激光重熔强化技术特性讲解
激光熔覆技术
激光熔覆技术介绍了激光熔覆技术的发展、应用、设备及工艺特征,简述了激光熔覆技术的国内外探究目前状况,指出了激光表面改性技术存在的新问题,展望了激光熔覆技术的发展前景。
0引言激光熔覆技术是20世纪70年代随着大功率激光器的发展而兴起的一种新的表面改性技术,是指激光表面熔敷技术是在激光束功能下将合金粉末或陶瓷粉末和基体表面迅速加热并熔化,光束移开后自激冷却形成稀释率极低,和基体材料呈冶金结合的表面涂层,从而显著改善基体表面耐磨、耐蚀、耐热、抗氧化及电气特性等的一种表面强化方法[1~3]。
如对60#钢进行碳钨激光熔覆后,硬度最高达2200HV以上,耐磨损性能为基体60#钢的20倍左右。
在Q235钢表面激光熔覆CoCrSiB合金后,将其耐磨性和火焰喷涂的耐蚀性进行了对比,发现前者的耐蚀性明显高于后者[4]。
激光熔覆技术是一种经济效益很高的新技术,它可以在廉价金属基材上制备出高性能的合金表面而不影响基体的性质,降低成本,节约珍贵稀有金属材料,因此,世界上各工业先进国家对激光熔覆技术的探究及应用都非常重视[1-2、5-7]。
1激光熔覆技术的设备及工艺特征目前应用于激光熔覆的激光器主要有输出功率为1~10kW的CO2激光器和500W左右的YAG激光器。
对于连续CO2激光熔覆,国内外学者已做了大量探究[1]。
近年来高功率YAG激光器的研制发展迅速,主要用于有色合金表面改性。
据文献报道,采用CO2激光进行铝合金激光熔覆,铝合金基体在CO2激光辐照条件下轻易变形,甚至塌陷[1]。
YAG激光器输出波长为μm,较CO2激光波长小1个数量级,因而更适合此类金属的激光熔覆。
同步注粉式激光表面熔覆处理示意图[8]激光熔覆按送粉工艺的不同可分为两类:粉末预置法和同步送粉法。
两种方法效果相似,同步送粉法具有易实现自动化控制,激光能量吸收率高,无内部气孔,尤其熔覆金属陶瓷,可以显著提高熔覆层的抗开裂性能,使硬质陶瓷相可以在熔覆层内均匀分布等优点。
激光重熔_精品文档

激光重熔1、激光重熔对材料表面激光熔覆层的影响,热加工工艺,2007年第36卷第3期2、TC4钛合金表面等离子喷涂AL203-13wt%TiO2涂层及激光重熔研究,材料热处理学报,2007年8月3、TiAL合金表面激光重熔复合陶瓷涂层温度场数值模拟机组织分析,中国激光,2022年1月4、等离子喷涂-激光重熔陶瓷涂层存在问题及改进方案,材料科学与工艺,2002年12月5、激光表面重熔等离子喷涂陶瓷涂层的研究与发展,材料工程,1999年第一期6。
激光重熔45钢工艺研究,新技术新工艺,2022年第11期7。
TiAl合金表面激光重熔纳米陶瓷涂层,材料热处理学报,2022、28。
45钢激光重熔WC-Co涂层磨损性能研究,应用激光,2022、49。
激光重熔改性等离子喷涂陶瓷涂层的组织及其耐磨蚀性能,中国有色金属学报,2004(6),14(6):934-93810。
气缸缸套激光重熔处理工艺研究,电焊机,2007(12),37(12):1、激光重熔对材料表面激光熔覆层的影响,热加工工艺,2007年第36卷第3期激光重熔处理对于减小熔覆层中的应力,改善裂纹和气孔状况具有一定的效果,它能在一定程度上减少裂纹,但还不能从根本上消除裂纹。
激光重熔时采用较慢的扫描速度更加有利于减少熔覆层中的裂纹和气孔。
激光重熔后熔覆层表面的组织形貌得到改善,宏观上未溶的粉末颗粒消失,熔覆层表面更加平滑,具有金属光泽;微观上重熔后的组织分布均匀,并表现出了树枝晶的特点,表面颗粒状的形貌特征消失。
激光重熔后熔覆层的稀释率增大,表面显微硬度有所降低。
2、TC4钛合金表面等离子喷涂AL203-13wt%TiO2涂层及激光重熔研究,材料热处理学报,2007年8月注释,在《激光重熔对材料表面激光熔覆层的影响》这篇文章中,介绍的是对激光熔覆的熔覆层进行激光重熔,重熔之后熔覆层的硬度降低了。
这篇文章之中是对基体进行等离子喷涂之后再用激光重熔喷涂层,重熔之后熔覆层的硬度升高了。
激光强化、修复技术
1.激光外表强化的原理当激光束照射到材料外表时,激光被材料吸收变为热能,表层材料受热升温。
由于功率集中在一个很小的外表上,在很短时间(10~~10 S)内即把材料加热到高温(加热速度高达lO5~lO9~C/s),使材料发生固体相变、熔化甚至蒸发。
当激光束被切断或移开后,材料外表冷速很快(冷速高达lO4~C/s),自然冷却就能实现外表强化。
根据激光束与材料外表作用的功率密度,作用时间及作用方式的不同,可实现不同类型的激光外表强化。
2 激光外表强化技术的分类激光外表强化技术的分类见图1、图2。
图2表示出激光外表强化方法在激光功率密度和作用时间坐标系中所处的位置,这些过程在很大程度上取决于功率密度和幅照时间。
3 激光束外表强化的特点(1)激光功率密度大,加热速度快(105~lO9℃/s),加热温度高,基体自然冷却速度高(>lO4oC/s),生产效率高。
(2)外表强化层组织细,硬度高,质量好,外表光洁无氧化,具有高的强度、韧性、耐磨性、耐蚀性。
(3)热影响区小,工件变形小。
(4)可以局部加热,对形状复杂,非对称几何形状的零件及特殊部位均可进展外表强化处理,如盲孔底部、深孔内壁等。
(5)整个过程易实现自动控制。
(6)无污染,劳动条件好。
激光外表强化技术也存在一些问题,如对反射率高的材料要进展防反射处理,不适宜一次进展大面积处理,激光本身是转换效率较低的能源,激光设备价格较高等等。
因此,采用激光外表强化技术时,要选择适当的零件、材料和工艺,充分利用其优点,使之成为高效率、高经济效益的方法。
4 激光外表相变硬化(激光淬火)激光淬火是金属材料在固态下经受激光辐照,外表被迅速加热到奥氏体化温度以上,并在激光停顿辐射后快速自淬火得到马氏体组织的一种工艺方法。
激光淬火适用于珠光体灰铁、铁素体灰铁、球墨铸铁、碳钢、合金钢、马氏体型不锈钢、铝合金等。
钢铁材料激光淬火比传统热处理的组织更细小,硬度提高15%~20%,耐磨性明显提高,见表1。
《激光重熔参数对70Mn钢组织结构和力学性能的影响》
《激光重熔参数对70Mn钢组织结构和力学性能的影响》一、引言随着现代工业技术的不断发展,激光重熔技术作为一种先进的材料表面处理技术,被广泛应用于钢铁材料的改性处理中。
激光重熔技术能够通过高能量密度的激光束对材料表面进行快速加热和冷却,从而改善材料的组织结构和力学性能。
本文以70Mn 钢为研究对象,探讨激光重熔参数对其组织结构和力学性能的影响。
二、激光重熔技术概述激光重熔技术利用高功率激光器产生的激光束对材料表面进行快速加热和熔化,通过控制激光的功率、扫描速度、光斑大小等参数,实现对材料表面微观结构的优化。
该技术具有加热速度快、冷却速度快、热影响区小等优点,能够显著改善材料的性能。
三、实验方法本实验采用不同参数的激光重熔技术对70Mn钢进行处理,并观察其组织结构和力学性能的变化。
具体实验步骤如下:1. 准备70Mn钢试样,并进行表面预处理;2. 使用不同参数的激光器对试样进行重熔处理,包括不同激光功率、扫描速度和光斑大小;3. 对处理后的试样进行组织结构观察和力学性能测试;4. 分析不同参数下试样的组织结构和力学性能变化。
四、结果与讨论1. 组织结构变化实验结果表明,随着激光功率的增加和扫描速度的降低,70Mn钢的晶粒尺寸逐渐减小,晶界更加清晰。
当激光功率和扫描速度达到一定值时,晶粒细化效果最为明显。
此外,光斑大小也对组织结构有一定影响,光斑越小,晶粒细化效果越明显。
2. 力学性能变化随着激光重熔参数的优化,70Mn钢的力学性能得到显著提高。
具体表现为硬度、抗拉强度和冲击韧性的提高。
其中,硬度随激光功率的增加和扫描速度的降低而增加,达到一定值后趋于稳定。
抗拉强度和冲击韧性也随参数优化而提高。
五、结论通过对70Mn钢进行不同参数的激光重熔处理,我们发现:1. 激光重熔技术能够显著改善70Mn钢的组织结构,使晶粒细化,晶界更加清晰;2. 优化激光重熔参数能够提高70Mn钢的力学性能,包括硬度、抗拉强度和冲击韧性;3. 激光功率和扫描速度是影响70Mn钢组织结构和力学性能的关键参数,光斑大小也对结果有一定影响;4. 通过合理选择激光重熔参数,可以实现对70Mn钢性能的优化,满足不同应用领域的需求。
激光熔覆技术分析与展望讲解
激光熔覆技术分析与展望作者:张庆茂激光熔覆是一种新型的涂层技术,是涉及到光、机、电、材料、检测与控制等多学科的高新技术,是激光先进制造技术最重要的支撑技术,可以解决传统制造方法不能完成的难题,是国家重点支持和推动的一项高新技术。
目前,激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一,已广泛应用于航空、石油、汽车、机械制造、船舶制造、模具制造等行业。
为推动激光熔覆技术的产业化,作者:张庆茂激光熔覆是一种新型的涂层技术,是涉及到光、机、电、材料、检测与控制等多学科的高新技术,是激光先进制造技术最重要的支撑技术,可以解决传统制造方法不能完成的难题,是国家重点支持和推动的一项高新技术。
目前,激光熔覆技术已成为新材料制备、金属零部件快速直接制造、失效金属零部件绿色再制造的重要手段之一,已广泛应用于航空、石油、汽车、机械制造、船舶制造、模具制造等行业。
为推动激光熔覆技术的产业化,世界各国的研究人员针对激光熔覆涉及到的关键技术进行了系统的研究,已取得了重大的进展。
国内外有大量的研究和会议论文、专利介绍激光熔覆技术及其最新的应用:包括激光熔覆设备、材料、工艺、监测与控制、质量检测、过程的模拟与仿真等研究内容。
但到目前为止,激光熔覆技术还不能大面积工业化应用。
分析其原因,这里有政府导向的因素、激光熔覆技术本身成熟程度的限制、社会各界对激光熔覆技术的认可程度等因素。
因此,激光熔覆技术欲实现全面的工业化应用,必须加大宣传力度,以市场需求为导向,重点突破制约发展的关键因素,解决工程应用中涉及到的关键技术,相信在不远的将来,激光熔覆技术的应用领域及其强度将不断的扩大。
下面介绍激光熔覆技术几个发展的动态,以飨读者。
激光熔覆的优势激光束的聚焦功率密度可达1010~12W/cm2,作用于材料能获得高达1012K/s的冷却速度,这种综合特性不仅为材料科学新学科的生长提供了强有力的基础,同时也为新型材料或新型功能表面的实现提供了一种前所未有的工具。
激光重熔Al-sub-2-sub-O-sub-3-sub--13%+TiO-sub-2-sub-复合陶瓷涂层抗冲蚀性能
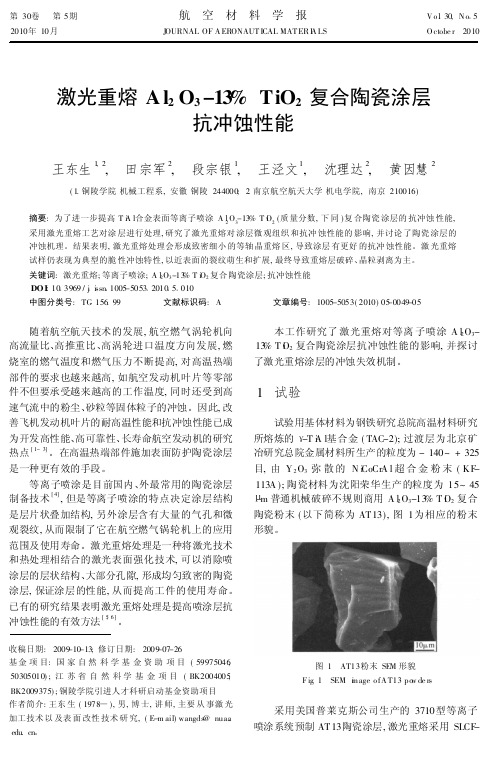
第30卷 第5期2010年10月航 空 材 料 学 报J OURNAL OF A ERONAUT ICAL MAT ER I A LSV o l 130,N o 15 O ctobe r 2010激光重熔A l 2O 3-13%TiO 2复合陶瓷涂层抗冲蚀性能王东生1,2, 田宗军2, 段宗银1, 王泾文1, 沈理达2, 黄因慧2(1.铜陵学院机械工程系,安徽铜陵244000;2.南京航空航天大学机电学院,南京210016)摘要:为了进一步提高T i A l 合金表面等离子喷涂A l 2O 3-13%T i O 2(质量分数,下同)复合陶瓷涂层的抗冲蚀性能,采用激光重熔工艺对涂层进行处理,研究了激光重熔对涂层微观组织和抗冲蚀性能的影响,并讨论了陶瓷涂层的冲蚀机理。
结果表明,激光重熔处理会形成致密细小的等轴晶重熔区,导致涂层有更好的抗冲蚀性能。
激光重熔试样仍表现为典型的脆性冲蚀特性,以近表面的裂纹萌生和扩展,最终导致重熔层破碎、晶粒剥离为主。
关键词:激光重熔;等离子喷涂;A l 2O 3-13%T i O 2复合陶瓷涂层;抗冲蚀性能DO I :1013969/j 1i ssn 11005-505312010151010中图分类号:TG 156.99 文献标识码:A 文章编号:1005-5053(2010)05-0049-05收稿日期:2009-10-13;修订日期:2009-07-26基金项目:国家自然科学基金资助项目(59975046,50305010);江苏省自然科学基金项目(BK2004005,BK2009375);铜陵学院引进人才科研启动基金资助项目作者简介:王东生(1978)),男,博士,讲师,主要从事激光加工技术以及表面改性技术研究,(E -m ail)wangds @nuaa .edu .cn 。
随着航空航天技术的发展,航空燃气涡轮机向高流量比、高推重比、高涡轮进口温度方向发展,燃烧室的燃气温度和燃气压力不断提高,对高温热端部件的要求也越来越高,如航空发动机叶片等零部件不但要承受越来越高的工作温度,同时还受到高速气流中的粉尘、砂粒等固体粒子的冲蚀。
《激光重熔参数对70Mn钢组织结构和力学性能的影响》
《激光重熔参数对70Mn钢组织结构和力学性能的影响》一、引言随着现代科技的发展,激光技术在金属材料加工领域得到了广泛的应用。
激光重熔技术作为一种先进的金属表面处理技术,可以显著改善金属材料的组织结构和力学性能。
本文以70Mn钢为研究对象,探讨了激光重熔参数对70Mn钢组织结构和力学性能的影响。
二、实验材料与方法1. 实验材料本实验采用70Mn钢作为研究对象,其具有较高的强度和韧性。
2. 实验方法(1)制备工艺:将70Mn钢样品进行激光重熔处理,设定不同的激光功率、扫描速度、光斑直径等参数。
(2)组织结构观察:采用金相显微镜、扫描电子显微镜(SEM)和透射电子显微镜(TEM)观察样品表面及截面的组织结构。
(3)力学性能测试:对样品进行硬度、拉伸、冲击等力学性能测试。
三、激光重熔参数对70Mn钢组织结构的影响1. 激光功率的影响随着激光功率的增加,70Mn钢表面组织中的晶粒尺寸逐渐减小,晶界清晰,组织更加致密。
这是因为激光功率的增加使得表面熔化区的温度梯度增大,有利于晶粒的细化。
然而,过高的激光功率可能导致表面粗糙度增加,甚至出现烧蚀现象。
2. 扫描速度的影响扫描速度对70Mn钢的组织结构也有显著影响。
当扫描速度较低时,表面熔化区的冷却速度较慢,晶粒尺寸较大;而当扫描速度较高时,表面熔化区的冷却速度加快,晶粒得到细化。
因此,通过调整扫描速度可以优化70Mn钢的组织结构。
3. 光斑直径的影响光斑直径决定了激光能量在样品表面的分布情况。
光斑直径较小时,能量集中,有利于晶粒细化;而光斑直径较大时,能量分布较广,可能导致表面粗糙度增加。
因此,光斑直径的选择应根据实际需求进行调整。
四、激光重熔参数对70Mn钢力学性能的影响1. 硬度分析随着激光重熔参数的优化,70Mn钢的硬度得到显著提高。
合理的激光功率、扫描速度和光斑直径参数组合可以使70Mn钢表面形成均匀、致密的熔化层,从而提高其硬度。
2. 拉伸性能分析激光重熔处理后,70Mn钢的拉伸性能也得到改善。
激光重熔对50CrMoV钢放电强化表面组织与性能的影响讲解
激光重熔对50CrMoV钢放电强化表面组织与性能的影响乔桂英肖福仁摘要:用透射电镜和X-射线衍射研究了激光重熔对50CrMoV钢脉冲放电强化层组织与性能的影响,结果表明:激光重熔可使放电表面强化层的硬度进一步提高。
硬度提高的原因是激光超细化组织及高密度位错和一定量的碳化物所致。
关键词:激光重熔放电强化组织硬度Effect of Laser Cladding on Microstructureand Property of Pulse Discharge EnhancedSurface Layer of Steel 50CrMoVQiao Guiying and Xiao Furen(Material and Chemistry Institute, Yanshan University,Qinhuangdao 066004)Abstract:The effect of laser cladding on microstructure and property of pulse discharge enhanced surface layer of steel50CrMoV has been studied by means of transmission electron microscope and x-ray diffraction method. The results showed that the hardness of pulse discharge enhanced layer was improved by laser cladding to form nanometer crystal microstructure, higher density dislocation and definite carbides.Material Index:Laser Cladding, Discharge Enhancing, Microstructure, Hardness▲放电强化作为一种表面强化的手段得到一定的作用[1,2],然而放电强化层较薄,强化层的均匀性和致密性较差,因此影响了其强化的效果。
激光表面改性技术主要技术的特点讲解

课程:激光表面改性技术
主讲教师:林继兴
激光表面改性技术特点
教学目标 通过本次课程的学习,了解激光表面改性技术的特点与优点。
激光表面改性技术特点
与常规表面处理方法相比, 1、加热迅速、且有自淬火作用
1)激光束能量密度高,功率密度>106W/cm2,0.001~0.01s内把工件加 热到1000 ℃以上。 2)当激光束离开加热区,冷的基体起到冷 却剂的作用,获得自淬火效果,冷却速度>
6、操作简单、效率高
激光具有良好的远距离传输性能,激光器不一定要靠近工件,更
适合于自动化控制的高效流水线生产。
小 结
激光表面改性技术具有加热迅速,变形小,可现实局部 选区处理,通用性强,无污染,操作简单、效率高等特点。
作业思考题
1、激光熔覆表面改性技术具有哪些特点? 2、为什么激光表面处理后组织要比感应加热、火焰加热或比感应、火焰、炉中整体加热更细
图1 激光重熔硬化示意图
激光表面改性技术特点
2、变形量小 1)激光加热时,聚焦工件表面,加热快而自淬火,无大量余热排放 2)应力、应变小,表面氧化及脱碳作用小
图2 激光相变强化组织
激光表面改性技术特点
3、可实现形状复杂零件的局部选区表面处理
许多零件需要耐热、耐腐蚀的工件仅局限于某一区域,其他 热处理方法很难做到局部处理。
图3轴类颈部激光熔覆
激光表面改性技术特点
4、通用性强 1)理论上,只要光能到达的地方,都可以处理。
窄深沟槽、拐角、盲孔、深孔、齿轮等感应、火焰加热难以实现的。 2)离较量在适当范围内功率密度相差不大,可以处理不规则或不平 整表面
图4 柴油机缸套激光淬火
激光表面改性技术特点
激光重熔强化工艺参数讲解

课程:激光表面改性技术
主讲教师:林继兴
激光重熔强化工艺参数
教学目标 通过本次课程的学习,掌握激光重熔强化工艺参数的选定
重熔强化工艺参数研究意义
影响激光重熔强化效果的因素: 1、激光重熔工艺参数 2、基材状态 3、激光器类型 激光重熔工艺参数: 激光器输出功率、扫描速度、光斑尺寸大小、搭接系数、气 体保护方式、工件表面状况
搭接系数合适的范围:5%~20%
气体保护方式
激光温度高,金属易氧化,会导致表面质量差、加工困难、破坏强化层
图3 不同的气体保护方式
a:同轴气流,b:筛孔罩式,c:中空式,d:侧向气流式,e:牵引式
工件表面质量
需处理的材料:表面粗糙度值很小的工件材料(如不锈钢、铝合
金、镁合金等)或精加工后的零件,光亮的表面对激光的反射率大幅 度提高,此时,激光熔凝处理前需对工件进行预处理。 表面预处理(又称为黑化处理):在需要激光重熔的部位涂覆一 层对激光有较高吸收能力的覆层。 常用方法:磷化法、喷(刷)涂料法。
C:P=4.6kW,v=1000mm/min
F:P=3.6kW,v=1400mm/min
图2 不同工艺激光重熔外观形貌
搭接系数
1、搭接目的 单道扫描宽度有限,难以实现大面积工件重熔强化 2、搭接处性能影响 1)搭接处回火,硬度 2)搭接处残余奥氏体被细化、位错密度高,硬度 整体硬度是 还是 ,看哪项占主导
显相变硬化区,仅有热影响区; 3、当ρ很高, v极快时,温度梯度极大,可以获得极高的冷却速度, 表层条状熔化区很窄很浅,表面粗糙度很小。
不同工艺参数宏观形貌
A:P=2.2kW,v=1000mm/min
D:P=3.6kW,v=200mm/min
激光熔覆强化和修复薄壁型零部件关键技术基础研究
激光熔覆强化和修复薄壁型零部件关键技术基础研究一、本文概述随着制造业的快速发展,薄壁型零部件在众多领域,如航空航天、汽车、医疗器械等中的应用越来越广泛。
然而,这些零部件在使用过程中往往面临着严重的磨损、腐蚀和疲劳等问题,严重影响了其使用寿命和安全性。
因此,如何有效地强化和修复这些薄壁型零部件成为了当前制造业面临的重要挑战。
激光熔覆技术作为一种新兴的表面工程技术,具有高精度、高效率、低成本等优点,为薄壁型零部件的强化和修复提供了新的解决方案。
本文旨在深入研究激光熔覆强化和修复薄壁型零部件的关键技术基础,为提高其使用寿命和安全性提供理论支持和技术指导。
具体而言,本文首先将对激光熔覆技术的基本原理和特点进行详细介绍,包括激光与材料的相互作用、熔池的形成与凝固过程等。
然后,针对薄壁型零部件的特点和强化修复需求,本文将重点研究激光熔覆过程中的热传递与热应力控制、熔覆材料的选择与优化、熔覆层的组织与性能调控等关键技术问题。
本文还将探讨激光熔覆技术在薄壁型零部件强化和修复中的应用实例,以及其在未来制造业中的发展趋势和前景。
通过本文的研究,旨在为激光熔覆强化和修复薄壁型零部件提供一套系统的理论框架和技术指导,为推动相关领域的技术进步和产业发展做出积极贡献。
二、激光熔覆强化技术基础激光熔覆强化技术是一种先进的表面工程技术,旨在提高材料表面的机械性能、耐磨性、耐腐蚀性以及耐热性。
该技术通过高能激光束将特定合金粉末快速熔化并沉积在基材表面,形成一层与基材冶金结合的新表面层,从而达到强化和修复的目的。
激光熔覆强化技术的核心在于激光束与粉末材料的相互作用。
激光束的高能量密度使得粉末材料在极短的时间内熔化,并与基材表面形成紧密的结合。
同时,激光束的快速移动保证了熔池的快速冷却,从而得到细小的晶粒组织,提高了新表面层的硬度和强度。
在激光熔覆过程中,粉末材料的选择至关重要。
粉末的成分、粒度以及形貌等都会对新表面层的性能产生显著影响。
激光熔覆图文讲解
激光熔覆-图文讲解————————————————————————————————作者:————————————————————————————————日期:一、激光熔覆的原理激光溶覆是利用高能激光束辐照,通过迅速熔化、扩展和凝固,在基材表面熔覆一层具有特殊物理、化学或力学性能的材料,构成一种新的复合材料, 以弥补基体所缺少的高性能。
能充分发挥二者的优势, 克服彼此的不足。
可以根据工件的工况要求,熔覆各种 (设计) 成分的金属或非金属,制备耐热、耐蚀、耐磨、抗氧化、抗疲劳或具有光、电、磁特性的表面覆层。
通过激光熔覆,可在低熔点材料上熔覆一层高熔点的合金,亦可使非相变材料(AI 、Cu 、Ni等) 和非金属材料的表面得到强化。
在工件表面制备覆层以改善表面性能的方法很多, 在工业中应用较多的是堆焊、热喷涂和等离子喷焊等,与上述表面强化技术相比, 激光熔覆具有下述优点:(1 )熔覆层晶粒细小, 结构致密,因而硬度一般较高, 耐磨、耐蚀等性能亦更为优异。
(2 )熔覆层稀释率低, 由于激光作用时间短,基材的熔化量小,对熔覆层的冲淡率低(一般仅为5%-8%) ,因此可在熔覆层较薄的情况下, 获得所要求的成分与性能,节约昂贵的覆层材料。
(3 ) 激光熔覆热影响区小,工件变形小, 熔覆成品率高。
(4 ) 激光熔覆过程易实现自动化生产,覆层质量稳定, 如在熔覆过程中熔覆厚度可实现连续调节,这在其他工艺中是难以实现的。
由于激光熔覆的上述优点, 它在航空、航天乃至民用产品工业领域中都有较广阔的应用前景,已成为当今材料领域研究和开发的热点。
ﻫﻫ激光熔覆技术应用过程中的关键问题之一是熔覆层的开裂问题,尤其是大工件的熔覆层, 裂缝几乎难以避免, 为此,研究者们除了改进设备, 探索合适工艺,还在研制适合激光熔覆工艺特点的熔覆用合金粉末和其他熔覆材料。
二、激光熔覆工艺方法激光熔覆工艺方法有两种类型:ﻫﻫ1、二步法(预置法)该法是在激光熔覆处理前, 先将熔覆材料置于工作表面,然后采用激光将其熔化,冷凝后形成熔覆层。
天弘激光--激光强化与熔覆
Protection against corrosion
适用性能
Adapted properties
低成本
修复失效高精尖设备
Low cost
Refabricate faiiled equipment with high-grade, precision and advanced
二 激光强化与再制造特点
Flame 火焰淬火
等离子淬火
Relatively cheap and flexible process
Electron beam 电子束淬火
Minimal distortion, selective hardening and no quenchant required
Advantages of laser cladding/Remanufacture
High dilution and heat input, high overbuild and post machining 高稀释与热输入,涂层过厚,焊后 加工量大 High dilution and heat input, high overbuild and post machining 高稀释与热输入,涂层过厚,后期 加工量大 High temperature,l ong time to process,low production rate
HVOF (High Velocity Oxy Fuel) 超音速
Wear protection, thermal barrier coatings 磨损保护,热障涂层
Many materials useable, good deposition rates 可用多种材料,良好沉积效率
激光重熔技术
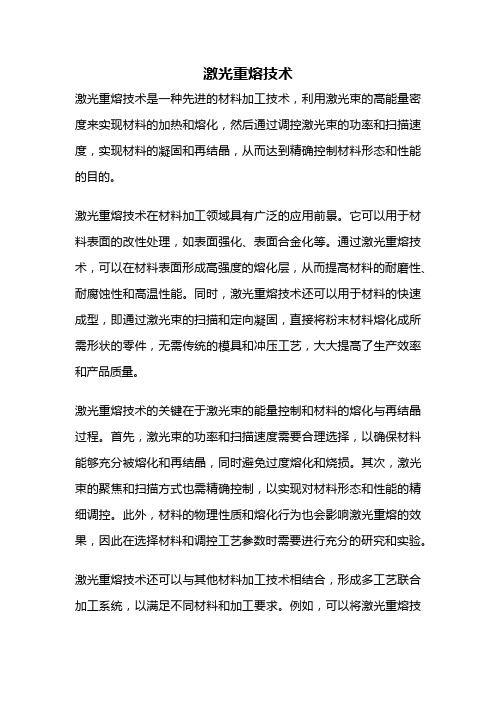
激光重熔技术激光重熔技术是一种先进的材料加工技术,利用激光束的高能量密度来实现材料的加热和熔化,然后通过调控激光束的功率和扫描速度,实现材料的凝固和再结晶,从而达到精确控制材料形态和性能的目的。
激光重熔技术在材料加工领域具有广泛的应用前景。
它可以用于材料表面的改性处理,如表面强化、表面合金化等。
通过激光重熔技术,可以在材料表面形成高强度的熔化层,从而提高材料的耐磨性、耐腐蚀性和高温性能。
同时,激光重熔技术还可以用于材料的快速成型,即通过激光束的扫描和定向凝固,直接将粉末材料熔化成所需形状的零件,无需传统的模具和冲压工艺,大大提高了生产效率和产品质量。
激光重熔技术的关键在于激光束的能量控制和材料的熔化与再结晶过程。
首先,激光束的功率和扫描速度需要合理选择,以确保材料能够充分被熔化和再结晶,同时避免过度熔化和烧损。
其次,激光束的聚焦和扫描方式也需精确控制,以实现对材料形态和性能的精细调控。
此外,材料的物理性质和熔化行为也会影响激光重熔的效果,因此在选择材料和调控工艺参数时需要进行充分的研究和实验。
激光重熔技术还可以与其他材料加工技术相结合,形成多工艺联合加工系统,以满足不同材料和加工要求。
例如,可以将激光重熔技术与激光沉积技术相结合,实现材料的快速成型和修复。
还可以将激光重熔技术与激光切割技术相结合,实现材料的切割和微加工。
激光重熔技术在航空航天、电子信息、汽车制造等领域具有广泛的应用前景。
例如,在航空航天领域,可以利用激光重熔技术对航空发动机叶片进行表面强化处理,提高其耐高温和耐磨性能,从而延长发动机的使用寿命。
在电子信息领域,可以利用激光重熔技术对半导体材料进行精细加工,实现微电子器件的高精度和高可靠性。
在汽车制造领域,可以利用激光重熔技术对汽车发动机缸体和汽缸盖进行修复,提高其使用寿命和性能。
激光重熔技术是一种具有广泛应用前景的先进材料加工技术。
它能够实现对材料形态和性能的精细调控,为材料加工和制造领域带来了新的机遇和挑战。
激光重熔强化的定义(精)

3、预涂层气孔等缺陷消除
图2 喷涂涂层激光重 2、消除或减少了原工件表面或涂层存在的裂纹、气孔、夹杂等缺陷
3、广泛应用于黑色金属和有色金属(Al、Cu、Mg)等表面直接重
熔和等离子喷涂后再重熔
小 结
1、激光重熔强化是基材表层熔化后再快速凝固,基材 与重熔层熔合,达到提高耐磨、耐腐蚀的目的。 2、基材上直接激光重熔时,不添加任何元素, 基材与 重熔层天然冶金结合。 3、预涂层激光重熔,提高了涂层结合性能,有效消除
裂纹、气孔等缺陷。
作业思考题
1、激光重熔强化是怎么定义的? 2、根据定义,激光重熔后,重熔层的化学成分为什么会与 基材基本相同或不同这两种情况。
成分与基体相同:在基材上直接表面重熔 成分与基体不同:基材经等离子喷涂、电脉冲涂层或激光熔覆 后,再采用激光表面重熔
基材上直接激光重熔
特点: 1、不添加任何合金元素 2、天然的冶金结合 3、较高的硬度、耐磨性和抗蚀性
图1 35CrMo基材激光重熔组织
预涂层激光重熔
特点: 1、预涂层采用热喷涂、等离子喷涂、激光熔覆等方法先结合 2、预涂层结合性能提高
激光重熔强化的定义
课程:激光表面改性技术
主讲教师:林继兴
激光重熔强化的定义
教学目标 通过本次课程的学习,了解激光重熔强化的定义及特点。
激光重熔强化的定义
定义:激光重熔是采用高能量激光束辐照在材料表面使其熔化, 然后通过热量传导使其快速冷却凝固,从而在材料表面形成与 基体相互熔合,成分与基体相同或不同的,但性能完全不同的 表层表面改性技术。
激光表面强化
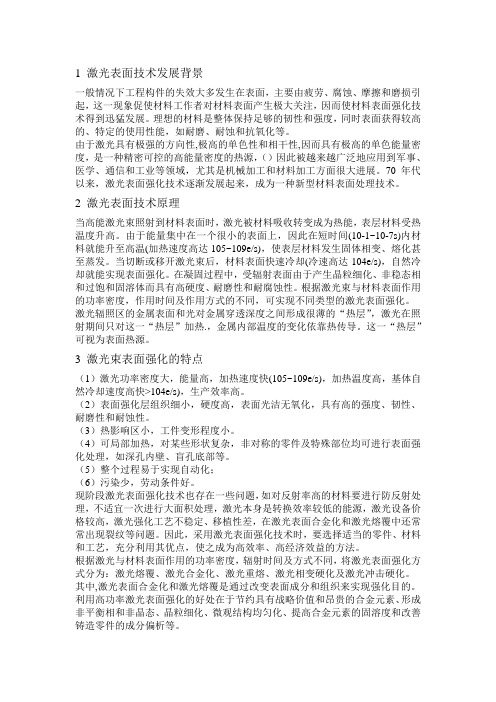
1 激光表面技术发展背景一般情况下工程构件的失效大多发生在表面,主要由疲劳、腐蚀、摩擦和磨损引起,这一现象促使材料工作者对材料表面产生极大关注,因而使材料表面强化技术得到迅猛发展。
理想的材料是整体保持足够的韧性和强度,同时表面获得较高的、特定的使用性能,如耐磨、耐蚀和抗氧化等。
由于激光具有极强的方向性,极高的单色性和相干性,因而具有极高的单色能量密度,是一种精密可控的高能量密度的热源,()因此被越来越广泛地应用到军事、医学、通信和工业等领域,尤其是机械加工和材料加工方面很大进展。
70年代以来,激光表面强化技术逐渐发展起来,成为一种新型材料表面处理技术。
2 激光表面技术原理当高能激光束照射到材料表面时,激光被材料吸收转变成为热能,表层材料受热温度升高。
由于能量集中在一个很小的表面上,因此在短时间(10-1~10-7s)内材料就能升至高温(加热速度高达105~109e/s),使表层材料发生固体相变、熔化甚至蒸发。
当切断或移开激光束后,材料表面快速冷却(冷速高达104e/s),自然冷却就能实现表面强化。
在凝固过程中,受辐射表面由于产生晶粒细化、非稳态相和过饱和固溶体而具有高硬度、耐磨性和耐腐蚀性。
根据激光束与材料表面作用的功率密度,作用时间及作用方式的不同,可实现不同类型的激光表面强化。
激光辐照区的金属表面和光对金属穿透深度之间形成很薄的“热层”,激光在照射期间只对这一“热层”加热.,金属内部温度的变化依靠热传导。
这一“热层”可视为表面热源。
3 激光束表面强化的特点(1)激光功率密度大,能量高,加热速度快(105~109e/s),加热温度高,基体自然冷却速度高快>104e/s),生产效率高。
(2)表面强化层组织细小,硬度高,表面光洁无氧化,具有高的强度、韧性、耐磨性和耐蚀性。
(3)热影响区小,工件变形程度小。
(4)可局部加热,对某些形状复杂,非对称的零件及特殊部位均可进行表面强化处理,如深孔内壁、盲孔底部等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
组织等没有特殊要求。
5、激光重熔强化工艺简单,操作灵活,重熔层深度通过各种工
艺参数及在线监测系统可自动控制,易实现工业化生产。
小 结
激光重熔强化的技术特性包括: 1、基材适应性强,黑色金属、有色金属都能适用; 2、不但改善气孔、裂纹等缺陷,而且重结晶改善性能; 3、熔层薄,热作用区小,表面粗糙度好,可以直接使用; 4、易实现局部处理,对形状、尺寸等没特殊要求;
5、工艺简单,易实现工业化生产。
作业思考题
1、激光重熔强化具有哪些特性? 2、有色金属激光重熔时,没有相的转变,它是通过什么方 式起到强化作用的?
研 究, 发现涂层几乎不存在气孔和裂纹 , 涂层均匀, 硬度为
873HV(原为741HV)。
激光重熔强化技术特性
3、其熔层薄,热作用区小,对表面粗糙度和工件尺寸影响不大, 甚至可以直接使用
图1 铸造铝合金激光重熔强化显微组织
激光重熔强化技术特性
4、激光重熔强化技术易实现局部处理,对基体的尺寸、形状、
激光重熔强化技术特性
2、激光重熔强化不但能改善工件原有的气孔、裂纹、夹杂等缺 陷,急冷重结晶获得的组织有较高的硬度、耐磨性和抗蚀性。
实例1: 李浩群等用激光重熔等离子喷涂的氧化铝陶瓷涂层,其孔隙 率和裂纹得到消除,硬度高达12.14GPa。 实例2: 王红英等进行了 Y2O3部分稳定 ZrO2等离子喷涂层的激光重熔
激光重熔强化技术特性
课程:激光表面改性技术
主讲教师:林继兴
激光重熔强化技术特性
教学目标 通过本次课程的学习,了解激光重熔强化技术优强化技术对任何金属材料(黑色金属、有色金
属)都适用。
黑色金属:晶粒细化、相变
有色金属:晶粒细化、过饱和固溶 实例: ZL109合金激光重熔层的平均显微硬度比基体提高30~40HV, 磨擦系数也显著降低,耐磨性能比基体提高1.5~3倍。