常用钢热处理回火计算
钢的热处理工艺设计经验公式大全

钢的热处理工艺设计经验公式大全热处理是钢材加工过程中非常重要的一环,通过改变钢材的晶体结构和组织状态,可以提高钢材的力学性能和耐腐蚀性能。
热处理工艺设计是确定热处理参数和过程的过程。
在热处理工艺设计中,经验公式是实践经验的总结,可以作为指导设计的依据。
以下是一些常用的钢的热处理工艺设计经验公式:1.碳钢淬火温度(Tc)经验公式:Tc=727+0.33*C其中,Tc为淬火温度(单位:摄氏度),C为碳含量(单位:百分比)。
这个公式是根据碳钢的相图和强度要求推导出来的。
2.碳钢回火温度(Th)经验公式:Th=500+5*HRC-10其中,Th为回火温度(单位:摄氏度),HRC为硬度值(单位:洛氏硬度)。
这个公式是一种经验化的关系,用于估算碳钢的回火温度。
3.碳钢退火温度(Ta)经验公式:Ta=800+20*M-10*F其中,Ta为退火温度(单位:摄氏度),M为马氏体体积分数(百分比),F为珠光体体积分数(百分比)。
这个公式是根据马氏体转变的温度范围和组织形态确定的。
4.合金钢的时效温度(Ts)经验公式:Ts=Ac3+100-60*Ln(t)其中,Ts为时效温度(单位:摄氏度),Ac3为奥氏体转变温度(单位:摄氏度),t为时效时间(单位:小时)。
这个公式是用于选择合金钢的时效温度和时间。
5.不锈钢的固溶温度(Ts)经验公式:Ts=0.6*Ac1+0.4*Ac3其中,Ts为固溶温度(单位:摄氏度),Ac1为铁素体转变温度(单位:摄氏度),Ac3为奥氏体转变温度(单位:摄氏度)。
这个公式是选择不锈钢的固溶温度的经验方法。
6.复合材料的固化温度(Tc)经验公式:Tc=0.6*Tg+0.4*Tm其中,Tc为固化温度(单位:摄氏度),Tg为玻璃化转变温度(单位:摄氏度),Tm为熔融转变温度(单位:摄氏度)。
这个公式适用于选择复合材料的固化温度。
常用钢材热处理参数
常⽤钢材热处理参数热处理⼯艺规程B/Z61.012-95(⼯艺参数)⽬录1.主题内容与适⽤范围 (1)2.常⽤钢淬⽕、回⽕温度 (1)2.1要求综合性能的钢种 (1)2.2要求淬硬的钢种 (4)2.3要求渗碳的钢种 (6)2.4⼏点说明 (6)3.常⽤钢正⽕、回⽕及退⽕温度 (7)3.1要求综合性能的钢种 (7)3.2其它钢种 (8)3.3⼏点说明 (8)4.常⽤钢去应⼒温度 (10)5.各种热处理⼯序加热、冷却范围 (12)5.1淬⽕……………………………………………………………………………………………1 2 5.2 正⽕及退⽕ (14)5.3回⽕、时效及去应⼒ (15)5.4⼯艺规范的⼏点说明 (16)6.化学热处理⼯艺规范 (17)6.1氮化 (17)6.2渗碳 (20)7.锻模热处理⼯艺规范 (22)7.1锻模及胎模 (22)7.2切边模 (24)7.3锻模热处理注意事项 (25)8.有⾊⾦属热处理⼯艺规范 (26)8.1铝合⾦的热处理 (26)8.2铜及铜合⾦ (26)9.⼏种钢锻后防⽩点⼯艺规范 (27)9.1第Ⅰ组钢 (27)9.2第Ⅱ组钢 (28)热处理⼯艺规程(⼯艺参数)1.主题内容与适⽤范围本标准为“热处理⼯艺规程”(⼯艺参数),它主要以企业标准《⾦属材料技术条件》B/HJ-93年版所涉及的⾦属材料和技术要求为依据(不包括⾼温合⾦),并收集了我公司⽣产常⽤的⼯具、模具及⼯艺装备⽤的⾦属材料。
本标准适⽤于汽轮机、燃⽓轮机产品零件的热处理⽣产。
2.常⽤钢淬⽕、回⽕温度2.1 要求综合性能的钢种:表1技术要求材料牌号强度σs硬度HB(d10)淬⽕温度(℃)冷却介质有效⾯积(mm)淬⽕后硬度(d10)回⽕温度(℃)回⽕后硬度(d10)45 440197~229(4.30~4.00)820~840 ⽔≤80 540~560 4.00~4.20≤35 2.7~3.0 580~60036~70 3.1~3.4 570~580390192~223(4.35~4.05)71~160 3.4~3.6 560~5704.00~4.10≤35 2.7~3.0 570~58036~70 3.1~3.4 560~570490217~255(4.10~3.80)71~120 3.4~3.6 550~5603.80~3.90油≤40 2.7~3.0 560~570590241~277(3.90~3.65)⽔油 41~60 2.5~3.0 590~620 3.65~3.80油≤30 2.7~3.0 550~56040CrA685269~302(3.50~3.70)840~860⽔油31~40 2.6~3.0 570~6003.50~3.60≤40 3.0~3.2 590~61041~70 3.25~3.4 570~590490217~255(3.80~4.10)71~120 3.45~3.6 550~5703.80~4.00油≤40 3.0~3.2 560~58035CrMoA241~277(3.90~3.65)850~870⽔油41~70 2.6~3.0 580~610 3.65~3.80*40CrNiMoA 690255~293(3.80~3.55)840~860 油≤80 2.7~3.1 580~600 3.65~3.80 590241~277(3.90~3.65)≤300 670~690*30Cr1Mo1V690255~285(3.80~3.57)950~970 油≤250 660~680690255~293(3.80~3.55)1030~1050油≤190 700~72020Cr1Mo1VTiB*732.6~3.0 640~660油≤1003.1~3.4 630~6402.6~3.0 650~670590241~277 (3.90~3.65)⽔油101~1603.1~3.2 630~650 3.65~3.902.6~3.0 630~650油 ≤503.1~3.3 610~630277~302 (3.65~3.50)⽔油51~1003.0~3.2 620~6403.50~3.65油 ≤40 2.7~3.2 610~6302.6~3.0 630~65038CrMoAlA785293~321 (3.55~3.40) 930~950⽔油41~603.1~3.2 610~6303.40~3.50油 ≤30 3.6~3.8 550~60015CrMoA 490207~241 (4.20~3.90)900~920⽔ 31~70 3.4~3.8 570~620 3.90~4.10≤60 2.8~3.1 660~680590241~277(3.90~3.65) 61~200 3.2~3.45 660~6703.60~3.90≤60 2.8~3.1 660~67025Cr2MoV A735269~302 (3.70~3.50) 920~940 油61~150 3.2~3.3 650~6703.55~3.652.8~3.0 640~660690241~282 (3.90~3.62) ≤350 3.1~3.3 620~640 3.65~3.9255~284(3.80~3.58) ≤300 3.1~3.3 600~620 3.6~3.752.8~3.0 600~62034CrNi3Mo 785271~298 (3.65~3.52) 870~890 油≤250 3.1~3.3 580~600 3.55~3.65*15MnMoVN 490≥217(≤4.1) 960~980 油 ≤105 600~6201Cr12Mo 550229~255(4.0~3.8) 960~980油≤100 670~690 3.80~3.953.0~3.25 710~730355187~229 (4.4~4.0)3.3~3.5 690~7104.10~4.303.0~3.25 680~7001Cr13①440197~229 (4.3~4.0) 1030~1050油≤1003.3~3.5 650~6804.0~4.201Cr12① 440197~229(4.30~4.00) 1030~1050油 ≤100 3.0~3.30 680~710 4.00~4.20 187~2072.8~3.2 720~7402.8~3.0 700~720490217~248 (4.10~3.85) ≤80 3.1~3.2 670~700 3.90~4.102.8~3.0 660~6802Cr13①590235~269 (3.95~3.70) 980~1000油②≤603.1~3.2 650~6603.80~3.90235~269 (3.95~3.70) 空 ≤40 2.6~3.0 650~670590269~302 (3.70~3.50)油 41~1302.6~3.2 640~6603.70~3.90空 ≤40 2.6~3.0 590~610690286~321 (3.60~3.40) 油 41~100 2.6~3.2 580~590 3.50~3.60 3Cr13980~10202.8~3.0 710~730390192~241 (3.90~4.35) ≤100 3.1~3.3 690~7103.90~4.302.8~3.0 700~720490217~248(4.10~3.85) ≤100 3.1~3.3 680~700 3.90~4.052.8~3.0 670~6901Cr11MoV590235~269 (3.95~3.70) 1000~1030油 ≤60 3.1~3.3 660~680 3.80~3.90 590235~269(3.95~3.70) ≤150 3.0~3.4 680~700 3.90~3.70690269~302(3.70~3.50) ≤100 3.0~3.4 660~680 3.55~3.651Cr12W1MoV*735286~331(3.6~3.3) 1000~1050油 3.0~3.2 660~6702Cr12NiMo1W1V760293~331(3.55~3.35) 970~990 油 ≤200 660~680 3.55~3.45≤60 2.8~3.1 670~690590241~277 (3.70~3.50) 61~250 3.2~3.45 670~6803.60~3.80≤60 2.8~3.1 670~68030Cr2MoV735269~302(3.70~3.50) 940~960 油61~150 3.2~3.3 660~6803.55~3.65205≤187 ~1Cr18Ni9Ti 225(≥5.4) 1080~1100⽔ 5.0~5.1 800~820 4.75~4.85≤1871Cr18Ni9Ti 0Cr19Ni9205≥5.41050~1100⽔ ~ZG1Cr13 390187~217(4.40~4.10)1020~1040油梅花试棒~70700~720ZG2Cr13 440197~227(4.30~4.00) 980~1000空叶⽚本体 2.8~2.9 730~740 4.00~4.10ZG1Cr11MoV 490197~227(4.30~4.00 1020~1040油梅花试棒~70 700~720ZG1Cr12W1MoV490197~227(4.30~4.001020~1040油梅花试棒~70700~720精铸叶⽚ZG0Cr19Ni9190 1050~1100⽔ ~ ~注:①采⽤⽇本材料时,淬⽕温度为960~980℃,回⽕温度允许⽐表中温度⾼10~30℃。
常用钢材热处理工艺参数
热处理工艺规程B/Z61.012-95(工艺参数)2012年10月15日目录1.主题内容与适用范围 (1)2.常用钢淬火、回火温度 (1)2.1要求综合性能的钢种 (1)2.2要求淬硬的钢种 (4)2.3要求渗碳的钢种 (6)2.4几点说明 (6)3.常用钢正火、回火及退火温度 (7)3.1要求综合性能的钢种 (7)3.2其它钢种 (8)3.3几点说明 (8)4.常用钢去应力温度 (10)5.各种热处理工序加热、冷却范围 (12)5.1淬火……………………………………………………………………………………………1 25.2 正火及退火 (14)5.3回火、时效及去应力 (15)5.4工艺规范的几点说明 (16)6.化学热处理工艺规范 (17)6.1氮化 (17)6.2渗碳 (20)7.锻模热处理工艺规范 (22)7.1锻模及胎模 (22)7.2切边模 (24)7.3锻模热处理注意事项 (25)8.有色金属热处理工艺规范 (26)8.1铝合金的热处理 (26)8.2铜及铜合金 (26)9.几种钢锻后防白点工艺规范 (27)9.1第Ⅰ组钢 (27)9.2第Ⅱ组钢 (28)热处理工艺规程(工艺参数)1.主题内容与适用范围本标准为“热处理工艺规程”(工艺参数),它主要以企业标准《金属材料技术条件》B/HJ-93年版所涉及的金属材料和技术要求为依据(不包括高温合金),并收集了我公司生产常用的工具、模具及工艺装备用的金属材料。
本标准适用于汽轮机、燃气轮机产品零件的热处理生产。
2.常用钢淬火、回火温度2.1 要求综合性能的钢种:表1注:①采用日本材料时,淬火温度为960~980℃,回火温度允许比表中温度高10~30℃。
②有效截面小于20mm者可采用空冷。
2.2要求淬硬的钢种(新HRC>30)表2注:①回火后油冷。
常用钢号热处理淬火回火温度对照表

常用钢号热处理淬火回火温度对照表(生产经验)常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。
以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。
1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235,回火温度 6202.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269,回火温度 580 硬度要求 HB197-235,回火温度 6403.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6204.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6205.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6406.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300,回火温度 600硬度要求 HB229-269,回火温度 6407.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6408.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB229-269,回火温度 6309.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64010.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 69011.40CrMnMo860℃油硬度要求 HB330-360,回火温度 480硬度要求 HB290-341,回火温度 520硬度要求 HB260-300,回火温度 580硬度要求 HB229-269,回火温度 64090-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64013.40CrNi2MoA 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64014.45CrMnMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64015.42CrMo4 淬火温度860℃油硬度要求 HB260-300,回火温度 570硬度要求 HB229-269,回火温度 62016.42CrMo 淬火温度860℃ 油冷硬度要求 HB290-341,回火温度 450 硬度要求 HB260-300,回火温度 580,500(齿圈) 硬度要求 HB229-269,回火温度 620 硬度要求 HB197-235,回火温度 65017.40MnB 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 45018.50Mn 淬火温度830℃ 油(水)冷硬度要求 HB290-341,回火温度 480 硬度要求 HB260-300,回火温度 550 硬度要求 HB229-269,回火温度 60019.50SiMn 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64020.5CrMnMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 67021.5CrNiMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 67022.55 淬火温度800℃ 油(水)冷硬度要求 HB290-341,回火温度 480 硬度要求 HB260-300,回火温度 560 硬度要求 HB229-269,回火温度 600 硬度要求 HB197-235,回火温度 67023.60CrMnMo 淬火温度850 油冷硬度要求 HB290-341,回火温度 590 硬度要求 HB260-300,回火温度 650 硬度要求 HB229-269,回火温度 670300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度71025.GCr9 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71026.GCr6 淬火温度840℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71027.Cr12MoV 淬火温度1100℃ 油冷硬度要求 HB229-269,回火温度 71528.15CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 58029.20CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60030.20CrNi 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60031.20CrMnMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60032.1Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 71033.2Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69034.3Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 450 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69035.4Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69036.50SiMnMoV 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 70037.9Cr2Mo 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 630 硬度要求 HB229-269,回火温度 66038.37SiMn2MoV 淬火温度870℃ 油冷硬度要求 HB260-300,回火温度 66039.45MnMo 淬火温度870℃ 油冷硬度要求 HB197-235,回火温度 65040.3Cr2W8V 淬火温度1050℃ 油冷(HRC50-54) 600-65041.W18Cr4V 淬火温度1260℃ 油冷(HRC58-60) 560三次回火42.W9Cr4V2 淬火温度1260℃ 油冷(HRC58-60) 560三次回火。
钢的热处理工艺设计经验公式

随着科学技术的发展,为满足机械零件越来越高的性能要求,研制和引进的新钢种日益增多。
由于诸多原因,大多数生产厂家无法及时获得新钢种的有关资料数据,纷材料选择、技术设计和热处理工艺编制带来困难。
解决的办法之一是进行必要的工艺试验,为此,要消耗大量的经费和时问。
这对于从事单件、小批量生产的中小企业是难以办到的。
经过热处理工作者的多年努力,采用试验和数理统计方法导出了许多实用的经验公式。
本文收集整理出的33个公式,可在缺乏新材料的有关数据资料的情况下(只需通过理化分析得到新锕种的化学成分)估算出钢的热处理工艺参数,进行热处理工艺设计。
这是建立金属热处理柔性系统(FCM)数据库的前期工作。
1 钢的热处理相变点及再结晶温度的计算_1](1)亚共析钢加热时,所有铁素体转变为奥氏体的温度Ac (℃):Ac :908-223.7C+438 5P+30 49Si+37.92V一34.4Mn一23Ni一200(C一0 54+0.06Ni) ??(1)Ac =854—180C一14Mn+44Si一17_8Ni一1.7Cr ? ?(2)式(1),(2)适用于0.3%≤C≤0.6%,0≤si≤1.0%,O≤N 3.5%,0~<Cr<-I.5%,O<-Mc~<0.5%。
航空棚遣技术(2)钢加热时,开始形成奥氏体的温度Ac,(℃):Ac =723—14Mn+22Si一14.4Ni+23.3cr---(3)式(3)适用范围同式(1)。
Ac =723+25Si一7Mn+l5Q 一15Ni+30W +40Mo+50V ?---(4)式(4)适用于0≤c≤0.8%,0≤Mo≤0.5%,0≤v≤0.5%,oKwK1、5%,0≤CrY7.5%。
(3)钢奥氏体化后冷却时,奥氏体开始转变为马氏体的温度M (℃):M .=550—350C一40Mn一35V 一20Cr—l7Ni—Cu一10Mo一5W +15Co+30Al+0Si ? ?(5) M =561—474C一33Mn一17Cr一17Ni一21Mo?(6)式(5),(6)适用于中低碳钢。
钢的热处理工艺设计经验公式
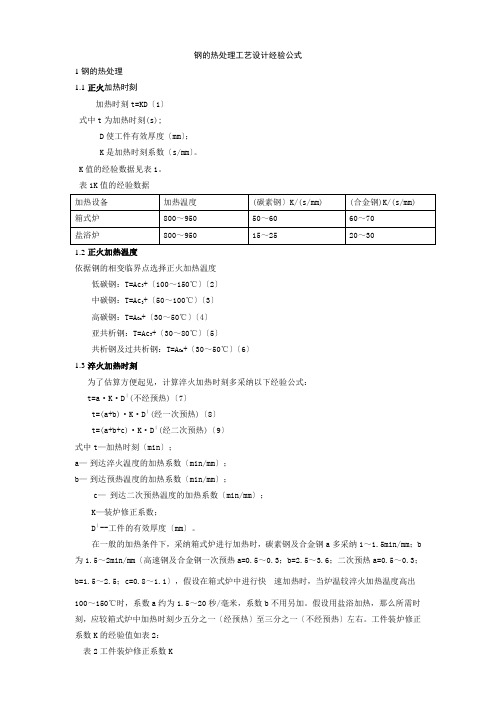
钢的热处理工艺设计经验公式1钢的热处理1.1正火加热时刻加热时刻t=KD〔1〕式中t为加热时刻(s);D使工件有效厚度〔mm〕;K是加热时刻系数〔s/mm〕。
K值的经验数据见表1。
表1K值的经验数据1.2正火加热温度依据钢的相变临界点选择正火加热温度低碳钢:T=Ac3+〔100~150℃〕〔2〕中碳钢:T=Ac3+〔50~100℃〕〔3〕高碳钢:T=A Cm+〔30~50℃〕〔4〕亚共析钢:T=Ac3+〔30~80℃〕〔5〕共析钢及过共析钢:T=A Cm+〔30~50℃〕〔6〕1.3淬火加热时刻为了估算方便起见,计算淬火加热时刻多采纳以下经验公式:t=a·K·D︱(不经预热)〔7〕t=(a+b)·K·D︱(经一次预热)〔8〕t=(a+b+c)·K·D︱(经二次预热)〔9〕式中t—加热时刻〔min〕;a—到达淬火温度的加热系数〔min/mm〕;b—到达预热温度的加热系数〔min/mm〕;c—到达二次预热温度的加热系数〔min/mm〕;K—装炉修正系数;D︱--工件的有效厚度〔mm〕。
在一般的加热条件下,采纳箱式炉进行加热时,碳素钢及合金钢a多采纳1~1.5min/mm;b 为1.5~2min/mm〔高速钢及合金钢一次预热a=0.5~0.3;b=2.5~3.6;二次预热a=0.5~0.3;b=1.5~2.5;c=0.8~1.1〕,假设在箱式炉中进行快速加热时,当炉温较淬火加热温度高出100~150℃时,系数a约为1.5~20秒/毫米,系数b不用另加。
假设用盐浴加热,那么所需时刻,应较箱式炉中加热时刻少五分之一〔经预热〕至三分之一〔不经预热〕左右。
工件装炉修正系数K的经验值如表2:表2工件装炉修正系数K1.4淬火加热温度按常规工艺,亚共析钢的淬火加热温度为Ac3+〔30~50℃〕;〔10〕共析和过共析钢为Ac1+〔30~50℃〕;〔11〕合金钢的淬火加热温度常选用Ac1〔或Ac3〕+〔50~100℃〕〔12〕回火加热时刻关于中温或高温回火的工件,回火时刻是指均匀透烧所用的时刻,可按以下经验公式计算:t=aD+b〔13〕式中t—回火保温时刻〔min〕;D—工件有效尺寸;〔mm〕;a—加热系数〔min/mm〕;b—附加时刻,一般为10~20分钟。
钢的淬火和回火

5 试分析下列说法是否正确:(1)钢中合金元 素的含量愈多,则淬火后硬度愈高; ( 2 )同一钢材在相同加热条件下,水淬比油淬 的淬透性好,小件比大件的淬透性好。 6 指出φ10mm的45钢(退火态)经下列温度加热 并水冷后获得的组织:700℃、760℃、840℃。 (知Ac1=724℃,Ac3=780℃,D水冷=20mm) 7 今有Cr15钢,制成轴承套,试述其预备热处 理及最终热处理的名称、目的、工艺、获得的 组织和性能。
VC ′
若T > Acm : ① C%↑,MS↓;AR↑ ② 粗大M, ③ 氧化脱碳↑ 变形开裂↑
A(C↑)
AC3
A+F
ACm
A+Fe3C
AC1
M+AR+ Fe3C M+F M+AR (↑)
低合金钢: AC3 或AC1 +50~100 ℃ 高合金钢: AC3 或AC1 +300~400 ℃
(2)工件尺寸、形状、淬 火介质、晶粒长大倾向等 2 保温时间 τ保温= τ升温+ τ热透+τ转
﹡﹡ 调质处理:淬火+高温回火
五 钢的淬、回火缺陷
1 种类: 变形、开裂、氧化、脱碳、 硬度不足、软点、过热、过烧。 过热:晶粒粗大——重结晶 过烧:晶界熔化或氧化
2 变形与淬火应力 变形方式:体积变化、弯曲翘曲。 产生原因:加热或冷却中热胀冷缩、 组织转变不同步→内应力
种类:热应力、组织应力
改进方法——分级淬火、等温淬火
2 回火种类
回火温度↑,内应力↓; 强硬度↓;塑韧性↑。 ——根据温度不同划分回火种类1)低温回火(150~250℃)
组织:回火马氏体(与淬火马氏体比较)
高碳钢:淬火片状M→回火M (片状过饱和α+ε碳化物,共格) 性能:保持高强硬度;微裂纹焊合; 内应力和脆性↓;韧性略↑。 但低碳钢:板条M,只有C的偏聚 应用: ① 工、模具钢; ② 低碳马氏体钢
常用钢的热处理规范
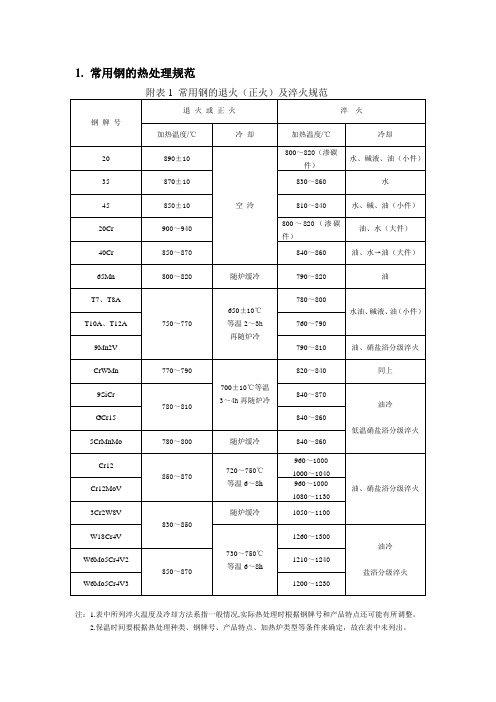
1.常用钢的热处理规范
注:1.表中所列淬火温度及冷却方法系指一般情况,实际热处理时根据钢牌号和产品特点还可能有所调整。
2.保温时间要根据热处理种类、钢牌号、产品特点、加热炉类型等条件来确定,故在表中未列出。
注:1.淬火是用的盐浴炉,回火在井式炉内进行。
2.回火保温时间一般碳钢用60~90min;合金钢用90~120min
2.图纸中标注热处理技术条件时采用的符号
注:1.布氏硬度的公称值是硬度允许范围的平均值,其允差为±15HBS,例如235HBS,表示硬度值为220~250HBS。
2.洛氏硬度HRC<40时,允差HRC±5,硬度公称值是允许范围的平均值,例如,HRC35表示HRC35~
40;HRC40~58时,允差HRC0+5,其公称值是硬度允许范围的低限值,例如HRC48表示HRC48~53;
HRC≥59时,上差不限,下差为零,其硬度公称值表示允许范围的低限值。
3.维氏硬度HV和显微硬度HM均标低限值,上差不限。
①本表摘自机械工业部机床研究所主编的《机床零件热处理》一书。
常用材料成份及热处理温度回火温度硬度
常用材料成份及热处理温度回火温度硬度常用材料的成份及热处理温度、回火温度和硬度在工业中非常重要。
以下是一些常见材料的成份、热处理温度、回火温度和硬度的详细说明:1.碳钢:碳钢是一种含有约0.05%–2.0%碳的铁碳合金。
根据碳含量的不同,碳钢可进一步分为低碳钢(碳含量<0.3%)、中碳钢(碳含量0.3%–0.6%)和高碳钢(碳含量>0.6%)。
碳钢常用的热处理温度为800℃–950℃,回火温度为300℃–700℃。
其硬度在热处理后通常在45–65HRC之间。
2.不锈钢:不锈钢是一种铁铬合金,含有少量的碳、镍、钼等。
不锈钢主要用于防腐蚀和耐高温的应用场合。
不锈钢的热处理温度范围为950℃–1150℃,回火温度通常在260℃–760℃之间。
硬度取决于具体的不锈钢合金,一般在50–70HRC之间。
3.铝合金:铝合金是以铝为主要成分的合金,其中掺入其他元素如铜、镁、锌等以提高强度和机械性能。
铝合金的热处理温度范围为260℃–510℃之间,回火温度在150℃–300℃之间。
硬度取决于具体的合金元素和处理条件,一般在20–150HRC之间。
4.铜合金:铜合金是以铜为基础的合金,常用元素包括锌、锡、铝等。
铜合金的热处理温度通常在400℃–900℃之间,回火温度在200℃–600℃之间。
硬度取决于具体的合金元素和处理条件,一般在30–150HRC之间。
5.钛合金:钛合金是以钛为主要成分的合金,小量加入其他元素如铝、钒、镁等以提高机械性能。
钛合金的热处理温度范围在800℃–1000℃之间,回火温度通常在500℃–700℃之间。
硬度取决于具体的合金元素和处理条件,一般在20–40HRC之间。
需要注意的是,以上的热处理温度和回火温度仅为一般范围,具体的处理温度和硬度还需要根据具体的材料性质和应用要求来确定。
在实际应用中,热处理温度和回火温度的选择对最终的材料性能和硬度有着重要影响,需要根据具体的应用场景和要求来进行调整。
热处理常用计算公式

B——160~180D/min 关小排气孔
C——105~115D/min 调节排气孔
D——120~130D/min
E——120~130D/min
三、反映淬透性的碳当量(Cep)计算
Cep
C
1 6
Mn
1 15
Ni
1 5
Cr
1 4
Mo
113Cu
1 2
P
10
四、 因态金属熔点的估算 七熔 1535 65[C] 30[P] 25[S] 20[Ti] 8[Si] 5[Mn] 4[Ni] 2[V ] 2[Mo] 80[B] 1.5[Gr] 1[W ] 1300[H ] 90[N ] 80[O]C
热处理常用计算公式
一、 高斯误差函数(根据菲克第一、第二定律及边界条件导出)
x
c c0 1
cs c0
2
2 dt
e 2 cl
0
1 erf ( 2
x) dt
注:C——在时刻 t 离表面距离为 x 处的浓度; c0 ——原始的
均一浓度; cs ——恒定值的表面浓度
二、 气体渗碳层深、温度、时间、碳势之相关经验公式
1. F.E 哈里斯(F.E.Harris)
(1) H bboe8287 / T t ( H 为渗碳层深) (2) D 31.6 t 106700T ( D 为全渗碳层深)
( T •F 4bo• 金兰绝对温度) (3) D 800 t 10 3700 t (T 为开尔文绝对温度)
2. F.E.Harris 公式简化
(6) Ae1 755 33[C] 23[Si] 18[Mn] 17[Cr] 5[Mo] 16[V ]C
10
2. 上临界点( Ac3 )的近似计算:
常用钢号热处理淬火回火温度对照表

常用钢号热处理淬火回火温度对照表(生产经验)常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。
以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。
1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235,回火温度 6202.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269,回火温度 580 硬度要求 HB197-235,回火温度 6403.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6204.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6205.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6406.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300,回火温度 600硬度要求 HB229-269,回火温度 6407.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6408.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB229-269,回火温度 6309.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64010.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 69011.40CrMnMo860℃油硬度要求 HB330-360,回火温度 480硬度要求 HB290-341,回火温度 520硬度要求 HB260-300,回火温度 580硬度要求 HB229-269,回火温度 64012.40CrNiMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64013.40CrNi2MoA 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64014.45CrMnMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64015.42CrMo4 淬火温度860℃油硬度要求 HB260-300,回火温度 570硬度要求 HB229-269,回火温度 62016.42CrMo 淬火温度860℃ 油冷硬度要求 HB290-341,回火温度 450 硬度要求 HB260-300,回火温度 580,500(齿圈) 硬度要求 HB229-269,回火温度 620 硬度要求 HB197-235,回火温度 65017.40MnB 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 45018.50Mn 淬火温度830℃ 油(水)冷硬度要求 HB290-341,回火温度 480 硬度要求 HB260-300,回火温度 550 硬度要求 HB229-269,回火温度 60019.50SiMn 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64020.5CrMnMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 67021.5CrNiMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 670-300,回火温度 560 硬度要求 HB229-269,回火温度 600 硬度要求 HB197-235,回火温度 67023.60CrMnMo 淬火温度850 油冷硬度要求 HB290-341,回火温度 590 硬度要求 HB260-300,回火温度 650 硬度要求 HB229-269,回火温度 67024.GCr15 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度71025.GCr9 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71026.GCr6 淬火温度840℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71027.Cr12MoV 淬火温度1100℃ 油冷硬度要求 HB229-269,回火温度 71528.15CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 58029.20CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60030.20CrNi 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60031.20CrMnMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60032.1Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 71033.2Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69034.3Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 450 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 690-269,回火温度 660 硬度要求 HB197-235,回火温度 69036.50SiMnMoV 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 70037.9Cr2Mo 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 630 硬度要求 HB229-269,回火温度 66038.37SiMn2MoV 淬火温度870℃ 油冷硬度要求 HB260-300,回火温度 66039.45MnMo 淬火温度870℃ 油冷硬度要求 HB197-235,回火温度 65040.3Cr2W8V 淬火温度1050℃ 油冷(HRC50-54) 600-65041.W18Cr4V 淬火温度1260℃ 油冷(HRC58-60) 560三次回火42.W9Cr4V2 淬火温度1260℃ 油冷(HRC58-60) 560三次回火。
常用钢的热处理规范
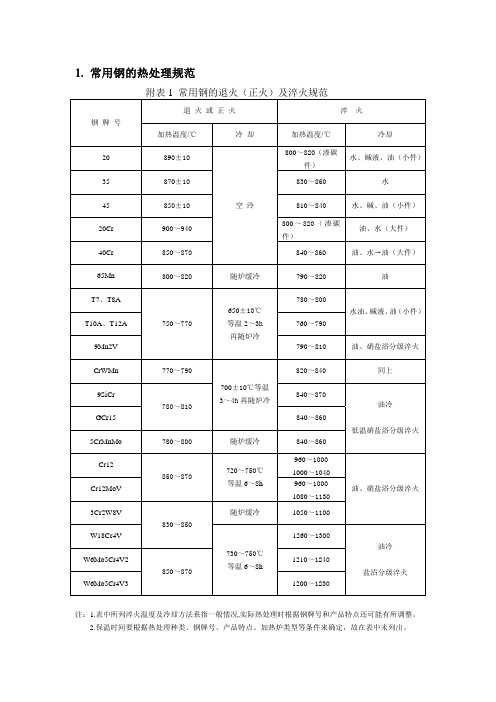
1.常用钢的热处理规范附表1 常用钢的退火(正火)及淬火规范钢牌号退火或正火淬火加热温度/℃冷却加热温度/℃冷却20 890±10空泠800~820(渗碳件)水、碱液、油(小件)35 870±10 830~860水45 850±10 810~840水、碱、油(小件)20Cr 900~940800~820(渗碳件)油、水(大件)40Cr 850~870 840~860油、水→油(大件)65Mn 800~820随炉缓冷 790~820油T7、T8A750~770650±10℃等温2~3h再随炉冷780~800水油、碱液、油(小件)T10A、T12A 760~7909Mn2V 790~810油、硝盐浴分级淬火CrWMn 770~790700±10℃等温3~4h再随炉冷820~840同上9SiCr780~810840~870油冷低温硝盐浴分级淬火GCr15 840~860 5CrMnMo 780~800随炉缓冷 840~860Cr12850~870720~750℃等温6~8h960~10001000~1040油、硝盐浴分级淬火Cr12MoV960~10001080~1130 3Cr2W8V830~850随炉缓冷 1050~1100W18Cr4V730~750℃等温6~8h 1260~1300油冷盐浴分级淬火W6Mo5Cr4V2850~8701210~1240W6Mo5Cr4V3 1200~1230注:1.表中所列淬火温度及冷却方法系指一般情况,实际热处理时根据钢牌号和产品特点还可能有所调整。
2.保温时间要根据热处理种类、钢牌号、产品特点、加热炉类型等条件来确定,故在表中未列出。
附表2 淬火钢回火温度与硬度的关系(供参考)钢牌号淬火后硬度HRC回火温度(1/℃)回火后的硬度HRC180±10 240±10280±10320±10360±10380±10 420±10480±10540±10580±10620±10650±1035 40 >50>5551±256±247±253±245±251±243±248±240±245±238±243±235±238±233±234±228±230±2HB250±2HB250±2T8、T8A、T10、T10A >62>6262±263±258±259±256±257±254±255±251±252±249±250±245±246±239±241±234±236±229±230±225±226±240Cr 50CrV A 60Si2MnA 65Mn 5CrMnMo 30CrMnSi GCr15 9SiCr CrWMn 9Mn2V >55>60>60>60>52>48>62>62>62>6254±258±260±258±255±248±261±262±261±260±253±256±258±256±253±248±259±260±258±258±252±254±256±254±252±247±258±258±257±256±250±253±255±252±248±255±257±255±254±249±251±254±250±245±243±253±256±254±251±247±249±252±247±244±242±252±255±252±249±244±247±250±244±244±250±252±250±241±241±243±244±240±243±251±246±236±240±235±234±238±236±241±245±244±231±236±230±232±236±2HB26028±234±230±230±230±232±226±23Cr2W8v Cr12Cr12Mo≧48>62(1030±10℃)>62>62626259±262 6057±257±255±246±248±252±253±2>64(回火三次)48±243±241±245±245±2W18Cr4V注:1.淬火是用的盐浴炉,回火在井式炉内进行。
常用钢的热处理回火计算
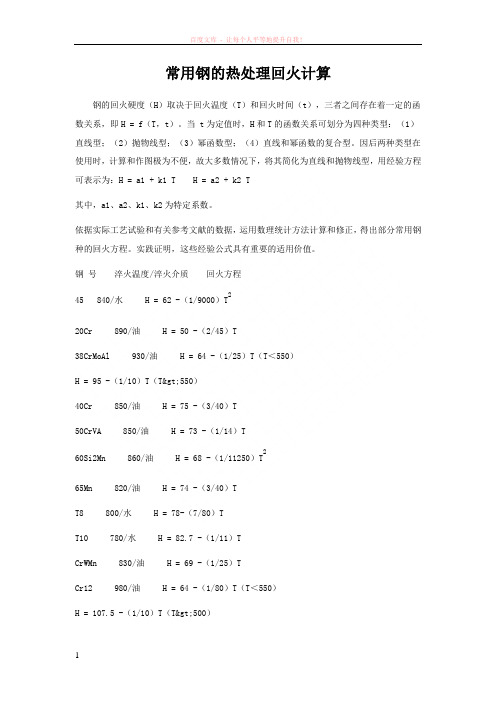
常用钢的热处理回火计算钢的回火硬度(H)取决于回火温度(T)和回火时间(t),三者之间存在着一定的函数关系,即H = f(T,t)。
当 t为定值时,H和T的函数关系可划分为四种类型:(1)直线型;(2)抛物线型;(3)幂函数型;(4)直线和幂函数的复合型。
因后两种类型在使用时,计算和作图极为不便,故大多数情况下,将其简化为直线和抛物线型,用经验方程可表示为:H = a1 + k1 T H = a2 + k2 T其中,a1、a2、k1、k2为特定系数。
依据实际工艺试验和有关参考文献的数据,运用数理统计方法计算和修正,得出部分常用钢种的回火方程。
实践证明,这些经验公式具有重要的适用价值。
钢号淬火温度/淬火介质回火方程245 840/水 H = 62 -(1/9000)T20Cr 890/油 H = 50 -(2/45)T38CrMoAl 930/油 H = 64 -(1/25)T(T<550)H = 95 -(1/10)T(T>550)40Cr 850/油H = 75 -(3/40)T50CrVA 850/油 H = 73 -(1/14)T260Si2Mn 860/油 H = 68 -(1/11250)T65Mn 820/油 H = 74 -(3/40)TT8 800/水 H = 78-(7/80)TT10 780/水 H = 82.7 -(1/11)TCrWMn 830/油 H = 69 -(1/25)TCr12 980/油H = 64 -(1/80)T(T<550)H = 107.5 -(1/10)T(T>500)Cr12MoV 1000/油 H = 65 -(1/100)T(T<550)9CrSi 865/油 H = 69 -(1/30)T5CrNiMo 855/油 H = 72.5 -(1/16)T5CrMnMo 855/油 H = 69 -(3/50)T2W18Cr4V 1280/油H = 93 -(3/31250)TGCr15 850/油 H = 733 -(2/3)T使用说明:(1)要求原材料化学成分及力学性能符合国家技术标准(GB、YB等),最大外经(或相对厚度)接近或小于淬火临界直径。
常用材料成份及热处理温度、回火温度硬度
S30C 732 813
980400-890 850-880 850-
55
48
S35C 724 802 802 980400-890 840-870 830-
55
48
S40C 724 790
885300-880 820-840 820-
55
53
S45C 724 780 780 884200-870 820-840 810-
3) 回火时间 的制定原 则是保证 透烧并使 组织转变 充分得以 进行,以 及尽可能 消除淬火 应力,4一) 合金含量 高的调质 钢的加热 速度应小 于淬火、 正火加热 速度。5) 除工件规 定带温回 火零件 外,一般 淬火件在 回火前要 清洗。6) 回火后, 油、水冷 却的目的 在于防止 回火脆性 。
560℃回火3次
类: GCr15 不9C锈r1钢8
E52100 440C
3505 M017
900-950 770-780 830-
SUJ2 745 900 900 886500-870 850-870 1050-
64
61
55
SUS4400C
1100
61
58
类:
850 -900 1000-
1Cr13
403
SUS431 810 820
1050
950-
61
60
48
SUS302
1050
编制说
1) 本厂淬火 、回火工 艺参数常 规产品按 “热处理 工艺卡” 中规定淬 火、回火 参数执 行,散杂 件及新产 品可参照
杂程度的 零件淬火 、回火参 数执行2。) 淬火后应 及时回 火,不能 及时回火 的零件, 应在低温 炉中去应 力,去应 力时间不
钢的热处理回火温度的选择和确定

工件回火后,硬度主要取决于回火温度,而回火温度的选择和确定主要取决于工件使用性能、技术要求、钢种及淬火状态。
下面我们就来通过回火温度区间来具体介绍一下回火温度选择与回火温度的确定。
1、低温回火低温回火主要是指温度低于250℃的回火,主要有以下几种情况:(1)工具、量具的回火。
一般工具、量具要求硬度高、耐磨、足够的强度和韧性。
此外,如滚动轴承,除了上述要求外,还要求有高的接触疲劳强度,从而有高的使用寿命。
对这些工、量具和机器零件一般均用碳素工具钢或者低合金工具钢制造,淬火后具有较高的强度和硬度。
(2)精密量具和高精度配合的结构零件在淬火后进行120—150℃回火。
目的是稳定组织及最大限度地减少内应力,从而使尺寸稳定。
为了消除加工应力,多次研磨,还要多次回火。
这种低温回火,常被称作时效。
(3)低碳马氏体的低温回火。
低碳位错型马氏体具有较高的强度和韧性,经低温回火后,可以减少内应力,进一步提高强度和塑性。
因此,低碳钢淬火以获得板条(位错型)马氏体为目的,淬火后均经低温回火。
(4)渗碳钢淬火回火。
渗碳淬火工件要求表面具有高碳钢性能和心部具有低碳马氏体的性能,这两种情况都要求低温回火,一般回火温度不超过200℃。
这样,其表面具有高的硬度和耐磨性,而心部具有高的强度、良好的塑性和韧性。
2、中温回火中温回火后得到回火屈氏体组织,主要用于处理弹簧钢。
中温回火相当于一般碳钢及低合金钢回火的第三阶段温度区。
此时,碳化物已经开始聚集,基体也开始恢复,第二类内应力趋于基本消失,因而有较高的弹性极限,又有较高的塑性和韧性。
3、高温回火高温回火温度区间一般大于500℃,主要有以下几类:(1)调质处理。
淬火加高温回火,以获得回火索氏体组织。
这种处理成为调质处理,主要用于中碳碳素结构钢或低于合金结构钢以获得良好的综合机械性能。
一般调质处理的回火温度选在600℃以上。
(2)二次硬化型钢的回火。
对于一些具有二次硬化作用的高合金,如高速钢等,在淬火以后,需要利用高温回火来获得二次硬化的效果。
常用钢号热处理淬火回火温度对照表

常用钢号热处理淬火回火温度对照表(生产经验)常用钢号热处理淬火回火温度对照表,热处理工作十五年的经验总结,此为实际生产所用,可能与教科书太一样,生产经验,仅做参考。
以下HB代表布氏硬度值,HRC代码洛氏硬度C标尺。
1.45# 淬火温度830℃ 水冷硬度要求 HB229-269 回火温度 570 硬度要求 HB197-235,回火温度 6202.40Cr 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 520 硬度要求 HB229-269,回火温度 580 硬度要求 HB197-235,回火温度 6403.35SiMn 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6204.35CrMo 淬火温度870℃ 油(水)冷硬度要求 HB330-360,回火温度 360 硬度要求 HB260-300,回火温度 500 硬度要求 HB229-269,回火温度 560 硬度要求 HB197-235,回火温度 6205.30Cr2Ni2Mo 淬火温度870℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6406.34Cr2Ni2Mo 淬火温度870℃油硬度要求 HB290-341,回火温度 560硬度要求 HB260-300,回火温度 600硬度要求 HB229-269,回火温度 6407.34Cr2Ni3Mo 淬火温度870℃ 油冷硬度要求 HB330-360,回火温度 380 硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 6408.34CrMo1A 淬火温度870℃油冷硬度要求 HB260-300,回火温度 590 硬度要求 HB229-269,回火温度 6309.35CrMoSi 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64010.38CrMoA1 淬火温度930℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 69011.40CrMnMo860℃油硬度要求 HB330-360,回火温度 480硬度要求 HB290-341,回火温度 520硬度要求 HB260-300,回火温度 580硬度要求 HB229-269,回火温度 64012.40CrNiMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64013.40CrNi2MoA 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64014.45CrMnMo 淬火温度860℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 580 硬度要求 HB229-269,回火温度 64015.42CrMo4 淬火温度860℃油硬度要求 HB260-300,回火温度 570硬度要求 HB229-269,回火温度 62016.42CrMo 淬火温度860℃ 油冷硬度要求 HB290-341,回火温度 450 硬度要求 HB260-300,回火温度 580,500(齿圈) 硬度要求 HB229-269,回火温度 620 硬度要求 HB197-235,回火温度 65017.40MnB 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 45018.50Mn 淬火温度830℃ 油(水)冷硬度要求 HB290-341,回火温度 480 硬度要求 HB260-300,回火温度 550 硬度要求 HB229-269,回火温度 60019.50SiMn 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 600 硬度要求 HB229-269,回火温度 64020.5CrMnMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 560 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 67021.5CrNiMo 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 520 硬度要求 HB260-300,回火温度 620 硬度要求 HB229-269,回火温度 670-300,回火温度 560 硬度要求 HB229-269,回火温度 600 硬度要求 HB197-235,回火温度 67023.60CrMnMo 淬火温度850 油冷硬度要求 HB290-341,回火温度 590 硬度要求 HB260-300,回火温度 650 硬度要求 HB229-269,回火温度 67024.GCr15 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度71025.GCr9 淬火温度850℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71026.GCr6 淬火温度840℃ 油冷硬度要求 HB290-341,回火温度 580 硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 670 硬度要求 HB197-235,回火温度 71027.Cr12MoV 淬火温度1100℃ 油冷硬度要求 HB229-269,回火温度 71528.15CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 58029.20CrMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60030.20CrNi 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60031.20CrMnMo 淬火温度880℃ 水空水硬度要求 HB197-235,回火温度 60032.1Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 71033.2Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 480 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 69034.3Cr13 淬火温度1050℃ 油冷硬度要求 HB330-360,回火温度 450 硬度要求 HB229-269,回火温度 660 硬度要求 HB197-235,回火温度 690-269,回火温度 660 硬度要求 HB197-235,回火温度 69036.50SiMnMoV 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 640 硬度要求 HB229-269,回火温度 680 硬度要求 HB197-235,回火温度 70037.9Cr2Mo 淬火温度850℃ 油冷硬度要求 HB260-300,回火温度 630 硬度要求 HB229-269,回火温度 66038.37SiMn2MoV 淬火温度870℃ 油冷硬度要求 HB260-300,回火温度 66039.45MnMo 淬火温度870℃ 油冷硬度要求 HB197-235,回火温度 65040.3Cr2W8V 淬火温度1050℃ 油冷(HRC50-54) 600-65041.W18Cr4V 淬火温度1260℃ 油冷(HRC58-60) 560三次回火42.W9Cr4V2 淬火温度1260℃ 油冷(HRC58-60) 560三次回火。
常用钢材热处理工艺参数

热处理工艺规程-(工艺参数)年月日目录1.主题内容与适用范围………………………………………………………2.常用钢淬火、回火温度……………………………………………………要求综合性能的钢种………………………………………………………要求淬硬的钢种……………………………………………………………要求渗碳的钢种……………………………………………………………几点说明……………………………………………………………………3.常用钢正火、回火及退火温度…………………………………………要求综合性能的钢种………………………………………………………其它钢种……………………………………………………………………几点说明……………………………………………………………………4.常用钢去应力温度………………………………………………………….各种热处理工序加热、冷却范围…………………………………………淬火……………………………………………………………………………………………正火及退火……………………………………………………………………………………回火、时效及去应力………………………………………………………工艺规范的几点说明……………………………………………………….化学热处理工艺规范………………………………………………………氮化…………………………………………………………………………渗碳………………………………………………………………………….锻模热处理工艺规范………………………………………………………锻模及胎模…………………………………………………………………切边模………………………………………………………………………锻模热处理注意事项………………………………………………………8.有色金属热处理工艺规范………………………………………………铝合金的热处理……………………………………………………………铜及铜合金…………………………………………………………………9.几种钢锻后防白点工艺规范……………………………………………第Ⅰ组钢……………………………………………………………………第Ⅱ组钢……………………………………………………………………热处理工艺规程(工艺参数)1.主题内容与适用范围本标准为“热处理工艺规程”(工艺参数),它主要以企业标准《金属材料技术条件》-年版所涉及的金属材料和技术要求为依据(不包括高温合金),并收集了我公司生产常用的工具、模具及工艺装备用的金属材料。
65锰钢热处理工艺回火时间

65锰钢热处理工艺回火时间锰钢是一种常见的合金钢,具有高强度、高韧性和良好的耐磨性,因此在许多重要的工业领域得到广泛应用。
热处理是一种常用的工艺,可以通过改变锰钢的微观结构来改善其性能。
在热处理过程中,回火是一项重要的步骤,它通过调整回火温度和回火时间来减轻锰钢的内部应力和提高韧性。
本文将探讨65锰钢热处理工艺中回火时间的选择。
回火时间的意义:回火时间是指将已淬火的钢件在固定温度下保温的时间。
回火时间的选择直接关系到钢件性能的改善和效果的稳定性。
回火时间太短,无法使钢件达到所需的韧性和强度;回火时间太长,则容易导致过度软化,影响钢件的硬度和耐磨性。
因此,合理选择回火时间非常重要。
回火时间的选择:选择合适的回火时间需要考虑多个因素,包括初始材料的组织状态、需求的硬度和韧性、以及材料特性等。
下面是一个一步步选择回火时间的思考过程:1. 确定初始材料的组织状态:初始材料可能存在冷加工或者热加工的痕迹,这些加工过程会导致材料的晶界中产生大量的位错和残留应力。
在回火过程中,这些应力和位错将得到释放,从而改善材料的韧性。
因此,初始材料的组织状态是选择回火时间的重要依据之一。
2. 确定所需的硬度和韧性:不同的应用领域对锰钢的硬度和韧性有不同的要求。
一般情况下,硬度和韧性存在一定的关系,即硬度越高,韧性越低。
因此,在选择回火时间时,需要根据具体需求确定硬度和韧性的权衡点。
3. 考虑65锰钢的特性:由于锰钢中添加了一定比例的锰元素,使其具有良好的塑性和韧性,不易产生脆性断裂。
在回火过程中,65锰钢的晶界组织得到改善,颗粒尺寸变细,从而提高了材料的耐磨性和韧性。
因此,在选择回火时间时,需要考虑65锰钢的特性,以获得更好的性能。
4. 通过试验确定合适的回火时间范围:在选择回火时间之前,可以通过试验的方法来确定合适的回火时间范围。
首先,选取一批相同规格和材质的试样,将其进行淬火后,再在不同时间下进行回火处理。
通过测量试样的硬度、韧性和其他性能指标,可以确定硬度和韧性的变化趋势。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
H=73-(1/14)T60Si2Mn860/
油
H=68-(1/11250)T265Mn820/
油
H=74-(3/40)TT8800/水 H=78-(7/80)TT10780/水
H=82.7-(1/11)TCrWMn830/
油
H=69-(1/25)TCr12980/
油
H=64-(1/80)T(T&lt;500)H=107.5-(1/10)T
还应选择正确的淬火介质,使冷却能力满足工艺 要求;钢材按要求进行预备热处理;(4)考虑到随 机因素的影响,钢材热处理后,回火实际硬度和 温度与计算所得数允许有 5%的误差。
0c07f2c
0c07f2c
用说明:(1)要求原材料化学成分及力学性能符 合国家技术标准(GB、 YB 等),最大外经(或相对厚 度)接近或小于淬火临界直径。(2)在淬火温度、 回火时间为定值的条件下,回火方程仅适用于常 规淬火、回火工艺;不可用于亚温淬火、复合热 处理、形变热处理等工艺。(3)在热处理过程中,
(T&gt;500)Cr12MoV1000/
油
H=65-(1/100)T(T&lt;500)9CrSi865/
油
H=69-(1/30)T5CrNiMo855/
油
H=72.5-(1/16)T5CrMnMo855/
油
H=69-(3/50)TW18Cr4V1280/
油
H=93-(3/31250)T2GCr15850/油 H=733-(2/3)T 使
H=62-(1/9000)T220Cr890/
油
H=50-(2/45)T38CrMoAl930/
油
H=64-(1/25)T(T&lt;550)H=95-(1/10)T(T&
amp;gt;550)40Cr850/
油
H=75-(3/40)T50CrVA850/
油
0c07f2c
钢的回火硬度(H)取决于回火温度(T)和回 火时间(t),三者之间存在着一定的函数关系,即 H=f(T,t)。当 t 为定值时,H 和 T 的函数关系可划 分为四种类型:(1)直线型;(2)抛物线型;(3)幂 函数型;(4)直线和幂函数的复合型。因后两种类 型在使用时,计算和作图极为不便,故大多数情
况下,将其简化为直线和抛物线型,用经验方程 可表示为:H=a1+k1TH=a2+k2T 其中,a1、a2、k1、 k2 为特定系数。依据实际工艺试验和有关参考文 献的数据,运用数理统计方法计算和修正,得出 部分常用钢种的回火方程。实践证明,这些经验 公式具有重要的适用价值。钢号淬火温度/淬火
介 质 回 火 方 程 45840/ 水