用于石油天然气开采的-CastolinEutectic
EuTronic GAP 3511 DC Synergic产品说明书

EuTronic®GAP 3511 DCSynergicPlasma Transferred Arc WeldingPlasma welding, TIG welding, MMA weldingFor joining, coating and brazingSynergic lines availableUser friendly touch screen control panelSpot/Impulse welding modeVersatile and fl exible due to the modular constructionThe EuTronic® GAP 3511 DC Synergic is the choice for automated and manual applicationsThe Eutronic® GAP 3511 DC Synergic is ideal for welding applications that require precision and high deposit quality. The welding unit is available with various features. A user friendly 8,4“ touch screen control panel with a user-friendly interface allows the operator a simplified and even faster preselection of the welding parameters with welder gloves.The EuTronic® GAP 3511 DC Synergic has been designed for integrations in automated process and manual operation. Newly added functions like synergic mode or impulse welding allows for even more precise control of the welding process.All the settings are displayed on the touch screen and up to 1000 memory locations are available for saving the welding parameters. The extremely powerful inverter delivers 10 ÷ 350A which is sufficient for almost all powder applications.Various optional features are available for the EuTronic® GAP 3511 DC Synergic such as fully electonic gas control, second motor control card to operate a second powder feeder and anextended automation interface for a fully integration in an automated process.Castolin Eutectic introduced the Plasma Transferred Arc (PTA) process underthe brand name EuTronic GAP (Gas Arc Process) to the weldingmarket in 1972. Since that time a lot of developmentstook place.Starting with Plasma PowderTechnology for coating applications,Castolin has now nearly all different plasmaprocesses in its range. Plasma coating as well as joining and brazing applications.In the GAP process, the plasma is focused while forced through the heat resistant anode, causing a considerable increase of the arc density, energy and temperature.PTA process can be started by preliminary use of inner pilot arc. The pilot arc is burning between the gas cooled cathodic tungsten electrode and liquid-cooloed anodic copper nozzle.The welding filler alloy, in gas atomized powder or cold wire form is conveyed into the weld pool where the shielding gas protects it from the atmosphere. The plasma arc and the heat input can be far better controlled than a conventional electric arc and the energy is almost completely spent to melt the filler metal, reducing the heat input and dilution to the minimum.With all these advantages, the GAP process is designed for work that requires extra precision, low heat generation and minimal distortion. The GAP technology also provides an exceptionally high purity and quality of the welding bead from the very first layer.In conjunction with the high efficiency of the process, the precise control of the layer thickness and the smooth weld beads, these advantages generate considerable economies by cutting both operating costs and welding consumable requirements.Why EuTronicGAP 3511 DC Synergic Stronger , with Castolin EutecticApplication-orientedCastolin Eutectic develops and manufactures GAP welding units andaccessories in various designs and sizes, as both standard and specialmodels. Our technical team can develop the most cost-effective solutiontailored to your practical application. From the power source, throughfeed/transport equipment and welding torches, up to and includinghandling devices or robots – we will take care of all the details.Let yourself be surprised by our specialists - we never talk aboutproducts, but about applications and solutions that will meetyour needs and your requirements.Application examples:• Repairs on tool steels, rebuilding of cutting edges,forging, stamping dies, aluminium die casting molds• Repairs on cast iron, glass molds• Feeding screws repairs• Hardfacing on drilling tools, valve seats andvalves, mining machinery, milling toolsStronger, with Castolin EutecticEquipmentand Accessories for every applicationThe EuTronic® GAP 3511 DC Synergic, due to its modulardesign, ca be adapted to any application just choosingthe right accessories. Mentioned below is an abstract of theavailable equipment and accessories. Additional equipment,accessories and PTA torches can be developed on request. Eutectic PTA consumablesEutectic Castolin manufactures and off ers a wide andcomplete range of alloys, available in diff erent forms,that covers almost every application and any plasmawelding process:• Microatomized Ni, Co, Fe or Cu basedpowders for wear resistant coatings• Solid and flux cored wires for coldwire plasma weldingAsk your local Eutectic representativefor more information.461008473Carrier gas:Ar, Ar-H2Carrier gas flow rate:0 - 4 l/minPowder reservoir: 2 l capacityProtection class:IP 23Weight (without powder):16.5 lb (7.5 kg)Dimensions (L x W x H):8“ x 6.7“ x 18.5“Powder feed rate 3 - 120 g/min, depending on feedingwheel con fi guration, torch, anode and powder density.461008654including 24’ connecting cable.461009989Type of torch:Powder manual torchConstruction:Hand-held 70° torchMax. current at 100% duty-cycle:150 APowder flow rate *: 5 - 20 g/minCooling:LiquidWeight with hose pack: 2 kg (3 m)ESC code 3 m hose pack:ESC 260434 (3 m)ESC code 4 m hose pack:ESC 260435 (4 m)* Max feeding rate depending also on powder density,powder feedersettings and type of anode.h461008261Weight:99 lb (45 kg)Dimensions (L x W x H):47“x29“x55.7“Holds gas cylinders, powder feeder, power source andcooler.461008270Weight:88 lb (40 kg)Dimensions (L x W x H):35.5“ x 17.5“ x 14“Cooling with air/water heat exchanger.GAP E 52461007670Type of torch:Powder machine torchConstruction:VerticalMax. current at 100% duty-cycle:200 APowder flow rate *: 3 - 80 g/minCooling:LiquidWeight with hose pack:4,8 kg (4 m)ESC code 4 m hose pack:ESC 400204 (4 m)* Max feeding rate depending also on powder density,powder feedersettings and type of anode.rch465000001Weight:110 lb (50 kg)Dimensions (L x W x H):36“ x 17.5“ x 14“Cooling with integrated chiller.GAP E 5446400928Type of torch:Powder machine torchConstruction:HorizontalMax. amps at 100% duty-cycle:200 APowder flow rate *: 3 - 140 g/minCooling:LiquidWeight with hose pack:3,7 kg (4 m)ESC code 4 m hose pack:ESC 400861 (S)ESC code 4 m hose pack:ESC 402272 (M)Powder machine torch for inner coatings of parts withdiameter > 80 mm.Available in four diff erent lengths (models): 330 (S), 550(M), 920 (D) and 1770 ( DL) mm.* Max feeding rate depending also on powder density,powder feedersettings and type of anode.8-22Follow Us On...o o Us OEutectic Corporation:N94 W14355 Garwin Mace Dr.Eutectic Canada:428, rue Aimé-Vincent Vaudreuil-Dorion,。
国际碳捕集、利用与封存发展战略与科技态势分析
国际碳捕集、利用与封存发展战略与科技态势分析目录一、内容概述 (2)1.1 背景与意义 (3)1.2 国际动态与趋势 (4)二、国际碳捕集、利用与封存发展战略 (5)2.1 全球碳减排目标与合作机制 (7)2.2 各国政府与企业战略布局 (8)2.2.1 政策支持与激励措施 (10)2.2.2 技术研发与应用推广 (11)2.3 碳市场建设与发展 (12)2.3.1 国际碳市场规则与影响 (13)2.3.2 国家间碳市场链接与协同 (15)三、国际CCUS技术态势分析 (16)3.1 碳捕集技术 (17)3.1.1 提高捕集效率与降低成本的途径 (18)3.1.2 新型捕集技术的研发与应用 (19)3.2 碳利用技术 (21)3.2.1 能源化利用技术 (23)3.2.2 生物能源与其他新型利用途径 (24)3.3 碳封存技术 (25)3.3.1 地质封存与管理技术 (27)3.3.2 海洋封存技术与应用前景 (28)四、挑战与机遇 (29)4.1 技术挑战与突破方向 (31)4.2 政策与市场机遇 (33)五、结论与建议 (34)5.1 总结与展望 (35)5.2 对策与建议 (37)一、内容概述本文档旨在全面分析国际碳捕集、利用与封存(Carbon Capture, Utilization and Storage,简称CCUS)的发展战略与科技态势。
随着全球气候变化问题日益严峻,减少温室气体排放已成为国际社会共同关注的焦点。
碳捕集技术作为减缓气候变化的重要手段之一,其重要性日益凸显。
本概述将简要介绍国际范围内碳捕集技术的发展背景、主要战略方向以及科技趋势。
介绍全球气候变化的背景和减少温室气体排放的国际压力,阐述碳捕集技术的重要性和紧迫性。
概述当前国际碳捕集技术的主要应用领域以及应用前景,分析国际碳捕集技术的几个主要战略发展方向,包括技术创新、政策支持、市场应用等方面。
重点分析国际碳捕集、利用与封存科技态势。
Castolin Eutectic CaviTec 抗潮污损电极和电缆产品说明书

Stronger, with Castolin Eutectic1C l o u d ID -E N -04.2017Description Product Extends the service life of hydro-turbinebladesReduces maintenance costsAvailable as stick electrode (SMA) or coredwire (GMA) Outlasts 308/309 stainless steel by up to six timesHigh integrity weld deposits Free from micro-crackingReadily profiled and contouredCaviTec ™Uniquely Engineered Electrodes and Wires Designed to Resist SevereCavitation-Erosion DamageW e l d i n gStronger, with Castolin Eutectic42116-E N -04.2017CaviTec™ Your resource for protection, repair and joining solutionsStatement of Liability: Due to variations inherent in specific applications, the technical information contained herein, including any information as to suggested product applications or results, is presented without representation or warranty, expressed or implied. Without limitation, there are no warranties of merchant-ability or of fitness for a particular purpose. Each process and application must be fully evaluated by the user in all respects, including suitability, compliance with applicable law and non-infringement of the rights of others, and Messer Eutectic Castolin and its affiliates shall have no liability in respect there-of.DescriptionA patented, proprietary alloy uniquely engineered to resist damage from severe cavitation-erosion, CaviTec is manufactured under license from Hydro-Quebec -Canada. CaviTec, with its enhanced properties, is an austenitic -type alloy containing controlled amounts of chromium, cobalt, silicon and maganese. The finely con-trolled balance of these elements significantly improves strain-hardening and shock-dampening properties. The result: improved cavitation-erosion resistance.CaviTec is proven to last up to six times longer than traditional stainless steel overlays. This high strain, work-hardening austenitic stainless steel delivers max-imum protection for areas needing frequent or majorrepairs. CaviTec’s all position weldability also makescontrolled overlapping and profiling very easy to do.Essentially an austenitic γ-phase structure. This met-astable phase transforms under cyclical stress to anα-martensitic phase which results in a very fine defor-mation twinning.Typical applicationsFor use on...• Francis turbines • Draft tubes • Kaplan turbines • Impellers • Propeller turbines • Pumps & valves • Bulb turbines• Wicket gatesTechnical dataRecommended welding procedure*:Preparation: Remove damaged area with arc -air or plas-ma gouging. Grind gouged surface to remove oxides and slag. Minimum depth of preparation should be 3,2 mm or 1/8”. If the refill depth is greater than 9,5 mm or 3/8” first fill with a grade 309L. This preparation is need-ed to maintain a maximum CaviTec deposit depth of 9,5 mm or 3/8”.Technique: Maintain a medium-to-short arc and incline the electrode at a 45° angle in the direction of travel. Thepreferred bead profile should be a non-weave. Back-fill craters to reduce crater-cracking tendencies.Parameters: Full information package available on/product/endotec -cavitec -gma.Post-welding: Grind to profile.(* In highly stressed regions of the turbine runner it is recom-mended that a buttering layer of 309L be deposited. In such cases, the minimum depth of preparation should be increased to 1/4“ (6mm).)Relative cavitation-erosion resistance308 StainlessCA-6NM 13-4CaviTecA27 Mild Steel Stellite 21Stellite 21 is a trademark of Thermadyne Corp.。
Castolin Eutectic EnDOtec 熔融缝合纤维技术说明书

EnDOtec ®Welding Cored Wire Technology for Protection, Repair & Joining Solutions.Complete range of small diameter cored wires for unique alloy wearfacing, repair & joining solutionsPeripheric arc principle ensures: • Cooler arc-welding process • Faster welding speeds • Increased safety & service life• Greater cost savings & productivityEnduring Performance…Stronger , withCastolin EutecticEnduring Performance... Stronger, with Castolin Eutectic2EnDOtec ® C ORED W ELDING W IRESEnDOtec ® is a gas shielded metal arc welding process (GMAW) using specially formulated cored wires which provide industry with wear protection, repair and joining solutions.Primary EnDOtec ® advantages & benefits are: Higher weld deposition rates Peripheric cool-arc concept Unique anti-wear alloys Easier weldability Increased cost savingsEnDOtec®’s composite cross sectional design, automa-tically produces a higher current density in the electrode’smetallic periphery over solid MIG/MAG wires of the same diameter using the same welding amperage.This ensures over 30% faster electrode fusion without sacrificing weld quality giving record weld deposition rates over MIG/MAG and Manual Metal Arc processes.Thanks to EnDOtec ®’s intrinsic higher current density, a cored wire can always be welded at lower amperages than a solid wire whilst keeping a stable metal transfer across the arc due to ionising elements in the core. Lower heat input means that EnDOtec ® welds have better bonding, lower dilution, superior microstructure properties and minimal heat affected zones for maximum service performance.H IGHER W ELD D EPOSITION R ATESP ERIPHERIC C OOL A RC C ONCEPTCustom made, welding alloy formulations are feasi-ble with cored wires to optimise performance for wear protection, repair & joining applications.EnDOtec ®Metallic strip:Selected ferrous or non-ferrous based alloys (steels, nickel alloys,cobalt alloys etc)Flux ingredients:Arc ionising stabilisers, fine grain inoculants, powerful de-oxidisers, metallurgical refining agents, selected alloying ele-ments, carbide compounds, etc.3Enduring Performance... Stronger, with Castolin Eutectic U NIQUE A NTI -W EAR ALLOYSSolid MIG/MAG wires can only be manufactured in metallurgical alloys which can be cast and easily drawn down to final diameters. TheEnDOtec ® cored wire concept completely over-comes such limitations and unique metallurgical alloys are formulated with high density, ultra-hard micro constituants in Fe, Ni, Co based matrices. Thus EnDOtec ®’s wide alloy range provides cost effective solutions for most wear problems found in industry.EnDOtec ® cored wires are easy to use in most posi-tions for repair or joining either in semi-automatic or robotic modes especially with new Dual Pulse systems. Three standard shielding gases cover all application needs. Precision welds at low currents or rapid weld coatings are significantly facilitated for semi-skilledoperators.Numerous industry studies show that labour is the biggest single cost in welding. As skilled welder rates continue to rise inexorably, CUT your wel-ding costs back to size with EnDOtec® systems.EnDOtec ® systems significantly increase cost savings and productivity over both MIG/MAG & MMA processes due to faster welding speeds, superior performance and longer service life.E ASIER W ELDABILITYI NCREASED C OST S AVINGSEnDOtec®Enduring Performance... Stronger, with Castolin Eutectic4W EAR P ROTECTIVE C OATINGST OP ROLONGS ERVICE LIFECavitationFrictionErosionImpactAbrasionHeat & CorrosionClassic wear types that occur in industry are:•Abrasion •Erosion •Impact •Friction •Heat •Corrosion•CavitationAt Castolin Eutectic we take the time to study industry speci-fic types of wear because until the nature of the wear is fully understood, the correct solution cannot be identified.Damage caused by these wear groups costs money, especially in downtime and lost production, replacement parts, repair andongoing maintenance.Castolin Eutectic has proved for more than a century that apreventive maintenance welding program can extend the life of critical machine parts by as much as 500%. Castolin Eutectic has the «know-how» to identify the most serious wear problems and «show how» to avoid them. Castolin Eutectic can greatlyincrease your plant efficiency and profits.P ROVEN W EARFACING A PPLICATIONSPetrochemical OEM weld protected gate valve for corrosion resistanceFrictional wear of wagon wheel flanges in railwaysEnDOtec ®Wearfacing a plunger component Wearfacing for hot abrasion in coke ovensMain application Secondary application5Enduring Performance... Stronger, with Castolin EutecticEnduring Performance... Stronger, with Castolin Eutectic6R EPAIRS & J OININGWITHM AXIMUM S AFETY M ARGINP ROVEN R EPAIR & J OINING A PPLICATIONSCleaner, purer welds = Increased safety & reliabilty EnDOtec®Savings in preparation: less machining less filler metal less welding time less defectsless distortion & stresses= More cost savings!EnDOtec ®33% less joint angleThe double protection by the shiel-ding gas and light, self releasingslags produced by special fluxing ingredients within the cored wire, provide consistent premium quality welds combining higher mechani-cal properties and greater reliabi-lity over solid MIG/MAG wires:EnDOtec ®with or without slagRefined weld structures Reduced oxide contents Improved degassing Superior wetting & bonding Less risk of cold lap defects Easier positional welding Slower even cooling rates Smooth flat fine rippled beadsEnDOtec ® metal cored wires redu-ce standard 60° joint angles to 40°.7Enduring Performance... Stronger, with Castolin Eutectic EnDOtec ® M ANUFACTURING F ACILITIESThe EnDOtec ® range of high performance cored wires are formulated, developed and manufactu-red in Castolin Eutectic’s own plants using specially designed production equipment and procedures in accordance with ISO 9001 and EN 29001 quality assurance standards.Each EnDOtec ® batch is welded and fully tested for consistent chemistry, properties & operability before precision spiral spooling and protectivepackaging for stock.Main application Secondary applicationEnduring Performance... Stronger, with Castolin Eutectic8EnDOtec ®W ELDING E QUIPMENT S YSTEMSCastolin Eutectic has developed a comple-te range of welding program parameters which are specifically optimised for each EnDOtec ® cored wire alloy.These digital synergic programs have been integrated into EnDOtec ® high dutywelding equipment systems so that supe-rior performance, productivity and perfect results are assured everytime even when highly skilled welders are not available.EnDOtec ®EnDOtec ®Gas ProgramDO*02Ø 1.2Ar + 2.5% CO237Ø 1.638DO*11Ø 1.6Ar + 2.5% CO239DO*15Ø 1.2Ar + 2.5% CO240Ø 1.641DO*23Ø 1.2Ar + 18% CO242DO*28Ø 0.9Ar + 18% CO243Ø 1.244Ø 1.645DO*29Ø 1.2Ar + 2.5% CO246Ø 1.647DO*30Ø 1.2Ar + 2.5% CO248Ø 1.649DO*48Ø 1.6Ar + 2.5% CO256DO*55Ø 1.6Ar + 2.5% CO250DO*60Ø 1.2Ar 100%51Ø 1.652DO*65Ø 1.2Ar + 18% CO253DO*66Ø 1.2Ar + 18% CO254DO*80Ø 1.2Ar 100%57CavitecØ 1.2Ar 100%58Cored Wire + Welding Program + Dedicated Equipment= Guarantee of professional results everytime.......even with semi-professional welders!Wire feeders are spe-cially designed withfour precision profiled roll drives for smoothand trouble free use of the entire EnDOtec ® cored wire range.Wire FeedersWelding ProgramsUser friendly range of gas coo-led or water cooled ergonomic torches for perfect results and increased savings.TorchesDual Pulse Technology Integrated Dual Pulse techno-logy enables perfect positional welds even with more difficult alloy systems.State of the art welding equipment Complete range of wear resistant alloys Superior welding performance Higher weld deposition rates Faster welding speedsIncreased welding productivity9Enduring Performance... Stronger, with Castolin Eutectic������������������������������C ASTO L ABA century at the forefront of protective materials technology has positioned Castolin Eutectic as the world’s premier industrial partner. Our comprehensive know-how is unrivalled, and our industry partnerships continue to thrive. We provide solutions to all of the major companies operating in industry with global industrial programs for steel, cement, automotive, power, oil, waste & recycling, ...I NDUSTRY P ARTNERWe believe in making our extensive know-how fully available to our customers, but for situations where technology transfer is complex or requires a rapid turn-around, we have our own maintenance service workshops; CastoLabs. These fully resourced skill centers develop advan-ced procedures for transfer to end users.Castolin Eutectic CastoLabs are located in Germany, Belgium, Holland, Spain, Austria, Poland, Czech Republic and the United Kingdom, and are best contacted through Castolin Eutectic via our website (). In countries without CastoLabs, Castolin Eutectic collaborates with approved workshops who are in close contact with Castolin Eutectic’s specialists and technologies.Fan Protected with Powder Coated Wear Plates Fan built with wear resistant CDP Thermal SprayingArc Wire SprayingIn Situ MaintenanceWorkshop MaintenanceRemachining����������������������������������������������������������������������������������������������������������������������������������������������������������������������Manufacturing Product Portfolio - Widest in the IndustryTrainingTogether with our sister company, the Messer Group,we can offer our customers a very powerful rangeof products and services. Being «Part of the MesserWorld» means:• Investing €420 million before 2008• More than 6,000 motivated employees• Over 100 factories to meet the needs of customers• Technical sales support in over 120 countries• 2,000 technical sales people in the field with ourcustomers every dayCastolin Eutectic LocationsTo increase customer know-how in wear technology andrepair techniques, we have de-veloped a full line of seminarsand training programs, tea-ching all relevant personnelfrom welders and engineersto sales teams and managingdirectors.The unique Terolink database of Castolin Eutecticcontains almost 6,000 fully documented approvedapplications from around the globe. The case stu-dies include photographs, technical data, detaileddescriptions and cost-saving analyses.R&D-Wear Test LaboratoryC ASTOLIN EUTECTICMetallurgical Laboratory Micrograph of Wear PhenomenaEnduring Performance... Stronger, with Castolin Eutectic10Enduring Performance... Austria, Hungary, South East Europe Castolin GmbH Brunner Strasse 69 1235 Wien +43-(0)1-869 45 41-0Belgium sa Messer Eutectic Castolin Benelux 222-228, Blvd de l’Humanité 1190 Bruxelles +32-(0)2-370 1370Czech Republic Messer Eutectic Castolin spol.s.r.o. Trojska 18/122 18200 Praha 8+42-(0)2-83 09 00 77France Messer Eutectic Castolin S.A.R.L 22, Av. du Québec BP 325Z.A. Courtaboeuf 1- Villebon 91958 Courtaboeuf Cedex +33-(0)1-69 82 69 82Germany Castolin GmbH Gutenbergstrasse 10 65830 Kriftel +49-(0)6192-403-0Netherlands sa Messer Eutectic Castolin Benelux Rotterdamseweg 4062629 HH Delft +31-(0)15-256 9203Norway Castolin Scandinavia Teknologiparken, Akersvn. 24 C 0177 Oslo +47-22-11 18 70Poland Messer Eutectic Castolin Sp.z.o.o.P .O. Box 502, ul. Robotnicza 44-100 Gliwice +48-(0)32-230 6736Spain, Portugal Castolin Iberica S.A. P. I. de Alcobendas c/ San Rafael, 6 28108 Alcobendas (Madrid)+34-914 900 300Sweden, Denmark Castolin Scandinavia AB Transportgatan 37 42204 Hisings-Backa +46-(0)31-570 470Switzerland Castolin Eutectic Int. SA Swiss Market Centre Ch. de la Venoge 71025 St. Sulpice +41-(0)21 694 1111Russia Castolin Moscow Zemlanoy val st. 60/22, of 5D 109004 Moscow +795 564 8680 United Kingdom & Ireland Eutectic Company Ltd. Merse Road North Moons Moat Redditch B98 9NZ +44-(0)1527 58 2200For all others Countries please contact:Castolin Eutectic Int. S.A. Export Market Center P.O. Box 360CH-1001 Lausanne, Switzerland +41-(0)21-694 1111H ISTORY OF C ASTOLIN E UTECTICYour resource for protection, repair and joining solutionsFor further information,please visit our homepages: 1906: Foundation of Castolin in Lausanne, Switzerland by Jean-PierreWasserman. His stroke of genius: to discover a way of weldingcast iron at low temperature; in the following years, this innovationwas further developed for all industrial metals including aluminium alloys.1940: Foundation of Eutectic Welding Alloys Corporation in New York1952: Foundation of Castolin France1959: Foundation of Eutectic Japan Ltd1962: Foundation of Eutectic India Ltd.1960’s: International consolidation under Castolin Eutectic1970’s: Creation of training centers for Maintenance & Repair technologies1978: Establishment of World Head Quarters in St-Sulpice, Switzerland2000: Merger with Messer Cutting & Welding and creation of theMEC Group - Messer Eutectic Castolin2005: Part of the Messer World2006:100 years of innovation, service and quality.A DDRESSES OF C ASTOLIN E UTECTIC C OMPANIES IN E UROPEStronger, with...Castolin EutecticWEAR & FUSION TECHNOLOGYAsk for a demonstrationfrom our ApplicationSpecialists.-> <<<-> <<<。
SuperJet.S 产品说明书

SuperJet.S.Eutalloy ®Nuevas mejoras de diseño que suponen:Flujos de gases y polvo optimizados a través de los circuitos internos del soplete. Incremento de la tasa de proyección en grandes piezas o de fuertes espesores. Mayor control de pequeños depósitos en esquinas y bordes finos.ReduzierterSobreproyección de polvo minimizada y sus costes de eliminación.Prolongación de la vida en servicio de las piezas e incrementode la productividad industrial.Soplete para realizar recubrimientos antidesgastecon las aleaciones en polvo EUTALLOY®Con el proceso Eutalloy se aplican recubrimientos deprotección en piezas de máquinas industriales sometidasa desgaste, prolongando su rendimiento en servicio. Se pue-den proyectar una amplia gama de aleaciones que se funden yunen metalúrgicamente al sustrato utilizando la última tecnologíade proyección SuperJet S. Aprobaciones independientes y extensivosensayos de campo aseguran un nuevo standard de calidad en los camposdel mantenimiento preventivo y aplicaciones de reparación.Sistema Modular, Multi-Propósito.SuperJet-S- Eutalloy es un soplete de proyección que puede ser fácilmente adap-tadopara realizar recubrimientos de superficies, reparación de superficies metáli-cas planas bordes de precisión ó piezas de rotación. Propiedades únicas del sopletemodular SuperJet-S :•Ensamblaje manual rápido de la lanzacon rota ción para soldadura toda posición.•Gama completa de lanzas, cada una con su inyector y mezclador para asegurar unaóptima alimentación de polvo para cada ajuste de llama.•Canal interno de polvo y boquillas diseñados para una máxima resistenciaaldesgaste y fiabilidad.•Todos los elementos del soplete son fácilmente accesiblespara su limpieza o reemplazamiento.•Cierre rápido para unrápido reencendido de una llamaajustada sin la necesidad de actuar sobre lasválvulas.•Diseño ergonómico para un fácil y ligero manejo. Escudo térmico deprotección orientable.Diseño Exclusivo con Mejoras de Calidad:El cuerpo de sopleteT ecnología CNC de mecanizado de precisión para asegurar unasalineación y trayectoria perfectas del paso de gases en el cuerpomonobloque permitiendo un flujo axial y uniforme de polvo, evitandoobstrucciones y paradas de mantenimiento.La palanca de accionamiento manual de polvo hasido endurecida superficialmente para incrementarsustancialmente su vida en servicio.Los asientos de las válvulas de Ox. y Acetileno han sidotratados superficialmente para una mayor seguridad enel cierre estanco del paso de gas y para una mayor vidaen servicio.Lanzas con montaje integral:A0 S para recargues puntuales de precisión.Nueva edición especial para recargues puntuales reparaciones de toque de máxima precisión y lamenor cantidad de calor aportada.Pequeñasesquinas y bordes finos susceptibles de sobrecalentamiento y oxidación.sobrecalentamiento o deformación del substrato.B3 S y B4 S lanzas intermedias standard. C5 S la lanza demayor potencia.•Micromecanizado y pulido de los canales interconectadosde polvo y boquillas para un mayor caudal de paso y velocidad de recargue.Optimización de la potencia de llama que reduce las pérdidas porsobre -proyección al mínimo y elimina los costes de la operación delimpieza.Optimización de la potencia de llama que reduce las pérdidas por sobre-proyección al mínimo y elimina los costes de la operación de limpieza.Tubos de lanzas de acero inoxidable que resisten mucho mejor el calor reflejado de la llama.Escudo térmico orientable para una óptima protección en diferentes posiciones de trabajo49991-F R -07.2020todos los accesorios necesarios para un montaje rápido y fácil,opcionalmente con todas o algunas de las lanzas y con o sin envases de aleaciones en Superjet -S- Eutalloy® Accesorios.Una lanza refrigerada denominadaKoolTip®está disponible como kit opcionalaccesorio. Este kit se recomienda cuando el SuperJet S estásometido a un factor de trabajo elevado o a prolongados reflejos de lanza refrigerada por agua facilita y agiliza el trabajo de recubrir piezasgrandes y diámetros internos. Opcionalmente, está disponible una tolva de aluminio rellenable, útil para transferir el polvo desde los grandes envases sin tener que desmontarla.Superjet -S- Eutalloy® Seguridad PrimeroEl soplete SuperJet-S- Eutalloy es fácil de utilizarpor cualquier operario reuniéndo los requerimientos de seguridad más exigentes.•El empleo de oxígeno puro como gas de transporte minimizalos riesgos de retrocesos.•Cada lanza incorpora elementos de seguridadparaprevenir los retrocesos.•Cierre de accionamiento rápido sobre los gases sinafectar a los ajustes de la llama•Escudo térmico ajustable para protrección contrala reverberación térmica.La alimentación del polvo Eutalloy se realiza a el vacío creado por el caudal de gas oxígeno en el inyector. Solamente después de este paso se permite el paso del gas acetileno a la mezcla.Procesos de Fusión Series de PolvoEutalloy® RWEutalloy®Eutalloy® SF EuTroLoyCastolin Eutectic ofrece una completa gama de polvos Eutalloy autofundentes y otras formulaciones de aleaciónen polvo, junto con sistemas de aportación apropiados para el recubrimiento de protección de herramientas industriales y com-ponentes de máquinas.El procedimiento Eutalloy®El procedimiento Eutalloy está desarrollado para aplicar recubrimientos con espesores entre 0.1-3 mm., en una sola pasada y sobre una amplia gama de piezas metálicas utilizando un soplete oxiacetilénico.Aleaciones en polvo especiales son proyectadas y fundidas para crear un anclaje fuertepor difusión, sin fundir el substrato.Una tecnología avanzada de atomización del polvo en combinación con el nuevo SuperJet facilita su empleo en la mayoría de las aplicaciones preventivas de mantenimiento y repara-ción dentro de cualquier sector industrial.CastoDyn® DS 8000El CastoDyn DS 8000 es un soplete diseñado como un sistema versátil de proyección, para la aplica-ción de los siguientes tipos de recubrimientos de protección:•Proyección “en frío” con las aleaciones RotoT ganche ProXon y los polímeros termoplásticos de la serie CastoPlast.•Proyección “en frío” de las aleaciones resistentes al calor y polvoscerámicos MetaCeram.•Aleaciones para proyección y fusión deLanzaCastoDyn® SFLa lanza CastoDyn SF Lance esun accesorio del sopleteCastoDyn DS 8000para la proyección y fusión simultáneas, con alta tasa de aportación y un excelente factor de rendimiento.Esta lanza extensión, está diseñada y optimizada para su uso exclusivo con las alea-ciones en polvoa utofundentes Eutalloy SF.muladas para realizar depósitos repetitivos de alta calidad resistentes al desgaste, con extremadamente baja dilución y distorsión.Exentos de dilución Anclaje metalúrgicoRecubrimiento Zona de Difusión Metal BaseAB CSu proveedor de soluciones para la protección, reparación y uniónP .I. de Alcobendas c/San Rafael, 6 Av.Josep Anselm Clavé, 21Felipe Serrate, 3 28108 Alcobendas (Madrid) 08820 El Prat de Llobregat (Barcelona) 48013 Bilbao Tel. + 34 914 900 300 Tel + 34 902 193 730Tel + 34 944 420 550 Fax + 34 916 626 501Fax + 34 934 781 284Fax + 34 944 415 579*********************************************************************************。
2006年IPCC国家温室气体清单指南

日本 Hayama 全球环境战略研究所(IGES)为 IPCC 出版 ©政府间气候变化专门委员会(IPCC),2006 年。版权所有。 使用本指南时,请引作: IPCC2006,《2006 年 IPCC 国家温室气体清单指南》,国家温室气体清单计划编写,编辑:Eggleston H.S., Buendia L., Miwa K., Ngara T. 和 Tanabe K.。 出版者:日本全球环境战略研究所。
由 IPCC 国家温室气体清单特别工作组联合主席 Taka Hiraishi(日本)和 Thelma Krug(巴西)及 Michael Gytarsky(俄罗斯联邦)、William Irving(美国)和 Jim Penman(英国)共同组成的指导小组对 这些指南的编写进行指导,以确保各卷的一致性并与以前的 IPCC 清单报告保持连续性。因此,我们希 望对他们在引导和指导本报告编写方面做出的巨大努力表示感谢。
IPCC 国家温室气体清单计划 技术支持组
在法国印刷
全球环境战略研究所(IGES)转 2108 -11, Kamiyamaguchi Hayama, Kanagawa 日本,240-0115
传真: (81 46) 855 3808 http://www.ipcc-nggip.iges.or.jp
译自英文
编写本指南有赖主要协调作者、主要作者和供稿作者 —— 全世界有 250 余名专家供稿 —— 的专业技 能、知识和合作。这些作者在 IPCC 进程的各个起草和评审阶段,为编写本报告投入了精力、时间和努 力,对此我们表示十分感谢。如上所说,本报告依据 IPCC 以往的清单报告和有关清单专家利用 IPCC 清 单指南的经验的报告,没有这些报告作为基础,这项任务本会更加艰巨得多,我们十分感谢所有为这些 报告供稿的人所做的贡献。
Castolin Eutectic 表面工程在极端环境中的维修与保养专家说明书

SurfaceEngineering inExtremeEnvironments Stronger, with Castolin Eutectic74519-E N -05.2021through innovation Ongoing Research Excellence through innovation!With a growing portfolio of services and an increasingly comprehensive range of services our investment in research and technology is at the forefront. Twothirds of the advanced Castolin Eutectic workshop in Newcastle, UK, investment is aimed at improving the technical and environmental performance of our products, for example investing in hard chrome replacement for aerospace, oil & gas, steel, marine and energy sectors. Other areas include renewable energy and nanotechnology.Coatings on wind turbine blades (particularly offshore) are prone to degradation mechanisms. The Castolin Eutectic subsidiary in the UK is actively involved in numerous research programmes to develop a nanoparticle-based solution that simultaneously improves both the UV protection properties and the mechanical resilience of high performance coatings.This will extend paint maintenance intervals, significantly reducing maintenance costsMud Rotor TechnologyCastolin Eutectic’s workshop in Newcastle, UK, provides solutions for directional drilling applications and wash out problems encountered in drilling operations.As oil and gas exploration continues to explore new territories for better wear and corrosion protection for the mud motor rotor components our workshop has answered this demand by providing full-service mud rotor repair and HVOF carbide coating systems.With over 30 years’ of experience in HVOF applications, Castolin Eutectic advancedworkshop is your go-to vendor for high quality In-house Machine Shop Capabilities: Our workshop in the UK has in-house capability to remove any carbide coating, weld repair damaged areas and HVOF carbide coat back to OEMOur Castolin Services network of specialized workshopswill bring you a unique approach to your needs in coatingsWe are part of a large consortium aiming to develop and validatenovel materials, material models, and design optimization methodsfor the next generation wind turbine rotor blades.Our focus is on developing an innovative surface engineered high resistantcoating system for offshore applications protecting blade surfaces fromabrasive deterioration, moisture uptake and wear.This research aims to result in several improvements in wind turbine rotor blade Water repellent, UV-resistant, protection against abrasive deterioration and generalp a n y()Mud Motor RotorsStub welding (box and centre)Stabilisers, Adjusting RingsBearing HousingsRebuild of Rotary Stearable Drive ShaftsRebuild of Rotating & Reciprocating PartsUnique benefits and application value:Our coatings are backed by proven field data showingasset life extension of up to x 4 when compared totraditional solutions.Hard and resilient with many environmental benefits suchas, no chrome stripping - resulting in less harmful emissions.Occupationally and environmentally compliant.74519-E N -05.2021ProcessesHigh Velocity Oxygen Fuel Spray (HVOF)PRAXAIR-TAFA JP800 and JP5000. Unique benefits and application value:The high velocity coatings process produces the highest quality carbide and metal coatings available in the industry today.� This process is characterised by near wrought densities and unsurpassed bond strengths.� HVOF coatings can withstand the most hostile environments in terms of wear and corrosion in industrial applications.The coatings system is applied using an automated robotic system combined with manual application using an Arc Spray process. This process is where metal wire is fed into a spray gun, these wires are then charged and an arc is generated between them.The heat from this arc melts the incoming wire and the molten material is then deposited onto a product with the help of Unique benefits and application value:Non-skid, durable, thermal gas wash resistantThe Aircraft Carriers are the largest warships ever built for the RoyalNavy and capable of carrying up to forty aircrafts.The ship is designed to operate the vertical and/or short take-off landing aircraft the F-35B. When the powerful F-35B engines are directed downwardsonto the deck during a vertical landing, the gas wash of the engine reaching 600°C would damage the conventional flight deck paint system, resulting in theThis meant a new innovative system was required by the Navy to ensure that the flight deck remained protected and operational throughout its service life of 50 years.The advanced Castolin Eutecticworkshop in Newcastle, UK, hasdeveloped a new coating system which canwithstand the impact of the F-35B engineswhilst maintaining its tough, durable and anti-skid properties. This coating was applied to criticalparts of the flight deck. 5 full sized football pitches, onan exposed ship deck, 56m above ground level.Castolin ServicesOur address:2 Elm Road, West Chirton North Industrial Estate, North Shields, Tyne and Wear, NE29 8SE, UK Tel: +44 (0) 191 293 7040 Fax: +44 (0) 191 293 7041Stronger, withCastolin Eutectic。
GAP E52 Plasma Powder Machine Torch说明书
-
260391 Einstelllehre Typ A
-
751779 Einstelllehre Typ B
-
751780 Einstelllehre Typ C
Plasmadüsen Schutzgasdüsen
Adjusting gauge type A Adjusting gauge type B Adjusting gauge type C
10
400227 Isolierhülse für Pulverkanal Ø3,0mm
Insulating bush for powder channel Ø3.0mm
11 400196 Schraubenisolierung
Screwed insulation
12 402127 O-Ring 2x1,25mm
Tungsten electrode WS2 Ø4mm, length 147mm (cathode {«10»}
6
750782
Wolframelektrode WS2 Ø2,4mm, Länge Tungsten electrode WS2 Ø2,4mm,
147mm (Kathode) {«10»}
O-ring 2 x 1.25mm
15 400190 Keramik Isolierhülse
Ceramic insulating sleeve
16
260384 Brennerunterteil (inkl. Anlötnippel)
Lower section of torch (incl. Soldered nipple)
Version 1.10.09
1
GAP E52
CastoDyn DS 8000A 高级热膜喷涂系统操作手册说明书

A-valve
Fig. 6
increase and reduce acetylen here
carburising flame
secondary cones
13. The neutral flame is now set and the torch is ready for spraying.
14. To light and shut off the flame, leave the A-valve in its position and use only the rapid shut-off valve.
N
12497 12525
4
12999
17093
Carburising (1)
17495
N
17497
N
17535
N
*SSM 30 High fusion-point-processes
Sous-couche
51000
N
4
3
MetaCeram®
28010
28020
28030
N
1-2
3
28060
28085
CastoDyn® DS 8000
Regulation of the neutral flame for CastoDyn® 8000 with standard spray module SSM 10, SSM 20, SSM 30 and SSM 40
Example with spray module SSM 10
Fig. 4
Rototool I 90°<
Formula
m/Min
øxπ
= Revolution per minute
9.焊接材料

展位号/Booth Number:公司名称中文:Company Name:邮件/Email:网址/Website:展品类别/Exhibits Code:展品介绍:Exhibits Description展位号/Booth Number:公司名称中文:Company Name:邮件/Email:网址/Website:展品类别/Exhibits Code:展品介绍:Exhibits Description展位号/Booth Number:公司名称中文:Company Name:邮件/Email:网址/Website:展品类别/Exhibits Code:展品介绍:Exhibits Description展位号/Booth Number:公司名称中文:Company Name:邮件/Email:网址/Website:展品类别/Exhibits Code:展品介绍:Exhibits DescriptionE6338 淄博大亚焊材有限公司 Zibo TAA Welding Co., Ltd. sales@ 9 产品有:CO2气体保护实芯焊丝、埋弧焊丝、不锈钢焊丝及药芯焊丝。
已通过ISO9001:2000 国际质量体系认证及中国(CCS )、英国(LR )、德国(GL )、挪威(DNV )、美国(ABS )和SGS 等国家的船级社认证 E5018 常州市中江焊丝有限公司 Changzhou Zhongjiang Welding Wire Co., Ltd trade@ 9 我公司是一家专业生产CO2镀铜气体保护焊丝,埋弧焊丝、铝焊丝、药芯焊丝的专业企业, 年生产各种焊丝5万余吨,主要品种已通过了TUV 、ABS 、DB 、LR 、CE 、CCS 等认证,产品远销五十多个国家和地区。
1901. 1902 长沙西姆西焊接材料有限公司 CHANGSHA CMC WELDING MATERIAL CO.;LTD 9 气体保护焊丝、埋弧焊丝、不锈刚焊丝、各种氩弧焊丝、铝焊丝、铜焊丝、耐磨药芯焊丝及制品、不锈刚系列焊条等 无锡环球焊接材料有限公司 Wuxi Global Welding Materials Co,.Ltd. Huanqiuwelding@ 9 本公司生产:钨钼铜铝有色金属电极及焊接用丝材, 铜焊丝、铝硅铝镁焊丝、不锈钢焊丝,各种焊丝、焊条包装管筒,焊丝盘,钨电极塑料盘。
Castolin 33700 和 CaviTec SMA 焊接指南说明书

Guide for repair of a deep eroded wear on martensitic stainless steelCA‐6NM or X5CrNi 13 4Base metal Martensitic stainless steelFiller alloysCastolin 33700 stick electrode ( E309L ) CaviTec SMA stick electrodeFiller Classification: AWS A5.9 Class ER309Land CaviTec SMAWelding Process MMA Shielding Gas Feed Rolls Welding Position All Positions exceptvertical downComplete penetration NDT: Liquid Penetrant Preheating min : 50°C ER309L – 100°C CaviTecMaximum and interpass temperature : 200°CJoint PreparationLayers sequenceFillerNo of LayersWire Ø mmCurrent (A)Polarity Wire Speed Ipm m/minWeld Speed mm/sStickout mmLinear energy J/cmTorch angle (degres)Castolin 33700 1 to 4 2,5 55‐75 + 0 to 15 Castolin 33700 1 to 4 3,2 70‐95 +0 to 15 Cavitec SMA5,6,73,2100‐140+ For PE AC(~) Or ( ‐)0 to 15Notes :Cushion Layer of Castolin 33700 (309L)In order to reduce the porosity, do not put more than 2 layers of CaviTec. The more the layers, the more the porosities and the bigger they are. Fill up with 309L and keep 6 mm to add 2 layers of CaviTec;It is important to determine whether there are cracks or porosities:Porosities in reasonable quantities with Cavitec is rather normal and usual; Post Weld Heat Treatment:No post weld heat treatment has been performed on turbines repaired on site. Experiment of heat treatment (590‐620°C) on coupons of Cavitec welded on CA6NM showed no reduction of cavitations’resistance, but a reduction of the bending angle to 15o in comparison to 20o to 40o on non heat treated samples have been observed.Repair of a deep erroded wear (> 10mm)on a martensitic stainless steel CA‐6NM / or 13/41) Identify the area to be repaired;2) Gouging;A) Remove all spongious or pitted metal by arc air gouging with a flat carbon electrode or with plasma gouging torchB) Gouged zone must exceed around 25mm the eroded zone to prolong the service lifeC) As illustrated on the sketch of the surface preparation, the gouging of the edges must be done to p rovide 60° angle minimum;D) Grind to white metal all gouged areas to remove splaters, oxydized or carburized layer and all c ooper traces;3) PreheatA preheat of the zone to repair of 100°C is mandatory for the following reasons:Eliminates moisture and related hydrogen embrittlement of base metalReduce risk of porositiesReduce residual stressImprove MMA weldingA preheat before gouging is also recommandedKeep interpass temperature between 100 and 200°C4) Filler materialOn the surface where erosion wear is deep (>10mm) on the martensitic steel CA‐6NM or 13/4 a cushion layer of Castolin 33700 ( E309L ) thick enough but allowing a Cavitec layer thicker than 6 mm ( two pases ). No peening is necessary on both 33700 and Cavitec SMA.5) GrindingOn large surface to repair, use a template to retreive the original profile. Use Zirconium grinding disc6) Quality controlA) Visual inspection on the whole repair and verify the regularity of the profileB) Perform a liquid penetrant test on zones where cracks are anticipatedC) The forman provide a brief report with the following details:Repair durationGouging, welding and grinding durationQuantity of filler alloy requiredQuality Control resultsCastolin Eutectic disclaim all responsibility for welding and subsequent life of this piece of equipment. This information is given in good faith to assist the customer in his undertaking.Guide for repair of shallow erroded wear (< 10mm) on a martensitic stainless steelCA‐6NM or X5CrNi 13 4Base metal Martensitic stainless steel Filler alloysCaviTec SMAstick electrode Filler Classification: AWS A5.9 Class ER309L and CaviTec SMA Welding Process MMA Shielding Gas Feed Rolls Welding Position All Positions exceptvertical downComplete penetration NDT: Liquid Penetrant Preheating min : 100°C CaviTecMaximum and interpass temperature : 200 °CJoint PreparationLayers sequenceFillerNo of LayersWire Ø mmCurrent (A)PolarityWire Speed Ipm m/minWeld Speed mm/sStickout mmLinear energy J/cmTorch angle (degres)Cavitec SMA 1,23,2110‐140+ For PE AC(~) or (‐)0 to 15Notes :It is important to determine whether there are cracks or porosities:Porosities in reasonable quantities with Cavitec is rather normal and usual; Post Weld Heat Treatment:No post weld heat treatment has been performed on turbines repaired on site. Experiment of heat treatment (590‐620°C) on coupons of Cavitec welded on CA6NM showed no reduction of cavitations’ resistance, but a reduction of the bending angle to 15° in comparison to 20° to 40° on non heat treated samples have been observed.1) Identify the area to be repaired;2) Gouging;A) Remove all spongious or pitted metal by arc air gouging with a flat carbon electrode or with plasma gouging nozle; grinding can be use as wellB) Gouged zone must exceed around 25mm the eroded zone to prolong the service life Moreover, it has to be deep enough to allow a build up thicker than 6mm (≈ two passes).C) As illustrated on the sketch of the surface preparation, the gouging of the edges must be done to provide a 60° angle minimum;D) Grind to white metal all gouged areas to remove splaters, oxydised or carburized layer and all copp er traces;3) PreheatA preheat of the zone to repait of 100°C is mandatory for the following reasons:Eliminates moiture and related hydrogen embrittlement of base metalReduce risk of porositiesReduce residual stressA preheat before gouging is also recommandedKepp interpass temperature between 100 and 200°C4) Filler materialOn the surface where erosion wear is shallow (> 10mm) on the martensitic stainless steel CA‐6NM, apply Cavitec layer thicker than 6mm (≈ two passes). No peening is necessary on CaviTec.5) GrindingOn large surface to repair, use a template to retreive the original profile. Use Zirconium grinding disc.6) Quality controlA) Visual inspection on the whole repair and verify the regularity of the profileB) Perform a liquid penetrant test on zones where cracks are anticipatedC) the forman provide a brief report with the following details:Repair durationGouging, welding and grinding durationQuantity of filler alloy requiredQuality Control resultsCastolin Eutectic disclaim all responsibility for welding and subsequent life of this piece of equipment.This information is given in good faith to assist the customer in his undertaking.Cavitec layer with low porosityWelding test with Cavitec SMA 3,2mm done 09.11.2016 in AustriaMild steel plate was buffered with E309L stick rod, 2 layers, both with 100 A, DC(+), welding position PA.On this cushion layer another 2 layers with Cavitec SMA 3,2mm welded in PF. Best result achieved with AC current ( CastoTig in MMA mode used ) Electrodes dried overnight in oven at 350 °C. Every layer tested for porosity with penetration test.1st layer Cavitec SMA2ns layer Cavitec SMASo welding with old transformator power source with AC current or with CastoTig with MMA AC setting is giving good result without porosity for Cavitec SMA instead DC (+).。
CastoDyn DS 8000 工业热膜喷涂系统操作指南说明书

CastoDyn®DS 8000A user-friendly, advanced industrial thermalspray coating system• Highly adaptable: modular concept allows widest range of applications• Easy-to-use: simple, single-valve parameter control • Light and robust: suitable for all users, from small work shops to large factories49991-E N -07.2020Operating InstructionsThe DS 8000 - designed for easy operationUse rs will appreciate the CDS 8000’s ergonomic layout, its light-weight (almost 40% less than comparable torches) and that no tools are needed to assemble or dismantle it.The CDS 8000 requires no specialist skills to operate.The only adjustable control is the valve used to set the acetylene flow; other controls are all simple on/off switches. The unique rapid shut-off lever offers impro-ved safety and allows the torch to be relit without having to touch any other control.Modular construction increases coating qualityBecause the Castolin Eutectic powder families vary considerably in their physical cha-racteristics, four quickly interchangeable Standard Spray Modules (SSM’s) have ben deve-loped for the CDS 8000. Each SSM is optimised to obtain the highest quality coatings from a particular group of Castolin Eutectic powders. Between them, the four SSMs enable the CDS 8000 to give excellent results across a full range of coating applications.Dependable,predictable performancesThe CDS 8000 is built with CNC precision-machined components, which offer much-increasedreliability. Carefully calibrated holes drilled through syntheticrubies give very precise flow rates, producing extremely accurate and consistent coatings - time after time.Easily automated for larger applicationsIndustrial users can easily combine the CDS 8000 with various automation systems, allowing its power and precision to be exploited to the full on even the largest applications, whether OEM, repair or preventive maintenance. An external powder feeder can be connected to support continuous coating operations.Standard Spray Module (SSM)49991-E N -07.2020For virtually every coating application, there is a Castolin Eutectic powder designed to provide the optimum solution. With its four Standard Spray Modules, the CDS 8000 can pro-ject all the powders in the product families listed here - a greater Eutalloy RW powders are projected to form a deposit which is then heated to fuse its constituent particles. This produces a dense coating with a strong metallic diffusion bond with the base metal, giving Eutalloy RW products a good resistance to high pressure friction and high temperature oxididation. The Eutalloy RW family also provides protection from other forms of wear.RotoTec uses a “cold projection” process, so it can be used in cases where no dis-tortion or change of metal structure in the base material can be tolerated. RotoTec deposits, applied onto a bonding layer, are easily machined to the required finish and have good self-lubrication properties. The family’s main application is protection against friction, although individual RotoTec products also offer good resistance to other forms of ProXon21000 (SSM 10)Proxon powders are also projected “cold”, but unlike RotoTec products, require no bonding layer and so can give thinner coatings.This “one-step” procedure makes the ProXon range simpleand quick to apply. ProXon’s principal use is against high-speed friction, while its homogeneous deposit also gives improved protection against particle types of corrosion.CastoPlast 31000 (SSM 40)CastoPlast allows all manner of base materials, concrete, brick,stone and glass as well as metal, to be coated with thermoplastic polymers. Providing excellent protection against all kinds of corrosion, CastoPlast also blocks ultra-violet light and are available in a wide variety of colors.MetaCeram 28000 (SSM 30)The CDS 8000 offers an economic alternative to plasma spraying systems for applying MetaCeram powders. These contain inert ceramic materials or refactory metals and are tailored for particular applications. They can be polished to a very smooth finish and offer protection against intense abrasive friction, very high temperatures, molten glass and combustion gases.LT 29000 (SSM 40)The LT family of alloys is characterised by low fusion temperatures. LT features good resistance to atmospheric corrosion and is very suitable for use in oil-lubricated environments such as engine bearings.49991-E N -07.2020CDS 8000 Kit & AccessoriesThe CDS 8000 kit consists of an aluminum carrying case containing a CDS 8000 torch and all he ancillary items needed to set it up, operate it safely and maintain it. To extend its range of applications, the CDS 8000 System features a number of optional accessories:SF Lance; simultaneous fusion attachment for high deposition rate withexcellent yield.To be used only with Eutalloy SF powders.an extension neck for coating internal surfacesa fusion torch with range of tips gas hoses with quick connection units a compressed air control unitCastolin Eutectic powders technology - responsive to all needsDrawing on its unrivaled experience in protective maintenance and repair coatings, CastolinEutectic has developed its extensive range of powders, which can be quickly modified to pro-duce a more effective solution to a particular requirement. The increasing number ofindustries using this advanced technology for a growing variety of jobs under-lies the effectiveness of the “custom-built” approach.Total quality assuranceQuality assurance begins with thecareful selection of suitable raw materialsand continues throughout the manufacturing process.On-line inspection is conducted at all stages from reception to finalpackaging. Castolin Eutectic’s factories can make experimental batches, inte-grating on-going R&D into the production process. Both our gas-atomised and water-atomised powder plants have EN ISO 9001 or 9002 approvals.Aluminium suitcase CDS 8000, robust and practicalSeen here enlarged 450 times, theEutectic powders particles have specific characteristics adapted to their intended application.Molten alloy being poured into the gas-atomization chamber. Making our own powders ensures the quality needed for the best coating performance.。
TeroMatec自熔螺纹电极说明书

TeroMatec®Self shielding peripheric arc system ensures :Fastest weld deposition ratesHigher welding duty cyclesOn site capability without shielding gas suppliesOptimised alloy weld properties for longer service lifeMaximum cost savings & productivitySelf shielding, welding cored wire technology for wear protection,rebuilding & repairEnduring Performance…Stronger, withCastolin EutecticStronger with Castolin Eutectic2TeroMatec ®t1t1 + t2X =x 100 %FASTEST WELD DEPOSITION RATESThe deposition rate of TeroMatec® flux cored elec-trodes is remarkable reaching 4 kg/h with the Ø1.6 mm and almost 10 kg/h with the Ø2.8 mm due to peripheric arc current density effects. Furthermore, by increasing the electrode “stick out” (distance between the contact tube tip and the workpiece) from 50mm to 75mm, the deposition rate can be boosted over 12 kg/h due to electrical resistance heating effects whilst reducing heat input and dilu-tion with the base metal.400%extra300%extraHIGHER WELDING DUTY CYCLESThe welding duty cycle (X) is simply the % rela-tionship between the effective arc welding time (t1) and the total time involved (t1 + t2) where t2 is the non productive time between the arc welding cycles. Thus TeroMatec® duty cycles easily reach over 90% in automatic mode compared with MMA stick electrodes which peak around 40%. The higher duty cycle for TeroMatec® is due to :no need to keep stopping & changing electrodes repetitive striking & restriking eliminated less post weld slag cleaning requiredfewer stop-start weld crater defects to grindTEROMATEC® CORED WELDING WIRESTeroMatec® is a self shielded arc welding process (Open Arc/FCAW) using specially formulated flux cored wire electrodes. The self shielded peripheric arc conception includes a wide range of custom made alloys optimised for industrial wearfacing, rebuilding and repair solutions with many advantages : No shielding gas requirements Fastest weld deposition ratesHigher welding duty cyclesEfficient weld metal recovery Stock reduction opportunitiesEase of use by semi skilled operators Maximum savings & productivityThe TeroMatec® process requires no costly investments or complicated manipulation of heavy gas cylinders, regulators, flowmeters, mixers, hoses etc. TeroMatec®’s autonomous self shielding peripheric arc is designed for outdoor use where on-site wind or draught conditions would simply blow away any external protective gas (GMAW) causing porous, defective welds.NO SHIELDING GAS REQUIREMENTSSolidified slag Molten slag Wire guide / contact tubeCored wireParticles-elements/compoundsArc and Metal transferWeld poolSelf shielding peripheric arcSolidified weld metalGas shieldcreated by compoundsTeroMatec® X≈ 80-90%Manual electrodeX≈ 40%T i m eStronger with Castolin Eutectic3STOCK REDUCTION OPPORTUNITIESAs a 15kg TeroMatec® spool represents around 22kg of MMA stick electrodes for the same quantity of requi-red weld deposit, this represents a potential to cut welding consumable stocks by over 30% !Additionally, when a single spool Ø 1.2 or 1.6 mm TeroMatec® is considered, its all round application welding capabilities can eliminate the need to stock separate packs of stick electrodes in 2.4mm, 3.2mm, 4.0mm & 5.0mm sizes thus further reducing inventory costs .EFFICIENT WELD METAL RECOVERY ( %)The weld metal recovery (sometimes called yield orefficiency) is simply the ratio of the mass of weld de-posited to the total mass of the original welding elec-trode. Thus TeroMatec® cored wires have an excel-lent weld metal recovery ratio reaching 90% to 95% whilst MMA stick electrodes only reach around 65% due to higher slag volumes and repetitive stub end losses.In other words, TeroMatec® ensures that virtually all the weight of purchased cored wire ends up as a use-ful weld deposit thus reducing consumable costs.MAXIMUM SAVINGS & PRODUCTIVITYNumerous studies by industry show that labour costs are the biggest single expense in welding. As skilled labour rates continue to rise inexorably, cut and control your welding costs with TeroMatec®.TeroMatec® systems significantly increase cost savings and productivity over both Mig / Mag & MMA processes due to the ease of use by semi skilled operators, the incomparable weld deposition rates giving superior performance and service life.EASE OF USE BY SEMI SKILLED OPERATORSRelatively little training is required for the TeroMatec® process (compared with MMA) which makes it easy to learn by semi-skilled operators due to the self regulating nature of the arc, variable stick out capability, better visibility and absence of external shielding gases. Furthermore, powerful flux deoxidisers in the TeroMatec® cored wire enable direct welding on rusty or oxidised steel surfaces without the meticulous precleaning needed for the GMAW process, especially when access is limited.Stronger with Castolin Eutectic4TeroMatec®SELF SHIELDED PERIPHERIC ARCThanks to TeroMatec®’s self shielding and high current density characte-ristics, it can be welded at lower welding currents than a solid wire whilst keeping a stable metal transfer across the arc due to ionising elements in the core. Additionally, the lower heat input and presence of powerful deoxidising fluxes means that TeroMatec® weld deposits have better bon-ding, lower dilution, superior microstructure properties and minimal heat affected zones for maximum service performance.UNIQUE ANTI-WEAR ALLOYSSolid Mag wires can only be manufactured in me-tallurgical alloys which can be cast and easily drawn down to final diameters. The TeroMatec® cored elec-trode concept completely overcomes such limitations and unique metallurgical alloys have been formula-ted with high density, ultra-hard micro constituants in Fe matrices. Thus the wide TeroMatec® alloy range provides cost effective solutions for most wear pro-blems found in industry.The TeroMatec® range of high performance cored electrodes are formulated, developed and manufac-tured in Castolin Eutectic’s own modern plants using specially designed production equipment and pro-cedures in accordance with ISO 9001 and EN 29001 quality assurance standards.Each TeroMatec® batch after wire drawing and ba-king, is weld tested for consistent chemistry, proper-ties & operability before precision spiral spoolingand protective packaging for stock.TEROMATEC® MANUFACTURING FACILITIESSteel stripSelf shielding flux ingredients,arc ionising stabilisers, finegrain inoculants, powerful deoxidisers,metallurgical refiningagents, selected alloying elements,carbide compounds, etc.metal strip pre-forming roll fluxcore wirefinishing rollsø 1,2 mm ø 1,6 mm ø 2,4 mm ø 2,8 mmStronger with Castolin Eutectic5TeroMatec® flux cored wiresMain application Secondary applicationTechnical DataFor anti-wear Coatings resistant to high Abrasion and Erosion39524395N 4601A b r a s i o n E r o s i o n F r i c t i o n H e a t C o r r o s i o n C a v i t a t i o nB a s e M e t a lR e b u i l d i n g I m p a c t tStronger with Castolin Eutectic6TeroMatec ®THE COMPLETELY MOBILE TEROMATEC® SYSTEMExclusi ve wi re feedi ng system, ensures smooth push feeding speeds for TeroMatec® flux cored electrodes.TeroMatec® Wire Feeder 600 is designed for coating and joining with open-arc wires in the field. Connect-ed directly to the arc voltage. No mains connection is needed. It operates with any welding power source (with any DC power source)*. TeroMatec® Wire Feed-er 600 is easier to use than a manual electrode as a constant arc length is assured by self regulation of the variable wire speed. Any arc length changes are automatically compensated via the arc voltage driv-ing the wire speed. This feature is unique to Tero-Matec®.* Suitable are CE marked welding power sources or those with OCV<75V.Consult your Castolin Eutectic Application Special-ist about the range of CastoMatec welding powersources.Wire Feeder developed specially for heavy duty wear protection applications.Unit powered by the open arc voltage.live torch>400AFitted solenoid for gas shielding.Designed for wires from 1.2mm to 2.8mm with a simple combination of rollers.Fully protected feeding system.types.Easy to maintain.Euro connection to accept any torch( water cooling option).Front panel of the TeroMatec® Wire feeder 600Stronger with Castolin Eutectic 7Stronger with Castolin Eutectic8Stronger with Castolin Eutectic9Elbows above the platform constructed from CastoTubes with NanoAlloy TM4395N coating have yellow inscriptions. StandardTM 4666 CastoTubes have red inscriptions.ApplicationCement IndustryA cement plant installed two new waste feeding lines into the kiln burner. Waste is pumped at 32 m/s speed through 60m and 90m long feeding lines. Previous OEM solutions consisted of standard mild steel straight tubes with internally basalt protected elbows which lasted only 3 weeks. When the installation was operating, the noise of multiple impacts could be heard due to scrap metal or stone particles in the waste feedstock. This caused high wear rate failures of the basalt lining.databse* Life Prolonging FactorSolutionAfter a successful month’s testing on one CastoTube® elbow coated on the inlet side with NanoAlloy® TM 4395N and on the remaining section with a TM 4666 coating, the customer decided to build the whole line with CastoTube®. Critical parts of the line such as the elbow inlets had NanoAlloy® protection, while the rest of the installation including the straight tubes, had the TM 4666 internal coating.With Castolin Eutectic procedure +Wear is usually localized at the elbow entryFirst line installation (passing through platform floor).Second line awaiting installation.Sample of a NanoTube, yellow section wearfaced with NanoAlloy® TM 4395N and red one coated with standardCastoTube® alloy TM 4666Stronger with Castolin Eutectic10TeroMatec ®ManufacturingProduct Portfolio - Widest in the IndustryTogether with our sister company, the MesserGroup, we can offer our customers a very powerful range of products and services. Being «Part of the Messer World» means: Investment of over €420 millionMore than 6,000 motivated employees Over 100 factories to meet customer needs Technical sales support in over 120 countries2,000 technical sales people in the field with our customers every dayCastolin Eutectic LocationsR&D-Wear Test LaboratoryCASTOLIN EUTECTICTrainingTo increase customer know-how in wear technology and repair techniques, we have developed a full line of seminars and training programs, teaching all relevant personnel from welders and engineers to sales teams and managingdirectors.The unique Terolink database ofCastolin Eutectic contains more than 8,000 fully documented approved applications from around the globe. The case studies include photographs, technical data, detailed descriptions and cost-saving analyses.Metallurgical Laboratory Micrograph of Wear PhenomenaStronger with Castolin Eutectic11HISTORY OF CASTOLIN EUTECTICADDRESSES OF CASTOLIN EUTECTIC COMPANIES IN EUROPEYour resource for protection, repair and joining solutions1906: Foundation of Castolin in Lausanne, Switzerland by Jean-PierreWasserman. His stroke of genius: to discover a way of weldingcast iron at low temperature; in the following years, this innovation was further developed for all industrial metals including aluminium alloys.1940: Foundation of Eutectic Welding Alloys Corporation in New York 1952: Foundation of Castolin France 1959: Foundation of Eutectic Japan Ltd 1962: Foundation of Eutectic India Ltd.1960’s: International consolidation under Castolin Eutectic1970’s: Creation of training centers for Maintenance & Repair technologies 1978: Establishment of World Head Quarters in St-Sulpice, Switzerland 2000: Merger with Messer Cutting & Welding and creation of theMEC Group - Messer Eutectic Castolin2005: Part of the Messer World2006:100 years of innovation, service and quality.Statement of Liability: Due to variations inherent in specific applications, the technical information contained herein, including any information as to suggest product applications or results, is presented without representation or warranty, expressed or implied. Without limitation, there are no warranties of merchanta-bility or of fitness for a particular purpose. Each process and application must be fully evaluated by the user in all respects, including suitability, compliance with applicable law and non-infringement of the rights of others, and Castolin Eutectic and its affiliates shall have no liability in respect there of.Austria, Hungary, South East Europe Castolin GmbH Brunner Strasse 691235 Wien+43 (0)1 869 45 41 0BelgiumMEC Benelux nv / sa – Castolin Eutectic Rue des Ateliers, 117850 Enghien (Edingen)+32 (0)2 888 24 51Czech RepublicMesser Eutectic Castolin spol.s.r.o.Trojska 80/12218200 Praha 8+420 2-830 900 77FranceMesser Eutectic Castolin SARL 22, Av. du Québec BP 325Z.A. Courtaboeuf 1- Villebon 91958 Courtaboeuf Cedex +33 (0)1 69 82 69 82GermanyCastolin GmbHGutenbergstrasse 1065830 Kriftel+49 (0)6192 403 0NetherlandsSA Messer Eutectic Castolin Benelux NV Rotterdamseweg 4062629 HH Delft+31 (0)15 256 92 03NorwayCastolin Scandinavia NUF Hammaren 134056 Tananger +47 (0)516 925 10PolandMesser Eutectic Castolin Sp.z.o.o.P.O. Box 502, ul. Robotnicza 244-100 Gliwice+48 (0)32 230 67 36RussiaMesser Eutektik Castolin Ltd.Ul. Bolschaja Tulskajya 10/9, Office 9506115191 Moscow +7 (0)495 771 74 12SpainCastolin Iberica S.A.P. I. de Alcobendas c/ San Rafael, 628108 Alcobendas (Madrid)+34-(0)91 490 03 00Sweden, Denmark, Finland Castolin Scandinavia AB Transportgatan 3742204 Hisings-Backa, Sweden +46 (0)31 570 470SwitzerlandMesser Eutectic Castolin Switzerland SASwiss Market Center Industriestrasse 348108 Dällikon+41(0)44 847 17 17TurkeyCastolin Kaynak San. Ve Tic. Ltd. Sti.Yukari Dudullu Mahallesi Bostanci Yolu Sehit Sokak 5334775 Ümraniye / Istanbul +90 (0)216 313 28 00United Kingdom & Ireland Castolin Eutectic Ltd.Unit 10, Merse Road North Moons Moat Redditch B98 9NZ +44 (0)1527 582 200Stronger with...Castolin EutecticWEAR & FUSION TECHNOLOGYAsk for a demonstrationfrom our ApplicationSpecialists.-> <<<-> <<<。
MeCaCorr 700 产品应用说明书

PROCÉDURE DE MÉLANGEMeCaCorr © 700 est un système bi-composant. Une dose complète doit être utilisée pour le mélange comme pour l’application. Ne jamais mélanger une partie seulement de la dose sous peine de ne pas obtenir un dosage convenable. Vérifier que la température du produit est comprise entre 20 et 30 °C (68 et 85 °F). Dans un premier temps mélanger séparément la résine du composant A et le durcisseur du composant B. Vérifier que tout éventuel dépôt de matériau au fond du conteneur soit bien mélangé. Verser doucement le durcisseur B dans la résine A tout en mélangeant délicatement. Verser d’abord un quart du durcisseur, puis mélanger. Une fois le mélange homogène, verser le reste du durcisseur par petites quantités, tout en mélangeant ju squ’à ce que tout le durcisseur soit ajouté. Mélanger pendant encore 2 minutes jusqu’à l’obtention d’une couleur et d’une consistance homogène. Pour garantir un mélange parfait, racler les parois et le fond du conteneur, puis mélanger encore pendant une minute. En cas d’utilisation d’un mélangeur mécanique, mélanger à petite vitesse pour éviter de faire entrer de l’air dans le mélange.PROCÉDURE D’APPLICATIONUne fois le mélange obtenu, l’application peut débuter immédiatement, aucun temps de pause n’est nécessaire. Le mélange possède une durée de vie en pot réduite. Il produit un dégagement de chaleur par réaction exothermique découlant de la polymérisation. Le mélange peut être réparti dans de petits conteneurs pour préserver sa durée de vie en pot. Le produit peut être appliqué à la brosse ou au rouleau. Appliquer le matériau sur toute la surface pour assurer un mouillage complet de la surface du substrat et garantir ainsi une adhésion correcte. Ne jamais réduire ou de diluer le matériau.PRÉPARATION DE LA SURFACEVérifier que la surface est propre, sèche et exempte de toute contamination. Si nécessaire éliminer toute trace d’huile, de graisse ou autre contaminant susceptible de polluer l’abrasif et de s’imprégner dans la zone sablée. En industrie chimique et des engrais vérifier la présence de contamination aux sels ioniques (chlorures et sulfates) et neutraliser la surface si nécessaire. Ne pas pratiquer l’opération de préparation et de revêtement lorsque le substrat est humide ou situé dans un environnement dont le taux d’humidité est supérieur à 85 %. Sabler à l’aide d’un abrasif angulaire propre. Pour les surfaces en acier, sabler à blanc (SSPC-SP10 ; NACE 2 ; SA 2.5). Protéger la surface avant l’application du revêtement afin d’éviter les dépôts de poussière ou autres contaminants.Remplissage des piqûres / soudures irrégulières - Toute zone présentant une irrégularité de surface liée au soudage ou à l’usure doit être corrigée à l’aide d’un composé de reconstruction métal-polymère, tel que l’un des produits MeCaFix © de la gamme MeCaTeC ©. Comme l’ensemble de la surface à revêtir la zone corrigée sera rendue rugueuse avant l’application du matériau de revêtement final. Consulter la notice d’application du composé de reconstruction.Service en eau de mer - Après une immersion en eau de mer, il est recommandé de sabler la surface, puis de laisser reposer la pièce pendant 24 heures avant de la nettoyer au moyen d’un jet d’eau sous pression additionné d’une solution de neutralisation avant de sabler de nouveau pour procéder enfin à l’application du revêtement.Préparation des surfaces en béton - Toute trace d’huile, de graisse ou de contaminant chimique doit être supprimée de la surface du béton à l’aide d’un nettoyant chimique avant la préparation conformément à la procédure SSPC-SP13/NACE n° 6. Les surfaces doivent être solides, présenter une structure saine, exempte d’eau stagnante, de laitance ou d’agent de démoulage. La préparation doit permettre d’obtenir une surface saine et uniforme semblable au profil suivant la directive ICRI CSP 5 ou 6. Un matériau de re-surfaçage adapté doit être appliqué afin de garantir une surface de niveau et propre à être revêtue.Dégazage du béton / piqûres - Le dégazage est un phénomène naturel pouvant survenir lors du revêtement du béton. Le béton étant très poreux il dégage, lorsqu’il se réchauffe, un mélange d’air et d’humidité. Un revêtement appliqué lorsque le béton dégaze est susceptible de développer des bulles et des piqûres. Pour réduire ou éliminer le problème, il est recommandé d’utiliser un primaire MeCaTeC adapté. Il peut également être recommandé d’appliquer le revêtement en plusieurs passes de fines épaisseurs pour minimiser ce défaut.Proportion du mélange Volume 1 partie de résine (A) : 1 partie de durcisseur (B) Poids0,87 partie de résine (A) : 1 partie de durcisseur (B)PROCÉDURE DE MÉLANGESYSTÈME DE PULVÉRISATION À CARTOUCHE MECASPRAYConsulter la notice vidéo et le guide d’utilisation du MeCaSpray © avant utilisation. Préchauffer les cartouches à une température comprise entre 55 et 60°C (130 et 135 °F). Ne pas dépasser 62 °C (145 °F). Secouer la cartouche pour homogénéiser tout éventuel dépôt dans le produit. Régler la taille des disques des pistons à 1:1. Utiliser un mélangeur statique à faible écoulement (buse grise) sans clapet anti-retour à bille (base blanche). Débuter la pulvérisation avec une pression d’air de 4 bars (60 psi). Purger le produit à travers le mélangeur statique pour garantir que le mélange résine / durcisseur soit homogène et que les pistons sont engagés au même niveau dans les deux composants. Régler l’arrivée d’air de l’atomiseur sur 3. Une arrivée d’air plus importante accroît la rugosité de la surface. Régler la vitesse d’avance des pistons au maximum à l’aide du curseur. Maintenir une distance minimum de 40 cm (16 pouces) par rapport à la surface tout au long de la pulvérisation. Avant de pulvériser sur la pièce, toujours actionner la gâchette dans une direction de proximité jusqu’à l’obtention d’un mélange pulvérisé bien homogène.Déclaration de Responsabilité: En raison des variations inhérentes à des applications spécifiques, les informations techniques contenues dans les présentes, y compris toutes informations relatives à des applications ou à des résultats de produits suggérés, sont présentées sans déclaration ni garantie, explicite ou implicite. Sans que cela soit limitatif, il n’existe aucune garantie de qualité marchande ou d’adaptabilité à un usage spécifié. Tous les processus et applications doivent être strictement évalués par l’utilisateur en tous points, y compris l’adaptabilité, le respect de toutes lois applicables et la non-violation des droits d’autrui, et Castolin Eutectic ainsi que ses filiales n’encourent aucune responsabilité à cet égard.EUTECTIC CORPORATIONN94 W14355 Garwin Mace Drive Menomonee Falls, WI 53051 USA Tel.: +1 (800) 558-8524EUTECTIC CANADA 428, rue Aimé-Vincent Vaudreuil-Dorion, Québec J7V 5V5 CanadaTel.: +1 (800) 361-9439R E V 04:06/2019VOTRE PARTENAIRE POUR LA PROTECTION ANTI-USURE, LA RÉPARATION ET L’ASSEMBLAGEINSPECTIONImmédiatement après l’application du revêtement, vérifier visuellement l’éventuelle présence de piqûres ou de défaut de revêtement. Ces zones peuvent être reprises immédiatement si le revêtement est encore collant au toucher.Une nouvelle inspection sera effectuée après réticulation. Inspecter visuellement le revêtement à la recherche de décolorations, piqûres, zones non réticulées, cloques ou tout autre défaut visuel. En fonction du type de défaut, il pourra s’avérer nécessaire d’éliminer le revêtement par des moyens mécaniques et de le réappliquer.Lorsque le revêtement est immergé en service ou que ce dernier requiert une protection contre la corrosion, des tests de discontinuité selon les normes ASTM ad hoc devront être effectués. La tension minimum recommandée est de 2000 volts ou 100 volts/mm pour une épaisseur de revêtement moyenne.DURÉE DE RÉTICULATIONEn cas de service en environnement chimique, le revêtement doit sécher pendant 7 jours complets. La réticulation peut être forcée pendant 6 heures à 50°C (120°F) pour accélérer la remise en service en environnement chimique. La température de pulvérisation et celle du substrat affectent la durée de réticulation du revêtement. Plus la température est élevée, plus la réaction est rapide.STOCKAGE ET NETTOYAGE1.Utiliser des solvants (xylène, méthyléthylcétone) pournettoyer les outils immédiatement après utilisation.2.Après séchage des reliquats de revêtement éliminer ceux-cipar abrasion.3.Conserver les conteneurs fermés hermétiquement. Pour lenettoyage, utiliser du MEK ou un mélange 50:50 de MEK et de xylol.4.Pour un stockage de longue durée, conserver à unetempérature comprise entre 10 et 27°C (50 et 80°F). Ne pas congeler.5.Utiliser le produit dans les deux ans à compter de saréception. Après ouverture de l’opercule, le produit doit être refermé hermétiquement. Sa durée de conservation est alors réduite à 3 mois.La durée de conservation des cartouches est de 1 an. Une séparation pouvant se produire, préchauffez et agitez bien les cartouches avant emploi.SÉCURITÉAvant utilisation, consulter la fiche de données de sécurité (FDS) disponible au téléchargement sur /fr-FR/msds-portal.Suivre les procédures d’entrée en espace confiné ou de travail si nécessaire.Porter une protection de sécurité pour les yeux et une protection complète pour la peau, notamment des gants résistants aux substances chimiques. Porter un respirateur approuvé par le NIOSH en présence de brumes.APPLICATION AU PULVÉRISATEUR À BRAS SANS AIR OU MULTI-COMPOSANTConsulter Castolin Eutectic pour obtenir le guide et les recommandations de réglage pour l’utilisation d’un équipement de pulvérisation à bras sans air ou chauffé multi-composant pour appliquer ce produit.APPLICATION PAR PULVÉRISATIONAvant de procéder à l’application par pulvérisation, griffer à l’aide d’une brosse toutes les soudures continues ainsi que les arêtes. Appliquer le revêtement sur les zones griffées suivant une épaisseur maximale de 0,25 mm par passe. L’épaisseur spécifiée sera obtenue en suivant une technique d’applicationmultipasses croisée.。
MeCaCorr 700 两分制系统 产品说明书
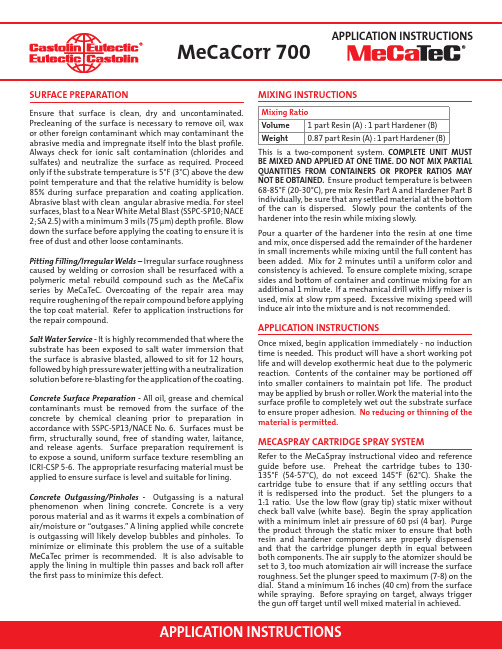
MIXING INSTRUCTIONSThis is a two-component system. COMPLETE U NIT MU STBE MIXED AND APPLIED AT ONE TIME. DO NOT MIX PARTIAL QU ANTITIES FROM CONTAINERS OR PROPER RATIOS MAY NOT BE OBTAINED. Ensure product temperature is between 68-85°F (20-30°C), pre mix Resin Part A and Hardener Part B individually, be sure that any settled material at the bottom of the can is dispersed. Slowly pour the contents of the hardener into the resin while mixing slowly.Pour a quarter of the hardener into the resin at one time and mix, once dispersed add the remainder of the hardener in small increments while mixing until the full content has been added. Mix for 2 minutes until a uniform color and consistency is achieved. To ensure complete mixing, scrape sides and bottom of container and continue mixing for an additional 1 minute. If a mechanical drill with Jiffy mixer is used, mix at slow rpm speed. Excessive mixing speed will induce air into the mixture and is not recommended.APPLICATION INSTRUCTIONSOnce mixed, begin application immediately - no induction time is needed. This product will have a short working pot life and will develop exothermic heat due to the polymeric reaction. Contents of the container may be portioned off into smaller containers to maintain pot life. The product may be applied by brush or roller. Work the material into the surface profi le to completely wet out the substrate surface to ensure proper adhesion. No reducing or thinning of the material is permitted.MECASPRAY CARTRIDGE SPRAY SYSTEMRefer to the MeCaSpray instructional video and reference guide before use. Preheat the cartridge tubes to 130- 135°F (54-57°C), do not exceed 145°F (62°C). Shake the cartridge tube to ensure that if any settling occurs that it is redispersed into the product. Set the plungers to a 1:1 ratio. Use the low fl ow (gray tip) static mixer without check ball valve (white base). Begin the spray application with a minimum inlet air pressure of 60 psi (4 bar). Purge the product through the static mixer to ensure that both resin and hardener components are properly dispensed and that the cartridge plunger depth in equal between both components. The air supply to the atomizer should be set to 3, too much atomization air will increase the surface roughness. Set the plunger speed to maximum (7-8) on the dial. Stand a minimum 16 inches (40 cm) from the surface while spraying. Before spraying on target, always trigger the gun off target until well mixed material in achieved.SURFACE PREPARATIONEnsure that surface is clean, dry and uncontaminated. Precleaning of the surface is necessary to remove oil, wax or other foreign contaminant which may contaminant the abrasive media and impregnate itself into the blast profi le. Always check for ionic salt contamination (chlorides and sulfates) and neutralize the surface as required. Proceed only if the substrate temperature is 5°F (3°C) above the dew point temperature and that the relative humidity is below 85% during surface preparation and coating application. Abrasive blast with clean angular abrasive media. For steel surfaces, blast to a Near White Metal Blast (SSPC-SP10; NACE 2; SA 2.5) with a minimum 3 mils (75 μm ) depth profi le. Blow down the surface before applying the coating to ensure it is free of dust and other loose contaminants.Pitting Filling/Irregular Welds – Irregular surface roughness caused by welding or corrosion shall be resurfaced with a polymeric metal rebuild compound such as the MeCaFix series by MeCaTeC. Overcoating of the repair area may require roughening of the repair compound before applying the top coat material. Refer to application instructions for the repair compound.Salt Water Service - It is highly recommended that where the substrate has been exposed to salt water immersion that the surface is abrasive blasted, allowed to sit for 12 hours, followed by high pressure water jetting with a neutralization solution before re-blasting for the application of the coating. Concrete Surface Preparation - All oil, grease and chemical contaminants must be removed from the surface of the concrete by chemical cleaning prior to preparation in accordance with SSPC-SP13/NACE No. 6. Surfaces must be fi rm, structurally sound, free of standing water, laitance, and release agents. Surface preparation requirement is to expose a sound, uniform surface texture resembling an ICRI-CSP 5-6. The appropriate resurfacing material must be applied to ensure surface is level and suitable for lining. Concrete Outgassing/Pinholes - Outgassing is a natural phenomenon when lining concrete. Concrete is a very porous material and as it warms it expels a combination of air/moisture or “outgases.” A lining applied while concrete is outgassing will likely develop bubbles and pinholes. To minimize or eliminate this problem the use of a suitable MeCaTec primer is recommended. It is also advisable to apply the lining in multiple thin passes and back roll after the fi rst pass to minimize this defect.Mixing Ratio Volume 1 part Resin (A) : 1 part Hardener (B)Weight0.87 part Resin (A) : 1 part Hardener (B)Statement of Liability: Due to variations inherent in speci fi c applications, the technical information contained herein, including any information as to suggested product applications or results, is presented without representation or warranty, expressed or implied. Without limitation, there are no warranties of merchantability or of fi tness for a particular purpose. Each process and application must be fully evaluated by the user in all respects, including suitability, compliance with applicable law and non-infringement of the rights of others, and Eutectic Corporation and its a ffi liates shall have no liability in respect thereof.EUTECTIC CORPORATIONN94 W14355 Garwin Mace Drive Menomonee Falls, WI 53051 USA Tel.: +1 (800) 558-8524EUTECTIC CANADA 428, rue Aimé-Vincent Vaudreuil-Dorion, Québec J7V 5V5 CanadaTel.: +1 (800) 361-9439R E V 05:10/2019YOUR RESOURCE FOR PROTECTION, REPAIR AND JOINING SOLUTIONSINSPECTIONImmediately following the application of the coating, visually inspect for pinholes and areas of missed coating. These areas can be repaired immediately if the coating is tacky to touch.Further inspection is to be performed once the coating has cured. Visually inspect the coating for discoloration, pinholes, uncured coating, blisters, and other visual defects. Mechanical removal and reapplication may be required depending on the defect type.Where the coating is to be used for immersion service or service where corrosion protection is required, discontinuity testing in accordance with relevant ASTM standards must be performed. The minimum recommended voltage is 2000 volts or 100 volts/mil based on the average coating thickness.CURING PERFORMANCEFOR CHEMICAL SERVICE THE COATING MUST CURE FOR A FULL 7 DAYS. Force curing for 6 hours at 120°F (50°C) may be used to expedite chemical service. Spray temperature and substrate temperature will affect the coating cure time. The warmer the temperature the faster the reaction speed.STORAGE & CLEAN UP1) Use commercial solvents (Xylene, Methyl Ethyl Ketone) to clean tools immediately after use.2) Once the coating is dry, the material must be abraded off.3) Keep containers tightly sealed. For cleanup, use M.E.K. or a 50:50 blend of M.E.K. and Xylol.4) Long time storage should be between 50°F (10°C) and 80°F (27°C).DO NOT FREEZE.5) Use product within 2 years of receiving. Once theproduct lid is opened it must be resealed tightly. The shelf life will be reduced to 3 months.Cartridge tubes have a 1 year shelf life. Separation may occur, preheat and shake cartridges well before use.Before applying this product, please refer to the Technical Data Sheet.SAFETYBefore using any products, please refer to the Safety Data Sheet (SDS). Follow standard confi ned space entry and work procedures, if appropriate.Wear eye safety protection and full skin protection including chemical resistant gloves. Use NIOSH approved respirator where mist occurs.SINGLE LEG AIRLESS AND PLURAL COMPONENT SPRAY APPLICATIONConsult with Castolin Eutectic for the system guide and set up recommendation for the use of single leg airless and heated plural component equipment for the application of this material.SPRAY APPLICATIONPrior to full coating application, stripe all continuous welds and edges by brush. Apply coating wet on wet to striped areas. Apply the coating at no more then 10 mils (250 μm ) per pass. Apply the coating to the specifi ed thickness in a crisscross multi pass technique.Curing Schedule 50°F 77°F 86°F 10°C 25°C 30°C Pot Life 35 minutes 30 minutes 25 minutes Dry to Touch 3 hours 2 hours 30 hours Dry to Handle 11 hours 7 hours 2 hours Full Load Exposure 20 hours 13 hours 3 hours Max. Recoat Time120 hours96 hours72 hours。
Castolin Eutectic强度增强产品说明书

Advantages:●Very high precision ●Lack of thermal inertia ● Repeatability● Excellent heat control ●ContactlessCastoHeaterInduction Heating EquipmentCastoHeater 3HF / 3HF TSCastoHeater 5A / 5A TSCastoHeater Induction heating system cover a wide range of equipment. Starting from small, air cooled devices going up to powerful and efficient 15 kW systems. CastoHeater equipment can be used as a stationary system as well as a portable versionHigh frequency system suitab l e for heating, melting or soldering very small parts.Applications: Soldering, brazing, wire heating and melting, heating thin films and small parts in tight spaces.Light, completely air-cooled units, no water cooling system is required. Perfect for l ow temperature applications (T<260˚C).App l ications: Sea l ing, fatigue testing, bonding, curing, shrink fitting.– equipped with a special hand grip. Versatile of applications is extremely wid e – especially for repeatable jobs. Very high precision, speed of the process and heat control is incomparable withstandard flame heating processes.CastoHeaterInduction Heating EquipmentCastoHeater 5W / 5W TSCompact air-coo l ed power supp l ies with water cooled remote heat station.Applications: soldering, brazing, bonding, curing,shrink fitting annealing, catheter tipping, sealing.CastoHeater 10W / 10W TS / 15W / 15W TSVersati l e wide frequency range power supp l ies with remote heat stations. F l exib l e and re l iab l e systems suitable for a variety of induction heating applications or research and development purposes. App l ications: so l dering, brazing, bonding, heat treating, metal forming, shrink fitting, annealing,preheating.Your resource for protec tion, repair and joining solutionsCastoRobo 15 / 15 TSCastoHeater H5W / H5W TS / H10W / H10W TS / H15W / H15W TSProvide efficient and repeatable heat for variety of brazing and so dering app ications. Suitab e for fully automated or robotic brazing for high-volume production.App l ications: Brazing of copper, stee l , brass or aluminum parts. Perfect for HVAC assembles, heat exchangers.Provide efficient and repeatable heat for variety of brazing and so dering app ications. Suitab e for hand-held brazing.App l ications: Brazing of copper, stee l , brass or aluminum parts. Perfect for HVAC assembles, heatexchangers.。
Castolin Eutectic ACCUmax 电源说明书

Compact and easy-to-handle unit, combined with maximum mobility and reliabilityrobust and portable perfect welding features top energy efficiencyappropriate for manual applicationsSmart top quality weldingW e l d i n g82529-E N -02.2017Mains connection or heavy generators are no longer required. The ACCUmax offers you limitless mobility: Maintenance work in out-country regions; repairs on farming and forestry land; assembly work and on-site preparations in the open countryside or on roofs with difficult access. Minor, however often important, outdoor repairs pay for themselves better than ever before with minimised input time without cables. In fact, with a fully charged battery, welding work can be autonomously performed for up to 6 electrodes or up to 18 electrodes, with 3.25 mm or 2.5 mm electrodes respectively.The smart AccuBoost Technology ensures that batteries and welding electronics make the perfect match.In practice, this means regularly improved welding results as compared to those achieved with purely mains-operated electrode welding machines. State-of-the-art and functional design combined with compact dimensions, light weight and robust con-struction make the ACCUmax the perfect partner on any site.(1) Display setting value (2) Display unit(3) Key setting value(4) Display(5) Display welding process (6) Key welding processSelector wheel (7)Status displays (8)7-SEGMENT-DISPLAYProtected area with maximum operating comfort Simple layoutIntuitive operation Optimum readabilitySet-up menu in the background with several setting options, e.g. soft start/hot start, anti-stick, dynamics, time shutdown, 2-cycle/4-cycle, etc.characteristicsAccuBoost TechnologyPerfect arc ignition and welding features7-segment display offerscountless optionsCastolin GmbHGutenbergstraße 10 65830 KriftelTelefon: 06192 403 - 0Fax:06192 403 - 314******************** 。
EuTroLoy 16006 产品说明书

Gas-Atomized Alloy Powder for the Plasma Transferred Arc (PTA) Process• Spherically shaped to ensure highest purity• Excellent resistance to liquid erosion• High resistance to cavition• Good resistance to impactEuTroLoy 16006®DESCRIPTION:The alloy EuTroL oy 16006 has been specially developed to meet the metallurgical and physical standards of the Plasma transferred arc (PTA). The alloy characteristics, com-bined with the regularity and efficiency of the process, give constant high quality deposits, very low dilution of the base metal and high deposition speed. High resistance to erosion in liquid media. High resistance to cavitation. Good resistance to impact.EuTroLoy 16006 is a pre-alloyed powder. It is manufactured by gas atomisation to have a spherical shape and to ensure the highest purity, in particular to keep a low oxygen con-tent. The spherical shape and the grain-size distribution of the particles ensures a regular flow of powder through the equipment.PROCEDURE FOR USE:Preheat follow by slow cooling is necessary for a crack-free deposit. The preheat temperature depends on the dimen-sions and shape of the part and the deposit.TECHNICAL DATA:Nominal Composition (mass %): C, Cr, W, Si, CoPowder Morphology: Pre-alloyed, homogeneous, spherical particles of uniform composition.Typical Density: 8.44 g/cc (0.305 lb/in 3)G65 wear test results: 30mm 3 volume lossMinimum Nominal Hardness Undiluted(HRC): 37 40Max. Service Temperature: - 1382°F (750°C)Other size ranges can be supplied on request.HEALTH & SAFETY:Observe normal spraying practices, respiratory protection and proper air fl ow pattern advised. For general spray prac-tices, see AWS Publications AWS C2. 1-73, “Recommended Safe Practices for Thermal Spraying and AWS TSS-85, “Ther-mal Spraying, Practice, Theory and Application.” Thermal spraying is a completely safe process when performed in accordance with proper safety measures. Become familiar with local safety regulations before starting spray opera-tions. DO NOT operate your spraying equipment or use the spray material supplied, before you have thoroughly read the equipment instruction manual.Refer to the Eutectic web site for Material Safety Data Sheet (MSDS) information.DISREGARDING THESE INSTRUCTIONS MAY BE HAZARDOUS TO YOUR HEALTHEQUIPMENT:EuTroL oy 16006 powder is made for use in Eutectic’s GAP 400, GAP 2001, GAP 3001 and GAP 3002 PTA equipment. It is also capable of being used with some manual torch ap-plications. Please contact Eutectic to determine which GAP and/or torch equipment is right for your coating needs.Eutectic Castolin develops and manufactures PTA welding units andaccessories in various models and sizes either as standard units oras special developments.Our team of technicians will be able to design with you the cost effective and tailor made solution that fits your specific applicati-on. From power source to feed unit, welding torch, even handling devices or robots when required, we take care of all the details.APPLICATIONS:Valve fittings (seats, shutters and cones) for use with steam, oil, chemical products and sea water. Diesel engine valves. Processing machinery for vegetable matter. Extruder screws. Bond coat for EuTroLoy 16019 and 16001YOUR RESOURCE FOR PROTECTION, REPAIR AND JOINING SOLUTIONSEUTECTIC CORPORATIONN94 W14355 Garwin Mace Drive Menomonee Falls, WI 53051 USA Tel.: +1 (800) 558-8524 EUTECTIC CANADA 428, rue Aimé-Vincent Vaudreuil-Dorion, Québec J7V 5V5 CanadaTel.: +1 (800) 361-9439eutectic.ca。
电感耦合等离子体原子发射光谱法(ICP-AES)测定玄武岩中的8种微量元素

电感耦合等离子体原子发射光谱法(ICP-AES)测定玄武岩中的8种微量元素孙友宝;孙媛媛;马晓玲;李剑;陈建立;黄涛宏;曹磊【摘要】采用硝酸-盐酸-氢氟酸高压封闭消解样品,电感耦合等离子体原子发射光谱法测定玄武岩中的8种微量元素.实验确定了方法的分解条件以及测定元素的检出限及干扰条件.用国家一级标准物质GBW07105(玄武岩)进行方法验证,检测结果与标准值基本吻合,符合地质矿产开发的要求.【期刊名称】《中国无机分析化学》【年(卷),期】2014(004)004【总页数】3页(P18-20)【关键词】玄武岩;多元素测定;电感耦合等离子体原子发射光谱法【作者】孙友宝;孙媛媛;马晓玲;李剑;陈建立;黄涛宏;曹磊【作者单位】岛津全球应用技术支持中心上海200052;常州工程职业技术学院材料工程技术系,江苏常州213164;岛津全球应用技术支持中心上海200052;岛津全球应用技术支持中心上海200052;岛津全球应用技术支持中心上海200052;岛津全球应用技术支持中心上海200052;岛津全球应用技术支持中心上海200052【正文语种】中文【中图分类】O657.31;TH744.110 引言在油气勘探领域,岩石样品中除构成有机质的C,H,O,N,S等元素以外,还含有一些常量元素和微量元素。
利用生物标志化合物在沉积岩中的分布和变化,结合元素的分布和变化,可以有效地判定沉积环境、划分地层、研究生油条件等[1-2]。
玄武岩属基性火山岩,是地球洋壳和月球月海的最主要组成物质,也是地球陆壳和月球月陆的重要组成物质。
全岩样品中各元素的准确测试是地球科学研究的重要手段和依据,微量元素可作为地质-地球化学的指示剂,在解决当代地球科学的基础理论问题、为人类提供足够资源和良好生存环境等方面发挥重要作用。
采用封闭压力硝酸-盐酸-氢氟酸酸溶法[3-7]前处理玄武岩样品,将文献方法中的称样量25 mg加大至100 mg,有效地解决了取样代表性和部分元素分析结果偏低的问题,可准确测定岩石、土壤、沉积物中多种元素。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
• 无裂纹设计• 套管友好型• 优化的钻具耐磨性能• 灵活的重构设计优化性能钻具接头耐磨带用于石油天然气开采的我们理解工业需求我们熟知问题的症结优化的解决方案使得, 性能和安全性得以改善如今的钻探对全面性能要求提出了挑战由于在过去十年中,平均油井深度已增加,定向和大位移钻井变得越来越普遍。
这些井眼轨迹高度倾斜(ERD)并且扭矩和阻力都相应增加,对钻杆产生前所未有的压力,超过了之前的所有应力极限值。
这些轨迹对套管和钻柱都形成了严重的磨损,越来越不利于钻井作业。
耐磨带作为防止钻具接头磨损的有效方法由来已久。
在二十世纪九十年代,碳化钨基的耐磨带获得广泛使用,并是造成套管磨损的主要原因。
但如果不使用耐磨带虽然会使套管磨损有所减少,但钻具接头磨损加剧,会使得钻具最大可承受扭矩下降,则致钻采工作于极大的风险之中。
再次提出的挑战是开发一种平衡的,可同时提高套管的耐磨性而又对钻具提供足够保护的解决方案,来解决高倾斜井伴随的恶劣条件。
以前的套管免损合金的确可以减轻套管磨损程度,但却对钻杆接头造成难以接受的损坏。
同时,也出现了易发生裂纹的设计缺陷,往往会因此而导致合金材料普遍开裂。
这将会导致钻杆接头灾难性的故障,并且某些情况下还会因为钻杆接头开裂导致加硬层自身故障。
行业解决方案包括:• 由莫尔T-95测试确定的低套管磨损,完全在行业限制范围之内。
• 高度耐用和耐磨损,对钻杆接头具有保护作用。
• 抗开裂特性,防止材料和钻杆接头开裂。
• 抗剥落的冶金兼容性。
• 在无需特殊准备或预调的情况下,材料很容易重焊到基体上。
潜心研发,满足需求我们的全球卡斯特林研发中心横跨3大洲,并且都配备齐全,以应对影响采油行业最为复杂的磨损问题。
我们的研发中心致力于优化金属化学成分,涂层应用,焊接材料及合金粉末涂层。
这些焊接涂层在挪威、爱尔兰、奥地利、法国、墨西哥和美国等地进行优化。
通过我们生产质量控制部和全面质量管理体系(TQMS)的监管控制,确保了OTW系列产品拥有最高品质。
卡斯特林生产设施通过了ISO- 9000,TUV和LIoyds认证。
我们的研发中心具备欧洲最先进的焊接技术和磨损分析我们提供适合的产品我们拥有丰富的经验实验室。
这些现代化的设备非常精良,深入研究具备工业规模的各种类型焊接和涂层应用,旨在解决钻井过程中的高磨损问题。
我们在都柏林的制造厂不仅配备有自动化的显微硬度机、G65磨耗试验机、ICP和XRF化学分析装置,还聘请了一批训练有素和以客户为导向的技术团队我们在全球的高素质工程师团队将在最极端的钻井条件下通过主要领域的部件对OTW产品进行测试。
恶劣的环境为了解严重的耐磨现象提供了必要的衡量标准,并建立了我们测量产品完整性的标准。
成熟的产品性能与权威认证,是各大钻采公司的首选。
卡斯特林加硬产品在挪威市场已有8年多的历史。
由于卡斯特林与挪威国家石油公司StatOil之间一直都有有良好的合作往来,因此,我们已成功开发和利用了许多新的创新型合金并获得认证。
目前,挪威国家石油公司又批准了我们的OTW 12TI,OTW 16XS和已获专利的非焊接型MX5涂层在石油钻探中的使用。
在OTW系列产品研发过程中,卡斯特林成功制造出了自己独特的加硬层C型磨损试验机。
该设备的试验范围包括:• 该设备结合了套管材料、及实际尺寸钻具接头耐磨带试样• 特定的泥浆参数等因素来测量钻具接头、裸孔和套管的磨损率,• 建立耐磨带涂层摩擦动力学特性。
这些详细的测试程序都是为了更好更完整地了解复杂的磨损现象,并确保卡斯特林开发出当今性能最佳的耐磨表面涂层材料。
针对酸性气体环境,套管友好型且易于焊接的新型标准焊丝OTW 10SS 是一种独特的气体保护金属芯合金丝,专为严重的酸性(SS)环境应用而设计,并完全符合所有钻杆耐酸等级的要求。
钻杆耐酸等级(VM 105 DP SS™,TSS 105™,CYX 105™)和HWDP与普通API等级相差很大,并且在钻杆体和接头上使用改良型钢作为材料。
该合金经特殊配制后具有如下特点:无裂纹,易于应用和维修,以及稀释率低和预热温度低等。
降低整体硬度旨在优化其性能,即使在最严重的酸性环境下也能表现出色。
可形成独特的,有诸多超细/超硬相分布在回火马氏体组织中的坚硬的工具钢显微结构。
通过OTW 10SS 形成一个独特且坚硬的钻具钢微结构,并且它具有分散在经回火的牢固马氏体基体中的多个超细/超硬相。
OTW 10SS 可获得在外观与质量上都无飞溅的优质涂层,确保在100AMP和400AMP之间的有效范围内具有更大的灵活性和更强的电弧稳定性。
”OTW 10SS 具有高沉积率和可全方位焊接的特性,大大降低了劳动成本。
因此,它是一个可用于多种表面加硬用途且具有成本效益的解决方案,包括用于钻杆接头,HWDP钻杆接头 & 中心耐磨垫。
行业领先的“通用型”无裂纹设计合金丝,具有套管友好特性,是高级钻探作业的理想产品。
OTW 16XS 是适合“极端条件”下使用的产品,非常适合应用于最苛刻的ERD和超ERD井钻探。
这些油井的独特性质对钻柱形成极大的压力,促使行业内都采用高性能钻杆接头连接件(XT™,VX™,TT™)来应对这种问题。
这些连接件会产生更高的扭矩值,阻力较低且壁厚较薄。
这就需要通过优化加硬解决方案的方式来增加其强度,从而提高结构的完整性并最小化稀释度,同时还可以提供有效的整体耐用性。
OTW 16XS 是专为超深水应用而设计,其中多数油井斜度很大且极深。
鉴于这些油井对钻具的强度和性能要求都非常高,OTW 16XS 不仅具有“套管免损”的特性,而且在裸井和套管井环境中都表现出了独特的最佳耐磨性能。
OTW 16XS 具有最强的套管和裸井耐磨性能,它含有多元复合碳化物(Cr,Ti,Mo和W),均匀分布在回火马氏体显微结构中。
这使得它具有足够的厚度和很强的抗磨损性能,最大限度地增强了耐磨性和强度,延长了使用寿命。
在钻杆翻新和复原过程中,OTW 16XS 还能焊接到其同种材料和大多数标准无裂纹材料上,并符合成本效益。
10SS16XS最佳韧性与强度的匹配,兼具裸井和套管井耐磨性能,同类产品之最佳。
可在最极端的钻井条件下增强其耐磨性,在大斜度井孔和裸井应用中的性能充分体现了这一点。
由于超强的耐磨损性能,以及超光滑、套管友好型等特点,最大限度延长了钻杆的使用寿命,是大多数石油公司的首选产品。
OTW 12Ti 钛基硬质合金化学成分形成了一个马氏体基体,它将超光滑/超细的化合物注入耐磨损的的超硬微结构中,确保了最佳的强度和冶金完整性。
OTW 12Ti 具有HRC 61.5的硬度HRC硬度范围,加之其无裂纹设计(NCD)和灵活应用设计(FAD),使其具有高负载裸井性能,同时符合所有套管友好型要求。
通过OTW 12Ti 可延长使用寿命的钻杆技术,终端用户将得到更高的投资回报并能长期节约成本。
OTW 12Ti 可直接重焊在其同种材料和大多数加硬材料表面上,因此,即使在最偏远的地区进行维修,也可保证快速和轻松完成任务。
OTW 12Ti 是一种药芯焊丝合金,是由卡斯特林焊材公司通过自有现代化生产设备设计制造的,确保了最高级别的质量控制。
此外,OTW系列产品通过了NS-1认证,可用于焊接和重焊钻杆接头。
针对目前的行业标准,具有出色的套管耐磨性能和优越的钻杆性能。
OT W 13C F 具有表面光滑,无裂纹,摩擦小等特性。
OTW 13CF 具有微结构设计,能在套管免损性能和钻杆磨损最小化之间达到最佳的平衡,仍然是符合成本效益的领先产品。
OTW 13CF 具有优于现有无裂纹合金丝的套管耐磨性,并且还保留了非凡的钻杆整体耐磨性。
同时,焊接过程中无熔渣产生,促使铌基铬钼碳化物密集、均匀地分布在马氏体/残余奥氏体基体中。
即使在收到巨大冲击 抗 或压力时,在裸井和套管井环境中一般都能达到预期的高应力磨损和腐蚀耐受性。
OTW 13CF 非常适合于中级到高级耐磨应用。
OTW 13CF 是一种独有的气体保护金属芯合金丝,并且能重焊到其同种材料和OTW系列其它任何材料上。
灵活的应用设计(FAD)特性使得加硬层具有更大的灵活性,并且,省去了清除原加硬层和准备钻杆的成本。
12Ti13CF一流的研发和测试裸孔套管耐磨获得Fearnley Procter NS1认可相比“耐磨堆焊层”,卡斯特林更愿使用“表面耐磨涂层”这个术语,因为后者更能说明选择正确“涂层结果”的重要性,其体现在抵御特定磨损机理的功能和能力,而不仅仅只是硬度上。
正因为我们了解这种差异,才会有耐磨带业务的成功,同时也意味着我们了解“涂层”实际上需具备三种特性:• 套管井和裸井环境中钻杆耐磨带涂层的耐磨性高• 套管与钻杆耐磨带涂层间磨损小• 耐磨带涂层摩擦系数低我们的努力在Fearnley Procter的NS1测试中得到了认可,OTW 12Ti在早年就通过了这项认证。
磨损试验发展除了该特殊耐磨带试验机外,我们还在耐磨带涂层开发过程中进行了其它耐磨和机械测试。
这些测试过程很快,开发过程中灵活性也更大,却仍然可以还提供加硬涂层相关的重要磨损数据。
磨损试验方法,ASTM G65磨耗试验。
ASTM G65程序模拟了一个三体耐磨系统,旨在生成可重复的测试数据,从而根据其抵抗低应力磨损的性能来对这些材料进程排序。
该试验设备采用了旋转橡胶轮和干砂,通过测量坚硬石英砂颗粒造成磨损的程度来确定不同材料的耐磨性能,这些石英砂颗粒受压抵靠在“耐磨带涂层”上移动并通过该涂层。
通过试验模拟真实的涂层应力通过特殊的压缩试验来确定耐磨带层的完整性和兼容性,以及它与基体材料之间的关系。
在测试耐磨带结合强度时,精确制作一个特定的环并覆盖涂层,然后进行破坏性测试,确保其与基体材料完全结合。
并且,进行冶金检查确保它与基体材料完全结合。
这也可以作为一个兼容性测试,在已磨损层和重焊加硬层之间进行。
该灵活的应用设计(FAD)是所有OTW合金丝重要的特性,这意味着它能焊接在其同种材料或之前焊接的其它任何加硬合金上。
金相组织我们深知质量的重要性确保从焊丝生产直到涂层应用中的质量与可靠性采用自有的一流设备进行药芯焊丝生产OTW系列的高性能药芯焊丝均采用专门设计的生产设备在卡斯特林位于爱尔兰的现代化工厂内设计、开发和制造。
我们工厂共有6条焊丝生产线并继续。
投资购置采用激光控制尺寸和填充率的最新生产设备这些生产线建造在专用的厂房中并于2007年投入使用,共聘请了约100位生产和质量控制人员。
质量和一致性所有的质量数据都是通过电子的方式记录下来并送入基于计算机的新型质量保证系统,里面保存了所有制造、焊丝特性、化学特性和批次等信息。
该系统实际上已经超过了ISO9001和EN29001质量保证标准程序的要求,并且我们工厂按照这些标准进行生产已有15年了。