高效加工在航空机匣零件制造中的应用
飞机发动机叶片机匣的高效加工
飞机发动机叶片机匣的高效加工发布时间:2022-10-08T03:34:42.556Z 来源:《工程管理前沿》2022年6月11期作者:单兴东[导读] 航空制造业的发展水平和能力是衡量一个国家制造业实力和国防科技工业水平的重要标志。
单兴东中国航发哈尔滨东安发动机有限公司黑龙江省哈尔滨市150066摘要:航空制造业的发展水平和能力是衡量一个国家制造业实力和国防科技工业水平的重要标志。
高效加工就是提高有效切削效率,缩短切削时间。
现代引擎必须有足够的推力和推重比,需要对发动机零件在高温、高压、高速度、高负荷条件下长期工作,资料特别是新的高温合金在航空发动机的普遍使用,其后果是发动机热端组件的镍基、粉末冶金高温合金切削材料、刀具材料消耗这些困难很大。
高效切削以切削效率为目标,提高金属去除率每单位时间,提高单位时间金属去除率。
而非削减时间的减少可靠定位、规划优化夹具,减少空行程时间来实现的。
关键词:发动机;叶片;机匣;加工航空发动机作为飞机的动力装置,是飞机的“心脏”,按照不同的使用要求应具有安全性、可靠性、绿色、环保、长寿命、低成本及易维护等特点,航空发动机零部件从选材到制造各方面都有很高的要求。
因此,航空发动机零件结构复杂、制造难度大、技术含量高,代表制造业发展的方向,被称为“制造业一颗璀璨的明珠”。
因此,航空发动机零件制造对加工设备、刀具等要求较高,不同材料、不同结构的发动机零件需要的加工设备不同,总体上对加工设备的要求为高精度、高刚性、高速度、高稳定性、多功能和易维护。
随着信息化技术的发展,航空发动机零件制造技术逐步向制造数字化、管理信息化、设备自动化、设计智能化及流程网络化方向发展,因此加工设备应具备高柔性、高智能,适应数字化制造、信息化管理的需求。
一、航空发动机叶片零件结构及加工特点(1)航空发动机叶片分为静子叶片和转子叶片,静子叶片又称为整流叶片,转子叶片则称为工作叶片,以发动机涡轮叶片为例说明叶片结构。
CNC机床加工技术在航空航天领域的应用

CNC机床加工技术在航空航天领域的应用随着科技的发展和航空航天工业的进步,CNC(Computer Numerical Control)机床加工技术在航空航天领域中的应用变得越来越重要。
CNC机床加工技术通过利用计算机控制和编程,使得航空航天零件的生产更加高效、精确和可靠。
本文将探讨CNC机床加工技术在航空航天领域的应用,并分析其优势和挑战。
一、CNC机床加工技术在航空航天领域中的应用1.1 高精度零件加工CNC机床加工技术在航空航天领域最重要的应用之一是生产高精度零件。
传统的机械加工很难满足航空航天零件的高精度要求,而CNC 机床利用其精确的自动控制和工具定位能力,能够实现微弱精度的零件加工,确保零件的准确性和一致性。
1.2 复杂形状零件加工航空航天领域中常常需要加工复杂形状的零件,例如涡轮叶片和机翼结构。
CNC机床加工技术可以根据零件的CAD模型进行自动控制,从而实现复杂形状的零件加工。
这使得航空航天工程师能够更好地满足设计需求,并提高生产效率。
1.3 高效生产和批量生产CNC机床加工技术具有高效生产和批量生产的优势。
通过良好的程序编写和工艺设计,一台CNC机床可以连续加工多个零件,从而提高生产效率和工作效能。
这对于航空航天领域来说尤为关键,因为航空航天零件的数量通常较大。
二、CNC机床加工技术在航空航天领域的优势2.1 精确度和一致性CNC机床加工技术可以实现高精度零件的加工,并保证零件的一致性。
由于CNC机床的自动控制和工具定位能力,每个零件都可以按照同样的程序进行加工,从而避免了人工操作中的误差和不一致性。
2.2 生产效率和降低成本CNC机床加工技术可以实现高效生产和批量生产,从而提高生产效率和降低生产成本。
相比于传统的机械加工,CNC机床加工可以减少人力投入和生产周期,同时避免了人为失误和浪费。
2.3 创新和设计自由度CNC机床加工技术在航空航天领域中提供了更大的创新和设计自由度。
由于CNC机床可以根据CAD模型进行加工,工程师可以更加灵活地进行设计和制造,实现更多样化和复杂化的零件和结构。
航空发动机典型产品燃烧室机匣加工工艺分析和技术应用
航空发动机典型产品燃烧室机匣加工工艺分析和技术应用本文从某型航空发动机燃烧室机匣的工艺特点出发,结合企业能力现状,对燃烧室机匣的加工工艺进行分析,并在应用过程中结合数控加工装备、三维CAD/CAM软件应用技术进行试验,取得一定的经验和效果。
分享此类型薄壁燃烧室机匣的开发研制过程中可供借鉴的工艺方法和应用技术。
一、前言航空发动机机匣是发动机中的壳体、框架类静子部件,是发动机的重要承力部件。
主要作用是承载发动机零组件重量、承受轴向和径向力,构成气流通道,包容气流、发动机转子,防止转子叶片断裂飞出,起到连接、支承、包容等作用。
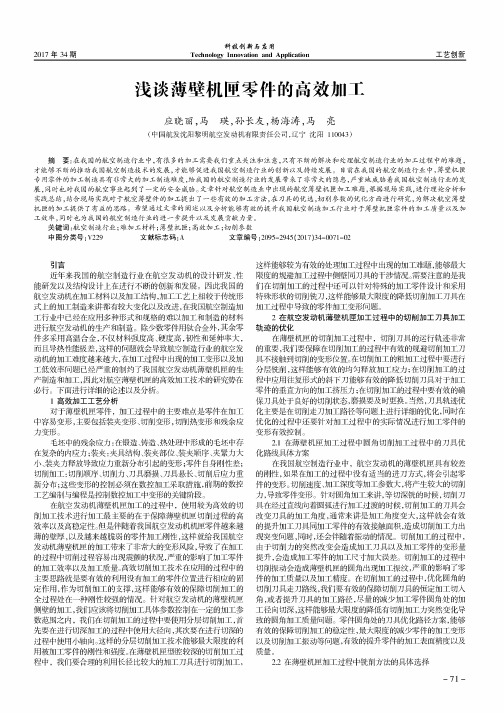
本文论述的燃烧室机匣是某型航空发动机热端的重要功能部件,属于典型的的薄壁环形件(见图一),其大端直径约Φ600mm、小端直径约Φ420mm、总高度约290mm、壁厚4.5mm。
工件材料选用13Cr11Ni2W2MoV马氏体不锈钢,硬度HB311~388,热导率与镍基高温合金接近,切削加工时蓄热、应力集中使得塑性变形大,难以加工。
该型号发动机属急需升级换代产品,已经获得国家正式立项和充分的资金支持,前期试制/小批产品性能已经获得用户方的充分肯定,需求极为迫切。
此次为小批转大批生产前的改进试验项目,目的是充分验证该类型产品为满足大批量生产所需的工艺调整和技术应用,打通批产的瓶颈,为向用户迅速提供高质量、高性能产品奠定技术基础。
二、工艺性分析燃烧室机匣壳体薄壁,零件刚性弱,加工过程中易产生振动,加工中易产生变形。
设计基准的形状公差小,主要表面之间相互位置要求的项目多,且位置公差小。
要同时保证这些高精度要求,加工难度很大,完整的工艺分析主要内容需紧扣如下圖表所示,本文篇幅有限主要围绕机加工艺展开。
1、工艺方案确定:前后安装边和筒体内壁壁采用车削加工,机匣的半精车和精车采用数控车削工艺。
安装边上的精密定位孔位置精度要求高,需要采用坐标镗孔加工工艺。
机匣外壁的安装座轮廓型面和安装边上的沉头孔选用数控钻、铰孔和数控铣加工工艺。
数控加工技术在航空制造中的应用

数控加工技术在航空制造中的应用随着科技的发展,数控加工技术已经被广泛应用于现代制造业的各个领域,包括航空制造。
数控加工技术,指通过计算机程序控制机床进行加工的技术。
数控加工技术具有高效、精度高、重复性好等优点,因此在航空制造中过程良好的应用。
1. 数控加工技术在航空制造中的优点(1)优秀的加工精度在航空制造领域,零件加工精度是至关重要的。
数控加工技术可以通过计算机程序精确地控制机床运转,进而实现精度更高的机械加工。
这样有助于提高航空器的性能,并确保其安全可靠。
(2)更加高效的制造过程数控加工技术能够实现自动化生产,提高生产效率。
与传统的手工加工、半自动化加工相比,数控加工技术具有快速、精度高、重复性好等优点。
这样可以减少制造周期,提高生产率,节约成本。
(3)更加节省时间和人力相比于传统的制造流程,数控加工技术采用计算机程序控制机床,减少了人工操作数量,大大缩短了制造周期,缩减了制造成本。
2. (1)航空部件制造在航空制造领域,数控加工技术被广泛应用于航空部件的制造过程中。
例如,利用数控机床制造飞机发动机叶片、罩壳、轮辋等零部件。
借助数控加工技术,这些部件可以按照机床程序严格控制加工精度,形状和尺寸精度达到很高的水平。
(2)航空模型制造利用数控加工技术,可以制作带有复杂几何形状的零部件和飞机模型,减少了制造过程中的人工干预,增强了制造过程的精度和稳定性。
(3)航空器结构制造利用数控加工技术,可以制造轻量化、高强度、具有几何复杂形状的航空器结构。
例如,飞机外壳、机翼等部件的制造。
在制造过程中,数控加工技术可以精确地控制机床运转,保证零部件的尺寸和结构完美地贴合飞机结构。
3. 数控加工技术在航空制造中的未来发展虽然现在数控加工技术在航空制造领域已经得到广泛应用,但随着技术的不断进步,我们可以期待其未来的发展。
未来数控加工技术不仅将更加注重提高加工精度、稳定性和制造效率,也将进一步加强与其他技术的整合。
数控加工技术在飞机制造中的应用

数控加工技术在飞机制造中的应用随着工业化和科技的进步,数控加工技术在飞机制造中的应用越来越广泛。
数控加工技术是指通过计算机控制机床进行加工,以实现高效、精确、重复性好的加工过程,可以有效地提高飞机零部件的铸造、锻造、机械加工等制造工艺的精度和效率,提升飞机整体的质量和性能。
1. 铝合金航空零部件的制造目前,航空领域中最常用的材料之一是铝合金材料。
数控加工技术可以帮助制造商在一条生产线上同时生产不同种类和规格的零部件,例如飞机尾舵、机舱壳体以及飞行控制表面等。
在数控加工工作中,飞机零部件先经过3D建模,然后由计算机进行高压水喷射或高速切削加工,以便制造出精度更高的零部件。
2. 复杂零部件的加工数控加工技术对于制造复杂形状的飞机零部件非常重要。
例如,高度曲折、精度要求高的涡轮叶片,往往需要经由机器人、激光切割等技术进行加工和维修。
另外,这些技术还在协助复杂的零部件加工方面发挥着重要作用。
3. 节省时间和人力成本材料和工作的成本是飞机制造中的最重要成本之一。
制造商需要利用科技来提高效率,从而降低生产成本。
数控加工技术可以帮助制造商缩短制造过程所需的时间,并减少需求时劳动力的数量,提升生产效率. 在一些多批次生产的生产线上,机器可以运转超过12小时,以及7天24小时不间断制造。
综上所述,数控加工技术在飞机制造中已形成了不可或缺的基础。
掌握此类技术可以使航空公司更好地生产出高质量和更可靠的飞机,以及为其他领域的发展做出贡献。
随着技术的不断发展和完善,数控加工技术在飞机制造中的应用将会更加广泛,未来可期。
航空发动机机匣高效加工方法研究
摘要航空发动机是飞机的核心部件,而机匣则是航空发动机上关键部件之一,其结构极为复杂、制造难度大。
机匣从毛坯到成品的加工过程中,大约有70%的材料被切除,其中绝大部分是在机匣的粗加工阶段完成。
因此,高效粗加工是实现缩短机匣研制周期的关键。
针对机匣结构特点,本文提出采用插铣代替传统侧铣进行高效粗加工,并从机匣零件建模、机匣数控加工工艺、机匣插铣粗加工刀位生成等方面开展了研究。
本文完成的主要工作和取得的成果如下:1)对机匣的结构进行了分析,并根据机匣的结构特征利用UG软件实现了机匣的实体建模。
2)研究了机匣高效粗加工工艺。
针对侧铣与插铣两种加工方式,从切削厚度和刀具挠度两方面进行理论对比分析,并对切削力进行仿真对比分析。
结果表明,在相同切除率条件下,插铣径向切削力仅为侧铣的0.6倍,切削过程稳定。
3)根据机匣插铣加工工艺与机匣结构特点,规划了其插铣刀位轨迹,并在UG环境下生成了相应的插铣加工刀位轨迹。
此外,以UG为二次开发平台,实现了对插铣线的优化,可有效防止插铣加工过切。
关键词:机匣,高效加工,插铣,刀位轨迹,UG二次开发ABSTRACTAero-engine is the core component of the aircraft, and the casing which is a key part of the engine is difficult to manufacture because its extremely complicate structure. About 70% of the material is removed from blank to finished product, while the most material is removed in rough milling of casing. Therefore, high efficiency roughing of the casing is a key technology to realizing higher efficiency manufacturing and shorter developing cycle. Based on characteristics of casing, plunge milling was proposed to instead of traditional layered flank milling in this paper. And the part modeling, the CNC machining process modeling, the cut-location generation of the plunge milling in rough machining were studied.The main work and achievements of this thesis are as follows:1) The casing structure is analyzed, and on this basis, the entity model of casing is established using UG.2) The efficient rough machining of casing is studied for process planning. Between the side milling and plunge milling methods, cutting thickness and tools deflection were contrasted in theory and the cutting force were contrasted in simulation. The results show that, under the same resection rate, the radial cutting force of the plunge is only 0.6 times than the side milling, and the process is stable.3) According to the Plunge milling process and the structure characteristics of casing, the plunge milling cutter path was planned, which is then generated in UG. Additionally, aiming at overcut in plunge milling process, the optimization of the plunge milling line has been implemented using UG secondary development.Key words: Casing, Efficient processing, Plunge milling, tool path, UG Secondary development目录摘要 (I)ABSTRACT........................................................ I I第一章绪论 (1)1.1研究背景 (1)1.2国内外研究现状 (2)1.2.1 复杂结构类零件粗加工技术 (2)1.2.2 插铣工艺技术 (3)1.3 论文主要内容及章节安排 (5)第二章机匣造型 (7)2.1基于特征的建模方法 (7)2.2建模平台选择 (8)2.3机匣造型 (9)2.3.1 机匣模型分析 (9)2.3.2 机匣实体建模 (10)第三章机匣数控加工工艺 (15)3.1工艺规程编制原则 (15)3.2机匣零件的工艺特征 (15)3.3机匣加工工艺阶段的划分 (16)3.4机匣加工工艺路线制定 (16)3.5机匣粗加工工艺方案分析 (18)第四章机匣插铣粗加工刀具轨迹 (25)4.1 UG数控加工 (25)4.2刀具轨迹规划原则 (25)4.3刀具轨迹生成 (27)4.3.1 加工环境设定 (27)4.3.2 刀具轨迹生成 (27)4.3.3 程序后置处理 (33)4.4基于UG的插铣线优化 (35)总结 (38)致谢 (39)参考文献 (40)第一章绪论1.1研究背景航空发动机是飞机的“心脏”,其内部温度高,转速高,压力大,使用寿命长,构件的机械负荷和热负荷大,工作条件十分苛刻和复杂,其研究和发展工作的技术难度大,耗资多,周期长,是一个世界公认的、复杂的多学科综合性系统工程[1]。
CNC机床加工技术在航空航天零部件制造中的应用

CNC机床加工技术在航空航天零部件制造中的应用航空航天工业一直以来是现代工程技术的领军者之一。
随着科技的快速发展和对高精度、高效率零部件需求的增加,CNC(数控)机床加工技术在航空航天零部件制造中发挥着极为重要的作用。
本文将对CNC机床加工技术在航空航天零部件制造中的应用进行探讨。
一、CNC机床技术概述CNC机床是指利用数学控制器进行加工操作的机床。
相比于传统的人工控制机床,CNC机床具有精度高、重复性好、生产效率高等优势。
其核心是通过预先编写程序,控制机床在三个坐标轴上移动,并根据加工要求进行切削、铣削、钻孔等操作,以达到精确复杂零部件的加工目的。
二、CNC机床加工技术在航天零部件制造中的优势1. 提高加工精度航空航天零部件对精度要求极高。
传统机床加工容易受到人为因素的影响,而CNC机床通过精确的数学控制,能够实现高精度的加工,确保每个零部件都符合设计要求。
2. 提高生产效率CNC机床具有自动化程度高、运行稳定等特点,能够实现连续、快速、高效的加工过程。
相较于传统机床,CNC机床在同等时间内能够完成更多的加工任务,提高了作业效率。
3. 降低人工成本传统机床加工需要大量的人工操作,不仅人力成本高,还容易受到人为疲劳和操作失误的影响。
而CNC机床通过自动加工,减少了对人工操作的依赖,降低了人工成本,并且提高了操作的安全性。
4. 实现柔性制造航空航天零部件种类繁多,形状复杂,传统机床难以满足不同工件的加工要求。
而CNC机床可以根据预先编写的程序,实现多种不同零部件的加工,具有很强的柔性制造能力。
三、CNC机床加工技术在航天零部件制造中的具体应用实例1. 复杂结构零部件的加工航空航天零部件往往具有复杂的结构和形状,传统机床很难实现精确加工。
而CNC机床通过刀具的高速旋转、多轴运动等技术手段,能够准确切削、铣削复杂结构零部件,满足航空航天工业对高精度零部件的需求。
2. 高温合金零部件的加工航空航天发动机等部件需要使用高温合金材料,这些材料具有硬度高、热稳定性好等特点,传统机床难以进行有效加工。
浅谈薄壁机匣零件的高效加工
2017年34期科技创新与应用Technology Innovation and Application工艺创新浅谈薄壁机匣零件的高效加工应晓丽,马瑛,孙长友,杨海涛,马亮(中国航发沈阳黎明航空发动机有限责任公司,辽宁沈阳110043)摘要:在我国的航空制造行业中,有很多的加工需要我们重点关注和注意,只有不断的解决和处理航空制造行业的加工过程中的难题,才能够不断的推动我国航空制造技术的发展,才能够促进我国航空制造行业的创新以及持续发展。
目前在我国的航空制造行业中,薄壁机匣专用零件的加工制造具有非常大的加工制造难度,给我国的航空制造行业的发展带来了非常大的隐患,严重地威胁着我国航空制造行业的发展,同时也对我国的航空事业起到了一定的安全威胁。
文章针对航空制造业中出现的航空薄壁机匣加工难题,根据现场实践,进行理论分析和实践总结,结合现场实践对于航空薄壁件的加工提出了一些有效的加工方法,在刀具的优选,切削参数的优化方面进行研究,为解决航空薄壁机匣的加工提供了有益的思路。
希望通过文章的阐述以及分析能够有效的提升我国航空制造加工行业对于薄壁机匣零件的加工质量以及加工效率,同时也为我国的航空制造行业的进一步提升以及发展贡献力量。
关键词:航空制造行业;难加工材料;薄壁机匣;高效加工;切削参数中图分类号:V229 文献标志码:A文章编号院2095-2945 (2017)34-0071-02引言近年来我国的航空制造行业在航空发动机的设计研发、性 能研发以及结构设计上在进行不断的创新和发展。
因此我国的 航空发动机在加工材料以及加工结构,加工工艺上相较于传统形 式上的加工制造来讲都有较大变化以及改进,在我国航空制造加 工行业中已经在应用多种形式和规格的难以加工和制造的材料 进行航空发动机的生产和制造。
除少数零件用钛合金外,其余零 件多采用高温合金,不仅材料强度高、硬度高,韧性和延伸率大,而且导热性能极差,这样的问题就会导致航空制造行业的航空发 动机的加工难度越来越大,在加工过程中出现的加工变形以及力口 工低效率问题已经严重的制约了我国航空发动机薄壁机匣的生 产制造和加工,因此对航空薄壁机匣的高效加工技术的研究势在 必行。
数控加工技术在飞机制造中的应用

数控加工技术在飞机制造中的应用随着航空业的不断发展和技术水平的不断提高,数控加工技术在飞机制造中的应用越来越广泛。
数控加工技术以其高效性、精度和稳定性在飞机制造中扮演着不可替代的角色。
本文将从数控加工技术在飞机制造中的应用、机床技术的更新、人才培养等方面进行分析。
数控加工技术是一种先进的精密加工技术,广泛应用于飞机制造中的部件精密加工、钛合金等特种材料加工和复杂结构零件加工等领域。
数控加工制造可用于加工零件表面的复杂曲面和精密孔、垫块、齿轮、道板等,其加工精度一般在微米级别,极具应用价值。
在飞机制造中,数控加工技术可以实现从设计到制造的整体数字化和高效化,对现代化、智能化、信息化、绿色化的航空制造产业具有推动作用。
数控加工技术在飞机制造中还有广泛应用,例如:1、加工复杂曲面零部件制造飞机的许多零部件形状复杂,需要进行高精度的加工。
在数控加工机上,操作员可以通过CAM软件将三维CAD模型转换成G代码,然后在机床上进行加工,从而实现对形状复杂的零部件的精确加工。
2、加工钛合金等特种材料钛合金等特种材料在飞机制造中应用广泛,但这些材料具有极高的硬度和难加工性,加工难度大。
使用数控加工技术可以轻松地加工出具有高质量的零部件。
3、机翼的加工机翼是飞机的关键部件之一,需要进行高精度的加工。
数控加工技术可以轻松地加工出复杂结构的机翼,确保机翼的稳定性和安全性。
二、机床技术的更新数控加工机床是数控加工技术的实现载体,其技术水平的提高能够直接影响数控加工技术的应用效果。
在飞机制造中,各种数控加工机床被广泛应用,例如:1、高速加工中心高速加工中心可以直接将CAD模型转换成G代码,并通过高速运动的加工头进行图案切削。
这种机床常用于高精度的铝合金零部件加工。
大型加工中心用于加工大型、重量级的机身零部件。
该机床具有高刚性、高精度和高效率的特点。
五轴加工中心可以克服多轴加工的限制,从而实现复杂零部件的加工。
这种机床通常用于加工机床结构复杂、形状复杂的零部件。
航空航天领域典型零部件的高效加工

航空航天领域典型零部件的高效加工本文从网络收集而来,上传到平台为了帮到更多的人,如果您需要使用本文档,请点击下载按钮下载本文档(有偿下载),另外祝您生活愉快,工作顺利,万事如意!目前,航空航天行业发展迅速,对材料性能要求越来越高,进而使得诸如钛合金、高温合金及复合材料等难加工材料应用越来越广泛,如:钛合金主要应用在整体叶盘、发动机框架、风扇机匣、叶轮及起落架等零部件;高温合金主要应用在轴、盘轴、涡轮盘、燃烧套管、ISO S孔等方面;复合材料主要应用在中央翼盒、垂直尾翼及机翼等方面。
这些都属于典型难加工结构件,具有以下典型特征:①内部结构复杂,如深内凹腔,其刀具异形,悬伸长,加工时易引起振动,排屑困难,在编制加工程序时需要充分考虑刀具与工件之间的安全间隙,还有鸽尾形叶根槽及其他可达性很差的凹槽等。
②薄壁结构,在选择刀具时需要充分考虑切削力对工件变形程度的影响。
③尺寸精度要求高。
航空航天零部件结构的复杂性、加工要求的严格性以及材料的难加工性,对刀具企业提出了更高的产品及服务要求。
国内外的一些刀具企业经过多年的发展,为该行业提供了许多高效的加工方案。
1. 盘轴的加工盘轴的加工有两项极具挑战性的特性:深内腔和燕尾槽。
山特维克可乐满提供的以下方案可安全可靠地完成这极具挑战性的特征加工。
采用带山特维克可乐满Capto®接口的防振刀板。
加工至150 mm深的内腔时,采用细长的刀具,但是刀具容易产生振动,而且需要从凹槽中去除加工时产生的切屑。
2. 涡轮盘加工这种零件的材料(如Inconel718、Waspalloy和Udimet 720等)通常都比较难加工,难加工特征通常为型腔的轮廓加工,而且还要避免各种各样的干涉问题。
3. ISO S孔加工关键航空发动机零件加工时,表面完整性至关重要。
ISO S孔加工是最终工序之一,这使得可靠性和安全性对交付高质量的零件而言非常重要。
山特维克可乐满提供的以下孔加工解决方案,能很好地满足ISO S孔加工方面的要求。
数控加工技术在飞机制造中的应用

数控加工技术在飞机制造中的应用
数控加工技术是一种将数字信号控制加工设备运动的技术,广泛应用于飞机制造领域。
在飞机制造中,数控加工技术具有高效、精准、灵活等优点,可以提高生产效率和产品质量,降低制造成本。
下面从三个方面介绍数控加工技术在飞机制造中的应用。
数控加工技术在飞机零部件制造中的应用越来越广泛。
飞机的零部件通常是复杂的结构,需要进行高精度的加工和组装。
传统的加工方法无法满足这些要求,而数控加工技术
可以根据数字化的加工程序,通过数控机床进行高精度、高速度的加工。
飞机的金属结构件,如机身、机翼等,可以通过数控铣床进行加工,保证了尺寸精度和表面质量。
数控加工技术在飞机模具制造中的应用也非常重要。
飞机的模具是制造飞机零部件的
必备工具,模具的制造质量直接关系到飞机零部件的质量。
传统的模具制造方法需要大量
的人工操作和调试,而且耗时。
而采用数控加工技术,可以将模具的设计图纸转化为数控
编程,通过数控铣床、数控车床等设备进行加工,大大提高了模具的加工效率和质量。
由
于数控加工技术具有高度的可编程性,可以实现各种复杂形状的模具加工,满足飞机制造
中多样化的需求。
数控加工技术在飞机组装过程中也起到重要作用。
飞机的组装需要对各个零部件进行
精确的装配,保证各个零部件之间的尺寸和位置精度。
传统的组装方法通常需要大量的人
工进行调整和测试,这样会增加人工误差和时间成本。
而采用数控加工技术,可以通过数
控机床进行零部件的加工和组装,通过数控编程和自动化控制,实现零部件的快速组装和
自动校正,大大提高了组装效率和装配质量。
自动化加工技术在航空制造中的应用
自动化加工技术在航空制造中的应用随着科技的发展和航空业的日益繁荣,航空制造领域对于高效、精密加工技术的需求越来越迫切。
自动化加工技术作为一种高度集成化的智能加工方式,为航空制造带来了巨大的革命性变革。
本文将以航空制造为背景,探讨自动化加工技术在该领域中的应用。
一、机器人技术在航空制造中的应用随着自动化技术的不断发展,机器人在航空制造中的应用越来越广泛。
传统航空制造过程中,许多重复且繁琐的工序需要工人手动完成,不仅费时费力,而且容易出现人为错误。
而引入机器人技术后,能够高效地完成这些工序,提高生产效率并降低错误率。
例如,在飞机装配过程中,机器人可以承担零部件的装配、焊接和胶合等工作,大大提升了生产效率和产品质量。
二、3D打印技术在航空制造中的应用随着3D打印技术的突飞猛进,航空制造也开始应用这项技术。
传统的航空制造往往需要制造大量的复杂零部件,而通过传统的加工方式,成本高且耗时长。
而利用3D打印技术,可以直接根据设计模型生成需要的零部件,避免了传统制造所需的复杂工序。
同时,由于3D打印技术可以实现对复杂结构的制造,使得航空器件的性能和质量得到了极大的提升。
三、无人机技术在航空制造中的应用无人机作为自动化加工技术的代表,也广泛应用于航空制造领域。
在传统的航空制造过程中,对于高空或狭小空间的检测、测量和维修任务,往往需要高成本的人工介入。
而无人机技术的出现,使得这些任务可以通过机器人完成。
例如,无人机可以携带高清摄像头,对飞机表面进行检测和维护,大大提高了工作效率和安全性。
此外,无人机还可以应用于航空器件的运输,减少了人工搬运的成本和风险。
四、智能控制系统在航空制造中的应用在航空制造过程中,智能控制系统的应用可以大幅提高生产线的自动化程度和质量稳定性。
智能控制系统可以通过实时数据的采集和分析,对生产过程中的各个环节进行监控和调整,降低了人为干预的需求,提高了生产线的效率和稳定性。
同时,智能控制系统还可以预测机器和设备的维护需求,及时进行维修和保养,减少了故障发生的可能性,提高了生产线的可靠性。
先进制造技术在航空制造业中的应用

先进制造技术在航空制造业中的应用随着航空业的快速发展,先进制造技术在航空制造业中的应用也得到了不断的推进和完善。
这些技术的应用,不仅提高了生产效率和产品质量,还促进了航空行业的发展。
本文将探讨先进制造技术在航空制造业中的应用及其价值。
一、数控加工技术数控加工技术是一种通过计算机控制机床进行加工的高精度技术。
数控加工技术的应用,可以大量减少人工干预的程度,而且缩短了时间,提高了效率和精度。
在航空制造业中,数控加工技术广泛应用于亚克力、航空铝合金、锂合金和其他航空材料的加工。
这样的加工技术不仅可以实现复杂零件的生产和制造,而且可以节省材料和时间,减少成本,并使产品风格统一、尺寸精确和制造速度快。
二、机器人技术机器人技术也是先进制造技术的一种,它在航空制造业中的应用,最显著的贡献就是提高了生产的效率和品质。
过去的航空生产中,许多工序需要手工完成。
但是随着机器人技术的发展,各种机器人逐渐被广泛应用于航空生产。
例如焊接、喷漆、铆接等环节的机器人,都可以大量减少人工干预的程度。
机器人还可以实现生产过程中的自动化处理,实现不间断生产。
机器人技术的应用不仅减少了人工干预的程度,而且可以提高生产精度和质量,促进生产效率的提升。
三、3D打印技术3D打印技术是一种以数字化文件为基础,通过逐层超薄喷涂方式来打印零部件的技术。
3D打印技术在航空制造业中的应用,最显著的贡献就是减少重量和成本。
3D打印技术不仅可以制造高精度和轻质化的零部件,还可以制造复杂结构的零件。
这样的技术可以大幅降低返工率和材料浪费率,从而显著降低成本并加速生产周期。
四、智能制造智能制造是指通过智能化的技术推进制造质量和效率的提升。
智能制造技术的应用,可以实现快速而高效的生产,降低生产成本,提高生产效率。
在航空制造业中,智能制造技术可以分析产品的工艺和技术指标,从而制定一套完整的生产方案,从而实现生产过程的标准化和优化。
智能制造技术还可以使生产过程中每一个环节都具有追溯性,从而保证了产品质量的稳定性和一致性。
飞行器制造中的精密加工技术

飞行器制造中的精密加工技术在现代科技的飞速发展中,飞行器制造领域正经历着前所未有的变革。
其中,精密加工技术作为关键支撑,对于飞行器的性能、可靠性和安全性起着至关重要的作用。
从飞机的机身结构到发动机的核心部件,每一个细节都离不开精密加工技术的精心雕琢。
精密加工技术在飞行器制造中的应用范围极为广泛。
首先,机身的整体框架需要高精度的加工,以确保结构的强度和稳定性。
这包括对各种铝合金、钛合金等材料的切割、成型和焊接,任何微小的误差都可能影响到飞行器的飞行性能和安全性。
例如,飞机机翼的表面平整度直接关系到飞行时的空气动力学性能,如果加工精度不够,可能会导致阻力增加、油耗上升甚至飞行不稳定。
发动机作为飞行器的“心脏”,其制造对精密加工技术的要求更是达到了极致。
发动机内部的涡轮叶片、燃烧室等部件在高温、高压和高速旋转的极端环境下工作,因此需要具备极高的精度和表面质量。
这些部件通常采用复杂的形状和结构设计,以提高发动机的效率和性能。
通过先进的数控加工技术,能够实现对这些复杂形状的精确加工,保证每个部件都能完美地协同工作。
在飞行器制造中,常用的精密加工技术包括数控加工、电火花加工、电解加工和激光加工等。
数控加工是目前应用最为广泛的一种技术,它通过计算机数字控制系统来精确控制机床的运动和加工过程。
利用数控加工技术,可以加工出各种形状复杂、精度要求高的零件,如飞机结构件、发动机叶片等。
电火花加工则适用于加工那些硬度高、形状复杂且难以用常规方法加工的材料,如模具钢等。
电解加工具有加工效率高、表面质量好等优点,常用于加工发动机的叶轮、整体叶盘等零件。
激光加工由于其高精度、高能量密度和非接触式加工的特点,在飞行器制造中也得到了越来越多的应用,如激光切割、激光焊接和激光打孔等。
然而,要实现飞行器制造中的精密加工并非易事,它面临着诸多挑战。
首先是材料方面的挑战。
现代飞行器大量使用高强度、耐高温、耐腐蚀的新型材料,如钛合金、高温合金和复合材料等。
航空航天领域典型零部件的高效加工
航空航天领域典型零部件的高效加工摘要:近几年,我国航空航天事业的发展可以说是突飞猛进,航天事业的快速发展离不开航天航空领域零部件高质量高效率的加工。
在航空航天领域,对于零件高质量高效率的加工可以说是航空航天领域发展的重要方向。
在零部件的加工方面,材料及其加工所用的刀具是非常关键的,刀具的发展进步促使着航空航天领域的不断前行。
如何对零部件进行高质量的加工切削已经成为此领域探讨的重要话题,文章中主要阐述航空航天领域一些典型零部件的高效加工方法,针对一些零部件的加工难点提出一些高效的解决方法,对于航空航天领域零部件的高效加工技术提出未来的发展方向。
关键词:航空航天;零部件;高效加工引言航空航天事业的高速发展是国家制造业水平与国防科技水平不断进步的重要体现。
飞机或者飞船等航空器等在飞行的过程中,为了确保飞行安全,对其制造材料有着较高的要求,需要能够长时间承受高温高压的高性能材料。
在飞机等航空器的零部件制造中,高温合金、钛合金是最为常用的材料,和其他材料相比,这种航空材料往往具有高强度、高硬度、抗腐蚀性较强的特性。
但这类高性能材料往往在加工过程中难度较大,传统的切削加工工艺在加工过程中由于切削温度较高、高性能材料对于道具磨损较为严重等情况,造成这类材料及其相应的航空零部件加工质量并不是很完美,普通刀具的加工也使得零部件表面的完整性也难以保证,这就在一定程度上使得一些零部件的使用寿命达不到预期要求,阻碍了航空航天领域加工工艺的进步。
航空航天领域零部件的高效加工是指在保证零部件加工质量、加工精度符合要求的情况下,尽可能的提高加工过程中的切削速度,刀具的进给速度从而实现高效率加工。
在目前航空航天领域零部件高效加工的工艺中,除了利用较为先进的数控设备及其切削性能优良的刀具外,还通过电能、化学手段等加工工艺,使得航空零部件的加工效率不断提高。
1.零部件的高效加工方法1.1高效切削加工方法航空航天领域零部件的高效加工所涉及的方面较多,例如高性能数控设备的应用、高速刀具的使用、加工工艺的优化等。
航空零部件的高效加工

物 理 气 相 沉积 ( P V D) 和 化 学 的 涂 层 刀 片 的 突 出 进 步 是 减 小 工 的可 达 性 。 气相 沉 积 ( C V D) 这两 种 主 要 涂 层 了较 厚 涂 层 中 的 内 应 力 , 以及 采
工 艺 以及 所 用 涂 层 材 料 的发 展 , 用 了新 的涂 层后 处 理 工 艺 。这 些 MX 刀 片 将 9 3 。 切 入 角 可 从 两 使 刀 片 牌 号 兼 具 专 用 性 和 通 用 技术进步赋予 刀片更好 的性 能 , 个 方 向切 削 并切 入 拐 角 的优 势 与 性, 并 且 能够 相 互 补 充 , 这是 以前 使 其 能 够 承 受 很 高 的 切 削 温 度 4 5 。 切 入 角 更 高 的 生 产 率 结 合 难 以做 到 的 。
的发展 , 新 的槽 型 可 以有 效 控 制 的提 高 。 当 然 ,圆 刀 片具 有 最 高 应 用高压 冷却 液
切屑 、 防 止 产生 毛 刺 , 并 提高 加 工 的 切 削 刃 强 度 和 切 除 工 件 材 料
J ] n ] - 航 空零 部 件 时 ,高 压 冷
的可 预 测 性 。
刀 片正 在 取 而代 之。 涂层 刀片 的 步 。 最 新 发 展 已经 对 刀具切 削性 能 产
生 了重 大 影 响。
削 加工 提 供 了 一种 新 的手 段 。 这
在C VD涂 层 刀 片 的 最 新 进 种专 用 刀 片 不仅 可 采 用 更高 的进
展中 , 用 于 车 削 加 工 航 空零 部 件 给率 ,而且改进 了在狭窄空间加 具有 合理 刀 片形状 的 C N —
可采 用 更 高 的切 削 速 度 ,进 给 率 也提 高 了几乎 一 倍 ,从而 使 加 工 在 实 际加 工 中 ,车 削 刀 片 几 周期 从 1 分 钟缩 短 到 2 O 秒。
航空零件高效加工方案

工具展望2019No.1 航空零件高效加工方案 十多年前,Procesos Control Numérico Computarizado公司以一个不同的商业名称进行经营,因为当时他们采用的方法与现在完全不同㊂那时,由工程师Horacio NelsonGómez创立的企业向Fisher控制公司提供石油行业的零件㊂正当他们为石油和天然气行业生产零件时,Gómez遇到了Aarón Flores Vásquez,他目前是Procesos Control Numérico 公司的主要股东㊂起初,他们仍是作为供应商 客户的业务关系,然后成为了合作伙伴,以挖掘公司的市场潜力㊂从那时起,他们继续共同努力寻找其他重要客户,其中包括Federal Mogul㊂后来,他们作为Parker的供应商进入了航空航天工业领域,如今已成长为这一细分领域的专业供应商㊂用新一代刀具迎来新发展Procesos Control Numérico 在车削中心进行了多项应用,他们正在开发一个用伊斯卡Penta 刀片进行螺纹加工的项目㊂这种新刀具被用于生产几种几何形状相似㊁不同尺寸的喷嘴㊂他们还与伊斯卡工程师一起开发了适用于加工中心的刀具,以满足Par⁃ker公司复杂零件的加工要求㊂Procesos Control Numérico车间生产的所有零件都从棒料开始,以获得每个零件的特定几何形状㊂每个零件都由单一材料一次加工制成,也就是说它们不会以焊接或连接的方式拼接㊂此外,他们正在开发在4轴和5轴加工中心上生产更为复杂的零件㊂Numérico工厂生产的零件是Parker公司为起落架㊁副翼或飞机涡轮建造的液压连接系统㊂工厂生产的零件应用到了所有系统,已有600个零件型号,他们专门从事航空航天工业中使用的这类零件,例如燃油或油液的快速连接接头㊂Ernesto Munguía Flores是Procesos Control Numérico公司持续改进方面的一名工程师,负责按时准确生产喷嘴,并且排查掉不合格产品,他的职能之一是不断寻求生产的改进加工方法,最新挑战是在制造喷嘴时减少加工时间㊂Munguía说, 我们与伊斯卡合作的主要项目是开发喷嘴的切槽加工,之前,在使用刀片加工凹槽时,我们不得不用刀片磨至0.46mm切宽并磨出10°或5°的后角㊂这显然增加了刀具的成本,因为磨削需要时间,而且还必须验证刀片是否符合切槽的规格㊂用这种刀片加工还会产生毛刺,这使得操作者无法检查零件的外径㊂我们联系了伊斯卡公司,希望破除这一困境,那时伊斯卡工程师向我们推荐了带有5°和10°后角的Penta刀片㊂”伊斯卡公司采用Penta24系列刀片为Procesos ControlNumérico公司开发定制刀片㊂这种刀片在切槽或加工喷嘴的业务中提供了出色的加工性能㊂这些Penta刀片具有独特的特征,切宽范围从0.78mm到4.80mm,最大切削深度为6.25mm㊂IC908牌号的刀片全面涵盖ISO-P㊁ISO-M㊁ISO-K㊁ISO-S和ISO-H材料组(合金钢㊁不锈钢㊁铸铁㊁超级合金和淬硬钢),其刚性夹紧系统使得Procesos Con⁃trol Numérico公司的切槽加工91工具展望2019No.1 收获高精度和优异的表面光洁度,以及提供快速简便的切削刃更换(切削刃破损时,系统可保证刀片其余部分不受损),PCHLS/ PCHRS刀杆刀方从12mm到25mm㊂Penta24N刀片相对于刀杆纵向方向偏转3°,故而当刀片靠近加工面时,不会发生干涉或碰撞㊂Penta刀片的采用大大缩短了加工时间,且加工的零件无毛刺,避免了额外的去毛刺工序㊂ 这对我们来说是一个非常重要的进步,因为它大大缩短了加工时间,减少了操作人员不必要的去毛刺过程,而且我们能够将原来磨削刀片的员工重新安置到其它业务中,除此之外,新刀片为我们提供了更精准的尺寸,而无需操作人员花时间进行测量㊂”Munguía解释说㊂Procesos Control Numérico 的工厂以前大约需要在每片刀片的磨削上耗费一小时㊂也就是说,我们的工作人员需要消耗一整天的时间磨削10片一盒的刀片㊂Munguía说 刀尖被修磨一次,我们只能使用一次㊂”根据这些刀片的消耗量每周约修磨40次刀尖㊂因此,如果算上操作员去毛刺的时间,每个喷嘴的生产时间已缩短了大约40%, Penta 的另一个好处是它有5个切削刃,而我们之前使用的只有两个切削刃㊂我们还节省了操作员从仓库领取新刀片的时间,将其安装并加工零件㊂”现在,在加工过程中,当一个切削刃磨损时,我们只需将另一切削刃转位到同一个Penta刀片工作位处并继续工作㊂为了执行喷嘴切槽加工,伊斯卡公司技术人员推荐Proce⁃sos Control Numérico公司使用角度为5o和10o的Penta刀片㊂通过使用这种刀片,他们规避了去毛刺工艺,并将加工时间缩短了40%㊂他们使用这种加工工艺为Parker公司生产喷嘴,而这占他们整个生产总量的85%㊂喷嘴由321不锈钢㊁304不锈钢或钛合金作为原材料制造㊂喷嘴生产的第一步始于棒料㊂棒材被送入机床并开始加工过程㊂首先进行粗加工操作去除余量,获得更好的零件可加工性㊂随后进行精加工,切槽(采用另一款伊斯卡切槽刀GHMR完成),并进行切断加工㊂喷嘴生产的第一部分结束(使用伊斯卡切断切槽刀HG⁃FH)㊂下一道工序在另一台机床上执行,喷嘴夹持部位做了变更以进行最终加工㊂车间的质量控制体系从来料品质管理开始,他们建立了许多控制点,以实现全程品质管控的生产并获得零次品㊂多年来,这种过程控制助力他们能够加工品质非常高的零件㊂目前,他们在美国供应三家Parker工厂,分别位于德克萨斯州Fort Worth,佛罗里达州Jacksonville和加利福尼亚州Camarillo㊂MoisésFlores说, 这些是我们供应零件的三个工厂,Fort Worth是其中最强的㊂”该公司在航空航天工业领域获得了2013年的AS9100标准C版认证㊂自那时起,他们一直保持着这一认证,并于最近再次获得认证㊂Procesos Control Numérico是一家小微企业,包括运营和管理人员在内仅有60名员工㊂Flores说, 我们总是努力以不同的方式做事情,我们很荣幸能够出席Par⁃ker公司每两年主办一次的供应商级会议,邀请那些满足他们期望02工具展望2019No.1并被认定为是重要的供应商人士,这意味着与他们有大量的商务往来㊂”在那里,全球约有300家供应商齐聚一堂,Procesos Control Numérico 已多次获得认可㊂ 让Parker 这样的国际供应商认可并不容易,我们目前是他们在墨西哥最重要的供应商㊂”事实上,Parker 在巴西或该地区的另一个国家没有任何其他供应商,因为他们对ProcesosControl Numérico 提供的质量和服务感到满意㊂Procesos Control Numérico 公司为航空航天工业生产的部分零件我们必须处理那些通常非常紧迫的航空航天业的紧急任务,制造一架飞机可能需要一年的时间,但有时制造计划受扰或延迟授权可能导致项目停滞不前,这就是为什么我们要做好准备,随时准备及时响应客户的要求㊂”MoisésFlores 解释说, 我们的质量承诺是通过从公司内部及外部,不断改进我们的生产和管理流程来满足客户的要求和期望,这一直是我们的基本方针和愿景㊂”目前为Parker 公司加工的情况是,每百万件零件的次品率为零,这充分说明了Procesos Control Numérico 奉行的质量控制体系的水平㊂他们每年为Par⁃ker 公司生产250,000件零件,并且完全没有次品㊂对他们公司及其行业的承诺也体现在未来,Moisés Flores 和他的团队继续寻找来自不同行业的新客户㊂ 如果我们获得了我们正在开展的新业务,我们将需要另外30个车削中心和新设备来满足客户的需求㊂”这些喷嘴的凹槽尺寸为0.254mm,需要切削刀具能在加工过程中保持更高的一致性和更长的切削刃寿命㊂检测与质量为确保所有零件满足航空航天工业严格的公差要求,公司配置了拥有最先进测量设备的计量室㊂在用于检查喷嘴的设备中有一个光学比测仪㊂他们通过放大10倍的阴影进行比较,以便直观地确定每个部分的特征㊂在此过程中,需测量喷嘴所需的10密耳插槽,并测量角度㊁距离和深度㊂新的检测设备可以执行相同的测量,同时能将其检测结果输入到记录特定特征的软件中,不必依赖于操作员目力检测㊂在光学比测仪中,检测过程需要5分钟,而新机器只需要15秒,用于测量超过0.381mm 的沟槽㊂高精度的测量设备确保了高质高效的航空零件加工㊂(伊斯卡提供)12。
先进材料在航空机械加工中的应用与工艺优化

先进材料在航空机械加工中的应用与工艺优化摘要:航空机械加工的先进材料应用和工艺优化对现代飞行器的性能、寿命和成本具有重要影响。
先进材料如碳纤维复合材料、高温合金和先进聚合物在机身结构、发动机部件、内部构件和外部涂层等方面得到广泛应用。
同时,工艺优化包括先进数控机床、自动化和机器人技术、高级涂层技术以及材料回收和再利用,可提高制造效率和降低成本。
这些创新对提高飞行器性能、延长使用寿命和减少维护成本至关重要。
未来,随着材料科学和制造技术的不断发展,我们可以期待航空机械加工领域的更多创新,推动航空工业迈向更高水平。
关键词:先进材料;航空机械加工;应用;工艺优化引言航空机械加工一直以来都是工业领域的重要组成部分,对飞行器性能、安全和效率起着至关重要的作用。
在不断追求更高性能、更低成本以及更环保的航空器时,先进材料的研究和应用已成为一项不可或缺的任务。
本文将深入探讨先进材料在航空机械加工中的应用,特别关注复合材料、高温合金以及先进聚合物等材料的性能和优点。
同时,我们将研究相关工艺的创新,包括数控机床、自动化和机器人技术、高级涂层和材料回收,以了解如何提高生产效率、降低成本,并减少环境影响。
这些进展不仅对航空工业具有重要意义,还为我们的未来提供更加高效、可持续和先进的飞行器制造方法。
一、先进材料的选择在航空机械加工中,材料的选择是一个至关重要的决策。
先进材料通常指的是高性能、轻量化、高强度的材料,如复合材料、高温合金和先进聚合物。
这些材料的应用可以显著改善飞行器的性能。
(一)复合材料复合材料的广泛应用在航空领域是为了追求更卓越的性能。
碳纤维复合材料以其出色的强度与轻量化的特性以及良好的耐腐蚀性而备受欢迎。
它们被广泛用于飞机的机身结构、飞翼和机翼等部位,有助于提高飞行器的性能和降低重量。
然而,复合材料的加工需要采用特殊工艺,如预浸法、自动纺织和热固化,以确保其性能达到要求。
这些技术的应用对于航空机械加工的工艺优化至关重要,以确保复合材料能够充分发挥其优势,提高飞行器的可靠性和性能。
先进制造技术在航空部件生产中的应用

先进制造技术在航空部件生产中的应用第一章概述航空工业的快速发展需要伴随着先进的生产技术,特别是在航空部件生产方面。
先进制造技术是指在材料、工具、设备、计算机技术等方面的快速发展,其主要目的是提高制造效率,降低生产成本,提高制品质量。
在航空部件制造过程中,先进制造技术的运用可以助力航空工业实现更高的质量标准、更高的生产效率和更高的利润率。
本文旨在探讨先进制造技术在航空部件生产中的应用。
第二章先进材料技术在航空部件生产中的应用航空部件生产需要使用先进的材料技术,以满足更高的性能和生产效率要求。
近年来,先进复合材料技术已成为航空部件生产的主流。
复合材料是指由两种或两种以上不同的材料在宏观上均匀分布的新型材料,它的强度高、重量轻、质量好,具有良好的耐腐蚀性和耐高温性能。
在航空部件生产中,先进复合材料经常应用于机翼、机身、尾翼等结构件制造中,使机体重量大幅降低,从而降低燃油消耗。
第三章先进工具技术在航空部件生产中的应用机器工具的应用可以大幅提高航空部件生产的效率和质量。
近年来,机械加工中常用的数控技术已变得越来越普遍。
数控加工是一种基于数字信号的加工方式,可以控制零件的运动轨迹和加工参数,可以高精度地加工复杂形状。
在航空部件生产中,数控加工技术可用于制造各种航空部件,例如钛合金零件、发动机轴承座等,使得生产过程更为快速和精确。
第四章先进设备技术在航空部件生产中的应用先进的设备技术在航空部件生产中发挥着重要的作用,能够提高生产效率和制品质量。
例如,三坐标测量系统已成为航空部件生产中广泛采用的测量设备。
这一技术可以在三维空间内精确测量机身零件的形状和尺寸,保证制品质量和精度。
第五章计算机技术在航空部件生产中的应用计算机技术是现代航空部件生产中不可或缺的一环。
随着计算机运算速度的提高和技术的进步,各种计算机辅助设计软件被广泛应用于航空部件生产领域。
例如,计算机辅助制造(CAM)软件可以使用数字模型来控制机械加工,从而增强生产效率,减少出错率。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一
机匣 的制 造质 量 。所确 定 的高压 涡 轮 工 工艺路 线如 图 2 示 。 所 2高 效加工 关键 技术 合理 的装 夹方 式 、高性 能 的刀 具 C M 技 术是 影 响 航 空 机 匣 高效 加工 自 A { 技术。 21夹具结 构设计 . 航 空机 匣 的装 夹 方式 及夹 具结 构 自 需 保证 零件 在 高效数 控 加工 时 ,整 个 力 统 具有 足 够 的加工 刚性 。如 图 3 示 所 号高压 涡轮 机匣 的夹具 结构 实物 图 。
中 圉 分 类 号 : P 2 +2 T 3 1 .1
文献 标识码 : A
刀 具使用 消耗 和 占用数 控设 备 使用 时间 上显 为 满 足 我 国 国 民 经 济 的 快 速 发展 的 需 得 尤为 突 出 , 些复 杂机 匣 的加 工 , 刀 具 如某 仅 求, 国防 、 载及 航 空等 国家 核心 工业 领域 对 费用就 高达 数万 ,刀具 费 用所 占制 造 费用 比 运 高性 能航空 发动 机 的研 制投 入 了大量 的人 力 例高达 8 %以上 , 远远超过常规的 3 4 : , - %1例 L 和物力 。航 空机 匣是 航 空发 动机 的关 键零 部 使 得机 匣加 工成本 居高 不下 。 件 之一 ,新 型发 动 机 的研制 和批 产需 求对 机 因此 ,必须 加快 航空 机 匣零件 高效 加 工 匣制 造质量 和加 工 效率提 出 了更高 的要求 。 工艺应 用研 究 步伐 ,提高 发动 机制 造工 艺 水 欧 美等发 达 国家在 航空 机 匣 的研 制 技术 平 和生产效 率 ,为 我 国高水 平航 空发 动机 的 直 遥遥 领先 ,并 形成 了稳 定 可靠 的批 产能 制造 提供技 术保 障 。 力 ,但是 该类 零部 件 的制造 技术 对 我 国严密 1航空 机 匣工艺 特点 分析及 方案 制定 航空 机匣 零件 主要 是用 来 固定 、 连接 、 定 封锁 ,特 别是 在加 工工 艺 和专用 编 程软 件方 面 。我 国在航 空 发动 机 的研制 方 面采用 “ 引 位发动机零部件的壳体 ,按结构设计主要分 进一 吸收 ” 的战略 , 并取 得 了一定 的成果 。 从上 成环形机匣和箱体机匣两个大类 。高压涡轮 世 纪九 十年 代起 ,国内相 关单 位专 门针 对 某 机 匣属 于整体 环形 机匣 , 图 1 如 所示 。 型 发动 机机 匣 的五坐 标数 控加 工进 行技 术攻 关 ,基 本解 决 了整体 机 匣的 五坐标 数 控加 工 问题 ,并开 发 出了专 用 五坐标 数控 加 工 系统 软 件 。 是 , 我 国航空 发动机 的制 造水平 但 目前 与国外 差距 仍较 大 , 表现 出生 产 周期长 、 工 加 质量 不稳 定 、 造成 本高 等特 点 , 影 响和 制 成为 制约 航空 工业发 展 的最 主要 因素 。 以机 匣生 产为 例 ,主要 问题 表现 在 以下
三个 方面 :
( ) 匣加 工效 率低 。长期 以来 , 国航 1机 我 空发 动机 制造 技术 相对 落后 ,加 上 国外 长期 对航 空工 业先 进 制造 技术 的封 锁 ,由于 机匣 的结 构 的复杂 性 及其 材料 的难 加工 性 ,加工 效率 相对 低 下 , 周期 一 直较 长 , 为 航空 加工 成 发动 机制 造过 程 中的技 术壁 垒 。 以某 发 动机 机 ห้องสมุดไป่ตู้为例 , 十年代 初 期 , 然使 用数 控 设备 九 虽 制 造加 工 , 由于 制造 技术 落后 , 匣制 造周 但 机 期 长达 三个 月 以上 ;近几 年 由于制 造技 术 的 进 步 , 加工 周期仍 在 十五天 左右 。 国外 同 但 在 类行 业 , 由于 高效 加工 技术 的应 用 , 复杂 机 匣 的加 工周 期 在三 至五 天 , 效率 相对 高 出许 多 。 () 2 机匣加 工质 量难 以保 证 。 航空 机匣零 件 大多结 构 复杂 ,在 其 内外 型面 上具 有多 样 的突变 几何 特征 , 凸 台 、 屿 、 探仪 座 、 如 岛 孔 减 重 型槽 、 加强 筋 、 凹槽 、L 孑 系等 , 征尺 寸精度 特 要 求 高 , 小公 差 在 0 0 — . 之 问 ; 置 精 最 . 50 1 0 0 位 度 要求严 格 ,例 如特 征体 相对 机 匣 中心轴线 的位置 度要 求 达 0 2 目前 由于我 们对 机 匣 .。 0 制 造 中使用 的刀 具 、 工艺 、 削参 数等 因素 对 切 加 工质 量 的影 响规律 不清 楚 ,加 工过 程 中不 得 不 引入较 多 的人为 干 预 ,造 成零 件 质量 不 稳定 , 寸超 差或 返工 返修 较 多 , 响零 件使 尺 影 用性 能 。 () 3 机匣 加工成 本居 高不 下 。 航空 机匣零 件所 用材 料 多为 难加 工材 料 ,由于 目前 我 们 加 工机 匣 的效率 相对 较低 , 之质 量不 稳定 , 加 从 而也造 成航 空 机匣 制造 成本 较 高 。特 别在
互—
—一
CnNw e noea o c h a eT h li nPd t i c ogs drus
高新未
高效加工在航 空机 匣零件制造 中的应用
赵玉 坤
( 中航 工业沈 阳黎明航 空发动机( 集团) 有限责任公 司, 宁 沈阳 10 4 ) 辽 0 3 1
摘 要 : 空机 匣零件 的制造 质量 和加 工效 率是影 响 高性能航 空发 动机研 制 的 重要环 节 。为 突破 国外 对航 空机 匣制 造技 术 的封锁 航 本研 究针 对航 空机 匣结构 复杂 、 易产 生加 工变形 、 材料 难加 工等特 点 , 重点研 究 了装 夹方式 、 具选择 及 快速 C M 等 关键技 术 , 盎 刀 A 通 大量 实验 对 特征 单元 的加 工工 艺参数进 行 了优化 , 定 了高效加 工工 艺方 案 , 某 型号航 空发动 机 高压 涡轮 机 匣制 造 中进行 了 制 并在 例 验证 , 高 了该类零 件 的生 产效 率。研 究成果 对 于提 高我 国高性 能航 空发动机 制造技 术 水平 具有 重要 意义 。 提 关键 词 : 空机 匣; 航 高效加 工 ; 工艺优化