焊接公式及实验
关于焊接的简洁公式等
1、焊材的消耗
根据公司的测试:平均每到口消耗焊丝0.34Kg,热焊丝0.27Kg外焊丝3.88Kg。
(因为更换X80级焊丝,焊接62焊道)。
2、外教提供消耗参考资料:
内焊丝:0.27Kg/道口
热焊丝:0.16Kg/道口
外焊焊丝:8.5Kg/道口
3、焊接机器
自动焊:根焊1分钟,热焊1分钟。
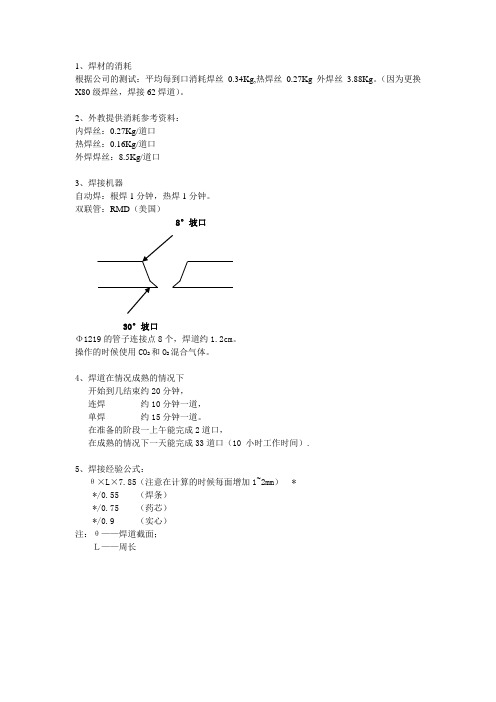
双联管:RMD(美国)
8°坡口
30°坡口
Φ1219的管子连接点8个,焊道约1.2cm。
操作的时候使用CO2和O2混合气体。
4、焊道在情况成熟的情况下
开始到几结束约20分钟,
连焊约10分钟一道,
单焊约15分钟一道。
在准备的阶段一上午能完成2道口,
在成熟的情况下一天能完成33道口(10 小时工作时间).
5、焊接经验公式:
θ×L×7.85(注意在计算的时候每面增加1~2mm) *
*/0.55 (焊条)
*/0.75 (药芯)
*/0.9 (实心)
注:θ——焊道截面;
L——周长。
焊接线能量的计算公式

线能量的计算公式:q = IU/υ式中:I—焊接电流 AU—电弧电压Vυ—焊接速度cm/sq—线能量J/cm决定焊接线能量的主要参数就是焊接速度,焊接电流,和电弧电压,所以从这个意义上讲,只要你确定了合理的焊接规范参数,就已经确定了合理的焊接线能量,所以并没有一个专门的定量的的焊接线能量的测定,除非有特别要求,工程技术上也不可能给一个线能量的具体数值来控制,而是由焊接规范控制的,不过焊接线能量可以通过电流和电压和焊速来计算。
但是没一种焊接方法,还有根据实际应用情况线能量都不同,所以这种计算必要性不大,只要你利用合理的焊接规范,一般就没什么问题个人认为理论上应该乘以热效率系数,但是从工程上来说这些都不是实用的东西熔焊时,由焊接能源输入给单位长度焊缝上的能量,称为焊接线能量,用下式表示为IUq=───υ式中 I——焊接电流熔焊时,由焊接能源输入给单位长度焊缝上的能量,称为焊接线能量,用下式表示为IUq=───υ式中 I——焊接电流(A);U——电弧电压(V);υ——焊接速度(cm/s);q——线能量(J/cm)。
例如,板厚12mm,进行双面开Ⅰ形坡口埋弧焊,焊丝ф4mm,I=650A,U=38V,υ=0.9cm/s。
,则焊接线能量q为IU 650×38q=─── = ────── = 27444 J/cmυ 0.9线能量综合了焊接电流、电弧电压和焊接速度三大焊接工艺参数对焊接热循环的影响。
线能量增大时,热影响区的宽度增大,加热到高温的区域增宽,在高温的停留时间增长,同时冷却速度减慢,焊接线能量综合了焊接电流、电弧电压和焊接速度三个工艺因素对焊接热循环的影响。
线能量增大时,过热区的晶粒尺寸粗大,韧性降低;线能量减小时,硬度和强度提高,但韧性也会降低。
生产中根据不同的材料成分,在保证焊缝成形良好的前提下,适当调节焊接工艺参数,以合适的线能量焊接,可以保证焊接接头具有良好的性能。
焊接接头求助编辑百科名片焊接接头焊接接头,指两个或两个以上零件要用焊接组合的接点。
焊接公式及实验

1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 <淬硬倾向不大日本焊接学会:Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14Ceq《%,焊接性优良;淬硬倾向逐渐明显,焊接时需要采取合适的措施;Ceq>%时,淬硬倾向明显,属于较难焊接材料。
淬硬倾向较大的钢, 焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施。
与人是防止冷裂纹和再热裂纹的有效措施。
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题。
Rb=500MPa,Ceq= 不预热Rb=600MPa,Ceq= 预热75o CRb=700MPa, Ceq= 预热75 o CRb=800MPa,Ceq= 预热150 o C新日铁:CE IIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢。
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CE IIW,而当碳降低时他又接近Pcm)。
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B使用化学成分范围(质量分数):C=、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度h:板厚(mm)当Pw>0时,即有产生裂纹的可能性。
适用条件:扩散氢含量[H]=(1-5)ml/100g,h=19-50mm,线能量为17-30kJ/cm.4、预热温度:To To=1440Pw-392根据日本CEN确定预热温度:1、根据钢的化学成分计算CEN和CE IIW;2、通过焊缝金属扩散氢含量与图3标准值的偏差求出CEN的某一增量;3、通过热输入与图4标准值的偏差和CE IIW求出CEN 的某一增量;4、将CEN增量之和与原始CEN相加,对CEN进行修正;5、根据修正的CEN和图2基本曲线中的板厚确定y坡口试验的临界预热温度;6、根据焊缝金属强度和接头拘束度,通过图5的修正,确定实际所需的预热温度。
焊接变形收缩余量计算公式

△L横≈0.1δ,δ=板厚。
(间隙和线能量最小化)焊接变形收缩余量计算公式焊接变形收缩始终是一个比较复杂的问题,对接焊缝的收缩变形与对接焊缝的坡口形式、对接间隙、焊接线的能量、钢板的厚度和焊缝的横截面积等因素有关,坡口大、对接间隙大,焊缝截面积大,焊接能量也大,则变形也大。
为了给设计人员提供一定的参考,贴几个公式1、单V对接焊缝横向收缩近似值及公式:y = 1.01*e^(0.0464x)y=收缩近似值e=2.718282x=板厚2、双V对接焊缝横向收缩近似值及公式:y = 0.908*e^(0.0467x )y=收缩近似值e=2.718282x=板厚、4、5、6、1 试述焊接残余变形的种类。
焊接过程中焊件产生的变形称为焊接变形。
焊后,焊件残留的变形称为焊接残余变形。
焊接残余变形有纵向收缩变形、横向收缩变形、角变形、弯曲变形、扭曲变形和波浪变形等共六种,见图1,其中焊缝的纵向收缩变形和横向收缩变形是基本的变形形式,在不同的焊件上,由于焊缝的数量和位置分布不同,这两种变形又可表现为其它几种不同形式的变形。
2 焊件在什么情况下会产生纵向收缩变形?焊件焊后沿平行于焊缝长度方向上产生的收缩变形称为纵向收缩变形。
当焊缝位于焊件的中性轴上或数条焊缝分布在相对中性轴的对称位置上,焊后焊件将产生纵向收缩变形,其焊缝位置见表1。
焊缝的纵向收缩变形量随焊缝的长度、焊缝熔敷金属截面积的增加而增加,随焊件截面积的增加而减少,其近似值见表2。
表2 焊缝纵向收缩变形量的近似值(mm/m)注:表中所表示的数据是在宽度大约为15倍板厚的焊缝区域中的纵向收缩变形量,适用于中等厚度的低碳钢板。
3 试述焊缝的横向收缩变形量及其计算。
焊件焊后在垂直于焊缝方向上发生的收缩变形称为横向收缩变形,横向收缩变形量随板厚的增加而增加。
低碳钢对接接头、T形接头和搭接接头的横向收缩变形量,见表3、表4。
对接接头横向收缩变形量的近似计算公式,见表5。
焊接中许用焊接电流的计算公式(一)
焊接中许用焊接电流的计算公式(一)计算焊接中许用焊接电流的计算公式在焊接过程中,许用焊接电流的计算是非常重要的。
本文将介绍几种常见的计算公式,并通过举例进行说明。
计算公式一:电弧焊的许用焊接电流计算公式电弧焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)= (截面积(mm²)× 攻击角度) / 10其中,截面积是焊接件的横截面积,攻击角度是焊条或电极与焊接件之间的夹角。
举例说明:假设焊接件的截面积为200mm²,攻击角度为30°,代入公式进行计算:许用焊接电流 = (200 mm² × 30°) / 10 = 6000 A计算公式二:气体保护焊的许用焊接电流计算公式气体保护焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)=(截面积(mm²)× 80) / 10其中,截面积是焊接件的横截面积,80是一个常数。
举例说明:假设焊接件的截面积为300mm²,代入公式进行计算:许用焊接电流 = (300 mm² × 80) / 10 = 2400 A计算公式三:电阻焊的许用焊接电流计算公式电阻焊是一种常见的焊接方法,其许用焊接电流的计算公式如下:许用焊接电流(A)=(电阻值(Ω)× 压强(kN)) / 时间(s)其中,电阻值是焊接电阻的阻值,压强是施加到焊接件上的压力,时间是焊接时间。
举例说明:假设焊接电阻的阻值为10 Ω、施加到焊接件上的压力为5 kN,焊接时间为2s,代入公式进行计算:许用焊接电流 = (10 Ω × 5 kN) / 2s = 25 A以上是几种常见的焊接方法中计算许用焊接电流的公式及其举例说明。
在实际应用中,根据具体情况选择适用的计算公式,并进行准确计算。
焊接综合实验报告七
实训内容2、在抛光机上进行抛光。
以帆布,绒布或丝织品作抛光布,选用氧化铝粉,金刚石研磨膏作抛光膏。
抛光时,紧握试样以适度压力压向磨轮,同时试样从中心到边缘移动,不断加入冷却水,确保试样不过热,抛到划痕完全消除即可,抛光好的试样用清水冲洗干净,用酒精脱水,并用吹凤机吹干。
.3、将抛光好的试样用硝酸酒精进行腐蚀,低碳钢和低合金钢通常在10秒左右,随着碳和合金含量的增加,腐蚀时间相应有所增加,当看到试样表面出现- -薄层氧化皮时,先用酒精清洗,然后用水洗,最后用吹风机吹干。
a)焊缝组织如图2.2所示,熔焊时,焊缝区指由焊缝表面和熔合线(焊接接头横截面上经腐蚀所显示的焊缝轮廓线)所包围的区域。
其组织是由液态金属结晶得到的铸态组织。
焊缝金属的结晶从熔合线上处于半熔化的晶粒开始,垂直于熔合线向熔地中心生长,形成柱状晶。
b)粗晶区如图2.3所示,该区的加热温度范围为1100~1350。
由于受热温度和很高,使奥氏体晶粒发生严重的长大现象冷却后得到晶粒粗大的地热组织,故称为过热区。
此区的塑性差,韧性低,硬度高。
其组织为粗大的铁素体和珠光体。
在有的情况下,如气焊导热条件较差时,甚至可获得魏氏体组织。
c)细晶区如图2.4所示即产生金属的重结晶现象。
由于加热温度稍高于A,奥氏体晶粒尚未长大,冷却后将获得均匀而细小的铁素体和珠光体,相当于热处理时的正火组织,故又称为正火区或相变重结晶区。
该区的组织比退火(或轧制)状态的母材组织细。
d)不完全重结晶区如图2.5所示焊接时,加热温度在Ac1--Ac3之间的金属区域为不完全重结晶区。
当低碳钢的加热温度超过c1时,珠光体先转变为奥氏体。
温度进一步升高时,部分铁素体逐步溶解于奥氏体中,温度越高,溶解的越多,直至Ac3时,铁素体将全部溶解在奥氏体中。
焊后冷却时又从奥氏体中析出细小的铁素体,一直冷却到Ar时,残余的奥氏体就转变为共析组织一珠光体。
由此看出:此区只有一部分组织发生了相变重结晶过程,而始终未溶入奥氏体的铁素体,在加热时会发生长大,变成较粗大的铁素体组织,所以该区域金属的组织是不均匀的,晶粒大小不一。
焊机电流和送丝速度公式

焊机电流和送丝速度公式
焊接是一种常见的金属连接方法,而焊接质量的好坏往往取决于焊机电流和送丝速度的控制。
在焊接过程中,电流和送丝速度的选择对焊接质量和效率有着重要的影响。
下面我们来探讨一下焊机电流和送丝速度的公式及其影响。
焊机电流和送丝速度的公式可以用来计算最佳的焊接参数,以获得最佳的焊接效果。
在一般情况下,焊机电流和送丝速度之间存在着一定的关系,可以用以下公式来表示:
焊接电流 = (电压/电阻) (1/效率)。
送丝速度 = (焊丝直径电流) / (焊丝密度交联率)。
其中,电压是焊接电压,电阻是电阻值,效率是焊接效率,焊丝直径是焊接所使用焊丝的直径,焊丝密度是焊丝的密度,交联率是焊接金属的交联率。
在实际应用中,选择合适的焊机电流和送丝速度对焊接过程至关重要。
如果电流过大,会导致焊接熔渣溅射,焊缝变形,甚至烧
穿工件;而电流过小,则会导致焊接质量不达标,焊缝强度不足。
同样,送丝速度过快会导致焊接熔渣溅射和焊缝凹陷,送丝速度过
慢则会导致焊接质量不佳。
因此,合理选择焊机电流和送丝速度,需要根据具体的焊接材料、焊接方式和焊接要求来确定。
通常需要通过实验和经验来确定
最佳的焊接参数,以获得最佳的焊接效果。
总之,焊机电流和送丝速度的公式为我们提供了理论指导,但
在实际应用中需要结合具体情况进行调整,以确保焊接质量和效率。
希望本文能对您有所帮助。
电路板焊接的计算公式
电路板焊接的计算公式---简介电路板焊接技术是电子制造中至关重要的一部分,它涉及到电子元件的连接和固定。
在焊接过程中,计算一些重要指标和参数是必不可少的,这些计算公式可以帮助工程师有效地设计和实施焊接方案。
本文档将介绍一些常用的电路板焊接计算公式。
1. 焊接时间计算公式焊接时间是完成一次焊接所需的时间。
它可以通过以下公式计算得到:焊接时间 = 焊点数 ×单个焊点的焊接时间其中,焊点数是待焊接电路板上的焊点总数,单个焊点的焊接时间是焊接一个焊点所需的时间。
2. 焊接温度计算公式焊接温度是指焊接过程中工作区域的温度。
它可以影响焊接质量和电子元件的可靠性。
在焊接过程中,可以通过以下公式计算焊接温度:焊接温度 = (电流 ×电流对应的电阻值 × 1000) / 焊点面积其中,电流是通过焊接点的电流值,电流对应的电阻值是焊接点所对应的电阻值。
3. 焊接体积计算公式焊接体积是指焊接点周围焊锡的体积。
它对焊接点的可靠性和焊接质量有着重要影响。
以下公式可用于计算焊接体积:焊接体积 = 焊点面积 ×焊锡高度其中,焊点面积是焊接点的表面积,焊锡高度是焊接点上焊锡的高度。
4. 焊锡重量计算公式焊接过程中使用的焊锡量直接影响焊接质量和成本。
以下公式可用于计算焊锡重量:焊锡重量 = 焊接体积 ×焊锡密度其中,焊接体积是焊接点周围焊锡的体积,焊锡密度是焊锡的密度。
5. 功率密度计算公式功率密度是焊接过程中,焊机对焊接点周围产生的热量密度。
以下公式可用于计算功率密度:功率密度 = 焊接功率 / 焊接点面积其中,焊接功率是焊机输出的功率,焊接点面积是焊接点的表面积。
---以上是一些常用的电路板焊接计算公式。
在设计和实施焊接方案时,合理运用这些公式可以提高焊接质量和效率,并确保电子元件的可靠性。
在实际应用中,需要注意不同情况可能需要适当调整参数和指标。
希望本文档能对您有所帮助,如有任何疑问,请随时与我们联系。
焊接公式及实验
1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 <0.4淬硬倾向不大日本焊接学会:Ceq(JIS)=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14Ceq《0.46%,焊接性优良;0.46-0.52%淬硬倾向逐渐明显,焊接时需要采取合适的措施;Ceq>0.52%时,淬硬倾向明显,属于较难焊接材料。
淬硬倾向较大的钢, 焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施。
与人是防止冷裂纹和再热裂纹的有效措施。
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题。
Rb=500MPa,Ceq=0.46 不预热Rb=600MPa,Ceq=0.52 预热75o CRb=700MPa, Ceq=0.52 预热75 o CRb=800MPa,Ceq=0.62 预热150 o C新日铁:CE IIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢。
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CE IIW,而当碳降低时他又接近Pcm)。
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B使用化学成分范围(质量分数):C=0.07-0.22%,Si=0-0.6%,Mn=0.4-1.4%,Cu=0-0.5%,Ni=0-1.2%,Cr=0-1.2%,Mo=0-0.7%,V =0-0.12%,Nb=0-0.04%,Ti=0-0.05%,B=0-0.005%.3、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度h:板厚(mm)当Pw>0时,即有产生裂纹的可能性。
焊接电流选择的经验公式?
焊接电流选择的经验公式?焊接电流选择是焊接操作中非常重要的一项技术,它直接影响到焊接质量和效率。
选择合适的焊接电流能够提高焊接接头的强度和稳定性,同时也能够减少焊接过程中出现的缺陷。
下面是一些经验公式,用于帮助选择合适的焊接电流:1. 电流选择公式1:焊接电流(A)= 接头的截面积(mm²)/ 电极直径(mm)这个公式适用于焊接材料与电极直接接触的情况,根据接头的截面积和电极直径来选择合适的焊接电流。
一般来说,截面积越大,需要的焊接电流就越大。
2. 电流选择公式2:焊接电流(A)= (接头长度(mm)× 接头厚度(mm))/ 焊接时间(s)这个公式适用于需要考虑焊接时间的情况,根据接头的长度、厚度和焊接时间来选择合适的焊接电流。
焊接时间越短,需要的焊接电流就越大。
在选择焊接电流时,还需要考虑以下因素:1. 焊接材料的类型和厚度:不同材料的焊接要求不同,例如,对于较薄的金属材料,一般选择较小的焊接电流。
2. 电极的类型和直径:不同类型的电极具有不同的电流承载能力,所以需要根据电极的类型和直径来选择合适的焊接电流。
3. 焊接位置和角度:焊接位置不同,焊接电流的选择也会有所不同。
垂直焊接和水平焊接的情况下,一般选择高一些的焊接电流。
4. 焊接设备的能力:根据焊接设备的额定能力来选择合适的焊接电流,以确保焊接过程的稳定性和安全性。
除了以上的经验公式,还需要根据实际情况进行试验和调整。
在选择焊接电流时,可以先选择一个较低的电流进行试焊,然后根据焊缝的质量和熔化情况来调整电流的大小。
通过不断地试验和调整,找到最适合的焊接电流。
总之,选择合适的焊接电流是确保焊接质量和效率的关键。
经验公式可以作为选择焊接电流的参考,但最终需要根据实际情况进行调整和优化。
通过不断地实践和经验积累,可以更好地掌握焊接电流选择的技巧和方法,提高焊接工作的水平和效果。
焊接变形收缩余量计算公式定理

△L横≈0.1δ,δ=板厚。
(间隙和线能量最小化)焊接变形收缩余量计算公式焊接变形收缩始终是一个比较复杂的问题,对接焊缝的收缩变形与对接焊缝的坡口形式、对接间隙、焊接线的能量、钢板的厚度和焊缝的横截面积等因素有关,坡口大、对接间隙大,焊缝截面积大,焊接能量也大,则变形也大。
为了给设计人员提供一定的参考,贴几个公式1、单V对接焊缝横向收缩近似值及公式:y = 1.01*e^(0.0464x)y=收缩近似值e=2.718282x=板厚2、双V对接焊缝横向收缩近似值及公式:y = 0.908*e^(0.0467x )y=收缩近似值e=2.718282x=板厚、4、5、6、1 试述焊接残余变形的种类。
焊接过程中焊件产生的变形称为焊接变形。
焊后,焊件残留的变形称为焊接残余变形。
焊接残余变形有纵向收缩变形、横向收缩变形、角变形、弯曲变形、扭曲变形和波浪变形等共六种,见图1,其中焊缝的纵向收缩变形和横向收缩变形是基本的变形形式,在不同的焊件上,由于焊缝的数量和位置分布不同,这两种变形又可表现为其它几种不同形式的变形。
2 焊件在什么情况下会产生纵向收缩变形?焊件焊后沿平行于焊缝长度方向上产生的收缩变形称为纵向收缩变形。
当焊缝位于焊件的中性轴上或数条焊缝分布在相对中性轴的对称位置上,焊后焊件将产生纵向收缩变形,其焊缝位置见表1。
焊缝的纵向收缩变形量随焊缝的长度、焊缝熔敷金属截面积的增加而增加,随焊件截面积的增加而减少,其近似值见表2。
表2 焊缝纵向收缩变形量的近似值(mm/m)注:表中所表示的数据是在宽度大约为15倍板厚的焊缝区域中的纵向收缩变形量,适用于中等厚度的低碳钢板。
3 试述焊缝的横向收缩变形量及其计算。
焊件焊后在垂直于焊缝方向上发生的收缩变形称为横向收缩变形,横向收缩变形量随板厚的增加而增加。
低碳钢对接接头、T形接头和搭接接头的横向收缩变形量,见表3、表4。
对接接头横向收缩变形量的近似计算公式,见表5。
电焊电弧温度计算公式
电焊电弧温度计算公式电焊是一种常见的金属加工方法,通过电弧加热金属,使其熔化并与其他金属材料连接。
在电焊过程中,电弧温度是一个非常重要的参数,它直接影响焊接质量和效率。
因此,准确地计算电弧温度对于保证焊接质量至关重要。
本文将介绍电焊电弧温度的计算公式及其应用。
电焊电弧温度是指电弧在电焊过程中产生的高温。
电弧温度的高低直接影响着焊接的质量和效率。
在电焊过程中,电弧温度的计算是非常重要的,它可以帮助焊工控制焊接过程中的温度,从而保证焊接质量。
电焊电弧温度的计算公式可以通过以下方式来推导。
首先,我们知道电弧温度是由电弧的电流和电压决定的。
根据物理学知识,电弧温度可以用普朗克公式来计算:T = (U^2 R) / (4.2 P)。
其中,T代表电弧温度,U代表电弧的电压,R代表电弧的电阻,P代表电弧的功率。
在实际应用中,电弧的电压和电阻可以通过实验测定得到。
通过测定电弧的电压和电阻,我们就可以利用上述公式来计算电弧的温度。
这样一来,我们就可以准确地控制焊接过程中的温度,从而保证焊接质量。
除了通过上述公式来计算电弧温度外,我们还可以利用一些现代化的设备来帮助我们计算电弧温度。
例如,一些现代化的电焊设备上面会配备温度传感器,通过这些传感器我们可以直接测量电弧温度,从而帮助我们控制焊接过程中的温度。
电弧温度的计算对于焊接质量的保证非常重要。
通过准确地计算电弧温度,我们可以避免焊接过程中因温度过高或者过低而导致的焊接质量问题。
因此,在电焊过程中,我们应该重视电弧温度的计算,并且采取相应的措施来保证焊接质量。
总之,电焊电弧温度的计算是非常重要的。
通过准确地计算电弧温度,我们可以帮助焊工控制焊接过程中的温度,从而保证焊接质量。
因此,在电焊过程中,我们应该重视电弧温度的计算,并且采取相应的措施来保证焊接质量。
希望本文对大家有所帮助。
焊接中许用焊接电流的计算公式
焊接中许用焊接电流的计算公式焊接是一种常见的金属连接方法,通过加热金属材料到熔化状态,然后再冷却使其固化,从而实现材料的连接。
在焊接过程中,选择合适的焊接电流是非常重要的,因为它直接影响到焊接的质量和效率。
焊接电流的计算是一个复杂而关键的过程,需要考虑多种因素。
首先,我们需要确定焊接材料的类型和厚度。
不同类型的材料具有不同的导电性和熔点,因此需要选择不同的焊接电流。
此外,材料的厚度也会决定所需的焊接电流大小,一般来说,较大的厚度会需要更高的电流。
其次,我们还需要考虑焊接的位置和位置。
焊接位置可以分为平面焊、立焊和角焊等,每种位置需要不同的焊接电流。
焊接位置的选择将直接影响焊接电流的大小。
此外,焊接位置的选择还会影响到焊接电流的传递和热量分布,因此需要进行合理的计算。
除了以上因素,我们还需要考虑焊接电流的稳定性和焊接材料的特性。
焊接电流应该稳定在一个适当的范围内,以确保焊接接头的质量和稳定性。
同时,要根据焊接材料的特性来选择合适的焊接电流,以避免焊接过程中发生熔化或材料损坏的情况。
总的来说,在焊接中确定焊接电流需要综合考虑材料类型、厚度、焊接位置和稳定性等多种因素。
为了保证焊接接头的质量和稳定性,我们可以根据以下公式进行计算:焊接电流 = (焊接电压× 方均根电流系数) ÷ (焊接效率× 焊接面积)其中,焊接电压是在焊接过程中所需的电压,方均根电流系数是根据焊接材料和输入电流类型进行选择的系数,焊接效率是焊接过程中能量转化的比例,焊接面积是焊接接头的面积。
通过以上公式的计算,我们可以得到合适的焊接电流,以确保焊接质量和效率的要求。
同时,我们还需要根据实际情况进行调整和优化,以达到最佳的焊接效果。
总之,焊接电流的选择是焊接过程中非常重要的一环,它直接影响到焊接接头的质量和稳定性。
通过合理计算和实际调试,我们可以确定合适的焊接电流,从而实现高质量和高效率的焊接作业。
希望以上内容对您进行焊接电流计算提供了一定的指导和启示。
焊接相关计算范文

焊接相关计算范文1.焊接电流的计算:根据焊接材料和焊接方法的要求,可以使用以下公式计算焊接电流:I=(K×P)/V其中,I表示焊接电流,K为填充系数,P为焊接功率,V为焊接电压。
2.焊接电压的计算:根据焊接材料和焊接方法的要求,可以使用以下公式计算焊接电压:V=(K×P)/I其中,V表示焊接电压,K为填充系数,P为焊接功率,I为焊接电流。
3.焊接时间的计算:焊接时间取决于焊缝长度和焊接速度。
焊缝长度可以通过焊接熔深和焊缝宽度计算得到,即:L=D×W其中,L表示焊缝长度,D为焊缝熔深,W为焊缝宽度。
然后,焊接时间可以通过焊缝长度和焊接速度计算得到,即:T=L/V其中,T表示焊接时间,L为焊缝长度,V为焊接速度。
4.焊接速度的计算:焊接速度是指单位时间内焊接的长度,可以通过焊缝长度和焊接时间计算得到,即:V=L/T其中,V表示焊接速度,L为焊缝长度,T为焊接时间。
5.焊接熔深的计算:焊接熔深是指焊枪焊接到被焊接材料内部的深度。
根据焊接材料的要求和焊接参数,可以使用如下公式计算焊接熔深:D=(T×V)/2其中,D表示焊接熔深,T为焊接时间,V为焊接速度。
6.焊接角度的计算:焊接角度是指焊接枪与被焊接材料表面的夹角。
根据焊接材料和焊接方法的要求,可以使用如下公式计算焊接角度:α = arctan(H / L)其中,α表示焊接角度,H为焊接高度,L为焊缝的长度。
以上就是焊接相关计算的示例,不同的焊接项目可能会有不同的计算方法和参数,具体的计算需要根据项目的要求和实际情况进行调整。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1、碳当量国际焊接学会:CE(IIW)=C+Mn/6+(C叶Mo+V)/5+(Ni+Cu)/15 <0.4 淬硬倾向不大日本焊接学会:Ceq(JIS)=C+Mn /6+Si/24+Ni/40+Cr/5+Mo/4+V/14Ceq《0.46%,焊接性优良;0.46-0.52%淬硬倾向逐渐明显,焊接时需要采取合适的措施;Ceq>0.52%时,淬硬倾向明显,属于较难焊接材料。
淬硬倾向较大的钢,焊后在空气中冷却时,焊缝易出现淬硬的马氏体组织,低温焊接或焊接刚性较大时易出现冷裂纹,焊接时需要预热,预热是防止冷裂纹和再热裂纹的有效措施。
与人是防止冷裂纹和再热裂纹的有效措施。
温度太低,焊缝会开裂,太高又会降低韧性,恶化劳动条件,所以确定合适的预热温度成为很重要的问题。
Rb=500MPa,Ceq=0.46 不预热Rb=600MPa, Ceq=0.52 预热75o C Rb=700MPa, Ceq=0.52 预热75 o CRb=800MPa, Ceq=0.62 预热150 o C新日铁:CE= C+ A(C){Si/ 24+ Mil/ 16+ Cu/15 +Ni/ 2 0+ (Cr+ Mo+ V+ Nb)/5+ 5B} (%)A(C)= 0 75+ 0. 25tgh[20(C- 0. 12)]CE IIW公式对碳钢和碳锰钢更合适,但不适用于低碳低合金钢;Pcm适于低碳低合金钢。
CEN在图表法中被用作评价钢冷裂纹敏感性的尺度(当碳增加时,CEN接近CE IIW,而当碳降低时他又接近Pcm)。
——用图表法确定钢焊接时的预热温度上2、冷裂纹敏感指数:PcmPcm=C+Si/30+(M n+Cu+Cr)/20+Ni/60+Mo/15+V/10+5B=C +男+勢+芻十黑+富+寧+焉+ 23B-使用化学成分范围(质量分数):C=0.07-0.22%,Si=0-0.6%,M n=0.4-1.4%,Cu=0-0.5%,Ni=0-1.2%,Cr=0-1.2%,Mo=0-0.7%,V =0-0.12%,Nb=0-0.04%,Ti=0-0.05%,B=0-0.005%.3、冷裂纹敏感性PwPw=Pcm+[H]/60+h/600 或Pw=Pcm+[H]/60+R/40000[H]:熔敷金属中扩散氢含量(ml/100g)R:焊缝拉伸拘束度h:板厚(mm)当Pw>0时,即有产生裂纹的可能性。
适用条件:扩散氢含量[H]=(1-5)ml/100g,h=19-50mm,线能量为17-30kJ/cm.4、预热温度:To To=1440Pw-392根据日本CEN 确定预热温度:1、根据钢的化学成分计算CEN 和CE IIW ;2、通过焊缝金属扩散氢含量与图3标准 值的偏差求出CEN 的某一增量;3、通过热输入与图4标准值的偏差和CE IIW 求出CEN 的某一增量;4、将CEN 增量之和与原始CEN 相加,对CEN 进行修正;5、根据修正 的CEN 和图2基本曲线中的板厚确定y 坡口试验的临界预热温度;6、根据焊缝金属 强度和接头拘束度,通过图5的修正,确定实际所需的预热温度。
图2确定所需预热温度的棊本曲线40 50、 60〜几”癌 10 15/ 20 - \ 25 30-(板厚[H ]1JW -5 ml/100 g(DM) E =1 7 kJ/mm环境温度=】0七 上碳当鹽(CEN )(%)5 0 52 110■ ”* V ■o O-X10 -^15 -0.20堺啟金属中気含St [ /ml( ItMg)-1图3 CEN 擁IE 值与熔敷金属中氢含就的关系曲线7.10i 1 H■ CEiir = C + * IlliMn Cu+ Ni 5 + 15' 1Cr + Mo+ V K5—J r -—■0-550.50Z —0,45'■■0.4dCE IIW。
1 1 ■ 1l.lti1.Jl0300,05 O05O数输人EAJ * mm^'图4 CEN 修正值与焊接热输人及CEnw 的关系曲线图5实际焊接时对所需预热温度的修正图2-图5: ——用图表法确定钢焊接时的预热温度上5、再热裂纹敏感经验公式:P SR =C r+Cu+2Mo+10V+7Nb+5Ti-2 P SR >0,有再热裂纹倾向。
6、t8/5 (焊接冶金学基础)耘十吨"总)爲”待r 爲来源: cooli ng rate in 800 to 500 range from dime nsional an alysis 很准确a 、根据传热学推导理论公式: 厚大焊件的三维传热:薄板焊接时的二维传热:E:焊接线能量(J/cm )屈强强度800 - T o J ]14^p LI 500 — To1800 二入:导热系数c P:容积比热容[J/ (cm T c)]S :板厚(cm)TO:初始温度临界板厚S cr:实践表明:板厚<0.6 S cr用薄板计算公式,板厚>0.9 S cr用厚板计算公式b、理论经验公式:厚大焊件的三维传热:© 67 - 5X10-%)阀500 1~ 800^薄板焊接时的二维传热:叶 e043 7 ©xeg 瞬[(« J-3淞哺廉却时间的搏撐接竪裂坤扶援头洋式Ft二進鶴伶冲10to 丁施St t•字整头的摘一民第二尿焊道0. 67也&?+字揆头中的瞩三反犒㈣层坤世 a 67 a »**oi«r知禅■赴的阳角焊豐①67a时T”將接接头的貼帘坤蔓0*670.70¥幣壤口孙的坤權坤逋佃『爐口,间ftarnm)L 0—LZ7・D的澤援輝通(6tr»口*阖感3nni0ft-77G口赴的中冏押連G,帥7 07。
口处的麓面搏道0- 1. 01-0】形甘握尊面澤與囿戍彩仇知f 1』bO 线算图的用法如下’手孤焊对接时.如图415所示.如果不Wfet可根据板斥(in 10mm)和所选用的焊接绘能童18000j/cm)直搂连线在(AJ点可以直接得出切"如果预热烈(TC时,再由(A)点与200L连直线(2)t在点即可碍出菇热2皿£的如^图4」5手弧Wt./5 (a>和f 棚(b)的球算图熔渣的碱度计算公式:当B1>1时为碱性渣,B1<1时为酸性渣;B 仁1时为中性渣。
马氏体相变温度:Ms(°C)=539-453C-30.4M n-17.7Ni-12.1Cr-7.5Mo贝氏体相变温度:Bs (°C ) =830-270C-90Mn-37Ni-70Cr-83Mo Fe-Ni-Cr-Mo-C 钢:Bs(°C)=844-597C-63Mn-16Ni-78Cr焊接热影响区的组织和性能:低碳钢、低合金钢焊接热影响区组织分布: 1、 熔合区 2、 过热区 3、 相变重结晶区 4、 不完全重结晶区对于焊接淬硬倾向较大的钢种,焊接热影响区组织分布为: 1、 完全淬火区 2、 不完全淬火区f=60t7ZA 4AM01UQOOj JOiMOjNOQQj側畑yooou ■woe (j 丹汕0 + 18M0-r^QQ0 16040^* -30001- -wooo-24W0etinat T*冷却时M nJMC|4tHJ0-|. 22DQQ1200,LOflOlb 3000(J -ISMQ ■L60QI :-1<00|}-J20OU・WI4 :刿:圖灿:JOlMl :测 :10() ■ftHJ-川* 、 H25 L an •HH)■ ■***4«|-ISO,2U (» w ” g”20 ■15IC-1別 r -1011 冷字L 4 3 咋i1 ■2=0E掩超时阿IS )从 Mih 】-t>airr1CK W0«£«# |101100-1-*■Z2H-jSOOGfl-如小1■180-301>-—*加酣如“1SU- ItlWlJ-140-1U叶IStKHi 」 卜 ・ _ n. ■-L20- J401KI、s加|QU- S.・bI2D0U-'iJ rJ laooo- ■60-90(叫 lu-61'»0lW-0-—-1■Bi3L I15川i hn if/cm.恆厚d tmmiJVQ-M上;mbi图4-34焊接热屯驸区的溫度分布与状崔图的关豪冷裂纹产生焊接冷裂纹的三大主要因素是:焊缝热影响区有一定的淬硬倾向、较大的焊 接应力或拘束度、焊缝中扩散氢含量。
拘束度 R=Eh/L ( h 板厚)预防措施:1采用优质的低氢焊接材料,并严格控制氢的来源,焊前烘干焊条和 焊剂,仔细清楚焊接区的油污、水、铁锈等。
2焊前进行预热,焊接过程中控制层间 温度不低于预热温度。
焊后进行消氢或立即进行焊后热处理,使扩散氢能充分从焊缝 中逸出。
3、确定合理的焊接热输入。
热输入越大,焊接接头冷却时间越长,热影响区 就可以减轻淬火,同事有利于氢的逸出,降低了冷裂纹倾向。
但若焊接热输入过大, 热影响区可能产生过热组织,使晶粒粗大,反而会降低焊接接头的抗裂性能。
热裂纹:预防措施:1采用碱性焊条和焊剂提高脱硫能力,控制焊缝中 S,P 等有害杂质的含量。
2、焊前预热可减慢焊缝冷却速度,减小焊接应力。
再热裂纹:焊接接头在焊后热处理过程中产生再热裂纹,从宏观上看可以认为是由于两个相 互联系的重要条件引起的,一个是参与应力松弛时装应力集中部位引起的实际塑性变 形量S p ,另一个是应力集中部位产生裂纹的临界变形能力S c ,当S p> S c 时,也即塑 性变形能力不能适应塑性变形的发展时,就可能在再热过程中产生再热裂纹。
△ p 与接 头的拘束度,参与应力大小以及应力集中程度有关;S c 与晶界聚合强度、晶内蠕变抗 力及晶粒尺寸大小等因素有关。
晶界的偏西对晶界的聚合强度影响很大,而晶内沉淀 相的析出硬化对晶内的蠕变抗力有很大影响。
另外,再热过程中晶内合金碳化物沉淀 造成的二次硬化,使晶内蠕变抗力提高,促使蠕变易于集中于r】------ 谭糠金——-熔合C? --------- 5 W JJ 2U焊轨热够啊区II【\扭晁检区(过热区*1200盘祯「国斎站吾艮厂-IUO0I \革完全1[结昴奥a<io 厂厂厂0・3 0.事晶界,这样,在应力松弛过程中蠕变变形将集中于晶界附近,以致导致深长变形量很小的晶间断裂。
12Cr1MoV再热裂纹敏感系数根据有关经验公式为:△G=C叶3.3Mo+8.1V-2>0,有产生再热裂纹的可能。
热影响区的软化问题12Cr1MoV 的焊接接头,在焊前预热和焊后热处理的工艺措施下,热影响区可能出现硬度和强度明显下降的软化区。