粉末冶金日本工业标准 JIS Z2550-1983
JIS Z 2550日本粉末冶金

铁-碳-铜-镍系 铁-碳(铜熔浸)系
铁-碳-镍系
高强度,耐磨性,热传导性优异。 具有气密性。可进行淬火回火处理
阀板,泵齿轮
棘轮,凸轮,螺线管的柱,机 有韧性,用渗碳淬火可增高耐磨性
械密封件
适用于以淬火回火制造 高强度结构零件。有韧性
齿轮,滚子,链轮
1号 SMS 1 种
2号
1号 SMS 2 种
SMF 5 种 2号
1号 SMF 6 种 2 号
3号 1号 SMF 7 种 2号 1号 SMF 8 种 2号
SMF 2030 SMF 3010 SMF 3020 SMF 3030 SMF 3035 SMF 4020 SMF 4030 SMF 4040 SMF 4050 SMF 5030
SMF 5040
牌号
力学性能
拉伸强度
伸长率
夏比冲击值
密度
2
(kgf/mm )
2 [1]
(N/mm )
(kgf· m/cm2)
3 Fe
C
(g/cm )
%
2
(J/cm )
SMF 1010 10{98.1}以上 3 以上 0.5{4.9}以上 6.2 以上 余
-
SMF 1015 15{147.1}以上 5 以上 1.0{9.8}以上 6.8 以上 余
摘自《粉末冶金零件实用手册》
1-5
-
-
-
-
SMF 4030 30{294.2}以上 1 以上 0.5{4.9}以上 6.4 以上 余 0.2-1.0
1-5
-
-
-
-
SMF 4040 40{392.3}以上 1 以上 0.5{4.9}以上 6.6 以上 余 0.2-1.0
JIS Z2550-2000标准日本粉末冶金
JIS烧结金属材料——规格JIS Z 2550:2000平成12年(2000)3月20日修正日本工业标准调查会审议(日本标准协会发行)Z 2550:2000前言本标准是以工业标准化法为基础,经过日本工业标准调查会审查,由通商产业大臣修改的日本工业标准。
根据本标准,对JIS Z 2550:1989(机械构造部件用烧结材料)修改置换。
JIS Z 2550附属书如下所示。
附属书(规定)机械构造部件用烧结材料主管大臣:通商产业大臣制订:昭和58(1983).11.1 修改:平成12(2000).3.20公示:平成12(2000).3.21拟订原案合作者:日本粉末冶金工业协会审议部会:日本工业标准调查会非铁金属部会(部会长神尾彰彦)如对此标准有意见或者疑问,请联系工业技术院标准部标准业务科产业基盘标准化推进室(100-8921东京都千代田区霞关1条3-1)并且,日本工业标准根据工业标准化法第15条规定,以5年为最大期限,必须在此期限内附日本工业标准调查会审议,并及时确认、修改或废止。
日本工业标准烧结金属材料——规格Sintered metal materials—Specification序本标准是以1996年第一版发行的ISO 5755,Sintered metal materials—Specification为基础,制订的日本工业标准,但日本工业标准与ISO标准值的规定项目不一样,不可能直接对比统一。
这次修改,在附属书中对采用ISO的材料的日本工业标准材料进行了规定,使两者可以并用。
不过,因ISO开始了原国际标准的修改工作,需要注意ISO材料记号的使用。
此外,本标准中有侧线或者点线的部分,为附属书材料特性试验的相关部分,是国际标准中没有的事项。
1. 适用范围此标准规定了轴承与机械部件使用的烧结金属材料的化学成分、机械特性及物理特性。
备注1 选择粉末冶金材料时,材料的特性不单是化学成分及密度,还要考虑到制造方法。
粉末冶金材料标准

-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
-
1以下
1以下
1以下
1以下
SMF 4020
SMF 4030
SMF 4040
SMF 4050
20{196.1}以上
30{294.2}以上
40{392.3}以上
50{490.3}以上
1以上
1以上
1以上
1以上
0.5{4.9}以上
0.5{4.9}以上
0.5{4.9}以上
0.5{4.9}以上
0.2以下
0.2以下
-
-
-
-
-
-
12~14
12~14
-
-
3以下
3以下
SMK 1010
SMK 1015
10{98.1}以上
15{147.1}以上
2以上
3以上
0.5{4.9}以上
1.0{9.8}以上
6.8以上
7.2以上
-
-
1.5以下
1.5以下
余
余
-
-
9~11
9~11
-
-
-
-
2以下
2以下
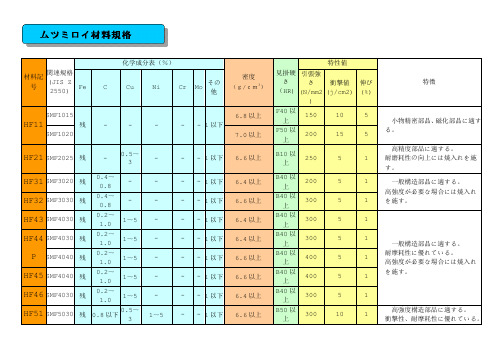
产品计划采用SMF5030材质(红色字体)
SMF 1020
10{98.1}以上
15{147.1}以上
15{147.1}以上
3以上
5以上
5以上
0.5{4.9}以上
1.0{9.8}以上
1.5{14.7}以上
6.2以上
6.8以上
7.0以上
余
余
JIS日本工业标准目录
日本工业标准JIS ZJIS Z0101-1951 包装定义JIS Z0102-1996 牛皮纸袋词汇JIS Z0103-1996 防锈防腐蚀术语JIS Z0104-1990 瓦楞纸术语JIS Z0105-1998 传输包.同等模数传输包的尺寸JIS Z0106-1997 托盘术语词汇JIS Z0107-1974 木箱术语JIS Z0108-1996 包装术语汇编JIS Z0109-1992 压敏胶粘带和薄板的术语词汇JIS Z0110-1998 工业支架术语词汇JIS Z0111-1999 物质流通术语JIS Z0119-2002 包装和产品设计用机械冲击脆性试验法JIS Z0150-2001 包装.货物装卸图形符号JIS Z0151-1973 危险品图形标记JIS Z0152-1996 包装物品装卸中的注意标记JIS Z0161-1984 成组货件尺寸JIS Z0170-1998 成组货件.稳定性试验JIS Z0200-1999 包装件货物.试验的一般规则JIS Z0201-1989 试验用容器的零件和部位标志方法JIS Z0202-1994 包装货物跌落试验方法JIS Z0203-2000 包装货物.试验条件JIS Z0205-1998 包装货物.水平冲击试验方法JIS Z0208-1976 防湿包装材料透湿度试验方法.卡普法JIS Z0209-1976 包装货物及包装箱的六角滚筒试验方法JIS Z0212-1998 包装货物及包装箱.压缩试验方法JIS Z0215-1996 缝制的牛皮纸袋缝合强度试验方法JIS Z0216-1991 包装件和包装容器的喷水试验方法JIS Z0217-1998 牛皮纸袋.跌落试验方法JIS Z0218-2002 胶带.粘接强度试验方法JIS Z0219-1957 包装用加工纸耐粘性试验方法JIS Z0220-1960 包装用沥青加工纸抗渗透性试验方法JIS Z0221-1976 包装材料透水度试验方法JIS Z0222-1959 防潮包装容器透湿性试验方法JIS Z0232-1994 包装货物.振动试验方法JIS Z0235-2002 包装用垫料.减震性能的测定JIS Z0237-2000 压敏粘胶带及压敏粘胶薄板的试验方法JIS Z0238-1998 热封软包装件试验方法JIS Z0239-1996 牛皮纸袋规范法JIS Z0240-2002 包装用结构垫料.减震性能的测定JIS Z0301-1989 防湿包装方法JIS Z0302-1955 防水包装JIS Z0303-1985 防锈包装方法通则JIS Z0304-1974 金属防锈处理的风蚀试验JIS Z0305-1998 钢铁产品的化学清洗法JIS Z0310-1995 表面制备用喷砂清洁法JIS Z0311-1996 金属喷砂清洗磨料JIS Z0312-1996 非金属喷砂清洗磨料JIS Z0313-1998 涂料和相关产品使用前底漆喷砂研磨清理的评估和试验 JIS Z0320-1997 铜和铜合金用挥发性腐蚀抑制剂JIS Z0321-1997 铜和铜合金用挥发性腐蚀抑制剂纸JIS Z0402-1995 瓦楞纤维板附着力的试验方法JIS Z0403-1-1999 波纹状纤维板.水平挤压抗性的测定JIS Z0403-2-1999 波纹状纤维板.第2部分:边缘挤压抗性的测定JIS Z0501-1992 瓦楞纸板上印刷色彩标准JIS Z0601-2001 组合托盘.连续运输用平托盘JIS Z0602-1988 平托盘的试验方法JIS Z0603-1975 平托盘JIS Z0604-1989 木制平托盘JIS Z0605-1989 钢制平托盘JIS Z0606-1993 塑料制平托盘JIS Z0607-1995 薄板托盘JIS Z0608-1997 纸制平托盘JIS Z0610-1998 箱式托盘JIS Z0612-1977 联运用箱式托盘的试验方法JIS Z0613-1977 推车箱式托盘JIS Z0614-1991 推车箱式冷藏送货托盘JIS Z0615-1990 托盘支架JIS Z0616-1991 立式托盘JIS Z0620-1998 工业支架JIS Z0631-1980 推车式箱型托盘用冷冻柜JIS Z0650-1995 成组货件系统的通用规则JIS Z0701-1977 包装用硅胶干燥剂JIS Z0702-1978 出口照相机的封装与包装JIS Z0703-1960 出口显微镜的封装与包装JIS Z0704-1978 出口双筒望远镜的包装JIS Z0705-1978 家用缝纫机的封装与包装JIS Z0706-1978 出口光学测量仪器的封装与包装JIS Z0707-1978 出口便携式折射计的包装JIS Z0708-1978 出口ABBE电冰箱的封装与包装JIS Z0709-1978 出口透镜检查仪的封装与包装JIS Z0710-1954 出口投影检查仪的封装与包装JIS Z0711-1978 出口光学仪器的包装JIS Z0712-1960 出口的30mm有声影片放映机的封装与包装 JIS Z0713-1978 出口的16mm有声影片放映机的封装与包装 JIS Z0714-1978 出口的幻灯片放映机的封装与包装JIS Z0715-1958 出口的自行车网封装与包装JIS Z0801-1978 出口的电灯泡的封装与包装JIS Z0901-1978 出口的药品的封装与包装JIS Z0902-1960 出口试剂的包装JIS Z0903-1960 出口的陶瓷制品的包装JIS Z1001-1972 出口火柴的包装JIS Z1401-1960 木丝JIS Z1402-1995 木制包装箱JIS Z1403-1995 木制结构包装箱JIS Z1405-1995 包装用滑动垫木组件JIS Z1406-1978 板条加固胶合板箱JIS Z1407-1989 铁箍包装箱JIS Z1408-1989 铁箍简易包装箱JIS Z1409-1978 桶(外国式的)JIS Z1503-1995 油布纸JIS Z1504-1976 .皱纹防水纸JIS Z1505-1998 包装水泥用牛皮纸袋JIS Z1506-1997 船用瓦楞纸板箱JIS Z1507-1989 瓦楞板纸箱的形状JIS Z1508-1976 外包装用纤维纸板箱JIS Z1509-1998 马铃薯淀粉包装用牛皮纸袋JIS Z1510-1976 蜡纸JIS Z1511-1995 粘胶纸带(包装用)JIS Z1512-1995 粘胶布带(包装用)JIS Z1513 ERRATUM 1-2001 黄麻袋(勘误1)JIS Z1513-2000 黄麻袋JIS Z1514-1994 聚乙烯涂层纸JIS Z1515-1995 偏二氯乙烯加工纸JIS Z1516-1997 运输容器的瓦楞纤维板JIS Z1517-1976 纸绳制捆扎带JIS Z1518-1976 纸绳JIS Z1519-1994 挥发性防锈剂JIS Z1520-1990 叠层铝箔JIS Z1521-1995 玻璃纸(再生纤维素膜)JIS Z1522-1994 压敏透明纸胶带JIS Z1523-1994 压敏胶粘纸带JIS Z1524-1994 包装用压敏胶粘布带JIS Z1525-1991 包装用聚氯乙烯压敏胶粘带JIS Z1526-1976 包装用聚乙烯玻璃纸JIS Z1527-1995 聚丙烯带JIS Z1528-1991 双面压敏胶粘涂覆带JIS Z1529-1991 印刷用压敏粘胶膜JIS Z1530-1994 甘薯淀粉包装用牛皮纸袋JIS Z1531-1998 牛皮纸袋.通则JIS Z1532-1998 牛皮纸袋.底部粘贴强度的测试方法 JIS Z1533-1995 玻璃布用聚烯烃扁平长丝纱JIS Z1534-1999 重型包装用聚乙烯袋JIS Z1535-1994 挥发性防锈纸JIS Z1536-1995 包装软垫用聚苯乙烯泡沫JIS Z1537-1995 防水瓦楞纤维板JIS Z1538-1991 印刷用压敏粘胶纸JIS Z1539-1991 包装用压敏聚丙烯胶粘带JIS Z1540-1962 木炭用牛皮纸袋JIS Z1541-1998 高位差压敏双面涂层胶粘带JIS Z1570-1963 木炭用波纹纤维板箱JIS Z1571-1999 食品罐头用金属罐JIS Z1580-1995 便携式燃料罐JIS Z1600-1993 钢制敞口柱桶JIS Z1601-1994 液体用钢桶JIS Z1602-1995 18升金属罐JIS Z1603-1992 装水彩颜料用挤压金属管JIS Z1604-1995 钢柱桶用塞子和法兰JIS Z1605-1961 医药品用金属挤压软管JIS Z1606-1978 钢制牛奶罐JIS Z1607-1995 金属帽和喷嘴JIS Z1608-1992 金属制冷冻盘及冷冻架JIS Z1609-1976 小型金属包装箱JIS Z1610-1997 国内贸易用货运集装箱.外部尺寸和一般规范 JIS Z1611-1995 国内贸易隔热集装箱JIS Z1612-1995 国内贸易用隔热集装箱测试规范JIS Z1613-1994 国际大型集装箱术语JIS Z1614-1994 国际贸易用货运集装箱.外部尺寸及额定值 JIS Z1615-1987 国际大型集装箱代码、标志及表示方法JIS Z1616-1995 国际贸易用货运集装箱.角件JIS Z1618-1994 国际大型普通货物集装箱JIS Z1619-1994 国际贸易用冷冻集装箱JIS Z1620-1995 钢桶JIS Z1621-1973 国际贸易用敞口式集装箱JIS Z1622-1974 国际大型柜架式集装箱JIS Z1624-1994 国际贸易用罐式液体和气体集装箱JIS Z1625-1995 国际贸易用大型平台式集装箱JIS Z1626-1987 国际贸易用货运集装箱的运输和加固JIS Z1627-1998 国内贸易用通用集装箱JIS Z1628-1995 国内贸易用货运集装箱.编码和标记JIS Z1629-1996 货运容器.提升和固定配件JIS Z1651-1994 软包装容器JIS Z1655-1993 可重复使用的塑料容器JIS Z1701-1995 包装用橡胶带JIS Z1702-1994 包装用聚乙烯薄膜JIS Z1703-1976 聚乙烯瓶JIS Z1704-1981 热浸渍可剥落塑料JIS Z1705-1976 防锈用耐油性阻隔材料JIS Z1706-1995 吹塑聚乙烯容器JIS Z1707-1997 食品包装用塑料薄膜的通则JIS Z1708-1976 涂覆式可剥落塑料JIS Z1709-1995 包装用热收缩塑料薄膜JIS Z1710-1995 装煤油的吹塑聚乙烯容器JIS Z1711-1994 聚乙烯薄膜袋JIS Z1712-1997 包装用取向聚丙烯膜JIS Z1713-1997 包装用聚丙烯铸膜JIS Z1714-1997 包装用双轴定向尼龙薄膜JIS Z1715-1997 包装用双轴定向聚对苯二甲酸乙酯薄膜JIS Z1901-1988 防蚀用聚氯乙烯胶粘带JIS Z1902-2000 矿脂类防蚀带材JIS Z1903-1995 矿脂膏类防蚀材料JIS Z2101-1994 木材试验方法JIS Z2114-1977 木材剪切试验方法JIS Z2150-1966 薄板材料防燃性能试验方法(45°默克尔耐燃测试仪) JIS Z2201-1998 金属材料抗拉试验用试样JIS Z2202 ERRATUM 1-2001 金属材料冲击试验用试样(勘误1)JIS Z2202-1998 金属材料冲击试验用试样JIS Z2203-1956 金属材料挠曲试样JIS Z2204-1996 金属材料弯曲试验用试样JIS Z2241-1998 金属材料拉伸试验方法JIS Z2242-1998 金属材料冲击试验方法JIS Z2243 ERRATUM 1-2000 布氏硬度试验.试验方法(勘误1)JIS Z2243-1998 布氏硬度试验.试验方法JIS Z2243-1998/ERRATUM 1-2000 布氏硬度试验.试验方法(勘误1) JIS Z2244-1998 维氏硬度试验.试验方法JIS Z2245-1998 洛氏硬度试验.试验方法JIS Z2246-2000 肖氏硬度试验方法JIS Z2247-1998 埃里克森杯突试验方法JIS Z2248-1996 金属材料弯曲试验方法JIS Z2249-1963 圆锥杯形拉伸试验方法JIS Z2251-1998 努普硬度试验.试验方法JIS Z2252-1991 高温下维氏硬度试验方法JIS Z2253-1996 金属板材和带材用拉伸应力硬化试样的测定法JIS Z2254-1996 金属板材和带材用塑料应力比率值的测定方法JIS Z2271-1999 金属材料拉伸蠕变和蠕变试验方法JIS Z2273-1978 金属材料疲劳试验方法通则JIS Z2274-1978 金属材料回转弯曲疲劳试验方法JIS Z2275-1978 金属板平面弯曲疲劳试验方法JIS Z2276-2000 金属材料拉伸应力张驰试验方法JIS Z2277-2000 液体氦中金属材料的拉伸试验方法JIS Z2278-1992 金属材料的热疲劳试验方法JIS Z2279-1992 金属材料的高温低循环疲劳试验JIS Z2280-1993 高温下金属材料的扬式模量的试验方法JIS Z2281-1993 金属材料升温条件下连续氧化试验的试验方法JIS Z2282-1996 金属材料在高温下的循环氧化试验方法JIS Z2283-1998 液氦中金属材料的低周期疲劳试验方法JIS Z2284-1998 液氦中金属材料的弹性塑料断裂强度Jic试验法 JIS Z2300-1991 无损探伤用的名词术语JIS Z2305-2001 无损检验.人员的资格鉴定和认证JIS Z2306-2000 无损检验用放射性成像质量显示器JIS Z2314-1991 涡流探伤仪性能特征试验方法JIS Z2315-1991 涡电流探伤系统性能曲线试验方法JIS Z2319-1991 漏磁通量试验方法JIS Z2321-1993 磁粉试验用AC磁轭法JIS Z2329-2002 漏磁泡试验方法JIS Z2330-1992 氮泄漏试验方法的种类及其选择JIS Z2331-1992 氮泄漏试验方法JIS Z2332-1993 压力变化测量漏泄用试验方法JIS Z2333-1993 氨气漏泄用试验方法JIS Z2340-2002 有关磁粒子和液体渗透检验的使用目视校准规校准的确定方法JIS Z2342-1991 耐压试验过程中压力容器声波发射试验方法JIS Z2343-1-2001 无损检验.渗透性检验.第1部分:总则.液体渗透检验方法和渗透指示的分类 JIS Z2343-1992 浸透探伤试验方法及钝陌显示图样的等级分类JIS Z2343-2-2001 无损检验.渗透性检验.第2部分:渗透材料的试验JIS Z2343-3-2001 无损检验.渗透性检验.第3部分:标准测试块JIS Z2343-4-2001 无损检验.渗透性检验.第4部分:设备JIS Z2344-1993 金属材料的脉冲回波超声检验通则JIS Z2345-2000 超声探伤用标准试验片JIS Z2350-2002 超声探头性能特征测量方法JIS Z2351-1992 采用脉冲回波技术的超声探伤仪电性能审核方法JIS Z2352-1992 超声脉冲回波检验仪综合性能特征评定方法JIS Z2353-1991 固体音速的测定超声波脉冲法(应用对比试验片法)JIS Z2354-1992 采用脉冲回波技术对固体进行超声波衰减的测量方法JIS Z2355-1994 用超音波脉冲反射测定厚度方法JIS Z2371-2000 盐雾试验方法JIS Z2381-2001 室外暴露试验的总要求JIS Z2382-1998 评估大气腐蚀性的污染测定JIS Z2383-1998 金属及合金的标准样品,评估大气腐蚀性用标准样品腐蚀度的测定JIS Z2391-1999 试验用火焰.50W水平和垂直火焰试验方法JIS Z2500-2000 粉末冶金.词汇JIS Z2501-2000 烧结金属材料.密度、油含量和开口孔隙率的测定JIS Z2502-2000 金属粉末.用校准的漏斗测定流动性(霍尔流动性测量仪)JIS Z2503-2000 粉末冶金用粉末.取样JIS Z2504-2000 金属粉末.表观密度测定方法.漏斗法JIS Z2505-1989 金属粉末烧结材料密度的测定方法JIS Z2506-1989 油浸渍的烧结金属的互通孔隙率测定方法JIS Z2507-2000 烧结金属轴承.径向抗冲击强度的测定方法JIS Z2550-2000 烧结金属材料.规范JIS Z2601-1993 铸造型砂粘土量试验方法JIS Z2611-1977 金属材料光电发散光谱分析方法通则JIS Z2612-1977 金属材料照相发射光谱分析方法通则JIS Z2613-1992 金属材料中氧含量测定通则JIS Z2614-1990 金属材料中氢定量分析方法通则JIS Z2615-1996 金属材料中碳的测定通则JIS Z2616-1996 金属材料中硫的测定通则JIS Z2801-2000 抗菌产品.抗菌活性和效果的试验JIS Z2911 ERRATUM 1-2000 抗霉性试验方法(勘误1)JIS Z2911-2000 抗霉性试验方法JIS Z3001 ERRATUM 1-2000 焊接术语(勘误1)JIS Z3001-1999 焊接术语JIS Z3001-1999/ERRATUM 1-2000 焊接术语(技术勘误1)JIS Z3002-1965 焊接低碳钢用覆药电焊条的适用性JIS Z3003-1963 焊接位置的定义JIS Z3021-2000 焊接符号表示JIS Z3040-1995 焊接程序用资格鉴定试验方法JIS Z3043-1990 不锈钢焊接过程质量试验方法JIS Z3044-1991 镍及镍合金包覆钢焊接程序的资格鉴定试验方法 JIS Z3050-1995 管道焊接用无损检验法JIS Z3060-1994 铁素体钢焊接用超声波检验方法JIS Z3062-1996 异形钢筋气压焊接区超声波检验判定方法JIS Z3070-1998 铁素体钢焊接的自动超声检验方法JIS Z3080-1995 铝板对焊用超声波斜射束探伤检验法JIS Z3081-1994 铝管焊缝超声波斜角束检验法JIS Z3082-1995 铝板T型焊接用超声波检验法JIS Z3101-1990 焊接热影响区最大硬度试验方法JIS Z3103-1987 溶焊接头反复拉伸疲劳试验方法JIS Z3104-1995 钢焊接接点的X射线照相检验法JIS Z3105-1993 铝焊接区射线透视试验及透视照相分级方法JIS Z3106-2001 不锈钢焊接接头的放射线检验方法JIS Z3107-1993 钛焊接区射线透视试验及透视照相分级方法JIS Z3108-1986 铝管环形对接焊缝X射线照相检验法JIS Z3109-1988 铝T型焊接头的射线测试JIS Z3111-1986 熔敷金属拉伸及冲击试验方法JIS Z3113-1975 熔敷金属中氢含量测定方法JIS Z3114-1990 熔敷金属硬度试验方法JIS Z3115-1973 焊接热影响区锥形硬度试验方法JIS Z3118-1992 钢焊缝区氢含量测定方法JIS Z3119-1988 奥氏体不锈钢熔焊金属中铁素体的测定方法JIS Z3120-1980 混凝土用钢筋加压气焊接接头检查方法JIS Z3121-1993 对焊接头抗拉试验方法JIS Z3122-1990 对焊接头定向弯曲试验方法JIS Z3125-1962 对焊接头缺口弯曲试验方法JIS Z3126-1964 对焊接头反向弯曲试验JIS Z3127-1977 对焊接头幅宽板抗拉试验方法JIS Z3128-1996 焊接接头冲击试验方法JIS Z3131-1976 正面角焊缝拉伸试验方法JIS Z3132-1976 侧面角焊缝抗剪试验方法JIS Z3133-1970 角焊区破坏试验方法JIS Z3134-1965 T型角焊缝弯曲试验方法JIS Z3135-1971 角焊接区根部弯曲试验方法JIS Z3136-1999 剪切试验点焊和模压凸焊焊接接头的样品尺寸和规程 JIS Z3137-1999 交叉拉伸试验抗性点和模压投影焊点过程和样品尺寸 JIS Z3138-1989 点焊接头疲劳试验法JIS Z3139-1978 点焊接头端面试验方法JIS Z3140-1989 点焊的检验方法JIS Z3141-1996 缝焊接头试验方法JIS Z3143-1996 对接压力焊接接头试验方法JIS Z3144-1996 电焊和凸焊的定期试验JIS Z3145-1981 柱杆焊接区弯曲试验方法JIS Z3146-1977 半自动及自动焊接头试验方法JIS Z3152-1962 圆棒焊接断裂试验方法JIS Z3153-1993 T型接头裂纹试验方法JIS Z3154-1993 热强度受控的焊接裂纹试验方法JIS Z3155-1993 压板对接焊抗裂试验方法JIS Z3156-1963 角焊缝断裂展开试验方法JIS Z3157-1993 U形坡口焊接裂纹试验方法JIS Z3158-1993 Y型坡口焊接裂纹试验方法JIS Z3159-1993 H形约束焊接裂纹试验方法JIS Z3181-1973 涂剂焊条角焊接试验方法JIS Z3182-1991 涂剂焊条焊着率测定方法JIS Z3183-1993 碳钢及低合金钢埋弧焊熔敷金属的质量分级及试验方法JIS Z3184-1992 熔敷金属的化学分析用试样的制作方法JIS Z3191-1963 硬焊料扩展试验方法JIS Z3192-1999 钎焊接头拉力及剪切试验方法JIS Z3195-1971 钎焊接头湿式腐蚀试验方法JIS Z3196-1972 钎焊接头气体腐蚀试验方法JIS Z3197-1999 软钎焊用树脂型钎剂试验方法JIS Z3200-1999 焊熔料.焊接填充金属的技术交货条件.产品类型、尺寸、公差和标记 JIS Z3201-2001 低碳钢用气焊条JIS Z3202-1999 铜及铜合金气焊条JIS Z3211-2000 低碳钢用涂剂焊条JIS Z3212-2000 高拉伸强度钢涂覆电焊条JIS Z3214-1999 耐大气腐蚀钢用涂剂焊条JIS Z3221 ERRATUM 1-2001 不锈钢涂剂焊条(勘误1)JIS Z3221-2000 不锈钢涂剂焊条JIS Z3223-2000 钼钢及铬钼钢焊条JIS Z3224-1999 镍及镍合金涂剂焊条JIS Z3225-1999 9%镍钢涂剂焊条JIS Z3231-1999 铜及铜合金涂剂焊条JIS Z3232-2000 铝及铝合金焊条及焊丝JIS Z3233 ERRATUM 1-2001 惰性气体保护弧焊用钨焊条(勘误1)JIS Z3233-2001 等离子切割和焊接用惰性气体保护弧焊用钨焊条JIS Z3234-1999 电阻焊用铜合金电极材料JIS Z3241-1999 低温钢用涂剂焊条JIS Z3251-2000 硬化堆焊用涂剂焊条JIS Z3252-2001 铸铁用涂剂焊条JIS Z3261-1998 银硬钎焊料JIS Z3262-1998 铜及铜合金硬钎焊料JIS Z3263-1992 铝合金硬钎焊料及熔焊板料JIS Z3264 ERRATUM 1-2000 磷铜硬钎焊料(勘误1)JIS Z3264-1998 磷铜硬钎焊料JIS Z3264-1998/ERRATUM 1-2000 磷铜硬钎焊料(技术勘误1)JIS Z3265-1998 镍硬钎焊料JIS Z3266-1998 金硬钎焊料JIS Z3267-1998 钯硬钎焊料JIS Z3268-1998 真空用贵金属焊料JIS Z3281-1996 铝及铝合金焊锡JIS Z3282 ERRATUM 1-2000 软钎料.化学组成和形式(勘误1)JIS Z3282-1999 软钎料.化学组成和形式JIS Z3282-1999/ERRATUM 1-2000 软钎料.化学成份和形式(技术勘误1)JIS Z3283-2001 流脂空心焊锡JIS Z3284-1994 焊锡糊料JIS Z3312-1999 低碳钢及高强度钢用金属极活性气体保护电弧实芯焊丝JIS Z3313-1999 低碳钢、高强度钢和低温钢用气保护和自保护金属电弧焊药芯焊丝JIS Z3315-1999 耐大气腐蚀钢的二氧化碳气体保护电弧焊用实芯焊丝JIS Z3316-2001 低碳钢及低合金钢用钨极惰性气体保护电弧焊条及焊丝JIS Z3317-1999 钼钢及铬钼钢金属极活性气体保护电弧焊实芯焊丝JIS Z3318-1999 钼钢及铬钼钢金属极活性气体保护电弧焊药芯焊丝JIS Z3319-1999 气体保护电弧焊用药芯焊丝JIS Z3320-1999 耐大气腐蚀钢的二氧化碳气体保护电弧焊用药芯焊丝JIS Z3321-1999 不锈钢焊条和焊丝JIS Z3322-1996 不锈钢带状电极堆焊材料JIS Z3323 ERRATUM 1-2001 不锈钢药芯焊丝(勘误1)JIS Z3323-1999 不锈钢药芯焊丝JIS Z3324 ERRATUM 1-2001 埋弧焊接用不锈钢实心焊丝和焊剂(勘误1)JIS Z3324-1988 不锈钢涂药电焊丝及焊接JIS Z3325-2000 低温钢用MAG焊接焊丝JIS Z3326-1999 表面硬化用电弧焊药芯焊丝JIS Z3331-1999 惰性气体保护电弧焊用钛及钛合金焊条及焊丝JIS Z3332-1999 9%镍钢TIG焊接用填充焊条和焊丝JIS Z3333-1999 9%镍钢用埋弧焊用实心焊丝及焊剂JIS Z3334-1999 电弧焊接用镍及镍合金焊条及实心焊丝JIS Z3341 ERRATUM 1-2002 惰性气体保护电弧焊用铜及铜合金焊条及实心焊丝(勘误1) JIS Z3341-1999 惰性气体保护电弧焊用铜及铜合金焊条及焊丝JIS Z3351-1999 碳钢及低合金钢用埋弧焊实心焊丝JIS Z3352-1988 碳钢及低合金钢用埋弧焊焊剂JIS Z3353-1999 低碳钢而高强度钢用电渣焊实心焊丝和焊药JIS Z3391-1988 焊接用钢丝卷的形状、尺寸及质量JIS Z3400-1999 焊接的质量要求.金属材料的熔焊JIS Z3410-1999 焊接合作.任务及责任JIS Z3603-1970 低碳钢板埋弧焊推荐实用方法JIS Z3604-1993 铝及铝合金的惰性气体保护电弧焊推荐实用规程JIS Z3605-1977 半自动电弧焊推荐规程JIS Z3606-1977 熔咀电渣焊推荐规程JIS Z3607-1994 碳钢摩擦焊接用推荐实用规程JIS Z3621-1992 铜焊的推荐实施规范JIS Z3700-1987 焊接后的热处理方法JIS Z3801-1997 手工焊接技术鉴定标准方法JIS Z3805-1997 钛焊接技术鉴定标准方法JIS Z3811-2000 铝和铝合金焊接技术合格检定标准规程JIS Z3821 ERRATUM 1-2001 不锈钢焊接技术合格鉴定标准程序(勘误1) JIS Z3821-2001 不锈钢焊接技术合格鉴定标准程序JIS Z3831-1989 塑料焊接技术合格检定标准规程JIS Z3841-1997 半自动焊接技术鉴定标准方法JIS Z3851-1992 显微软钎焊技术鉴定标准方法JIS Z3861-1979 焊接区X射线照相试验技术合格检定标准规程JIS Z3871-1987 铝和铝合金焊接超声波试验技术的标准合格过程JIS Z3881-1997 气压焊接技术鉴定标准方法JIS Z3891-1990 钎焊技术标准合格过程JIS Z3900-1974 贵金属焊料取样方法JIS Z3901-1988 银焊料化学分析方法JIS Z3902-1984 黄铜焊料化学分析方法JIS Z3903-1988 磷铜焊料化学分析方法JIS Z3904-1979 金焊料化学分析方法JIS Z3905-1976 镍焊料化学分析方法JIS Z3906-1988 钯焊料分析方法JIS Z3910-1990 焊锡化学分析方法JIS Z3920-1991 焊接烟气化学分析方法JIS Z3930-2001 电弧焊接中微粒烟尘排放率的测定JIS Z3950-1994 焊接环境下烟尘浓度的测定方法JIS Z3951-1986 焊接作业环境中烟尘平均浓度测定方法JIS Z3952-1990 焊接作业环境中燃气浓度测定方法JIS Z4001-1999 原子能术语JIS Z4004-1989 医用射线装置图形符号JIS Z4005-1991 医学放射学.术语JIS Z4102-1994 医用X射线管JIS Z4202-1993 盖格-弥勒计数管JIS Z4301-2002 X射线软片盒JIS Z4302-2002 γ射线及高能X射线用软片盒JIS Z4308-1991 X射线及γ射线直读个人剂量计JIS Z4311-1978 个人暴露于X射线和γ射线的报警器JIS Z4312 AMD 1-2001 X射线及γ射线个人警报设备(修改件1)JIS Z4312-2002 X、γ、β及中子辐射用直接读取式个人剂量等量测定计和监测器 JIS Z4314 AMD 1-2001 放射光致发光玻璃剂量计系统(修改件1)JIS Z4314-2002 放射光致发光玻璃剂量计设备JIS Z4315-1980 手和/或脚污染监测器JIS Z4316-1995 放射性尘埃监视器JIS Z4317-1993 放射性惰性气体监测器JIS Z4320 AMD 1-2001 热致发光剂量计系统(修改件1)JIS Z4320-1995 热致发光剂量计系统JIS Z4321-1995 放射检查用活化铊碘化钠闪烁器JIS Z4323-2002 通用软片盒JIS Z4324-1997 X、γ射线区域监测仪JIS Z4325-1994 环境γ射线连续监视器JIS Z4327-1984 环境γ射线监测用热致发光剂量系统JIS Z4328-1984 X、γ射线辐射测量仪JIS Z4329-1993 放射性表面污染计JIS Z4330-1994 对水中γ辐射放射性核素的监视器JIS Z4331-1995 X,α和γ射线个人剂量计的校正幻象JIS Z4332-2002 Χ、Υ辐射用个人剂量计的一般要求JIS Z4333 AMD 1-2001 辐射防护用便携式光子外围剂量当量(辐射)测量仪(修改件1) JIS Z4333-1990 X射线及γ射线用辐射当量率测量仪表JIS Z4334-1992 表面污染监测器校正用标准源JIS Z4335 AMD 1-2001 室内环境监测用胶片剂量计(修改件1)JIS Z4335-1993 室内环境监测用胶片剂量计JIS Z4336-1995 放射碘样品JIS Z4337-1997 β发射体用已安装的设备表面污染监测部件JIS Z4338-1997 β发射体用已安装的人体表面污染监测部件JIS Z4401-1993 放射线测定用试样盘JIS Z4402-1993 液体闪烁计数用样品容器JIS Z4411-1993 辐射测量仪用稳定D.C.高压供电JIS Z4415-1974 β射线吸收板JIS Z4501-1988 X射线防护用品的铅当量试验方法JIS Z4504-1993 放射性表面污染的评价JIS Z4507-1998 放射性污染表面的测定.净化易度的评估和试验方法JIS Z4508-1980 低回散射材料的散射比的试验方法JIS Z4510 AMD 1-2001 用快中子胶片剂量计评价剂量当量的方法(修改件1) JIS Z4510-1997 快中子用胶片剂量计的剂量当量计算方法JIS Z4511 AMD 1-2001 辐照率表和剂量当量测定仪的校正方法(修改件1) JIS Z4511-1999 射线量测量仪及射线量率测定仪的校正方法JIS Z4512-1995 空气中放射性粒子浓度的测定方法JIS Z4513-1977 废水中β放射性浓度测定方法JIS Z4520-1979 锗γ射线检测器试验方法JIS Z4560-1991 工业用γ射线照相装置JIS Z4561-1992 工业用放射线照片观察器JIS Z4571-2001 丙氨酸剂量测定系统JIS Z4601-1997 放射性尘埃取样器JIS Z4606-1995 工业X射线照相检验装置JIS Z4608-1993 钴60回转式遥控治疗装置JIS Z4613-1993 胸部间接照相用X射线聚光装置JIS Z4614-1993 β和γ射线源容器壁厚度JIS Z4615-1993 工业用X射线仪有效焦点尺寸的测量JIS Z4620-1999 远程控制后源装治疗设备安全的特殊要求JIS Z4701-1997 医用X射线装置通则JIS Z4702-1999 医用X射线高电压发电机通则JIS Z4703-1995 医用X射线设备中机械部件的一般要求JIS Z4704-1994 医用X射线管装置JIS Z4705-1993 医用电子加速装置安全要求JIS Z4711-1997 诊断用单体式X射线发生装置JIS Z4712-1998 X射线束约束装置JIS Z4713-1992 应急的X射线屏蔽挡板JIS Z4714-2001 医用电子加速器.功能特性特征JIS Z4721-2000 医用X射线影像放大器JIS Z4731-1982 医用X射线装置用高压插头及插座JIS Z4732-1993 医用X射线装置用带插头高压电缆JIS Z4751-2-45-2001 乳房X射线摄影设备和乳房立体定位设备安全的特殊要求JIS Z4752-1-2001 医疗成像部门中的评估和常规检验.第1部分:通则JIS Z4752-2-2-2001 医疗成像部门中的评估和常规检验.第2-2部分:稳定性试验.射线照相暗盒及胶片变换器.屏幕盒组件的胶片-屏幕接触和相对感光度JIS Z4752-2-5-2001 医疗成像部门中的评估和常规检验.第2-5部分:稳定性试验.图像放映设备 JIS Z4752-2-6-2001 医疗成像部门中的评估和常规检验.第2-6部分:稳定性试验.计算层析X射线照相术用X射线设备JIS Z4801-1991 X射线屏蔽用含铅橡胶板及含铅氯乙烯树脂板JIS Z4802-1991 X射线防护手套JIS Z4803-1991 X射线防护围裙JIS Z4806-1981 医用X射线防护屏蔽JIS Z4808-1975 操作放射性物质的手套箱JIS Z4809-1993 防放射性污染用防护衣JIS Z4810-1995 放射性污染防护橡胶手套JIS Z4811-1995 放射性污染防护工作靴JIS Z4812-1995 放射性气溶胶用高效微粒空气过滤器JIS Z4814-1995 胸腔间接放射照相用防护箱JIS Z4816-1975 反向散射X射线减弱涂层JIS Z4817-1995 辐射屏蔽铅砖JIS Z4818-1984 反向散射X射线减弱材料JIS Z4819-1995 辐射屏蔽垫JIS Z4821-1-2002 密封放射源.一般要求和分类JIS Z4821-1999 密封放射源的一般要求等级与试验方法JIS Z4821-2-2002 密封放射源.漏泄试验方法JIS Z4830-1992 患者用X射线防护衣JIS Z4831-2000 防护医疗诊断X-射线的装置JIS Z4901-1993 胸部X射线间接照相用反射式照相机JIS Z4902-1960 室内放射性垃圾容器JIS Z4904-1999 医用X线直接摄影台JIS Z4905-1998 医用射线摄影暗盒JIS Z4907-1991 X射线照相胶片标记器JIS Z4908-1981 荧光照相用盘式数字标识器JIS Z4910 ERRATUM 1-2000 反散射光栅(勘误1)JIS Z4910-2000 排除散射X射线用光栅JIS Z4911-1989 X射线荧光屏尺寸及形状JIS Z4912-1992 医用X射线增感纸的尺寸JIS Z4913-1981 X射线胶片夹持器JIS Z4914-1974 X射线照相胶片显影槽JIS Z4915-1974 胸、腹部用X射线水模拟图JIS Z4916-1997 X射线设备的分辨率测试图JIS Z4917-1984 X射线设备调制转移函数用试验图JIS Z4918-1995 医用X射线底片照明观测器JIS Z4919-1991 胶片自动冲冼器JIS Z4920-1988 X线照相片用姓名印字机JIS Z4921-1994 X射线管电压测定器JIS Z4922-1994 单光子放射体计算机断层装置用幻影象JIS Z4923-1997 X射线计算机断层摄影装置用幻象JIS Z4924-1995 医疗诊断用磁共振设备用人体模型JIS Z4950-1995 医疗诊断用磁共振设备的图形符号和标记JIS Z4951-1999 医疗诊断用磁共振设备安全的特殊要求JIS Z6000-1996 显微学.词汇JIS Z6001 ERRATUM 1-2000 缩微照相.透明A6型缩微胶片.图像排列(勘误1) JIS Z6001-1999 缩微用胶片.透明A6型.图像排列JIS Z6003-1979 记录在16mm缩微胶片的文件标记JIS Z6004-1989 在35mm缩微胶卷上将技术图纸制成缩微胶卷的操作程序JIS Z6005-1989 缩微摄影用35mm胶片处理后银胶质量JIS Z6006-1995 技术图纸35mm缩微胶卷用穿孔卡片JIS Z6008-1982 缩微照相用解象能力测试图及其用法JIS Z6009-1994 银胶缩微胶卷.处理和保存JIS Z6010-1984 缩微胶卷的浓度JIS Z6011-1985 旋转式缩微摄影机用试验图JIS Z6012-1993 16mm缩微胶卷用胶片盒JIS Z6013-1991 16mm及35mm缩微胶卷用A6型缩微胶卷盒JIS Z6014-1995 显微摄影.数字化图像用测试表.说明和用于电子成像JIS Z6015-1997 电子成像.词汇JIS Z7001-2000 塑料.环境方面及其标准导则JIS Z7151-2000 固定源辐射.烟道粒子材料浓度和质量流率的测定.人工重量分析法JIS Z7250 ERRATUM 1-2000 化学产品安全数据单.第1部分:内容和章节顺序(勘误1)JIS Z7250 ERRATUM 2-2000 化学产品安全数据单.第1部分:内容和章节顺序(勘误2)JIS Z7250 ERRATUM 3-2001 化学产品安全数据单.第1部分:内容和章节顺序(勘误3)JIS Z7250-2000 化学产品安全数据单.第1部分:内容和章节顺序JIS Z7250-2000/ERRATUM 1-2000 化学产品安全数据单.第1部分:内容和章节顺序(技术勘误1) JIS Z7260-107-2000 分隔系数.晃动烧瓶法JIS Z7260-305-2000 生物浓度:流动鱼试验JIS Z7302-1-1999 来自于密化垃圾的燃料.第1部分:试验方法的一般原理JIS Z7302-2-1999 来自于密化垃圾的燃料.第2部分:总热值的测试方法JIS Z7302-3-1999 来自于密化垃圾的燃料.第3部分:水含量的测试方法JIS Z7302-4 ERRATUM 1-2000 来自于密化垃圾的燃料.第4部分:灰分的测试方法(勘误1)JIS Z7302-4 ERRATUM 2-2000 来自于密化垃圾的燃料.第4部分:灰分的测试方法(勘误2)JIS Z7302-4-1999 来自于密化垃圾的燃料.第4部分:灰分的测试方法JIS Z7302-5-2002 来自于密化垃圾的燃料.第5部分:金属含量的测试方法JIS Z7302-6-1999 来自于密化垃圾的燃料.第6部分:总氯含量的测试方法JIS Z8101-1-1999 统计学.词汇和符号.第1部分:概率和通用统计术语JIS Z8101-2 ERRATUM 1-2000 统计学.词汇和符号.第2部分:统计质量控制术语(勘误1)JIS Z8101-2-1999 统计学.词汇和符号.第2部分:统计质量控制术语JIS Z8101-2-1999/ERRATUM 1-2000 统计学.词汇和符号.第2部分:统计质量控制术语(技术勘误1)JIS Z8101-3-1999 统计学.词汇和符号.第3部分:实验设计JIS Z8102-2001 不发光物体颜色名称JIS Z8103-2000 仪器仪表术语集JIS Z8103-2000-2000 测量术语集JIS Z8105-2000 颜色术语集JIS Z8106-2000 国际电工词汇第801章:声学和电声学JIS Z8107-1984 声学术语(设备)。
日本JIS材料标准
2
焼入れを施してより高負荷な使
用が可能。
耐食性及び耐熱性に優れてい
1
る。
材料記 関連規格
号
(JIS B 1581) Fe
MF-2
SBF2118 残
1
化学成分(%)
特性値
C
Cu
Sn
Pb その他 密度(g/cm3) 含油率 (%)
圧環強さ 見掛硬 (kgf/mm2 さ
) (HRH)
- 5 以下 -
- 3 以下 5.6~6.4
その Cr Mo 他
(g/cm3)
さ
さ 衝撃値 伸び
(HR) (N/mm2 (j/cm2) (%)
)
-
-
-
6.8 以上 - - 1 以下
7.0 以上
F40 以
上
150
F50 以
上
200
10 15
5 5
HF21 SMF2025 残
- 0.5~
-
3
- - 1 以下 6.6 以上
B10 以 上
250
5
1
HF31 SMF3020 残 0.4~ -
SBK1112
ME-1
~-
-
残
1218
MC-2
1以
SBK1218 下
2 以下
残
0
9.5~ 10.5
- 1以下 6.2~7.4
6~10
3 以下
0.5 以 下
6.2~7.2
MC-2
SBK1 218
1以 下
1 以下
残
1
8~11
-
0.5 以 下
6.2~7.2
18 以上
粉末冶金日本工业标准 JIS Z2550-1983

日本工业标准JISZ2550-1983机械结构零件用烧结材料SintedMaterialsforStructuralParts1.适用标准本标准规定了机械结构零件用烧结金属材料。
但是,这种材料都是烧结态材料。
备考作为参考,在本标准中一并记入了国际单位制(SI)的单位与数值,它们都附加有{}。
2.种类与记号材料的种类与记号是根据材料的化学成分与机械性能来划分的,如表1所示。
3.质量材料的机械性能、密度及化学成分如表2所示。
表2备考:表2也适用于烧结后进行尺寸整形者。
参考:(1)关于SMF种材料的硬度与热处理,各种烧结材料的表面处理,含油处理后的各项性能,作为参考值,在解说中给出。
再者,关于含碳量与适用的热处理可参照解说。
(2)用高纯氢中烧结或真空烧结制造的不锈钢系的质量,例如解说中所示。
4.试验4.1机械性能试验4.1.1拉伸试验(1)试件试件是用下列方法制造的:(a)压制压坯用阴模内部的形状与尺寸(b)压坯压坯高度为4.00~5.00mm,压坯中不得有肉眼可见的分层及其它缺陷。
(c)润滑方法用油布拭擦阴模内表面,或用将60g硬脂酸锌溶于1L四氯化碳中制成的溶液涂覆阴模内表面。
另外,将硬脂酸锌之类的润滑剂添加于使用的粉末中,充分进行混合也可以。
(d)成形成形压坯所需之粉末量依据测定质量,测定充填体积,或将粉末充满阴模后将上表面刮平来决定。
成形方面,有规定成形压力和规定压坯密度二种情况。
在规定压制压力的场合,一组压坯对于规定的压力变化不得大于±3%,质量方面,对于平均值的变化不得大于±2%。
在规定压坯密度的场合,一组压坯对于规定的高度变化不得大于±2%,和质量方面,对于规定的值变化不得大于±1%。
另外,关于压制速度,保压时间,脱模方法及一组压坯的数量,皆由当事者间协商决定。
(e)烧结烧结条件根据当事者间的协定进行。
但是,对于烧结温度范围,保温时间,加热—冷却条件及烧结气氛的各项条件都必须进行记录。
JIS Z 8703-83

UDC620.171Z 8703 日本工业标准试验场所的标准状态JIS Z 8703 – 19831983年3月1日修订日本工业标准调查会审议(日本标准协会发行)基本部会试验场所的标准状态专门委员会构成表姓名所属单位(委员会长) 土井康弘东京农工大学工学部饭田明财团法人日本纺织检查协会饭缘幸三工业技术院计量研究所五十岚隆士工业技术院电子技术综合研究所卯木稔工业技术院标准部江口和男建设省建筑研究所大月正男科学技术厅航空宇宙技术研究所兼田俊雄工业技术院化学技术龟谷正郎社团法人汽车技术会(三菱汽车株式会社)岸谷孝一社团法人日本建筑学会(东京大学工业部)小林一辅东京大学生产技术研究所酒井嘉保东京都立工业技术中心清水逸郎运输省气象厅予报部新锅秀文塑料标准试验方法研究会竹原康工业技术院机械技术研究所土高丸夫社团法人日本钢铁协会福尾信平日本试验机工业会福多健二工业技术院纤维高分子材料研究所前田笃哉社团法人日本电子机械工业会丸山弘志社团法人日本机械学会渡边成一社团法人日本电气计测器工业会(事务局) 藤田富男工业技术院标准部材料标准科津金秀幸工业技术院标准部材料标准科主务大臣:通商产业大臣制定:1955年1月31日修定:1983年3月1日公报公示:1983年4月7日原案协作:财团法人日本标准协会审议部会:日本工业标准调查会基本部会(会长川田裕郎)审议专业委员会:试验场所标准状态专业委员会(会长土井康弘)对本标准的意见或质疑,请与工业技术院标准部材料标准科取得联系。
另外,根据工业标准法第15条之规定,日本工业标准至少要经过5年,由日本工业标准调查会审议,在短期内予以确认、修定或废止。
日本工业标准JIS试验场所的标准状态Z 8703—19831、适用范围本标准,就有关实施矿业试验(含为进行试验的试运转)场所的温度,湿度以及气压的标准状态作以规定。
但是,并不包括在特殊状态下试验所必要的试验场所的状态。
2、标准状态2.1 标准状态的温度标准状态的温度,根据试验的目的,应为20℃、23℃或25℃。
日本管道标准

SCP-R
波纹钢管
CaSi
硅钙铁合金
SCP-RS
波纹钢管
D?
球墨铸铁管
SCPH
高温高压用钢铸件
DF
DPF
FB
FC
FCD
FCMB
FCMP
FCMW
FCr
FMn
FMo
FNb
FNi
FP
FSi
FTi
FV
FW
00G×××
MC
MCr
MMn
MP
MSi
NCF××B
NCF××TB
可锻铸铁异型管件
可锻铸铁管
瓦垄钢板
电镀锌薄钢板及钢带(抗拉试验)
电镀锌冷轧冲压薄钢板及钢带
非时效冲压冷轧电镀锌薄钢板及钢带
电镀锌热轧薄钢板及钢带
冲压电镀锌热轧薄钢板及钢带
深冲压电镀锌热轧薄钢板及钢带
中常温压力容器用高强度钢板
碳素钢锻件
碳素钢锻件用坯
一般用铬钼钢锻件
低温压力容器用锻件
一般用镍铬钼钢锻件
高温压力容器用合金钢锻件
压力容器用碳素钢铸件
铬钼合金钢钢材
结构用高强度锰钢铸件
结构用高强度锰铬钢铸件
高锰钢铸件
结构用高强度锰钼钢铸件
锅炉及压力容器用铬钼合金钢板
结构用高强度镍铬钼钢铸件
波纹钢管
波纹钢管
波纹钢管
深冲用冷轧碳钢薄板及带
非时效性深冲冷轧碳钢薄板及带
机动车用成型性好的冷轧高强度钢板及钢带
机动车用成型性好的热轧高强度钢板及钢带
建筑用镀银薄钢板
压力容器用调质合金钢锻件
高压气罐用钢板及钢带
磨光钢棒用一般碳素钢钢材
JIS Z 2550日本粉末冶金

1、日本粉末冶金结构零件材料的种类与记号(JIS Z 2550-1983)
2、日本粉末冶金结构零件材料的化学成分与物理-力学性能(JIS Z 2550-1983)
日本粉末冶金结构零件材料的种类与记号(JIS Z 2550-1983)
参 种 类 1号 SMF 1 种 2号 3号 SMF 2 种 1号 2号 牌 号 合金系 SMF 1010 特 征
1-5 2-8 1-5 1-5 1-5 1-5 8-14 8-14 -
-
16-20 16-20 12-14 12-14
-
SMS 1025
[2]
2-3
SMS 1035 SMS 2025[2].2}以上 25{245.2}以上 35{343.2}以上
2-3 -
SMK 1010 SMK 1015
0.2-0.6 0.4-0.8 0.4-0.8 0.4-0.8 0.2-1.0 0.2-1.0 0.2-1.0 0.2-1.0 0.8 以下 0.8 以下 0.3 以下 0.3-0.7 0.3-0.7 0.4-0.8 0.4-0.8 0.08 以下 0.08 以下 0.2 以下 0.2 以下
1-5 1-5 1-5 1-5 0.5-3 0.5-3 15-25 15-25 15-25 -
[2]
10{98.1}以上 20{196.1}以上 30{294.2}以上 35{343.2}以上 20{196.1}以上 30{294.2}以上 40{392.3}以上 50{490.3}以上 30{294.2}以上 40{392.3}以上 40{392.3}以上 55{539.4}以上 65{637.4}以上 20{196.1}以上 25{245.2}以上 35{343.2}以上 40{392.3}以上 25{245.2}以上
JIS Z2550-2000标准日本粉末冶金解析
JIS烧结金属材料——规格JIS Z 2550:2000平成12年(2000)3月20日修正日本工业标准调查会审议(日本标准协会发行)Z 2550:2000前言本标准是以工业标准化法为基础,经过日本工业标准调查会审查,由通商产业大臣修改的日本工业标准。
根据本标准,对JIS Z 2550:1989(机械构造部件用烧结材料)修改置换。
JIS Z 2550附属书如下所示。
附属书(规定)机械构造部件用烧结材料主管大臣:通商产业大臣制订:昭和58(1983).11.1 修改:平成12(2000).3.20公示:平成12(2000).3.21拟订原案合作者:日本粉末冶金工业协会审议部会:日本工业标准调查会非铁金属部会(部会长神尾彰彦)如对此标准有意见或者疑问,请联系工业技术院标准部标准业务科产业基盘标准化推进室(100-8921东京都千代田区霞关1条3-1)并且,日本工业标准根据工业标准化法第15条规定,以5年为最大期限,必须在此期限内附日本工业标准调查会审议,并及时确认、修改或废止。
日本工业标准烧结金属材料——规格Sintered metal materials—Specification序本标准是以1996年第一版发行的ISO 5755,Sintered metal materials—Specification为基础,制订的日本工业标准,但日本工业标准与ISO标准值的规定项目不一样,不可能直接对比统一。
这次修改,在附属书中对采用ISO的材料的日本工业标准材料进行了规定,使两者可以并用。
不过,因ISO开始了原国际标准的修改工作,需要注意ISO材料记号的使用。
此外,本标准中有侧线或者点线的部分,为附属书材料特性试验的相关部分,是国际标准中没有的事项。
1. 适用范围此标准规定了轴承与机械部件使用的烧结金属材料的化学成分、机械特性及物理特性。
备注1 选择粉末冶金材料时,材料的特性不单是化学成分及密度,还要考虑到制造方法。
日本JIS材料标准

1以 下
2 以下
残
6~10
3 以下
0.5 以 下
6.2~7.2
18 以上
15 以上
30~ 50
軽荷重、低速に適す。
1以 下
1 以下
残
8~11
-
0.5 以 下
6.2~7.2
18 以上
15 以上
30~ 50
2005 年 10 月作成
残 0.8 以下 残 0.8 以下 残 0.2~ 1.0 0.2~ 1.0
0.5~ 3 0.5~ 3 1~5 1~5
1~5 1~5 -
-
- 1 以下 - 1 以下 - 1 以下 - 1 以下 0. 1 以下 5
6.6 以上 6.6 以上 6.4 以上 6.7 以上
SMF4040 残
-
残
0.5
1.5
4
残
6.6 以上
250
5
1
残 残 残 残
1~5
-
6.4 以上 6.6 以上 6.4 以上 6.4 以上 6.6 以上 6.6 以上 6.4 以上 6.6 以上
200 300 300 300 400 400 300 300
5 5 5 5 5 5 5 10
1 1 1 1 1 1 1 1
SMF4040 残 残 残
HF45 SMF4040 HF46 SMF4030 HF51 SMF5030
一般構造部品に適する。 耐摩耗性に優れている。 高強度が必要な場合には焼入れ を施す。
残 0.8 以下
高強度構造部品に適する。 衝撃性、耐摩耗性に優れている。
HF53 SMF5030 HF54 SMF5030 HF61 SMF4030 P AE
汽车用粉末冶金
标准JB 2797-81与JB 3593-84,日本JIS Z 2550,美国MPIF标准35等都
是粉末冶金结构零件材料标准。
一般结构零件材料材质一般分为以下几类:
表4- 常用结构零件材料材质分类
材料
特点
Hale Waihona Puke 应用烧结铁与 碳钢
塑性及韧性好,磁导率 高,焊接性好,可渗碳淬 火,强度低
高密度烧结铁可用于磁化铁 心使用;也可用在外表硬, 心部软的零件或受力不大的 一些传动件。
比粉末锻造的成本更低; b.压制出的生坯强度高,可直接进行机加后再烧结,能降低成本; c.压制压力和脱模压力比常规粉末冶金成本低,利于成形复杂形状
零件和延长模具使用寿命,从而降低了生产成本; d.可生产零件质量为0.1~1kg,形状复杂由一个台阶的正齿轮到多
台阶的内、外齿形和斜齿轮; e.力学性能高,其极限抗拉强度比常规的一次压制和烧结零件零件
表:粉末锻造铁基结构零件的典型力学性能
合金
热处 硬度 理
拉伸强 度/MPa
屈服强 度/MPa
伸长 率/%
P/F-1040 N HRB80 515
310
27
P/F-1040 Q HRC30 965
825
12
P/F-1060 N HRB80 585
345
22
P/F-1060 Q HRC40 1345
1205
测定的;
2 夏氏V型凹口冲击功;
3 N;正火的;Q:淬硬和回火到表中所示硬度值。
2.粉末冶金结构零件烧结工艺
粉末冶金的烧结,是将粉末或压坯在低于主要组分熔点的温度下进
行加热,从而时粉末颗粒之间结合,提高强度和力学性能的过程。烧结
JIS Z2550-2000标准日本粉末冶金解析
JIS烧结金属材料——规格JIS Z 2550:2000平成12年(2000)3月20日修正日本工业标准调查会审议(日本标准协会发行)Z 2550:2000前言本标准是以工业标准化法为基础,经过日本工业标准调查会审查,由通商产业大臣修改的日本工业标准。
根据本标准,对JIS Z 2550:1989(机械构造部件用烧结材料)修改置换。
JIS Z 2550附属书如下所示。
附属书(规定)机械构造部件用烧结材料主管大臣:通商产业大臣制订:昭和58(1983).11.1 修改:平成12(2000).3.20公示:平成12(2000).3.21拟订原案合作者:日本粉末冶金工业协会审议部会:日本工业标准调查会非铁金属部会(部会长神尾彰彦)如对此标准有意见或者疑问,请联系工业技术院标准部标准业务科产业基盘标准化推进室(100-8921东京都千代田区霞关1条3-1)并且,日本工业标准根据工业标准化法第15条规定,以5年为最大期限,必须在此期限内附日本工业标准调查会审议,并及时确认、修改或废止。
日本工业标准烧结金属材料——规格Sintered metal materials—Specification序本标准是以1996年第一版发行的ISO 5755,Sintered metal materials—Specification为基础,制订的日本工业标准,但日本工业标准与ISO标准值的规定项目不一样,不可能直接对比统一。
这次修改,在附属书中对采用ISO的材料的日本工业标准材料进行了规定,使两者可以并用。
不过,因ISO开始了原国际标准的修改工作,需要注意ISO材料记号的使用。
此外,本标准中有侧线或者点线的部分,为附属书材料特性试验的相关部分,是国际标准中没有的事项。
1. 适用范围此标准规定了轴承与机械部件使用的烧结金属材料的化学成分、机械特性及物理特性。
备注1 选择粉末冶金材料时,材料的特性不单是化学成分及密度,还要考虑到制造方法。
完整版日本标准JIS大全

完整版日本标准JIS大全日本标准JIS大全序号标准号标准名称1 JIS K 8833-1978 糠醛(FURFURAL)2 JIS Z 3233 ERRATUM 1-2001 惰性气体保护弧焊用钨焊条(勘误1)((Erratum 1))3 JIS G 3303 ERRATUM 1-2003 JIS G3303的技术勘误1(ERRA TUM)4 JIS W 0812-1993 飞行设备的环境条件和试验程序(RTCA/DC-160C)(Airborne equipment --Environmental conditions and test procedures (RTCA/DC - 160C))5 JIS B 8367-5-2002 液压气缸的安装尺寸第5部分:单棒10 MPa 系列、方盖、带棒紧型液压气缸(钻孔40 mm 至200 mm) (Mounting dimensions for hydraulic cylinders -- Part 5: Singlerod -- 10 MPa series square cover and tie rod tightend type (Bores from 40 mm to 200 mm))6 JIS K 9517-1992 锌(Zincon)7 JIS K 8370-1992 铜(III)乙酸酯(Copper (II) acetate monohydrate)8 JIS K 4814-1969 苦味酸(246-三硝基苯酚)(Picric acid)9 JIS K 9053-1993 L-赖氨酸-盐酸盐(L(+)-lysine hydrochloride)10 JIS K 8453-1994 二乙醇胺(22-Iminodiethanol)11 JIS K 8695-1981 苯并[F]喹啉(Benzo (f) quinoline)12 JIS H 2105-1955 铅锭(Pig lead)13 JIS K 8824-1992 D(+)葡萄糖(D(+)-glucose)14 JIS L 2401-1992 黄麻纱(Jute yarns)15 JIS X 5101-1982 25路数据电路端接设备与数据终端设备间的接口(The Interface between Data Circuit Terminating Equipment(DCE) and Data Terminal Equipment (DTE) (25-pin Interface))16 JIS F 3425-1999 船用信号旗滑车(Ships steel blocks for signal flags)17 JIS K 8879-1994 试镁灵(Magneson)18 JIS B 1196-2001 焊接螺母(Weld nuts)19 JIS K 9024-1991 磷钨酸(12 TUNGSTO(VI) PHOSPHORIC ACID N-HYDRA TE (PHOSPHOTUNGSTIC ACID))20 JIS K 2219-1993 齿轮油(GEAR OILS)21 JIS B 9650-2 ERRATUM 1-2003 JIS B9650-2的技术勘误1(ERRA TUM)22 JIS L 4112-2000 儿童开襟衬衣及青年开襟衬衣(Boys and youths open shirts)23 JIS F 3436-1980 船用小型钢索卷车(Ships small size wire reels)24 JIS B 9650-1 ERRATUM 1-2003 JIS B9650-1的技术勘误1(ERRA TUM)25 JIS F 3443-1995 船用小型钢制滑轮(Ships small size steel blocks)26 JIS F 3430-1980 船用钢索卷筒(Ships wire reels)27 JIS B 2351-1990 25MPa(250Kgf/cm2)液压用卡套式管接头(25 MPa (250 kgf/cm2) bitetype tube fittings for hydraulic use)28 JIS F 2416-1982 船用灭火器(Ships flame arresters)29 JIS F 2106-1995 船用普通链条(Ships chains for general use)30 JIS Q 10006 ERRATUM 1-2003 JIS Q10006的技术勘误1(ERRA TUM)31 JIS A 1112 ERRATUM 1-2003 JIS A1112的技术勘误1(ERRATUM)32 JIS K 9032-1995 间苯二酚(RESORCINOL)33 JIS T 5601-1993 牙科操作用椅(DENTAL OPERATORS STOOL)1(ERRATUM)的技术勘误TUM 1-2003 JIS C2805JIS C 2805 ERRA3435 JIS A 5422 ERRATUM 1-2003 勘误1((Erratum 1))36 JIS L 0216-1990 羽毛术语集(Glossary of terms used in feathers)37 JIS S 6037-2000 划线笔(Marking pens)38 JIS C 0364-4-41 AMD 2-2002 建筑物的电气装置第4部分:安全防护41章:电冲击防护(修改2)(Electrical installations of buildings -- Part 4: Protection for safety -- Chapter 41: Protection against electric shock (Amendment 2))39 JIS K 2541-1996 原油和石油产品硫含量的测定(Crude oil and petroleum products --Determination of sulfur content)40 JIS R 3418-1991 窗扉和帷幔用玻璃纤维布窗帘(Textile glass fabric curtains for casementand drapery)41 JIS R 5203-1995 水泥的水合热的测试方法(Testing method for heat of hydration of cement)42 JIS Z 8809 ERRATUM 1-2000 校准粘度计用标准液(勘误1)(Standard liquids forcalibrating viscometers (Erratum 1))43 JIS B 9658-1990 精米机械安全及设计卫生标准(Design rules for safety and sanitation ofrice milling machinery)44 JIS B 4142-2002 金刚石/CBN制品安全要求(Diamond/CBN products -- Safety requirements)45 JIS M 8231-1982 锰矿石中化合水含量的测定方法(Methods for determination ofcombined water in manganese ores)46 JIS T 5420-2000 牙周刮器Gr型(Periodontal curettes -- Gr-type)47 JIS T 6116-2000 牙科铸造用金合金(Dental casting gold alloys)48 JIS M 8213-1995 铁矿石酸溶铁(II)含量测定方法(Iron ores -- Method for determination of acid soluble iron (II) content)49 JIS L 2510 ERRATUM 1-2000 尼龙缝纫线(勘误1)(Nylon sewing thread (Erratum 1))50 JIS Z 1703-1976 聚乙烯瓶(Polyethylene bottles)51 JIS R 1632-1998 精细陶瓷静态挠曲疲劳的试验方法(Test methods for static bendingfatigue of fine ceramics)52 JIS P 5102-1992 打字机用复写纸(Stencil paper for typewriter)53 JIS K 2280-1996 石油产品燃料辛烷值、十六烷值的测定和十六烷系数的计算方法(Petroleum products -- Fuels -- Determination of octane number cetane number and calculation ofcetane index)54 JIS T 1190-1987 重心稳定性测定仪(Stabilometers)55 JIS Z 0650-1995 成组货件系统的通用规则(GENERAL RULES FOR UNIT-LOAD SYSTEM)56 JIS Z 1624-1994 国际贸易用罐式液体和气体集装箱(Tank containers for liquids and gasesfor international trade)57 JIS S 5506-1994 办公用卷宗(文件夹和导卡)(Office files (Folder and guide))58 JIS Z 6000-1996 显微学词汇(Micrographics -- V ocabulary)59 JIS Z 4921-1994 X射线管电压测定器(Measuring devices for X-ray tube voltage)60 JIS Z 4819-1995 辐射屏蔽垫(Radiation shielding mats)61 JIS K 5101-1-4-2004 颜料试验方法第1部分:分散特性评估的分散方法第4节:钢珠研磨机(Test methods for pigments -- Part 1: Methods of dispersion for assessment of dispersion characteristics -- Section 4: A bead mill)(Diesel fuel)柴油燃料JIS K 2204-1997 6263 JIS C 0447-1997 人机界面(MMI)驱动原理(Man-machine interface (MMI) -- Actuating principles)64 JIS K 7154-1-2002 塑料热固性粉末模塑复合物(PMCs)试样的注射模塑成形第1部分:一般原则和多用途试样的模塑成形(Plastics -- Injection moulding of test specimens ofthermosetting powder moulding compounds (PMCs) -- Part 1: General principles and moulding of multipurpose test specimens)65 JIS T 1453-1998 高频外科手术(High frequency surgical equipment)66 JIS Z 8202-3-2000 量值和单位第3部分:力学(Quantities and units -- Part 3: Mechanics)67 JIS K 3363-1990 合成洗涤剂生物降解度的试验方法(Testing method for biodegradabilityof synthetic detergent)68 JIS Q 14010-1996 环境审核指南总原则(Guidelines for environmental auditing -- General principles)69 JIS K 8968-1980 硫酸钴(二价)七水化合物(Cobalt(ii) sulfate heptahydrate)70 JIS B 7432-1985 角度标准用多面镜(Optical polygons for angle standards)71 JIS A 5525-1994 钢管桩(Steel pipe piles)72 JIS Z 2342-2003 压力试验过程中压力容器的声波发射试验方法和试验结果的分类(Methods for acoustic emission testing of pressure vessels during pressure tests and classificationof test results)73 JIS C 1010-1-1998 测量、控制和实验室用电气设备的安全要求第1部分:一般要求(Safety requirements for electrical equipment for measurement control and laboratory use -- Part 1: General requirements)74 JIS Q 9004 ERRATUM 2-2001 质量管理体系性能提高导则(勘误2)(Quality management systems -- Guidelines for performance improvements (Erratum 2))75 JIS R 7603-1999 碳纤维密度测定(Carbon fiber -- Determination of density)76 JIS A 1104-1999 集料的单容重和集料实积率的测定方法(Methods of test for bulk densityof aggregates and solid content in aggregates)77 JIS Z 8719 ERRATUM 1-2000 条件配色指数发光物颜色改变的条件配色度评价方法(勘误1)(Metamerism index -- Evaluation method of degree of metamerism for change in illuminant (Erratum 1))78 JIS C 6183-1992 纤维光学波谱分析仪的试验方法(Test methods of fiber-optic spectrum analyzer)79 JIS C 0364-4-473-1999 建筑物的电气安装第4部分:安全防护第47章:安全防护测量的应用第473节:过电流防护测量(Electrical installations of buildings Part 4: Protection for safety Chapter 47: Application of protective measures for safety Section 473: Measures of protection against overcurrent)80 JIS R 3203-1999 压花玻璃(Patterned glass)81 JIS B 7755-1993 金属材料用冲击试验机械装置(Impact testing machines for metallic materials -- Instrumentation)82 JIS A 5451-1995 石棉衬板(Rock wool sheathing boards)83 JIS A 6602-1996 联排式房屋用金属屋顶组件(Metal roof components for terrace)84 JIS K 5600-5-4 ERRATUM 2-2002 涂料试验方法第5部分:膜的机械特性第4节:刮擦硬度(铅笔法)(勘误1)(Testing methods for paints -- Part 5: Mechanical property of film -- Section 4: Scratch hardness (Pencil method) (Erratum 2)))(Building components (Steel panel for roof))钢制屋顶装配板(建筑构件JIS A 6510-1994 8586 JIS A 8421-2-1998 土方机械装载机第2部分:规范的标准格式和试验方法(Earth-moving machinery -- Loaders -- Part 2: Standard form of specifications and testing methods)87 JIS F 7231-2003 造船钢制管形起动用压缩空气储罐(Shipbuilding -- Steel tube starting air reservoirs)88 JIS B 8279-2003 压力容器罩(Jacket for pressure vessels)89 JIS R 3416-2003 成品纺织玻璃纤维织物(Finished textile glass fabrics)90 JIS R 3422-1995 织物加工玻璃带(Textile finished glass tapes)91 JIS X 5802-1994 信息技术报文通信信息定向型文本交换系统(MOTIS)第2部分:整体结构(Information technology -- Text Communication -- Message -- Oriented Text Interchange Systems (MOTIS) -- Part 2: Overall Architecture)92 JIS C 5610-1996 集成电路术语汇编(Glossary of terms used in integrated circuits)93 JIS K 5101-11-2-2004 颜料试验方法第11部分:密度第2节:离心脱气法(Test methods for pigments -- Part 11:Density -- Section 2: Centrifugal degassing method)94 JIS Z 6001 ERRATUM 1-2000 缩微照相透明A6型缩微胶片图像排列(勘误1)(Micrographics -- Transparent A6 microfiche -- Image arrangements (Erratum 1))95 JIS H 4040 ERRATUM 2-2000 铝和铝合金杆材、棒材、丝材(勘误2)(Aluminium and aluminium alloy rods bars and wires(Erratum 2))96 JIS C 0031-1995 环境试验第2部分:试验试验Z/BM:干热、低压复合试验方法(Environmental testing Part 2: Tests test Z/BM: Combined dry heat/low air pressure tests)97 JIS K 6347-3-2003 液化石油气用橡胶软管第3部分:分配软管及软管组合件规范(Rubber hoses for liquefied petroleum gases (LPGs) -- Part 3: Dispensing hoses and hose assemblies --Specification)98 JIS C 5101-18-1999 电子设备用固定电容器第18部分:分规范:用固体(MnO2)和非固体作为电解质的固定式铝电解质片层电容器(Fixed capacitors for use in electronic equipment Part 18: Sectional specification: Fixed aluminium electrolytic chip capacitors with solid (MnO2) andnon-solid electrolyte)99 JIS C 0035-1996 环境试验第2部分:试验方法试验Z//ABDM:气候序列(Environmental testing Part 2: Test methods Test Z/ABDM: Climatic sequence)100 JIS C 8953-1993 光伏特性排列I-V的现场测量(On-site measurements of photovoltaicarray I-V characteristics)序号标准号标准名称1 JIS S 6007-2001 黑板(Chalkboards)2 JIS C 0061-2000 火焰危害试验第2部分:试验方法第2节:针焰(喷射燃烧器)试验(Fire hazard testing -- Part 2: Test methods -- Section 2 --Needle-flame test)3 JIS K0107-2002 废气中氯化氢含量的测定方法(Methods for determination of hydrogen chloride in flue gas)4 JIS B 8656-2002 比例电动液压旁通流量控制阀试验方法(Test methods forelectro-hydraulic proportional bypass flow control valves)5 JIS B 0135-1993 起重机术语分类(GLOSSARY OF TERMS RELATING TO CRANES -KINDS OF CRANES)6 JIS B 8623-2002 冷凝机组的试验方法(Testing methods of refrigerant condensing units) polyethylenefor methods (Testing 金属表面的聚乙烯薄膜的试验方法6766-1977 K JIS 7coatings on metals)8 JIS K 0115-1992 分子吸收光度分析方法通则(General rules for molecular absorptiometric analysis)9 JIS T 7324-1989 医疗用小型高压蒸汽灭菌器(High-pressure steam sterilizers for medicaluse (small size))10 JIS Z 4701-1997 医用X射线装置通则(General rules for medical X-ray equipment)11 JIS B 0176-3-2002 螺纹加工刀词汇第3部分:槽(Threading tools -- V ocabulary Part 3: Chaser)12 JIS G 3352-2003 冷弯波纹钢板(Steel Decks)13 JIS B 7222-1991 16mm电影胶片的卷取装置及影片盘用轴尺寸(Spindles for 16 mmmotion picture film spools and reels -- Dimensions)14 JIS L 1018 ERRATUM 1-2001 针织物试验方法(勘误1)(Test methods for knitted fabrics (Erratum 1))15 JIS C 3662-6-2003 额定电压450/750V及以下的聚氯乙烯绝缘电缆第6部分:电梯电缆和软连接用电缆(Polyvinyl chloride insulated cables of rated voltages up to and including 450/750 V -- Part 6: Lift cables and cables for flexible connections)16 JIS B 7110-1993 照相摄影中用玻璃滤色镜通用规范(Photographic glass filters -- General requirement)17 JIS B 7164-1997 16mm电影放映机(16 mm motion-picture projectors)18 JIS A 1129-1993 灰浆和混凝土长度变化的试验方法(Methods of test for length change of mortar and concrete)19 JIS A 1226-2000 土壤灼烧损伤的试验方法(Test method for ignition loss of soils)20 JIS B 1091-2003 紧固件验收检验(Fasteners -- Acceptance inspection)21 JIS Z 8750-1994 真空计校准方法(Methods of calibration for vacuum gauges)22 JIS M 7653-1996 便携式可燃气检测器(Portable type combustible gas detector)23 JIS X 4350-3-2003 信息技术JPEG 2000图像编码系统第3部分:移动JPEG2000(Information technology -- JPEG 2000 Image coding system -- Part 3: Motion JPEG 2000)24 JIS M 7650-1993 测长式一氧化碳探测器(Detector tube type carbon monoxide measuring instruments (Length-of-stain))25 JIS M 8701-1996 铁矿石手工取样方法(Iron ores -- Increment sampling -- Manual method)26 JIS Z 7302-4 ERRATUM 1-2000 来自于密化垃圾的燃料第4部分:灰分的测试方法(勘误1)(Densified refuse derived fuel -- Part 4: Test method for ash (Erratum 1))27 JIS A 8306-1990 土方机械工作部件移动时间的测量方法(Earth-moving machinery -- Test method for measurement of tool movement time)28 JIS A 1455-2002 地板覆盖物和已安装地板的抗静电效果测量和评价方法(Anti-staticeffect of floor coverings and installed floors -- Methods of measurement and evaluation)29 JIS B 7725-1997 维氏硬度试验试验机的验证(Vickershardness test -- Verification oftesting machines)30 JIS B 7410-1997 石油产品试验用玻璃温度计(Liquid-in-glass thermometers for testing of petroleum products)31 JIS C 3005 ERRATUM 1-2001 橡胶或塑料绝缘线及电缆的试验方法(勘误1)(Testmethods for rubber or plastic insulated wires and cables (Erratum 1))32 JIS K 5600-2-4-1999 涂料试验方法第2部分:涂料的特性和稳定性第4节:密度(Testing methods for paints -- Part 2: Characteristics and stability of paints -- Section 4: Density)33 JIS Z 3420-2003 金属材料焊接过程的规范及认可总则(Specification and approval of welding procedures for metallic materials -- General rules)34 JIS K 6890-1995 聚四氟乙烯管材(POLYTETRAFLUOROETHYLENE TUBES)35 JIS A 5361 ERRATUM 1-2000 预制混凝土制品分类、命名和标记的通用规则(勘误1)(Precast concrete products -- General rules for classification designation and marking (Erratum1))36 JIS L 1917-2000 由于织物表面硫的燃烧的试验方法(Testing method for burning due to surface flash of textiles)37 JIS C 8280-2003 爱迪生螺口灯座(Edison screw lampholders)38 JIS K 7557-1996 X射线用测辐射胶片(Badge films for X-rays)39 JIS K 5600-4-2-1999 涂料试验方法第4部分:膜的视觉特性第2节:遮盖力(深色涂料用)(T esting methods for paints -- Part 4: Visual characteristics of film -- Section 2: Hiding power(for dark-coloured paints))40 JIS K 5600-1-1-1999 涂料的试验方法第1部分:一般规则第1节:一般试验方法(调合和方法) (Testing methods for paints -- Part 1: General rule -- Section 1: General test methods(conditions and methods))41 JIS Z 8102 ERRATUM 1-2002 不发光体颜色的名字(勘误1)(Names of non-luminousobject colours (Erratum 1))42 JIS K 7244-6-1999 塑料动态力学性能的测定第6部分:剪力振动非共振法(Plastics --Determination of dynamic mechanical properties -- Part 6: Shear vibration -- Non-resonance method)43 JIS S 0012-2000 包括老年人和残疾人在内的人群指南消费产品的可用性(Guidelines forall people including elderly and people with disabilities -- Usability of consumer products)44 JIS K 5633-2002 浸蚀性底漆(Etching primer)45 JIS K 7384-2002 塑料试验用聚氯乙烯(PVC)糊状物的制备行星式混合器法(Plastics --Preparation of PVC pastes for test purposes -- Planetary-mixer method)46 JIS B 0001 ERRATUM 1-2000 机械工程技术制图(勘误1)(Technical drawings for Mechanical Engineering (Erratum 1))47 JIS K 4126-1995 苯甲醛(Benzaldehyde)48 JIS K1201-2-2000 工业用碳酸钠第2部分:250℃时非挥发性物质质量损失的测定(Sodium carbonate for industrial use -- Part 2: Determination of loss of mass and of non-volatilematter at 250 degree C)49 JIS A 5537 ERRATUM 1-2003 JIS A5537的技术勘误1(JIS A 5537:2003/Erratum)50 JIS K 4135-1995 7-氨基-4-羟基-2-萘磺酸(J-酸) (7-Amino-4-hydroxy-2-naphthalene sulfonic acid (j-acid))51 JIS T 1117-1988 长时间心电图携带式记录装置(电量心电仪)(Ambulatory ECG recording system (holter system))52 JIS D 5712-1973 汽车警报蜂鸣器(Warning buzzers for automobiles)53 JIS K 5600-4-4-1999 涂料试验方法:第4部分:膜的视觉特性第4节:比色法(原理)(Testing methods for paints -- Part 4: Visual characteristics of film -- Section 4: Colorimetry (Principles))54 JIS K 0142-2000 表面化学分析信息格式(Surface chemical analysis -- Information formats)55 JIS L 0868-1995 耐甲醛色牢度试验方法(Test method for colour fastness to formaldehyde)56 JIS M 8100-1992 松散物料取样方法通则(Particulate materials -- General rules for methodsof sampling)57 JIS D 0111-1992 与汽车悬挂装置有关的术语汇编(Glossary of terms relating to suspensionof automobiles)58 JIS B 9514-2002 记时器性能检验方法(Test methods for time recorders)59 JIS Z 4808-2002 操作放射性物质的手套箱(Glove box for handling of radioactive substance)60 JIS H 1067-2002 铜中氧含量的测定方法(Methods for determination of oxygen in copper)61 JIS K 1501-1993 甲醇(Methanol)62 JIS K 5600-3-6-1999 涂料试验方法第3部分:成膜性第6节:涂料弗里试验(Testing methods for paints -- Part 3: Film formability -- Section 6: Print free test)63 JIS K 7139-1996 塑料多用途试样(Plastics -- Multipurpose test specimens)64 JIS S 5002-1995 粗帆布靴和鞋(Canvas boots and shoes)65 JIS B 6157-1993 永磁卡盘(PERMANENT MAGNETIC CHUCKS)66 JIS C 3006 ERRATUM 1-2001 纤维或纸绝缘线的试验方法(勘误1)(Methods of test for fiber or paper insulated wires (Erratum 1))67 JIS K 5552-2002 富锌底漆(Zinc rich primer)68 JIS K 5101-1991 颜料试验方法(Methods of test for pigments)69 JIS C 8432-1999 非塑化聚氯乙烯(PVC-U)导管配件(Fittings of unplasticized polyvinyl chloride (PVC-U) conduits)70 JIS G 7125-2003 机械加工用空心钢棒(ISO规范)(Hollow steel bars for machining (ISO specifications))71 JIS A 1112-2003 新浇混凝土的冲洗分析试验方法(Method of test for washing analysis of fresh concrete)72 JIS X 0811 ERRATUM 1-2002 GEDI通用电子文献交换(勘误1)(GEDI -- Generic Electronic Document Interchange (Erratum 1))73 JIS K 7081-1993 碳纤维增强塑料暴露在自然气候下的试验方法(Testing method for exposure to natural weathering of carbon fibre reinforced plastic)74 JIS K 7240-1999 塑料酚-甲醛模塑游离酚的测定碘量法(Plastics -- Phenol-formaldehyde mouldings -- Determination of free phenols -- Iodometric method)75 JIS L 0212-2-1999 织物术语汇编(不包括衣物)第2部分:室内装饰品(Glossary of textile terms (except clothes) -- Part 2: Textile interior products)76 JIS K 2536-5-2003 液态石油产品成分的测试方法第5部分:用气相色谱法测定氧化物含量(Liquid petroleum products -- Testing method of components Part 5: Determination ofoxygenate compounds by gas chromatography)77 JIS K 5628-2002 铅丹铬酸锌防腐涂料(Red-lead zinc chromate anticorrosive paint)78 JIS Z3198-4-2003 无铅焊剂的试验方法第4部分:用湿平衡法和接触角法测试钎焊性的试验方法(Test methods for lead-free solders -- Part 4: Methods for solderbility test by a wetting balance method and a contact angle method)79 JIS B 2704 ERRATUM 1-2001 螺旋压缩与拉伸弹簧设计要求和性能试验方法(勘误。
日本金属材料标准

日本金属材料牌号表示方法一、日本有色金属的牌号表示方法日本 JIS 标准编号由 JIS 、字母类号、数字类号、序号和制定年份组成。
牌号基本上由材料类别字母代号、数字组和产品形状代号组成。
有关金属材料的牌号表示方法、产品形状代号、铜材和铝材的状态代号分别见下列各表。
JIS 标准中有色金属牌号有色金属产品形状代号及名称铜和铜合金状态代号及名称铝和铝合金热处理状态代号及名称(也适用于镁合金)有色金属及其合金牌号(代号)二、日本黑色金属的牌号表示方法1.日本( JIS )钢铁牌号表示方法简介1.1 日本钢铁牌号表示方法概述大约是在 1949 年以前,日本钢铁牌号是按 JES 标准规定表示的,现行钢铁牌号是按 JIS 标准规定表示的。
JIS ( Japanese Industrial Sandard )是日本工业标准的代号。
日本钢铁牌号表示方法,在 JIS 工业标准中没有专门的标准,在各类标准中出现的牌号有其特点是:有仅能表示出钢类,同时也可表示出钢材种类,有的还可表示出用途等。
牌号一般由三部分组成。
第一部分为前缀字母 S 表示钢( Steel ) ,F 表示铁( Ferrum )。
第二部分采用英文字母或假名拼音的罗马字母,表示用途、钢材种类及铸锻件制品等。
如SC 为铸钢, FC 表示灰铸铁等。
K 表示工具, U 表示特殊用途。
有时用两个或几个字母组合起来表示钢的品种和类别,如 SKS 表示合金工具钢(其中的一种)、 SUJ 表示高碳铬轴承钢, SNCM 表示 Ni — Cr — Mo 钢等。
第三部分为数字,用来表示钢类或钢材序号或坑拉强度最低值(≥××× MPa )如 SS400 表示碳素结构钢,其最低抗拉强度值为 400Mpa 。
在牌号组成主体之后,根据需要,有时附加表示钢材形状、制造方法及热处理等的后缀字母,以示区别。
1.2 各类钢牌号表示方法1.2.1 普通结构钢牌号表示方法SS ×××普通结构钢的牌号。
粉末冶金日本工业标准 JIS Z2550-1983
日本工业标准JISZ2550-1983机械结构零件用烧结材料SintedMaterialsforStructuralParts1.适用标准本标准规定了机械结构零件用烧结金属材料。
但是,这种材料都是烧结态材料。
备考作为参考,在本标准中一并记入了国际单位制(SI)的单位与数值,它们都附加有{}。
2.种类与记号材料的种类与记号是根据材料的化学成分与机械性能来划分的,如表1所示。
3.质量材料的机械性能、密度及化学成分如表2所示。
表2备考:表2也适用于烧结后进行尺寸整形者。
参考:(1)关于SMF种材料的硬度与热处理,各种烧结材料的表面处理,含油处理后的各项性能,作为参考值,在解说中给出。
再者,关于含碳量与适用的热处理可参照解说。
(2)用高纯氢中烧结或真空烧结制造的不锈钢系的质量,例如解说中所示。
4.试验4.1机械性能试验4.1.1拉伸试验(1)试件试件是用下列方法制造的:(a)压制压坯用阴模内部的形状与尺寸(b)压坯压坯高度为4.00~5.00mm,压坯中不得有肉眼可见的分层及其它缺陷。
(c)润滑方法用油布拭擦阴模内表面,或用将60g硬脂酸锌溶于1L四氯化碳中制成的溶液涂覆阴模内表面。
另外,将硬脂酸锌之类的润滑剂添加于使用的粉末中,充分进行混合也可以。
(d)成形成形压坯所需之粉末量依据测定质量,测定充填体积,或将粉末充满阴模后将上表面刮平来决定。
成形方面,有规定成形压力和规定压坯密度二种情况。
在规定压制压力的场合,一组压坯对于规定的压力变化不得大于±3%,质量方面,对于平均值的变化不得大于±2%。
在规定压坯密度的场合,一组压坯对于规定的高度变化不得大于±2%,和质量方面,对于规定的值变化不得大于±1%。
另外,关于压制速度,保压时间,脱模方法及一组压坯的数量,皆由当事者间协商决定。
(e)烧结烧结条件根据当事者间的协定进行。
但是,对于烧结温度范围,保温时间,加热—冷却条件及烧结气氛的各项条件都必须进行记录。
日本标准JIS大全样本

日本标准JIS大全样本预览说明:预览图片所展示的格式为文档的源格式展示,下载源文件没有水印,内容可编辑和复制日本标准JIS大全序号标准号标准名称1 JIS K 8833-1978 糠醛(FURFURAL)2 JIS Z 3233 ERRATUM 1- 惰性气体保护弧焊用钨焊条(勘误1)((Erratum 1))3 JIS G 3303 ERRATUM 1- JIS G3303的技术勘误1(ERRATUM)4 JIS W 0812-1993 飞行设备的环境条件和试验程序(RTCA/DC-160C)(Airborne equipment -- Environmental conditions and test procedures (RTCA/DC - 160C))5 JIS B 8367-5- 液压气缸的安装尺寸第5部分:单棒10 MPa系列、方盖、带棒紧型液压气缸(钻孔40 mm 至200 mm) (Mounting dimensions for hydraulic cylinders -- Part 5: Single rod -- 10 MPa series square cover and tie rod tightend type (Bores from 40 mm to 200 mm))6 JIS K 9517-1992 锌(Zincon)7 JIS K 8370-1992 铜(III)乙酸酯(Copper (II) acetate monohydrate)8 JIS K 4814-1969 苦味酸(246-三硝基苯酚)(Picric acid)9 JIS K 9053-1993 L-赖氨酸-盐酸盐(L(+)-lysine hydrochloride)10 JIS K 8453-1994 二乙醇胺(22-Iminodiethanol)11 JIS K 8695-1981 苯并[F]喹啉(Benzo (f) quinoline)12 JIS H 2105-1955 铅锭(Pig lead)13 JIS K 8824-1992 D(+)葡萄糖(D(+)-glucose)14 JIS L 2401-1992 黄麻纱(Jute yarns)15 JIS X 5101-1982 25路数据电路端接设备与数据终端设备间的接口(The Interface between Data Circuit Terminating Equipment (DCE) and Data Terminal Equipment (DTE) (25-pin Interface))16 JIS F 3425-1999 船用信号旗滑车(Ships steel blocks for signal flags)17 JIS K 8879-1994 试镁灵(Magneson)18 JIS B 1196- 焊接螺母(Weld nuts)19 JIS K 9024-1991 磷钨酸(12 TUNGSTO(VI) PHOSPHORIC ACID N-HYDRATE (PHOSPHOTUNGSTIC ACID))20 JIS K 2219-1993 齿轮油(GEAR OILS)21 JIS B 9650-2 ERRATUM 1- JIS B9650-2的技术勘误1(ERRATUM)22 JIS L 4112- 儿童开襟衬衣及青年开襟衬衣(Boys and youths open shirts)23 JIS F 3436-1980 船用小型钢索卷车(Ships small size wire reels)24 JIS B 9650-1 ERRATUM 1- JIS B9650-1的技术勘误1(ERRATUM)25 JIS F 3443-1995 船用小型钢制滑轮(Ships small size steel blocks)26 JIS F 3430-1980 船用钢索卷筒(Ships wire reels)27 JIS B 2351-1990 25MPa(250Kgf/cm2)液压用卡套式管接头(25 MPa (250 kgf/cm2) bite type tube fittings for hydraulic use)28 JIS F 2416-1982 船用灭火器(Ships flame arresters)29 JIS F 2106-1995 船用普通链条(Ships chains for general use)30 JIS Q 10006 ERRATUM 1- JIS Q10006的技术勘误1(ERRATUM)31 JIS A 1112 ERRATUM 1- JIS A1112的技术勘误1(ERRATUM)32 JIS K 9032-1995 间苯二酚(RESORCINOL)33 JIS T 5601-1993 牙科操作用椅(DENTAL OPERATORS STOOL)34 JIS C 2805 ERRATUM 1- JIS C2805的技术勘误1(ERRATUM)35 JIS A 5422 ERRATUM 1- 勘误1((Erratum 1))36 JIS L 0216-1990 羽毛术语集(Glossary of terms used in feathers)37 JIS S 6037- 划线笔(Marking pens)38 JIS C 0364-4-41 AMD 2- 建筑物的电气装置第4部分:安全防护41章:电冲击防护(修改 2)(Electrical installations of buildings -- Part 4: Protection for safety -- Chapter 41: Protection against electric shock (Amendment 2))39 JIS K 2541-1996 原油和石油产品硫含量的测定(Crude oil and petroleum products -- Determination of sulfur content)40 JIS R 3418-1991 窗扉和帷幔用玻璃纤维布窗帘(Textile glass fabric curtains for casement and drapery)41 JIS R 5203-1995 水泥的水合热的测试方法(Testing method for heat of hydration of cement)42 JIS Z 8809 ERRATUM 1- 校准粘度计用标准液(勘误1)(Standard liquids for calibrating viscometers (Erratum 1))43 JIS B 9658-1990 精米机械安全及设计卫生标准(Design rules for safety and sanitation of rice milling machinery)44 JIS B 4142- 金刚石/CBN制品安全要求(Diamond/CBN products -- Safety requirements)45 JIS M 8231-1982 锰矿石中化合水含量的测定方法(Methods for determination of combined water in manganese ores)46 JIS T 5420- 牙周刮器Gr型(Periodontal curettes -- Gr-type)47 JIS T 6116- 牙科铸造用金合金(Dental casting gold alloys)48 JIS M 8213-1995 铁矿石酸溶铁(II)含量测定方法(Iron ores -- Method for determination of acid soluble iron (II) content)49 JIS L 2510 ERRATUM 1- 尼龙缝纫线(勘误1)(Nylon sewing thread (Erratum 1))50 JIS Z 1703-1976 聚乙烯瓶(Polyethylene bottles)51 JIS R 1632-1998 精细陶瓷静态挠曲疲劳的试验方法(Test methods for static bending fatigue of fine ceramics)52 JIS P 5102-1992 打字机用复写纸(Stencil paper for typewriter)53 JIS K 2280-1996 石油产品燃料辛烷值、十六烷值的测定和十六烷系数的计算方法(Petroleum products -- Fuels -- Determination of octane number cetane number and calculation of cetane index)54 JIS T 1190-1987 重心稳定性测定仪(Stabilometers)55 JIS Z 0650-1995 成组货件系统的通用规则(GENERAL RULES FOR UNIT-LOADSYSTEM)56 JIS Z 1624-1994 国际贸易用罐式液体和气体集装箱(Tank containers for liquids and gases for international trade)57 JIS S 5506-1994 办公用卷宗(文件夹和导卡)(Office files (Folder and guide))58 JIS Z 6000-1996 显微学词汇(Micrographics -- Vocabulary)59 JIS Z 4921-1994 X射线管电压测定器(Measuring devices for X-ray tube voltage)60 JIS Z 4819-1995 辐射屏蔽垫(Radiation shielding mats)61 JIS K 5101-1-4- 颜料试验方法第1部分:分散特性评估的分散方法第4节:钢珠研磨机(Test methods for pigments -- Part 1: Methods of dispersion for assessment of dispersion characteristics -- Section 4: A bead mill)62 JIS K 2204-1997 柴油燃料(Diesel fuel)63 JIS C 0447-1997 人机界面(MMI)驱动原理(Man-machine interface (MMI) -- Actuating principles)64 JIS K 7154-1- 塑料热固性粉末模塑复合物(PMCs)试样的注射模塑成形第1部分:一般原则和多用途试样的模塑成形(Plastics --Injection moulding of test specimens of thermosetting powder moulding compounds (PMCs) -- Part 1: General principles and moulding of multipurpose test specimens)65 JIS T 1453-1998 高频外科手术(High frequency surgical equipment)66 JIS Z 8202-3- 量值和单位第3部分:力学(Quantities and units -- Part 3: Mechanics)67 JIS K 3363-1990 合成洗涤剂生物降解度的试验方法(Testing method for biodegradability of synthetic detergent)68 JIS Q 14010-1996 环境审核指南总原则(Guidelines for environmental auditing -- General principles)69 JIS K 8968-1980 硫酸钴(二价)七水化合物(Cobalt(ii) sulfateheptahydrate)70 JIS B 7432-1985 角度标准用多面镜(Optical polygons for angle standards)71 JIS A 5525-1994 钢管桩(Steel pipe piles)72 JIS Z 2342- 压力试验过程中压力容器的声波发射试验方法和试验结果的分类(Methods for acoustic emission testing of pressure vessels during pressure tests and classification of test results)73 JIS C 1010-1-1998 测量、控制和实验室用电气设备的安全要求第1部分:一般要求(Safety requirements for electrical equipment for measurement control and laboratory use -- Part 1: General requirements)74 JIS Q 9004 ERRATUM 2- 质量管理体系性能提高导则(勘误2)(Quality management systems -- Guidelines for performance improvements (Erratum 2))75 JIS R 7603-1999 碳纤维密度测定(Carbon fiber -- Determination of density)76 JIS A 1104-1999 集料的单容重和集料实积率的测定方法(Methods of test for bulk density of aggregates and solid contentin aggregates)77 JIS Z 8719 ERRATUM 1- 条件配色指数发光物颜色改变的条件配色度评价方法(勘误1)(Metamerism index -- Evaluation method of degree of metamerism for change in illuminant (Erratum 1))78 JIS C 6183-1992 纤维光学波谱分析仪的试验方法(Test methods of fiber-optic spectrum analyzer)79 JIS C 0364-4-473-1999 建筑物的电气安装第4部分:安全防护第47章:安全防护测量的应用第473节:过电流防护测量(Electrical installations of buildings Part 4: Protection for safety Chapter 47: Application of protective measures for safety Section 473: Measures of protection against overcurrent)。
日本工业标准JIS
1
例外的有:(1)当数钢合金用元素化学符号直接表示如 SiMn(矽锰合金)、MCr(金属铬);
(2)含硅电工钢 S××(S:Silicon),(已于 1987 年废止)
本体系规定的对象是机械结构用碳素钢及合金钢钢材,这类钢的现行 JIS 标准如下: JIS G4051, JIS G4052, JIS G4102, JIS G4103 JIS G4104, JIS G4105, JIS G4106, JIS G4202 本体系的牌号表示以下内容构成:表示“钢”的符号;主要合金元素符号;主要合金元素含量;含碳 量代表值以及附加附号,其次序如下: ○○○ □ □□ ○ ○ 第一组 第二组 4 含碳量代表 5 附加符号 3 主要合金代表值 2 主要合金元素符号 注:○为英文字 1 代表“钢”的符号 □为数字 详细说明如下:
除制定 JIS 标准外,“JIS 标志制度”也是日本工业标准化制度的另一大支柱。JIS 标志制度是一种官方认证制度,它主要是通过对按 JIS 生产产品的制造厂及产品本身进行审查以判断该产品是否事实上符 合相关 JIS 标准规定对产品进行识别标志,从而达到使产品的购买者放心、产品的生产者努力提高产吕质量的目的,其具体办法是:①由各主管大臣对本部门适于实施 JIS 标志制度的产品标准进行指定,官 报公告。②凡 JIS 标志指定产品的制造厂、加工厂均可申请,填写规定的申请书,向该主品的主管大臣提出申请。③主管大臣向申请工厂指派审查官员,按“指定产品的审查事项和审查基准”进行制造设备、 检查设备、质量管理等方面的审查,并对产品本身进行全面检验以判断该工厂是否具有制造符合 JIS 标准产品并能继续进行生产的能力,在确认该工厂的能力后由主管大臣签发证书允许该工厂在它们生产
≤16
245
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
日本工业标准 JIS Z 2550-1983
机械结构零件用烧结材料
Sinted Materials for Structural Parts
1. 适用标准本标准规定了机械结构零件用烧结金属材料。
但是,这种材料都是烧结态材料。
备考作为参考,在本标准中一并记入了国际单位制(SI)的单位与数值,它们都附加有{}。
2.种类与记号材料的种类与记号是根据材料的化学成分与机械性能来划分的,如表1所示。
3. 质量材料的机械性能、密度及化学成分如表2所示。
① 1N/mm2=1MPa。
②化学成分中,SMS1种相当SUS 316和SUS 304,SMS2种相当410。
③所谓其它,是磷、硫、锰、硅等。
备考:表2也适用于烧结后进行尺寸整形者。
参考:(1)关于SMF种材料的硬度与热处理,各种烧结材料的表面处理,含油处理后的各项性能,作为参考值,在解说中给出。
再者,关于含碳量与适用的热处理可参照解说。
(2)用高纯氢中烧结或真空烧结制造的不锈钢系的质量,例如解说中所示。
4. 试验
4.1 机械性能试验
4.1.1 拉伸试验
(1)试件试件是用下列方法制造的:
(a)压制压坯用阴模内部的形状与尺寸
(b)压坯压坯高度为4.00~5.00mm,压坯中不得有肉眼可见的分层及其它缺陷。
(c)润滑方法用油布拭擦阴模内表面,或用将60g硬脂酸锌溶于1L四氯化碳中制成的溶液涂覆阴模内表面。
另外,将硬脂酸锌之类的润滑剂添加于使用的粉末中,充分进行混合也可以。
(d)成形成形压坯所需之粉末量依据测定质量,测定充填体积,或将粉末充满阴模后将上表面刮平来决定。
成形方面,有规定成形压力和规定压坯密度二种情况。
在规定压制压力的场合,一组压坯对于规定的压力变化不得大于±3%,质量方面,对于平均值的变化不得大于±2%。
在规定压坯密度的场合,一组压坯对于规定的高度变化不得大于±2%,和质量方面,对于规定的值变化不得大于±1%。
另外,关于压制速度,保压时间,脱模方法及一组压坯的数量,皆由当事者间协商决定。
(e)烧结烧结条件根据当事者间的协定进行。
但是,对于烧结温度范围,保温时间,加热—冷却条件及烧结气氛的各项条件都必须进行记录。
(2)试验方法试验方法按照JIS Z 2241(金属材料拉伸试验方法)进行。
4.1.2 冲击试验
(1)试件试件是用下列方法制造的:
(a)压制压坯用阴模内部的形状及尺寸图2示阴模内部的形状及尺寸。
(b)压坯压坯高度为10.0±0.2mm,压坯中不得有肉眼可见的分层及其它缺陷。
(c)润滑方法,成形及烧结可按照4.1.1(1)的(c)、(d)及(e)进行。
但是,可根据当事者间的协定,对所有表面或部分表面进行磨削。
(2)试验方法试验方法按照JIS Z 2242(金属材料冲击试验方法)进行。
4.2 密度试验烧结体或其尺寸经过整形的烧结体的密度试验方法,根据JIS Z 2505(金属烧结材料的烧结密度试验方法)进行。
4.3 分析试验分析方法可根据下列一种标准进行。
JIS G 1211 (铁与钢中的碳的定量方法)
JIS G 1216 (铁与钢中的镍的定量方法)
JIS G 1217 (铁与钢中的铬的定量方法)
JIS G 1218 (铁与钢中的钼的定量方法)
JIS G 1219 (铁与钢中的铜的定量方法)
JIS G 1252 (碳钢与低合金钢的发射光谱分析方法)
JIS G 1253 (根据铁与钢的光电测光法的发射光谱分析方法)
JIS G 1254 (不锈钢的荧光X射线分析方法)
JIS G 1256 (铁与钢的荧光X射线分析方法)
JIS G 1257 (铁与钢的原子吸光分析方法)
JIS H 1251 (青铜分析方法)
5. 检查
5.1 机械性能必须满足表2的规定。
5.2 密度必须满足表2的规定。
5.3 化学成分必须满足表2的规定。
6. 表示
(1)标准名称,种类及记号
(2)制造号或制造年月
(3)制造厂名称或其代号
技术开发部材料研究室编印
2005年6月6日。