分和交—直—交电压源型逆变器通过公共直流母线(DC 660V )进行连接,整流电源部分采用二级管整流模块,同时驱动器设计了软启动电路,可以减少强电对主回路直流平波电容的冲击.逆变器采用三菱智能功率模块FM 100C VA 120.为了有效保护伺服驱动,在主回路中设置了过压、欠压、电机过热、制动异常、编码器反馈异常、电机超速和通讯故障保护功能.在驱动器的工作过程中,通过软、硬件配合检测,一旦出现故障,就会将故障信号经逻辑电路后可直接封锁开关脉冲,来保护伺服驱动器不受损坏.2.3 控制电路交流伺服驱动以TI 公司的T MS320F2812的DSP 为芯片核心,凭借T MS320F2812强大的功能来实现矢量变换、电流环、速度环、位置环控制、产生伺服脉宽调制信号以及各种故障保护处理等.为了实现系统的快速实时控制,系统在设计上采用了MC U AT89S52+DSP 结构,其中DSP 完成高速的矢量控制和闭环控制,MC U 完成控制参数设定、键盘处理、状态显示、串行通讯等,并且与DSP 之间的并行数据交换、外部I/O 信号管理、位置脉冲指令处理及计数、故障信号处理、编码器计数等功能,系统可以支持模拟速度输入、数字速度输入、脉冲输入以及通过上位机对系统进行控制等多种方式.驱动器的控制电源采用开关电源供电,外接电源为单相AC220V.开关电源功率开关器件选用T OP227Y,该电源属于T OP 系列的第二代产品,其功率开关管耐压值高达700V ,具有以下显著特点.(1)将脉宽调制控制系统的全部功能集成到三端芯片中,内含脉宽调制器、功率开关场效应管、自动偏置电路、保护电路、高压启动电路和环路补偿电路,通过高频变压器使输出端与电网完全隔离,真正实现了无工频变压器、隔离、反激式开关电源的单片集成化.(2)属于漏极开路输出并利用电源来线性调节占空比实现AC/DC 变换,电流控制型开关电源.(3)输入交流电压和频率的范围很宽.(4)只有3个引出端.能以最简单方式构成无工频变压器的反激式开关电源,其控制端属于多功能引出端,可完成多种控制、偏置及保护功能,具有连续和不连续两种工作模式,反馈电路有4种基本类型,能构成各种普通型和精密型开关电源.(5)开关频率的典型值为100kH z ,允许范围是90~110kH z ,占空比调节范围是1.7%~67%.(6)外围电路简单,仅须接整流滤波器、高频变压器、漏极嵌位保护电路、反馈电路和输出电路.(7)芯片本身功耗很低,电源效率高,可达80%左右,最高可达90%.(8)体积小、效率高,又具有线性稳压电源稳定性好、纹波电压低等优良特性.(9)采用这种芯片能降低开关电源所产生的电磁干扰.(10)其工作温度范围是0~70℃,芯片最高结温T o m =135℃.83南昌工程学院学报2008年对于电机光电编码器的供电电源,考虑其反馈信号线上的电压降落可能比较大,会影响到反馈信号的可靠性,因此采用带反馈调节的AC -DC 变换器单独供电.2.4 数据采集电路为了捕捉电机的转子位置和转速,进行实时检测,采用光电编码器.该编码器分辨率为1024脉冲/r ,输出信号包括A 、B 、Z 脉冲信号,其中A 、B 信号互差90°(电角度),DSP 通过判断A 、B 的相位和个数可以得到电机的转向和速度.Z 信号每转一圈出现一次,用于位置信号的复位.光电编码盘脉冲信号送入DSP 后,经内部QEP 电路实现四倍频,因此电机每圈的脉冲数是4096个.其输出信号送入DSP T MS320F2812的I/O 和QEP 单元后,即可通过位置的微分运算得到转速信号.采用磁平衡式霍尔电流传感器采样A 、B 两相电流反馈i a ,i b ,获得实时的电流信息.3 伺服驱动器的软件设计在伺服系统的设计中,在实时性允许的前提下,一般来说,总是尽可能的用软件资源代替硬件资源,以降低成本,简化硬件系统结构,提高系统的性价比.本驱动器采用的DSP T MS320F2812运动控制芯片就具备上述要求.它通过软件变成可以灵活的实现矢量PW M 输出、速度检测、电流检测等功能.为了配合硬件的设计,达到预期效果,其软件程序部分的设计主要包括主程序、中断服务程序、数据交换程序.3.1 主程序主程序用来完成系统的初始化,I/O 接口控制信号,DSP 内各个控制模块寄存器的设置等,然后进入循环程序.初始化工作主要包括:DSP 内核的初始化;电流环、速度环的周期设定;PW M 初始化,包括PW M 的周期设定,死区设定,以及PW M 的启动;ADC 初始化及启动;QEP 初始化;矢量和永磁同步电机转子的初始位置初始化;进行多次伺服电机相电流采样,求出相电流的零偏移量;电流和速度PI 调节初始化等.所有的初始化工作完成后,主程序进入等待状态,以等待中断的发生,进行电流环和速度环的调节.其流程图如图3所示.3.2 中断服务程序 图3 主程序流程图 图4 PW M 定时中断程序流程图中断服务程序包括:PW M 定时中断程序、光电编码器零脉冲捕获中断程序、功率驱动保护中断程序和通讯中断程序.其中PW M 定时中断程序是用来对霍尔电流传感器采样A 、B 两相电流i a 和i b ,进行采样,并定标.根据磁场定向控制原理,计算转子磁场定向角,然后来生成PW M 信号,对位置环和速度环进行控制.其流程图如图4所示.光电编码器零脉冲捕获中断程序可实现对编码器反馈零脉冲精确地捕获,从而得到交流永磁同步电机矢量变换定向角度的修正值;功率驱动保护中断程序则用于检测智能功率模块的故障输出,当出现故障时,DSP 的PW M 通道将被封锁,从而使输出变成高阻态;通讯中断程序主要用来接收并刷新控制参数,同时设置运行模式.3.3 数据交换程序数据交换程序主要包括与上位机的通讯程序、EEPROM 参数的存储、控制器键盘值的读取和数码管显示程序.其中通讯采用RS232接口,根据特定的通讯协议接受上位机的指令,并根据要求传送参数和下载参数.EEPROM 的数据交换通过AT89S52MC U 来完成周期扫描和新显示和键值.93第4期彭 辉:基于DSP 的全数字交流伺服驱动器设计与实现4 设计结果验证与分析为了验证本全数字交流伺服驱动器的性能,采用华中数控的H NC 222M D 数控系统来连接本次所设计的驱动器,并且带上交流伺服电机空载运行.交流伺服电机的型号为GK 606326AC612FE.额定扭矩为11N ・m ,额定电流5.6A ,额定转速2000r/min ,编码器输出脉冲为2500脉冲/r.实验结果如图5、6所示.图5 电机相电流跟踪响应特性曲线 图6 电机空载时转速阶跃响应特性曲线 图5是电机的相电流跟踪响应特性曲线:从图中可以看出,本驱动器具有良好的低速响应特性.图6是电机空载时从静止到2000/min 的转速阶跃响应特性曲线.从图中可以看出,转速阶跃响应特性相当快,而且超调非常少.运行平稳.通过实验结果表明:本设计方案可以实现交流伺服器的位置控制、速度控制、转矩控制、JOG 控制和内部速度控制,同时具有较高的控制精度和较快的响应速度,它可以保证高速高精的设计要求.5 结束语本文提出了基于DSP 的全数字交流伺服驱动器设实现方案,该方案充分利用了DSP 的高速运算能力和丰富的片内外设资源,配合MC U 的使用,减轻了DSP 的负担.使伺服驱动器集实时处理能力和控制器的外设功能于一身,实现了驱动器的实时性和快速性.具有宽调速范围,较高的控制精度,良好的动静态性能和完善的保护功能.全数字交流伺服驱动器的使用,可以有效地提高制造装备业自动化的水平,推动社会的进步.参考文献:[1]陈伯时.电力拖动自动控制系统[M].北京:机械工业出版社,1997.[2]宋 宝,唐小琦,吴建昆.全数字交流伺服驱动器设计与研究[J ].机械与电子,2004,(1):39-42.[3]王爱祥,刘日宝.全数字交流伺服驱动器的研究[J ].现代雷达,2006,(3):66-69.[4]邢 杰.基于DSP 的全数字流伺服驱动器设计[J ].机械管理开发,2005,(2):59-60.[5]李叶松,宋 宝,秦 忆.全数字永磁式同步电机伺服系统设计[J ].电力电子,2002,(3):66-69.04南昌工程学院学报2008年。
基于DSP/BIOS的直线电机伺服系统设计

1 永磁直线 同步 电机伺服 系统控制策略
在矢 量 控制 下 ,P ML S M的初 级 绕组 在 d — q 轴
C HE N Q i n ,Z E N G Y u e — n a n ,C HE N K a n g — p i n g ,WA N G Ha o
( F a c u l t y o f Au t o ma t i o n, Gu a n g d o n g Un i v e r s i t y o f T e c h n o l o g y ,Gu a n g z h o u 5 1 0 0 0 6,Ch i n a)
摘要:介绍 了一 种基 于 D S P / B I O S 嵌入式操作 系统 的永磁 直线 同步电机伺 服系统设计 方法 ,该方 法利用 D S P / B I O S 基 于任务优先 级的多线程机 制 ,实现对永 磁直线 同步 电机运 动控制 的实 时处理 ,包括 O 动子磁场定 向矢量控制策 略下 的伺服 = 三 环控制算 法、 初 始寻相 以及故障处理等 ,进行了实验 ,实验证 明系统具有 良好的动静态性能 。
0引言
永 磁 直 线 同 步 电 机 ,具 有 推 力 强 ,损 耗 低 ,
应 用到 基于 T MS 3 2 0 F 2 8 1 2的 直 线 电机 控 制 系 统
中,提高了开发效率 ,保证 了系统的实时性 ,稳
定 性 和 可靠 性 ,并 且便 于 维 护 和扩 展 ,取 得 了 良 好 的控 制效果 。
i n t r o d u c e d i n t h i s p a p e r . I t c a n u t i l i z e t h e c a p a b i l i t y o f mu l t i — t h r e a d i n g b a s e d o n t a s k p io r it r y t o p r o e e s s t h e P MLS M mo t i o n t a s k s i n r e a l t i me .T h e t a s k s i n c l u d e t h r e e c l o s e d— l o o p s e r v o c o n t r o l a l g o l i t h m u n de r 0 i n t h e r o t o r l f u x — o r i e n t e d c o n t r o l s t r a t e g y .t e s t i n g t h e r o t o r i n i t i t a l p o l e p o s i t i o n a n d p r o c e s s i n g f a i l u r e e t c . Th e e x p e ime r n t s p r o v e t h e s y s t e m h a s a g o o d d y n a mi c a n d s t a t i c p e r f o r ma n c e . Ke y wo r d s : DSP / BI OS; P MLS M;s e r v o c o n t r o l l e r
基于DSP的交流伺服控制系统

目 录
• 引言 • dsp芯片及控制技术 • 交流伺服系统组成与工作原理 • 基于dsp芯片实现交流伺服控制策略 • 硬件电路设计与实现 • 软件编程与调试技巧分享 • 总结与展望
01 引言
背景与意义
交流伺服控制系统的发展
随着工业自动化的推进,交流伺服控制系统在机械制造、 航空航天等领域的应用越来越广泛,对系统的性能要求也 越来越高。
电机
交流伺服系统的执行元件,通 常采用永磁同步电机或感应电 机。
传感器
用于实时监测电机的位置和速 度等参数,为控制器提供反馈
信号。
工作原理及特点分析
工作原理
交流伺服系统通过控制器对电机进行精确的位置、速度和加速度控制。控制器 根据设定值和反馈信号计算出控制量,通过功率变换器驱动电机转动。传感器 实时监测电机的状态并反馈给控制器,形成闭环控制。
dsp在交流伺服控制中应用
交流伺服控制系统概述
交流伺服控制系统是一种高性能的电机控制系统,能够实现电机的精确位置、速度和转矩 控制。
DSP在交流伺服控制中的作用
作为控制系统的核心处理器,DSP芯片负责实现电机的控制算法,包括矢量控制、直接转 矩控制等,同时完成电机的状态监测和故障诊断等功能。
应用实例
通讯接口设计
根据实际需求,设计CAN、RS485等通讯接口电路,实现与上位机或其他设备的通讯功能。注意通讯接 口的电气特性和通讯协议,确保通讯的稳定性和可靠性。
pcb布局布线规则分享
布局规则
按照功能模块进行布局,将主电路、辅助电路、控制电路等分开布局,便于维修和调试。同时,注意元器件之间 的间距和散热问题。
实现过程
在dsp芯片上实现控制算法,包括算 法编程、调试和测试等步骤,确保算 法的正确性和实时性。
基于DSP的伺服控制技术

基于DSP的伺服控制技术针对目前主流船用光电跟踪设备对伺服驱动数字化、集成化要求,本文研究了基于CAN总线的伺服控制技术,设计了基于DSP的伺服控制系统。
采用DSP 作为主控制器,通过CAN总线与两个伺服驱动器节点连接,通过DSP编程实现伺服系统的PID闭环控制。
关键字:CAN总线DSP 伺服控制概述传统船用光电跟踪设备采用模拟伺服控制系统体积大、接口电路复杂、集成化程度较低,已难以满足舰船总体设计单位在舰船设备总体规划时对设备数字化、集成化的要求[1]。
本文提出了基于DSP和CAN总线的数字伺服控制设计方案。
1 系统设计船用光电跟踪设备由光电指向器和显控平台两大部分组成,光电指向器采用方位、俯仰两轴结构设计,内部集成了图像传感器及陀螺模块等。
整个光电系统按功能可分为图像显控系统和伺服控制系统两大部分组成。
本设计伺服控制系统由伺服控制单元、伺服驱动单元、伺服电机、测角单元及测速单元等功能模块组成,伺服控制系统功能框图如图1所示。
(1)伺服控制单元设计伺服控制系统采用TI公司TMS320F28335 DSP芯片为伺服控制单元,该芯片内置eCAN控制器,简化了CAN总线接口设计,只需添加CAN收发器芯片就可实现CAN总线通信。
本设计选用SN65HVD230芯片作为CAN总线收发器DSP连接。
CAN总线接口电路如图2所示。
同时由于光电跟踪设备应用于舰船环境,为了隔离船体的摇摆对图像造成的摇晃,光电指向器要求伺服控制具备自稳定功能。
系统选用光纤陀螺作为速度反馈,在DSP中根据陀螺速度进行PID运算,进而驱动光电指向器朝船体摇摆的反方向转动,以此抵消船体的摇摆。
选用SN65HVD08D接口芯片设计RS485接口电路与MEMS陀螺进行串行通信连接,接口电路原理图如图3所示。
(2)CAN通信软件设计CAN通信軟件设计分为三个功能模块,分别为CAN通信资源初始化,CAN 数据帧接收和CAN数据帧发送。
CAN通信资源初始化模块主要完成CAN通信邮箱初始化和定时器设置。
基于DSP的永磁同步直线电机伺服控制系统的研究_3基于DSP的数字伺服控制系统方
3 基于DSP的数字伺服控制系统方案3.1 交流电机数字控制系统的特点数字控制系统是自动控制理论和计算机技术相结合的产物,一般是指微处理机参与控制的开环或闭环系统,通常具有精度高、速度快、存储量大和有逻辑判断功能等特点,因此可以实现高级复杂的控制方法,获得快速精密的控制效果。
相对于传统的模拟控制系统而言,数字控制系统有以下优点[9]:(1)精心设计的微机控制系统能显著地降低控制器硬件成本。
根据目前微机的发展趋势来看,此优点变得越来越明显,对于复杂控制系统尤其如此。
为用户专门设计的大规模集成电路(VLSI)加软件构成的控制芯片,或为大批量生产设计的专门集成电路(ASIC)均使系统硬件成本大大降低。
体积小、重量轻、耗能少是它们附带的共同优点。
(2)改善系统可靠性。
VLSI使系统连线减少到最少,其平均无故障时间(MTBF)大大长于分立元器件电路。
经验表明,正确设计微机控制系统的可靠性大大优于电机控制系统中的其它元器件。
(3)数字电路不存在温漂问题,不存在参数变化的影响。
(4)可以设计统一的硬件电路,以适合于不同的电机控制系统。
软件设计具有很大的灵活性,可以有不同的版本,还可加快产品的更新换代。
(5)可以完成复杂的功能,指令、反馈、校正、运算、判断、监控、报警、数据处理、故障诊断、状态估计、触发控制、PWM脉冲产生、坐标变换等等。
数字控制系统也有其不足之处,主要表现在:(1)存在采样和量化误差。
尽管计算机内部的数字量非常精确,但和外部打交道均通过数/模(D/A)、模/数(A / D)转换器。
D/A、A / D转换器的位数和计算机的字长是一定的,增加位数和字长及提高采样频率可以减少这一误差,但不可以无限制地增加。
(2)响应速度往往慢于专用的硬件或模拟系统。
计算机处理信号是以串行方式进行的,尽管微处理机的速度提高很快,但要完成很多任务仍需较长的时间。
此外,采样时间的延迟可能造成系统的不稳定。
(3)软件人工成本较贵。
基于DSP永磁同步电机伺服系统硬件设计

微控制器选择
微控制器的选择是伺服控制器硬件设计的关键步骤。它需要满足以下要求: 具有高速运算能力,能够处理复杂的控制算法;具有丰富的外设接口,能够与传 感器和驱动器进行通信;具有高可靠性和稳定性,能够在恶劣环境下正常工作。 常用的微控制器包括STM32、DSP和PowerPC等。
驱动器选择
驱动器是伺服控制器的重要部件,它需要驱动功率电子器件来控制电机的运 行。根据电机的类型和功率要求,选择合适的驱动器至关重要。对于PMSM,常用 的驱动器包括IPM(智能功率模块)和半桥驱动器等。选择驱动器时需要考虑其 功率、效率、保护功能以及与微控制器的接口兼容性等因素。
三、实验结果与性能分析
在完成硬件设计和驱动保护后,我们需要对整个系统进行实验测试,以验证 其性能和稳定性。实验结果通常包括电机的转速、电流、位置等数据的波形图, 以及系统的响应时间、稳态误差等性能指标。
通过实验结果,我们可以分析出基于DSP的永磁同步电机控制系统的控制精 度、动态响应、鲁棒性等性能。这些性能可以通过调整控制算法的参数、优化驱 动电路的设计、改进保护措施等方式进行优化。
结论:
本次演示介绍了基于DSP的永磁同步电机控制系统硬件设计的关键步骤和方 法,包括DSP的选择、硬件设计、永磁同步电机的驱动和保护以及实验结果和性 能分析。通过这些步骤和方法,我们可以实现一个高效、稳定、可靠的永磁同步 电机控制系统。
在实际应用中,我们还需要根据具体的需求和应用场景进行适当的调整和优 化,例如调整控制算法的参数以适应不同的电机特性、优化驱动电路的设计以提 高系统的效率、改进保护措施以提高系统的安全性等。我们还需要最新的技术发 展,以便将最新的技术和方法应用到实际的系统中,以提升系统的性能和竞争力。
2、CAN总线通讯接口:CAN总线通讯接口是一种常见的通讯接口之一,具有 高可靠性、高实时性等特点。在设计中,我们需要选择合适的CAN总线控制器来 进行通讯接口的设计,并确定通讯协议和通讯速率等参数。
基于DSP的数字伺服系统研制及控制算法的研究的开题报告

基于DSP的数字伺服系统研制及控制算法的研究的开题报告一、研究背景随着现代工业技术的不断发展,数字信号处理器(DSP)作为一种新兴的数字信号处理技术,已经广泛应用于数字伺服系统中。
数字伺服系统是利用数字控制器控制电机及其他动力机构的运动,取代传统的模拟伺服调节系统。
数字伺服系统的优点在于其精度高、可靠性稳定、可以有效地实现高速运动控制,并且更加适合于复杂的运动控制应用。
然而,由于伺服系统需要在瞬间传递大量数据和进行复杂的控制运算,对DSP的性能也提出了更高的要求。
因此,需要对数字伺服系统的研制及控制算法进行深入研究,以提高数字伺服系统的运行效率和控制精度。
二、研究内容本次研究的内容主要包括以下两个方面:1.基于DSP的数字伺服系统的研制首先,需要对数字伺服系统的硬件进行设计,并选取合适的DSP芯片作为控制器。
其次,需要对数字伺服系统的软件进行编程,以实现数字伺服系统的控制功能。
同时,为了保证数字伺服系统的可靠性,还需要对数字伺服系统的电路进行仿真测试和实际应用测试。
2.数字伺服系统的控制算法的研究伺服系统的控制算法是数字伺服系统的核心部分,对于数字伺服系统的精度、响应速度等性能有着至关重要的影响。
因此,需要对数字伺服系统的控制算法进行研究,如采用基于模型的PID控制算法、神经网络控制算法、自适应控制算法等方法,以提高数字伺服系统的控制精度和性能。
三、研究意义数字伺服系统是现代工业控制领域中的重要技术,其在机械制造、自动化生产、航空航天等行业中有着广泛的应用。
本次研究的意义在于通过研究基于DSP的数字伺服系统的研制及控制算法的研究,提高数字伺服系统的运行效率和控制精度,为数字伺服系统在实际应用中提供更好的解决方案。
四、研究方法本次研究的方法主要包括以下几个方面:1.文献综述:对数字伺服系统的研究现状进行综述,了解数字伺服系统的发展历程、现状及存在的问题。
2.硬件设计:根据数字伺服系统的实际应用需求,设计数字伺服系统的硬件电路,并选取适合的DSP芯片作为控制器。
基于DSP的伺服系统控制及定位问题的研究的开题报告
基于DSP的伺服系统控制及定位问题的研究的开题报告一、研究背景及意义随着工业自动化的不断发展,伺服系统的应用越来越广泛。
DSP(数字信号处理)技术作为一个强大的计算处理平台,已经成为伺服系统控制的重要手段之一。
同时,定位是伺服系统的核心问题之一,对于提高系统性能和精度至关重要。
因此,基于DSP的伺服系统控制及定位问题的研究具有重要的理论和实践意义。
二、研究内容及研究方法本研究将以DSP作为控制平台,针对伺服系统控制和定位问题进行深入研究。
具体研究内容包括:1.伺服系统控制策略研究:针对不同的伺服系统,探讨不同的控制策略,包括PID控制、模糊控制、神经网络控制等。
2.伺服系统位置控制算法研究:对不同的伺服系统位置控制算法进行比较和分析,包括单轴位置控制、多轴联动位置控制等。
3.基于DSP的伺服控制系统硬件设计与实现:针对具体的伺服系统,设计和实现控制器的硬件系统,包括输入输出接口、数据采集器等。
4.伺服系统定位误差分析与解决方法研究:分析伺服系统的定位误差来源,针对不同的误差来源提出相应的解决方法。
研究方法主要包括理论分析、仿真研究和实验验证。
通过理论分析和仿真研究,得出伺服系统的控制策略、控制算法和定位误差源;通过实验验证,验证所得到的理论分析和仿真结果的正确性,以及硬件实现的可行性。
三、研究预期成果1.伺服系统控制策略、位置控制算法和定位误差分析的深入研究,为伺服系统设计和优化提供理论依据和参考。
2.实现基于DSP的伺服系统控制器硬件系统,并验证其可行性和稳定性,为伺服系统的应用提供具有实际意义的解决方案。
3.通过实验验证,进一步完善伺服系统的控制策略、控制算法和定位误差源的解决方案,提高伺服系统的控制精度和性能。
四、研究的重要性及难点伺服系统控制及定位问题是工业自动化中的关键问题,研究其控制策略和优化方法对于提高系统性能和精度具有重要意义。
基于DSP的伺服控制系统设计和实现在理论和实践方面都存在一些难点和挑战,需要充分考虑伺服系统的特点和应用要求,综合考虑控制策略、控制算法、硬件系统和软件系统等多个方面的因素,才能设计出稳定可靠的基于DSP的伺服控制系统。
基于DSP精跟踪数字伺服系统研究的开题报告
基于DSP精跟踪数字伺服系统研究的开题报告一、研究背景与意义数字伺服系统指将传感器得到的信号经过AD转换后进行数字处理,通过数字运算实现对控制对象的调节,具有精度高、性能稳定、自适应性强等特点。
精跟踪数字伺服系统是数字伺服系统的一种进一步发展研究,它采用高速数字信号处理器(DSP)进行实时计算,并通过谐波补偿、反馈滤波等技术来实现高精度的控制。
在工业自动化、机床加工、精密测量等工程领域,数字伺服技术已成为了必备的控制手段之一,而精跟踪数字伺服技术则更是对控制精度与稳定性提出了更高的要求。
因此,开发一套专门应用于精跟踪数字伺服系统的控制方案和算法,具有重要的研究和应用价值。
二、研究内容本研究将围绕精跟踪数字伺服系统展开,主要研究内容包括:1. 分析数字伺服系统的基本结构原理,分析数字信号处理器在伺服系统中的作用和必要性。
2. 探究精跟踪数字伺服系统的现状及发展趋势,对精跟踪数字伺服系统的目标,特点和主要技术进行深入分析。
3. 针对精跟踪数字伺服系统的特点,对DSP的算法优化、控制策略优化等进行研究和实验验证,并实现有关的控制算法。
4. 对研发的精跟踪数字伺服系统进行实验验证和控制性能评估,并与传统数字伺服系统进行对比分析。
三、研究计划和预期目标1. 论文框架:绪论、数字伺服系统的基本原理、精跟踪数字伺服控制系统的设计、实验分析、控制性能分析、结论与展望等。
2. 计划时间节点:第1-2个月:文献查阅及理论学习;第3-4个月:方案设计及算法实现;第5-6个月:系统实现及实验验证;第7-8个月:数据处理及结果分析;第9-10个月:论文撰写及答辩准备。
3. 预期目标:研发一套精度高、稳定性好的精跟踪数字伺服系统,实现对控制对象的高精度调节,同时对DSP的优化、控制策略等方面提出新的思考和见解,为数字伺服系统的应用和发展做出一定的贡献。
基于DSP的精密平面电机伺服驱动设计

T 30 2 1 S MS2 F 8 2D P为实现灵 活 、 杂 、 时 的控 制 算法 提 复 实
收 稿 日期 :0 0—1 o 收 修 改 稿 日期 :0 l 3一l 21 2一 6 2 1 一0 2
I tu n c n q e a n o nsr me tTe h i u nd Se s r
益为 1 电压跟 随器 , 的 以提 高后级 电路 的输 出阻抗 , 免不 必 避
度前馈系数 。G ()和 G () 。s 2 S 分别为位置调节器和 电流调节器
的传递 函数 , 为电流反馈系数 , s 为电机传 递函数 , O / H( ) 电流环 反馈信号通过 电流传感器获取 , 位置环反馈数 据信号 由激光干
路, 分析 了引起伺 服驱 动输 出误差 的不 利 因素 , 提 出了针 对 并
为了实现上述特性 , 通常采 用 以下策 略 : 对精 密运 动 过 针
程 的三阶轨迹规划 IJ产生理论 的加 速度 、 4, 速度 及位移 曲线 ;
前馈 环路 , 通过理论 加速度与速度产 生作用力 提前控 制 电机 运 动 J并精密运动控 制模 型 中的非 线性 因素进行 补 偿 , ; 反 馈环路 , 将工作 台实 际位 置引入 PD控 制器 , 位置 误差 进行 I 对 调制 ; 运动执行器件 需 建立 精确 的控 制模 型 , 得控 制算 法 的 使 输 出尽可 能的逼近理论 曲线 , 否则 由建 模误差 或外界不 确定 干 扰带来 的较 大输 出误差 , 会增 大 了反馈 控制 器 的调节 负荷 , 无 法达到较高 的控制 精度 。文献 [ ] 6 介绍针对光 刻机工作 台的结 构, 以及 针对洛伦兹 平 面 电机 的精 确建模 , 对 于平 面 电机伺 但 服驱动器 , 应该具有 输 出 电流分辨 精度 , 良好 的输 出线性 度及 快速响应能力 , 才能保证整个平 面 电机执行 环节 的精确控 制模
基于DSP的永磁同步电机伺服系统的研究与开发的开题报告

基于DSP的永磁同步电机伺服系统的研究与开发的开题报告一、研究背景永磁同步电机(PMSM)具有高效率、高功率密度、高精度、低噪声等优点,受到了广泛关注。
在伺服控制领域,PMSM的应用越来越广泛,如电机工具、机床、机械手等领域。
在这些应用中,高效、高精度的伺服控制是至关重要的。
因此,发展基于DSP的PMSM伺服系统具有重要的实际应用价值。
二、研究内容和目标本研究的主要内容是基于DSP的PMSM伺服系统的研究和开发。
具体目标如下:1.基于TMS320F28335 DSP平台,设计和实现PMSM驱动系统。
2.建立PMSM的数学模型,研究PMSM的运动特性和控制方法,并实现控制算法。
3.设计并实现闭环控制系统,实现高效、高精度的控制。
4.进行实验验证,认真分析设计结果,并对系统进行性能评估。
三、研究方法本研究的主要研究方法包括理论分析和实验研究两个方面。
具体方法如下:1.将PMSM的运动特性建模,分析PMSM的电磁转矩和输出功率。
2.选择合适的控制算法,建立闭环控制系统,并利用MATLAB/Simulink 进行仿真验证。
3.在TMS320F28335 DSP平台上实现控制算法,并进行实验验证。
四、研究意义和应用价值本研究的意义在于:1.提高PMSM伺服系统的控制精度和效率,扩展了其应用范围。
2.推动PMSM驱动技术的发展和应用,促进工业自动化进程。
3.为大规模制造业的升级打下基础,有利于提高国家核心竞争力。
五、研究进度安排本研究共计12个月,具体进度安排如下:第1-3个月:查阅相关文献,了解PMSM伺服系统的相关知识。
第4-6个月:建立PMSM的数学模型,分析其运动特性和控制方法,确定控制方案。
第7-9个月:利用MATLAB/Simulink进行仿真验证,并进行控制算法的优化。
第10-12个月:在TMS320F28335 DSP平台上实现控制算法,并进行实验验证。
六、预期成果1.设计并实现基于DSP的PMSM伺服控制系统。
基于DSP的伺服控制系统设计与实现

synchronous motor will be able
motor.
This paper has described mathematical model of the
permanent
magnet AC
synchronous
motor.Introduce the voltage space
researched
motor controller in order to control the motor real—time、accurately and efficiently.In the base of digital
strategy of
signal
processing
technology,high-performance
to vector out the
control theory,realized the control
of the
permanent magnet
AC synchronous
servo
motor’S three closed—loop control,such as
Ⅱ
武汉理工大学硕士学位论文
currents,speed and location,and achieved the requestment of design.Finally the
technology,
hi曲-performance
motor control theory,as well as permanent magnetic material
manufacturing process
development,people’S
基于DSP的精密直线驱动伺服单元

基于DSP 的精密直线驱动伺服单元清华大学 周惠兴 王先逵 摘要 介绍了用于椭圆活塞数控车削用的直线伺服机构及该机构与DSP 处理器构成的直线伺服单元。
给出了该伺服单元的应用实例。
关键词 直线驱动 椭圆活塞 DSP 处理器1 引言 直线伺服单元是指由直接驱动直线电机和伺服驱动器构成的可控的执行机构。
类似于交流或直流伺服单元,加上一控制板和相应的控制软件,即可构成直线伺服进给系统。
与旋转电机和丝杠螺母构成的直线进给系统相比,它无背隙、机械摩擦小、易控制、易实现高速运动。
小功率直线电机已经在磁盘驱动器、精密仪器仪表等场合得到广泛应用;对于机床的进给驱动,由于受到直线电机推力、结构和控制等方面因素的限制,其应用还不多见。
本文介绍的直线伺服单元是针对椭圆活塞的数控车削而设计的,在活塞进行数控车削时要求刀具在工件的径向作快速运动,以跟踪复杂的活塞型面。
为提高跟踪的速度和精度,一方面必须研制新型的高速精密直线伺服进给机构[1][2],另一方面必须采用新型的控制算法和高速处理器。
2 直线伺服电机结构 活塞径向尺寸的变化通常小于1mm ,因此对用于活塞数控车削的直线伺服执行机构其可控是大行程可定为1m m 。
基本结构可采用电磁式位移机构和动圈式结构,动圈式直线电机结构简单、控制方便。
图1给出了单线圈单气隙电机磁路的结构。
对于径向充磁的磁路,可采用圆柱型结构,环形磁体漏磁小,线圈利用率图1 单线圈单气隙结构高,但制造成本也高;轴向充磁的磁路成本最低,它对设计和安装有更高的要求。
单线圈单气隙磁路结构的直线电机,其推力常数一般设计在小于30N /A ,最大推力小于350N 。
对于大推力场合,单线圈结构已不能满足要求,否则径向尺寸会很大。
笔者在一般简单轴径向磁路结构的基础上,研究开发了多气隙多磁体的组合驱动结构。
对于两组合的磁路如图2所示。
其推力常数一般可做到单结构磁路的两倍或更高,而径向尺寸不变,这对电机在车床上的安装十分有利。
基于dsp和fpga的高性能交流伺服控制系统设计

摘要随着现代工业自动化技术的不断推进,人类社会已经开始提出“第四次工业革命”,计划进一步提升制造业的智能化水平及整体效率。
交流伺服控制系统作为一种基础的工业自动化设备,目前被广泛地应用在高精度数控机床、机器人和其他广义的数控机械等领域,其发展水平也直接影响了智能化水平的高度。
近年来,国内的自动化厂商虽已逐步掌握交流伺服控制单元的设计制造技术,形成了一定的产品系列和自主配套能力,但在产品性能、可靠性方面,与国外产品还存在一定差距,特别是在全数字化的高性能伺服驱动技术方面。
国内传统的交流伺服控制系统一般采用DSP+PLD的硬件平台,DSP用于实现交流伺服电机的控制算法,PLD器件则多用于实现定制化的外设接口及I/O扩展等。
而随着应用要求的不断提升,系统的复杂程度越来越高,处理器的负荷也越来越大,该方案开始出现“瓶颈”。
要往高性能系统发展,就需要突破传统,尝试采取新的更优的方案。
本文以实现一个具有实际工程价值的高性能交流伺服控制系统平台为目的,有针对性的进行如下研究及设计验证工作:(1)在研究了交流永磁同步电动机的模型及控制算法的基础上,出于可行性及产品化的考虑,采用DSP+FPGA的硬件架构,利用FPGA实现交流永磁同步电机的矢量控制,即对电机的“三环”控制中对实时性要求较高的电流环部分的相关算法,并进行了仿真及测试,利用FPGA对系统进行了硬件加速,分担了DSP的负担,使DSP可实现更多其他的优化算法成为可能;(2)重点研究高性能伺服控制系统中的两个关键技术,即电流采样及其模/数转换技术,以及位置反馈检测技术。
本文采用了新型的Sigma-Delta型电流采样模/数转换方案,在不增加成本的条件下提高了电流采样的稳定性及有效精度;实现了尼康高分辨率绝对式光电编码器的接口电路及FPGA功能模块,提升了位置采样的精度;(3)在设计了系统整体的软/硬件部分后,通过相关的性能对比测试及实际加工测试,进一步验证了本设计系统的有效性,证明其存在一定的工程参考价值。
基于DSP和FPGA的高精度交流伺服系统研究

基于DSP和FPGA的高精度交流伺服系统研究一、概括随着科技的不断发展,高精度交流伺服系统在各个领域得到了广泛的应用。
本文旨在研究一种基于数字信号处理器(DSP)和现场可编程门阵列(FPGA)的高精度交流伺服系统,以提高系统的性能和稳定性。
通过对现有技术的分析和对新型控制策略的研究,本文提出了一种具有良好性能和稳定性的交流伺服系统设计方案。
该方案采用了先进的DSP和FPGA技术,实现了对伺服系统的精确控制,提高了系统的响应速度和精度。
同时本文还对系统的性能进行了详细的测试和分析,验证了所提出的方法的有效性和可行性。
1.1 研究背景和意义在当前的研究背景下,数字信号处理(Digital Signal Processing,DSP)和现场可编程门阵列(Field Programmable Gate Array,FPGA)技术的发展为高精度交流伺服系统的研究提供了新的思路。
DSP技术具有强大的信号处理能力,可以实现对复杂信号的实时处理和优化;而FPGA技术具有灵活可编程的特点,可以根据实际需求进行硬件设计和优化。
因此基于DSP和FPGA的高精度交流伺服系统研究具有很高的理论价值和实际应用前景。
此外随着人工智能、物联网等技术的不断发展,对于伺服系统的需求也在不断提高。
例如在工业自动化领域,智能工厂的建设需要大量的高精度伺服系统来实现自动化生产;在医疗领域,高精度伺服系统可以用于手术机器人等设备,提高手术的精确度和安全性。
因此研究基于DSP和FPGA的高精度交流伺服系统不仅有助于推动相关技术的发展,还可以满足社会对高精度伺服系统的需求。
1.2 国内外研究现状在国内外研究现状方面,基于DSP和FPGA的高精度交流伺服系统的研究已经取得了一定的进展。
近年来随着数字信号处理技术的不断发展,越来越多的研究者开始关注这一领域,并在这一基础上进行了一系列的研究和探索。
在国内许多高校和科研机构都已经开始在这一领域进行研究,例如清华大学、北京航空航天大学、上海交通大学等知名高校在电机控制、运动控制等方面具有较强的研究实力,为这一领域的发展做出了重要贡献。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
基于DSP 的精密直线驱动伺服单元
清华大学 周惠兴 王先逵
摘要 介绍了用于椭圆活塞数控车削用的直线伺服机构及该机构与DSP 处理器构成的直线伺服单元。
给出了该伺服单元的应用实例。
关键词 直线驱动 椭圆活塞 DSP 处理器
1 引言
直线伺服单元是指由直接驱动直线电机和伺服驱动器构成的可控的执行机构。
类似于交流或直流伺服
单元,加上一控制板和相应的控制软件,即可构成直线伺服进给系统。
与旋转电机和丝杠螺母构成的直线进给系统相比,它无背隙、机械摩擦小、易控制、易实现高速运动。
小功率直线电机已经在磁盘驱动器、精密仪器仪表等场合得到广泛应用;对于机床的进给驱动,由于受到直线电机推力、结构和控制等方面因素的限制,其应用还不多见。
本文介绍的直线伺服单元是针对椭圆活塞的数控车削而设计的,在活塞进行数控车削时要求刀具在工件的径向作快速运动,以跟踪复杂的活塞型面。
为提高跟踪的速度和精度,一方面必须研制新型的高速精密直线伺服进给机构[1][2]
,另一方面必须采用新型的控制算法和高速处理器。
2 直线伺服电机结构
活塞径向尺寸的变化通常小于1mm ,因此对用于活塞数控车削的直线伺服执行机构其可控是大行程可定为1m m 。
基本结构可采用电磁式位移机构和动圈式结构,动圈式直线电机结构简单、控制方便。
图1给出
了单线圈单气隙电机磁路的结构。
对于径向充磁的磁路,可采用圆柱型结构,环形磁体漏磁小,
线圈利用率图1 单线圈单气隙结构
高,但制造成本也高;轴向充磁的磁路成本最低,它对设计和安装有更高的要求。
单线圈单气隙磁路结构的直线电机,其推力
常数一般设计在小于30N /A ,最大推力小于350N 。
对于大推力场合,单线圈结构已不能满足要求,否则径向尺寸会很大。
笔者在一般简单轴径向磁路结构
的基础上,研究开发了多气隙多磁体的组合驱动结构。
对于两组合的磁路如图2所示。
其推力常数一般可做到单结构磁路的两倍或更高,而径向尺寸不变,这对电机在车床上的安装十分有利。
这种结构其推力常数可达到100N /A ,最大推力大于1000N ,它适合于数控车削活塞靠模、
非圆加工和驱动精密工作台。
图2 组合磁路结构
3 DSP 控制的伺服单元
3.1 DSP 及其控制器
DSP (Digiral Signal Pr ocessor )是一适合于对数字信号进行处理的高速处理器,为提高速度,其内部采用了并行处理的多总线结构,一条32位数的乘加指令,其执行周期均为纳秒级。
DSP 最初是用于通讯和语音处理,但在控制方面也得到了广泛的应用。
国外高性能的交直流伺服系统,除采用一些专用芯片外,大量采用DSP 处理器作为控制部件。
目前在国内使用较多的是美国德州仪器公司的TI 系列DSP 处理器和AD 公司的ADSP 系列DSP 处理器。
对于在80年代晚期出现的第三代产品T M S320C30处理器。
其主要特性为:(1)具有60ns 单周期指令时间;(2)定点操作16.7M IPS ,浮点33.3M /S ;(3)32位数据总线、24位地址总线;4k 字在片ROM 、2k 字在片RAM 、64字在片Cache;(4)32为定点和40位浮点乘法器;(5)大部分指令为单周期,且支持二和三操作数指令。
从上面的
简介,可以了解到DSP 的高速特性。
设数控车削铝合金椭圆活塞时,其主轴转速为v ,假设主轴每转采样n 点,则要求的采样周期为
T =6×107
n 1024v
( s)
(1)
・
23・1998年第1期
国家自然科学研究基金资助项目,项目号59675066。
如n=1024,v=1200r/min,则T约等于50 s。
如果用于A/D和D/A转换的时间为15 s,则实际用于计算的时间为35 s。
对于8098单片机仅能完成约16条指令,而对于T MS320C25能完成350条乘加指令,基本可完成一些控制算法。
由于DSP具有流水线的指令方式,在单一周期内可完成几种操作,指令十分简练,十分适合于实时控制。
对于PID控制算法,其控制量的表达式为
u(t)=k p e(t)+k i∫e(t)d t+k d d e(t)d t(2)式中u(t)为控制量,e(t)为误差值,k p、k i、k d分别为PID控制器的比例、积分和微分系数。
将上式离散化,并构成增量表达式得
u(n)=u(n-1)+k1e(n)+k2e(n-1)+
k3e(n-2)(3)其中
k1=k p+k i+k d k2=k p+2k d k3=k d(4) 实际运行时,k1、k2和k3是据先给出的k p、k i和k d 系数在控制循环外计算出;用T M S320C25编制实时中断服务程序计算(3)式,仅需11行指令程序,13个时钟周期就可完成计算。
当时钟为40M时,计算时间约为1.2 s。
DSP非常适合于实时处理,并可快速实现复杂的控制算法;另外,DSP与主机接口方便,可采用中断、查询、双端内存、DM A等方式与主机交换信息; DSP板可直接置于工控机插槽内,也可脱机独立运行。
应用DSP不仅提高了计算速度,也提高了系统的总体性能指标。
3.2 控制系统
上述的动圈式直线电机可简化为下面的控制模型
G(s)=
k t
R(Ms2+k m s+k s)+k t k s s
(5)
式中 k i——线圈的反电势系数,V・s/m
k m——直线电机机械阻尼系数,N・s/m
k s——机械支承弹性系数,N/m
k t——直线电机推力常数,N/A
M——直线电机运动部分质量,kg
R——线圈的内阻,
它是二阶系统,其系数可通过实验求得,也可通过模式识别的方法进行辨识。
由DSP构成的数字式直线伺服单元控制系统如图3所示。
图中由虚线框出的部分为电机和功放输出执行部分,其传递函数为上述的G(s);其余部分则是由DSP处理器、D/A、A/D和变换电路构成的控制板硬件。
其工作过程是:DSP首先从主机获取期望的跟踪值,然后通过两个A/D转换器求得当前点的位置和速度值,计算当前位置误差;DSP根据位置误差向量和速度值计算出当前的控制量;接着,将该控制量送功率放大器,其输出驱动直线电机;然后,当前位置和速度再由传感器测出,经变换再经A/D送入DSP,则进入下一闭环控制周期。
这里,DSP完成了控制器的所有计算量,在D/A和A/D确定的情况下,它的计算速度就决定了系统的最大采样频率,而采样频率对系统的控制品质具有重大影响。
图3 伺服单元控制系统图
4 应用
目前研制的基于DSP的直线伺服单元,主要用于椭圆活塞和椭圆活塞靠模以及非圆轴类零件的数控车削加工[3]。
系统的主要性能指标为:(1)直线位移行程1mm;(2)系统分辨率0.5 m;(3)推力常数30~84 N/A;(4)最大推力300~840N;(5)跟踪信号频率大于40~100Hz。
当工件旋转时,刀具作相应的进退运动,其关系式如下
x()≈
a-b
2
(1-sin)(6)式中,a,b为椭圆的长短轴,a-b b;为工件旋转角度。
式(6)表示直线伺服单元输出信号相当于正弦信号,要求直线伺服单元能无误差地快速跟踪正弦曲线。
直线伺服单元除应用于上述的刀具和工作台的高速微动进给外,还可用作频率和幅值以进行实时调节的可控的激振源。
由于它的快速性和可控性,也可以作为大型结构、管网、空间机构振动控制中的主动控制抑制执行器。
参考文献
1 丰田机工.CNC高速非真圆创成加工系统.应用机械工学,1991
(12)
2 Wang Xiank ui et al..Experimrn tal Res earch on th e Linear M otor M icro-feed Device w ith High Frequency Respon se.Long T ravel and High Accu racy.Ann als of the CIRP,1991,40(1)
3 周惠兴,王先逵等.内燃机异型活塞型面的高速数控车削.先进制造技术会议论文集.北京:机械工业出版社,1996.
第一作者:周惠兴,北京市清华大学1号楼337室,邮编:100084
(编辑 刘茹贵)
(收修改稿日期:1997-06-10)
・
24
・《制造技术与机床》。