(整理)果汁饮料中的微生物.pptx
合集下载
饮料生产中的微生物控制培训课件
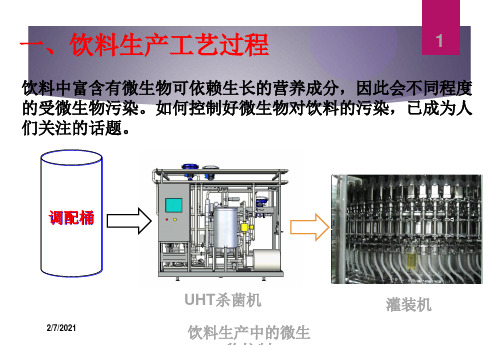
一、饮料生产工艺过程
1
饮料中富含有微生物可依赖生长的营养成分,因此会不同程度 的受微生物污染。如何控制好微生物对饮料的污染,已成为人 们关注的话题。
调配桶
2/7/2021
UHT杀菌机 饮料生产中的微生
灌装机
1、调配工艺流程图
及 原 浆
浓 缩 果 汁
糖 浆
维 物生 质素
矿
食用香精
稳定剂
2/7/2021
2/7/2021
饮料生产中的微生
微生物的生长需要些究竟需要些什么
5
?
2/7/2021
饮料生产中的微生
二、微生物管控
62/7/2021源自饮料生产中的微生1、人员微生物管控
7
你更衣了吗
管控方法:手部擦拭、洁净服擦拭 管控频率:手部擦拭每个CIP周期;洁 净服擦拭,每个月一次
2/7/2021
饮料生产中的微生
饮料生产中的微生
2
调配桶
调配桶
2、灌装工艺流程图
3
2/7/2021
7
5
6
4
3 2
1
9 8
11
1 0
1 2
13
1 4
饮料生产中的微生
4
微生物对我们的危害到底有多大
美国FDA给出了食品中危害因子按照安全重要性的排序 ♦ 微生物类 ♦ 环境污染物 ♦ 自然界中存在的毒素 ♦ 食品添加剂 ♦ 农药残留物
2、设备微生物管控
8
设备清洗消毒处理:CIP单元、
CO管控P单方法元:灌装机涂抹(共38个点)
管控频率:每个生产周期
饮料生产中的微生物
2/7/2021
9
3、内容物和包材微 生物管控 (1)内容物:原料到货检测、调配液微生物、UHT灭菌
1
饮料中富含有微生物可依赖生长的营养成分,因此会不同程度 的受微生物污染。如何控制好微生物对饮料的污染,已成为人 们关注的话题。
调配桶
2/7/2021
UHT杀菌机 饮料生产中的微生
灌装机
1、调配工艺流程图
及 原 浆
浓 缩 果 汁
糖 浆
维 物生 质素
矿
食用香精
稳定剂
2/7/2021
2/7/2021
饮料生产中的微生
微生物的生长需要些究竟需要些什么
5
?
2/7/2021
饮料生产中的微生
二、微生物管控
62/7/2021源自饮料生产中的微生1、人员微生物管控
7
你更衣了吗
管控方法:手部擦拭、洁净服擦拭 管控频率:手部擦拭每个CIP周期;洁 净服擦拭,每个月一次
2/7/2021
饮料生产中的微生
饮料生产中的微生
2
调配桶
调配桶
2、灌装工艺流程图
3
2/7/2021
7
5
6
4
3 2
1
9 8
11
1 0
1 2
13
1 4
饮料生产中的微生
4
微生物对我们的危害到底有多大
美国FDA给出了食品中危害因子按照安全重要性的排序 ♦ 微生物类 ♦ 环境污染物 ♦ 自然界中存在的毒素 ♦ 食品添加剂 ♦ 农药残留物
2、设备微生物管控
8
设备清洗消毒处理:CIP单元、
CO管控P单方法元:灌装机涂抹(共38个点)
管控频率:每个生产周期
饮料生产中的微生物
2/7/2021
9
3、内容物和包材微 生物管控 (1)内容物:原料到货检测、调配液微生物、UHT灭菌
选修1实验4果汁中的果胶和果胶酶精品PPT课件

温度/OC 10 20 30 40 50 60
果汁量/mL
确定水果的种类→确定制备果汁的方法→确 定水果的用量→确定果胶酶的用量→探讨测 定果胶酶活性的方法
如:以苹果为原料→去皮、核,切块,加水 搅拌成泥 →果泥用量5mL →2%的果胶酶2mL →通过测定果汁量来测定酶活性大小
三、动手做实验 制备水果泥
应物的混合搅拌等) 其他处理(加水、滤纸等)
尝试探究果胶酶催化果胶水解的 最适pH
探究pH对果胶酶活性的影响,只须将温度 梯改成pH梯度,并选定一个适宜的温度进 行水浴加热。
反应液中的pH可以通过体积分数为0.1%的 氢氧化钠或盐酸溶液进行调节。
实验4 果汁中的果胶
和果胶酶
+
果胶
果胶是植物细胞壁以及胞间层的主要组成成分之 一,由半乳糖醛酸和半乳糖醛酸甲酯组成。不溶 于乙醇,这是鉴别果胶的一种简易方法。
果胶可结合大量的水分,降低植物组织的分散性, 因此起着将植物细胞粘合在一起的作用,是很好 的凝固剂,用煮沸的山楂泥可制成山楂糕,就是 利用果胶的作用。
↓ 制备果胶酶
↓ 水果泥与果胶酶分别水浴保温
↓ 将水果泥和果胶酶混合保温(20-30min)
↓ 过滤出果汁(漏斗中应放置滤纸)
↓ 记录果汁量
↓ 改变不同的温度后重复上面的实验
思考:
为什么在混合苹果泥和果胶酶之前, 要将果泥和果胶酶分装在不同的试管中 恒温处理?
可以保证底物和酶在混合时的温度是 相同的,避免了果泥和果胶酶混合时影 响混合物的温度,从而影响果胶酶的活 性。
果汁的制作过程:①先用匀浆器将果实捣成匀浆; ②加入果胶酶降低匀浆液的黏稠度,使细胞分散, 减少固形物;③过滤、收集滤液;④浓缩保存。 如果不加果胶酶,则不易过滤,且含有的有效成 分减少,口感差。
果汁量/mL
确定水果的种类→确定制备果汁的方法→确 定水果的用量→确定果胶酶的用量→探讨测 定果胶酶活性的方法
如:以苹果为原料→去皮、核,切块,加水 搅拌成泥 →果泥用量5mL →2%的果胶酶2mL →通过测定果汁量来测定酶活性大小
三、动手做实验 制备水果泥
应物的混合搅拌等) 其他处理(加水、滤纸等)
尝试探究果胶酶催化果胶水解的 最适pH
探究pH对果胶酶活性的影响,只须将温度 梯改成pH梯度,并选定一个适宜的温度进 行水浴加热。
反应液中的pH可以通过体积分数为0.1%的 氢氧化钠或盐酸溶液进行调节。
实验4 果汁中的果胶
和果胶酶
+
果胶
果胶是植物细胞壁以及胞间层的主要组成成分之 一,由半乳糖醛酸和半乳糖醛酸甲酯组成。不溶 于乙醇,这是鉴别果胶的一种简易方法。
果胶可结合大量的水分,降低植物组织的分散性, 因此起着将植物细胞粘合在一起的作用,是很好 的凝固剂,用煮沸的山楂泥可制成山楂糕,就是 利用果胶的作用。
↓ 制备果胶酶
↓ 水果泥与果胶酶分别水浴保温
↓ 将水果泥和果胶酶混合保温(20-30min)
↓ 过滤出果汁(漏斗中应放置滤纸)
↓ 记录果汁量
↓ 改变不同的温度后重复上面的实验
思考:
为什么在混合苹果泥和果胶酶之前, 要将果泥和果胶酶分装在不同的试管中 恒温处理?
可以保证底物和酶在混合时的温度是 相同的,避免了果泥和果胶酶混合时影 响混合物的温度,从而影响果胶酶的活 性。
果汁的制作过程:①先用匀浆器将果实捣成匀浆; ②加入果胶酶降低匀浆液的黏稠度,使细胞分散, 减少固形物;③过滤、收集滤液;④浓缩保存。 如果不加果胶酶,则不易过滤,且含有的有效成 分减少,口感差。
果汁乳酸菌饮料PPT共26页
解决对策
1、加强乳酸菌资源的收集,建立专业化 的乳酸菌资源库;
2、加强在乳酸菌发酵剂方面的基础研究 积累,凝练大的研究成果,突破核心技 术,制定相应标准;
3、建立长效的科学研究和人才培养机制 ,加强企业和研究单位的合作。
乳酸菌饮料的发展前景
目前在国外发酵型乳酸菌奶饮品已 空前发达,日本、欧洲发酵型乳酸菌奶 饮料在乳制品市场的比例已达到80%,北 美约为30%,而在我国,发酵型乳酸菌奶 饮料占乳品销售比例也已还达不到10%, 发展潜力巨大,因此乳酸菌饮料市场必 将呈现出广阔的前景
果汁乳酸菌饮料
果汁乳酸菌饮料是在乳酸中添加果 汁的新型乳酸菌饮料,其蛋白质含量在 0.7%-1.0%之间,而原果汁量一般在5%20%之间
果汁乳酸菌饮料的制备工艺
将白糖与稳定剂混合 溶解→ 过滤→ 冷
却→调 酸→加入发酵乳→定容→搅 拌
→均质→灌装
↓
↑
↓
果汁
பைடு நூலகம்
杀菌→冷却→ 观察
果汁乳酸菌的意义
使乳酸菌饮料的营养更丰富; 针对不同的人群添加不同的果汁口味,
果汁的最佳添加量
由于牛乳中添加的果汁、蔬菜汁、 茶汁、芦荟汁的物理性质不同, 化学成分 也较复杂, 所以对乳酸饮料的发酵状态和 风味有较大影响, 通过实验发现, 果汁的 最佳添加量是10% ~ 15%, 蔬菜汁的最 佳添加量是20%, 茶叶汁的最佳添加量 是10% , 芦荟汁的最佳添加量是10%。
②产生的过氧化氧能够激活牛乳中的 “过氧化氢酶-硫氰酸”系统,抑制和杀 灭革兰氏阴性菌、过氧化氢酶阳性细菌 如假单胞菌属、大肠杆菌类和沙门氏菌 属等;
③产生类似细菌素的细小蛋白质或 肽类,如各种乳酸杆菌素和双歧菌素, 对葡萄球菌、梭状芽孢杆阔以及沙门氏 菌和志贺氏菌有拮抗作用。另外,双歧 杆菌等还可将结合的胆酸分解为游离的 肌酸,后者对细菌的抑制作用比前者更 强。
果汁乳酸菌饮料课件ppt课件
果汁乳酸菌饮料
果汁乳酸菌饮料是在乳酸中添加果 汁的新型乳酸菌饮料,其蛋白质含量在 0.7%-1.0%之间,而原果汁量一般在5%20%之间
2019
-
12
果汁乳酸菌饮料的制备工艺
将白糖与稳定剂混合 溶解→ 过滤→ 冷 却→调 酸→加入发酵乳→定容→搅 拌 →均质→灌装 ↓ ↑ ↓ 果汁 杀菌→冷却→ 观察
2019 4
乳酸菌的生理功能
1、防治有色人种普遍患有的乳糖不耐症(喝鲜 奶时出现的腹胀、腹泻等症状)。 2、促进蛋白质、单糖及钙、镁等营养物质的吸 收,产生维生素B族等大量有益物质。 3、使肠道菌群的构成发生有益变化,改善人体 胃肠道功能,恢复人体肠道内菌群平衡,形成 抗菌生物屏障,维护人体健康。 4、抑制腐败菌的繁殖,消解腐败菌产生的毒素 ,清除肠道垃圾。 5、抑制胆固醇吸收,降血脂、降血压作用。
19
(2)加入果汁乳酸菌饮料中的口感 ; (3)因为牛乳为水包油结构,所以 其溶解性最好为水溶性较大的; (4)性价比;
(5)果汁乳酸菌饮料一般都要进行 杀菌,所以要求其有一定的热稳定 性;
2019 20
(6)由于单一的稳定剂在果汁乳酸 菌饮料中没有很好的效果,所以一 般多采用复配型稳定剂,因此在选 择稳定剂时要充分考虑它们协同增 效性; (7)其结构最好是侧链较大或较多 ,且位阻较大又不易发生水解。 3、选用的果汁应是质量较好,没有 较大果肉或果粒的及其它悬浮杂物 。
2019 18
控制果汁乳酸菌饮料的产品质量的措施
1、改进加工工艺 (1)首先发酵乳,在发酵前一定要先均 质; (2)其次就是要特别注意发酵乳、稳定 剂、果汁(或有机酸)的添加顺序 ; (3)最后就是在杀菌前均质压力要控制 在25Mpa~30Mpa之间,均质温度在 60~70℃之间。 2、使用优质的稳定剂 (1)由于果汁乳酸菌饮料的酸度较低所 以还要求这类稳定剂有良好的耐酸性; 2019 -
果汁饮料中的微生物

果汁饮料中的微生物
30.04.2 生产计划部
目录
第一章 酸性饮料定义 第二章 酸性饮料的微生物 第三章 酸性饮料的管控
第一章 酸性饮料定义
一.什么是酸性饮料?
❖ 酸性饮料一般指pH值在4.3以 下的一大类饮料。 其酸性一般 由果蔬本身所含的果酸、柠檬 酸及其它酸味成份,或人工添 加酸味剂形成。
第一章 饮料的定义
瓶口发霉主要是因 为霉菌的产生
第二章 酸性饮料的微生物
四.什么是霉菌和酵母菌?
霉菌和酵母这种称谓仅是为了方便起见,将小型真 菌有真正菌丝的称为霉菌,没有菌丝的称酵母, 并没有分类学上的依据,相对于低等的细菌来说 ,霉菌和酵母生产缓慢,竞争能力较弱,故霉菌 和酵母常在不利于细菌生产繁殖的环境中形成优 势菌群。由于酸性饮料不利于其他菌群繁殖,也 就成了霉菌和酵母的生长天堂了。
第三章 酸性饮料的管控
一.果粒多产品对霉菌和酵母的管控
1.调理液升温到90℃开始充填; 2.充填后通过88℃杀菌; 3.冷却槽中添加次氯酸钠溶液;
理论上通过以上三种方式能杀灭饮料中的霉 菌和酵母,但为何口袋包仍会有发霉和胀包
现象呢?
第三章 酸性饮料的管控
二.果粒多产生霉菌和酵母的原因
1.杀菌不彻底(调理液升温只是在温度达到90度时就打入二 次调理桶,且会在二次调理桶放置较长时间。杀菌时只监 控水温,无监控产品中心温度)
第二章 酸性饮料的微生物
第二章 酸性饮料的微生物
生长 PH 水活 温度 耐热
环境
度
ቤተ መጻሕፍቲ ባይዱ
力
霉菌 高碳底 3-8 氮有机 物
0.85
20- 90℃可 30℃ 忍受几
分钟
酵母菌 高碳底 1.5 0.61- 0-45℃ 55-
30.04.2 生产计划部
目录
第一章 酸性饮料定义 第二章 酸性饮料的微生物 第三章 酸性饮料的管控
第一章 酸性饮料定义
一.什么是酸性饮料?
❖ 酸性饮料一般指pH值在4.3以 下的一大类饮料。 其酸性一般 由果蔬本身所含的果酸、柠檬 酸及其它酸味成份,或人工添 加酸味剂形成。
第一章 饮料的定义
瓶口发霉主要是因 为霉菌的产生
第二章 酸性饮料的微生物
四.什么是霉菌和酵母菌?
霉菌和酵母这种称谓仅是为了方便起见,将小型真 菌有真正菌丝的称为霉菌,没有菌丝的称酵母, 并没有分类学上的依据,相对于低等的细菌来说 ,霉菌和酵母生产缓慢,竞争能力较弱,故霉菌 和酵母常在不利于细菌生产繁殖的环境中形成优 势菌群。由于酸性饮料不利于其他菌群繁殖,也 就成了霉菌和酵母的生长天堂了。
第三章 酸性饮料的管控
一.果粒多产品对霉菌和酵母的管控
1.调理液升温到90℃开始充填; 2.充填后通过88℃杀菌; 3.冷却槽中添加次氯酸钠溶液;
理论上通过以上三种方式能杀灭饮料中的霉 菌和酵母,但为何口袋包仍会有发霉和胀包
现象呢?
第三章 酸性饮料的管控
二.果粒多产生霉菌和酵母的原因
1.杀菌不彻底(调理液升温只是在温度达到90度时就打入二 次调理桶,且会在二次调理桶放置较长时间。杀菌时只监 控水温,无监控产品中心温度)
第二章 酸性饮料的微生物
第二章 酸性饮料的微生物
生长 PH 水活 温度 耐热
环境
度
ቤተ መጻሕፍቲ ባይዱ
力
霉菌 高碳底 3-8 氮有机 物
0.85
20- 90℃可 30℃ 忍受几
分钟
酵母菌 高碳底 1.5 0.61- 0-45℃ 55-
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
P-11
第三章 酸性饮料的管控
二.防止果粒多产生霉菌和酵母
1.增加洗瓶口热水的压力。通过调整喷淋管直径, 喷淋口形状来改变;
2.考量洗瓶口水能否增加化学添加剂来达到灭菌效 果;
3.考量瓶盖在充填前的杀菌方法; 4.原物料检测标准的重新修订; 5.CIP工艺的重新设置。
P-12
结束
P-13
P-1
第一章 酸性饮料定义 第二章 酸性饮料的微生物 第三章 酸性饮料的管控
P-2
第一章 酸性饮料定义
一.什么是酸性饮料?
❖ 酸性饮料一般指pH值在4.3以 下的一大类饮料。 其酸性一般 由果蔬本身所含的果酸、柠檬 酸及其它酸味成份,或人工添 加酸味剂形成。
P-3
第一章 饮料的定义
二.果粒多系列的PH 橙汁味:PH 3.8±0.1 蜜桃味:PH 3.9±0.1 葡萄味:PH 3.9±0.1 以饮料的PH来分类,果粒多属于
1.杀菌不彻底(调理液升温只是在温度达到90度时就打入二 次调理桶,且会在二次调理桶放置较长时间。杀菌时只监 控水温,无监控产品中心温度)
2.包装密封性(口袋包管盖和习惯螺纹结合不严) 3.原料或辅料的影响(若原料或辅料含较多的霉菌,芽孢菌
或耐热芽孢,经过高温杀菌后,相应的产品中微生物也会 残留较多,从而使产品的坏包增加)
P-7
第二章 酸性饮料的微生物
P-8
第二章 酸性饮料的微生物
生长 PH 水活 温度 耐热
环境
度Leabharlann 力霉菌 高碳底 3-8 氮有机 物
0.85 20- 90℃可 30℃ 忍受几 分钟
酵母菌 高碳底 1.5 氮有机 物
0.610.99
0-45℃ 5556℃几 分钟可 杀死
霉菌和酵母很多能耐受防腐剂,如乳酸,醋酸, 二氧化硫,二氧化碳
酸性饮料。
P-4
第二章 酸性饮料的微生物
一.果粒多产生的微生物问题
P-5
第二章 酸性饮料的微生物
二.胀包现象的产生 三.发霉现象的产生
胀包现象主要是由酵 母菌引起的污染,饮 料被酵母菌污染后会 变质,变坏造成,若 酵母菌在产品中繁殖 并产生气体,则产品 外观膨胀。
瓶口发霉主要是因 为霉菌的产生
P-6
P-9
第三章 酸性饮料的管控
一.果粒多产品对霉菌和酵母的管控
1.调理液升温到90℃开始充填; 2.充填后通过88℃杀菌; 3.冷却槽中添加次氯酸钠溶液;
理论上通过以上三种方式能杀灭饮料中的霉 菌和酵母,但为何口袋包仍会有发霉和胀包
现象呢?
P-10
第三章 酸性饮料的管控
二.果粒多产生霉菌和酵母的原因
第二章 酸性饮料的微生物
四.什么是霉菌和酵母菌?
霉菌和酵母这种称谓仅是为了方便起见,将小型真 菌有真正菌丝的称为霉菌,没有菌丝的称酵母, 并没有分类学上的依据,相对于低等的细菌来说 ,霉菌和酵母生产缓慢,竞争能力较弱,故霉菌 和酵母常在不利于细菌生产繁殖的环境中形成优 势菌群。由于酸性饮料不利于其他菌群繁殖,也 就成了霉菌和酵母的生长天堂了。
第三章 酸性饮料的管控
二.防止果粒多产生霉菌和酵母
1.增加洗瓶口热水的压力。通过调整喷淋管直径, 喷淋口形状来改变;
2.考量洗瓶口水能否增加化学添加剂来达到灭菌效 果;
3.考量瓶盖在充填前的杀菌方法; 4.原物料检测标准的重新修订; 5.CIP工艺的重新设置。
P-12
结束
P-13
P-1
第一章 酸性饮料定义 第二章 酸性饮料的微生物 第三章 酸性饮料的管控
P-2
第一章 酸性饮料定义
一.什么是酸性饮料?
❖ 酸性饮料一般指pH值在4.3以 下的一大类饮料。 其酸性一般 由果蔬本身所含的果酸、柠檬 酸及其它酸味成份,或人工添 加酸味剂形成。
P-3
第一章 饮料的定义
二.果粒多系列的PH 橙汁味:PH 3.8±0.1 蜜桃味:PH 3.9±0.1 葡萄味:PH 3.9±0.1 以饮料的PH来分类,果粒多属于
1.杀菌不彻底(调理液升温只是在温度达到90度时就打入二 次调理桶,且会在二次调理桶放置较长时间。杀菌时只监 控水温,无监控产品中心温度)
2.包装密封性(口袋包管盖和习惯螺纹结合不严) 3.原料或辅料的影响(若原料或辅料含较多的霉菌,芽孢菌
或耐热芽孢,经过高温杀菌后,相应的产品中微生物也会 残留较多,从而使产品的坏包增加)
P-7
第二章 酸性饮料的微生物
P-8
第二章 酸性饮料的微生物
生长 PH 水活 温度 耐热
环境
度Leabharlann 力霉菌 高碳底 3-8 氮有机 物
0.85 20- 90℃可 30℃ 忍受几 分钟
酵母菌 高碳底 1.5 氮有机 物
0.610.99
0-45℃ 5556℃几 分钟可 杀死
霉菌和酵母很多能耐受防腐剂,如乳酸,醋酸, 二氧化硫,二氧化碳
酸性饮料。
P-4
第二章 酸性饮料的微生物
一.果粒多产生的微生物问题
P-5
第二章 酸性饮料的微生物
二.胀包现象的产生 三.发霉现象的产生
胀包现象主要是由酵 母菌引起的污染,饮 料被酵母菌污染后会 变质,变坏造成,若 酵母菌在产品中繁殖 并产生气体,则产品 外观膨胀。
瓶口发霉主要是因 为霉菌的产生
P-6
P-9
第三章 酸性饮料的管控
一.果粒多产品对霉菌和酵母的管控
1.调理液升温到90℃开始充填; 2.充填后通过88℃杀菌; 3.冷却槽中添加次氯酸钠溶液;
理论上通过以上三种方式能杀灭饮料中的霉 菌和酵母,但为何口袋包仍会有发霉和胀包
现象呢?
P-10
第三章 酸性饮料的管控
二.果粒多产生霉菌和酵母的原因
第二章 酸性饮料的微生物
四.什么是霉菌和酵母菌?
霉菌和酵母这种称谓仅是为了方便起见,将小型真 菌有真正菌丝的称为霉菌,没有菌丝的称酵母, 并没有分类学上的依据,相对于低等的细菌来说 ,霉菌和酵母生产缓慢,竞争能力较弱,故霉菌 和酵母常在不利于细菌生产繁殖的环境中形成优 势菌群。由于酸性饮料不利于其他菌群繁殖,也 就成了霉菌和酵母的生长天堂了。