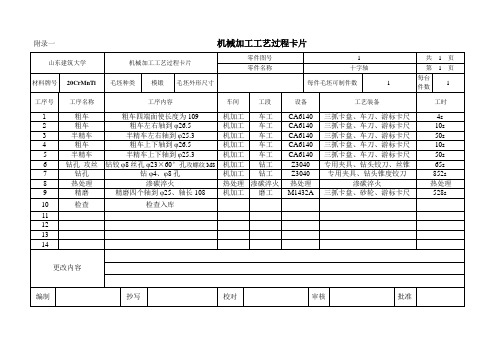
十字轴钻孔加工工序卡
十字轴机械加工工艺过程卡片
普车CA6140
小弯板,YT15,游标卡尺
0.14
10
磨削
磨削上下两端面至30,保证尺寸108
磨床
小弯板,YT15,游标卡尺
0.6
11
钻孔,倒角
钻车M8丝孔,钻直径23孔,并倒60度角
普车CA6140
四爪卡盘,钻头游标卡尺,千分尺
0.25
12
扬州之大
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
十字轴
共1页
第1页
材料牌号
20CrMoTi
毛坯种类
模锻
毛坯外形尺寸
每毛坯件数
1
每台件数
1
备注
工序号
工序名称
工序内容
设备
工艺装备
工时/min
1
车外圆
粗车左端外圆29至26.8±0.02
普车CA6140
四爪卡盘,YT15,游标卡尺
0。2至尺寸110.4±0.03
普车CA6140
小弯板,YT15,游标卡尺
0.052
3
车外圆,平端面
将左端外圆26.8装入弯板,用弯板压紧定位,保证对称度,车右端外圆至25.6±0.02,保证尺寸110.4至108.8±0.03
普车CA6140
小弯板,YT15,游标卡尺
0.135
4
车外圆
掉头,车左端面外圆至25.6±0.02,保证轴颈形位公差要求
普车CA6140
小弯板,YT15,游标卡尺
0.14
5
磨削
磨削左右两端面至30,保证尺寸108
磨床
十字接头工艺卡
每台件数 1 同时加工件数 1 切削液 工序工时 s 单件 553 工步工时 s 机动 7 2.1 41 46 会签 (日期) 辅助 63 120 79 79
夹具编号
工位器具编号
工位器具名称
描图 描校
工 步 号 1 2
工步内容 钻孔至 5.4 钻孔至 9 攻丝 M6-6B 攻丝 M10-7B
刀具 高速钢钻头 5.4 高速钢钻头 8.6 丝锥 丝锥
毛坯种类 铸铁 设备名称 立式铣床
夹具编号
描图 描校 底图号 装订号
工 步 号 1
工步内容
刀具
量具
主进给量 mm/r
背吃刀量 mm
进给 次数
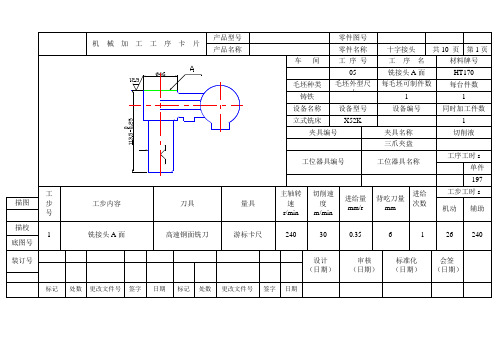
铣接头 A 面
高速钢面铣刀
游标卡尺
0.35
6
1
26
240
设计 (日期)
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
毛坯种类 铸铁 设备名称 立式铣床
毛坯外型尺 寸 设备型号 X51
每毛坯可制件数 1 设备编号 夹具名称 专用卡具
每台件数 1 同时加工件数 1 切削液 工序工时 s 单件 294 工步工时 s 机动 20 20 辅助 240 240
夹具编号
工位器具编号
工位器具名称
描图 描校
工 步 号 1 2
工步内容 铣端面 E 到中心线 16mm 铣端面 F 到中心线 32mm
零件图号 零件名称 工 序 号 十字接头 工 序 名 共 10 页 第5页 材料牌号
毛坯种类 铸铁 设备名称 立式钻床
5 毛坯外型尺 寸 设备型号 Z550
钻扩 40 孔 每毛坯可制件数 1 设备编号 夹具名称 专用卡具
HT170 每台件数 1 同时加工件数 1 切削液 工序工时 s 单件 240 工步工时 s 机动 400 24 817 会签 (日期) 辅助 120 40 120
数控加工工序卡片工序卡
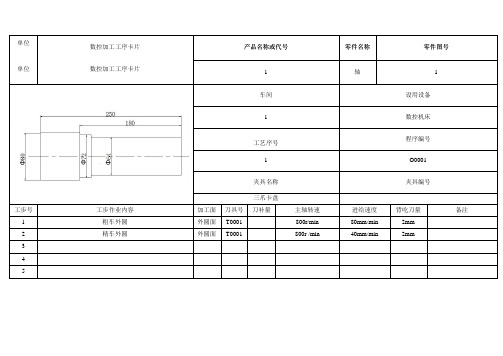
单位数控加工工序卡片1 轴 1车间 设用设备 1 数控机床 工艺序号程序编号 1O0001 夹具名称 夹具编号三爪卡盘工步号 工步作业内容 加工面 刀具号 刀补量 主轴转速 进给速度 背吃刀量 备注1 粗车外圆 外圆面 T0001 800r/min 80mm/min 2mm2 精车外圆外圆面 T0001 800r /min40mm/min2mm 3 4 5单位 数控加工工序卡片 产品名称或代号 零件名称 零件图号1 轴 1车间设用设备1 数控机床程序编号工艺序号2 O0001夹具名称夹具编号三爪卡盘工步号工步作业内容加工面刀具号刀补量主轴转速进给速度背吃刀量备注1 粗车外圆外圆T0001 800r/min 80mm/min 2mm2 精车外圆外圆T0001 800 r/min 40mm/min 2mm3 粗车锥面锥面T0001 800 r/min 80mm/min 2mm4 精车锥面锥面T0001 800 r/min 40mm/min 2mm5单位数控加工工序卡片产品名称或代号零件名称零件图号单位数控加工工序卡片1 轴 1车间设用设备1 数控机床程序编号工艺序号3 O0001夹具名称夹具编号三爪卡盘工步号工步作业内容加工面刀具号刀补量主轴转速进给速度背吃刀量备注1 粗车外圆外圆T0001 800r/min 80mm/min 2mm2 精车外圆外圆T0001 800 r/min 40mm/min 2mm3 车圆头外圆T0001 800r/min 80mm/min 2mm4 车圆倒角外圆T0001 800r/min 80mm/min 2mm51 轴 1车间设用设备1 数控机床程序编号工艺序号4 O0001夹具名称夹具编号三爪卡盘工步号工步作业内容加工面刀具号刀补量主轴转速进给速度背吃刀量备注1 车槽T0002 800r/min 80mm/min 2mm2 车螺纹T0003 800 r/min 80mm/min 1.5mm345。
(完整版)工艺过程卡和工序卡卡片
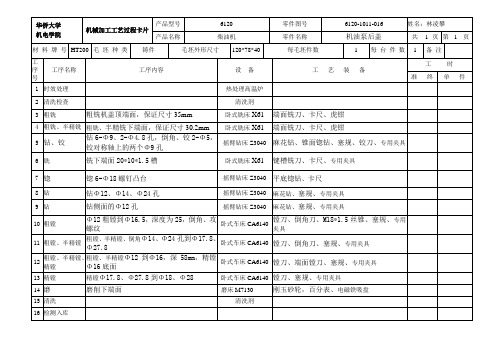
机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 1 页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*40 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣机盖顶端面,保证尺寸35mm 硬质合金端面铣刀、卡尺160 1 1.6 5 1 32.822标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 2 页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*35 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣下端面,保证尺寸31mm 硬质合金端面铣刀、卡尺160 1 1.6 4 1 32.822 半精铣下端面,保证尺寸30.2mm 硬质合金端面铣刀、卡尺210 1.3 1.6 0.8 1 25.00标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 3 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻6-Φ9mm孔Φ9高速钢麻花钻、塞规630 0.29 0.4 22.862 铰6-Φ9孔中对称轴上的两个孔至Φ9.1H8(022.0)做定位孔Φ9.1铰刀、塞规500 0.26 0.8 7.44标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 4 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻一个2-Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.32 铰此孔2-Φ4.8mm至2-Φ5mmΦ5铰刀、塞规500 0.13 0.4 4.653 通过模具以此孔定位钻另一个Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.34 铰此孔2-Φ4.8mm至2-Φ5mm Φ5铰刀、塞规500 0.13 0.4 4.655 倒角2-Φ4.8mm孔1.1x45º高速钢锥面锪钻10x90º标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 5 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 锪6-Φ18mm螺钉凸台高速钢平底锪钻18x9、卡尺400 0.4 0.14 5 1 19.32234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 6 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 铣下端面20*10*1.5槽硬质合金键槽铣刀10x60,卡尺945 0.5 0.2 1.5 3.812标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第7 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Φ12mm孔Φ12高速钢麻花钻400 0.28 0.45 21.672 钻Φ14mm孔Φ14高速钢麻花钻320 0.28 0.5 11.443 钻Φ24mm孔Φ24高速钢麻花钻200 0.28 0.7 13.074标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第8 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻侧面的Φ12mm的孔到铸件的铸孔约62mm深Φ12高速钢麻花钻,塞规400 0.28 0.45 88.47234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第9 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 Φ12粗镗到Φ16.5,深度为25,作为螺纹的底孔硬质合金镗刀、塞规1400 1.0 0.2 6.782 粗镗Φ16.5右端面,保证尺寸41mm 硬质合金端面镗刀,卡尺160 1 1.6 5 1 7.683 M18*1.5孔倒角硬质合倒角刀1120 0.25 0.644 攻丝内螺纹镗刀320 0.3 0.5 9.37标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第10 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗镗Φ14mm孔至Φ16.3mm硬质合金镗刀、塞规1120 1 0.2 2.3 8.172 粗镗Φ24mm孔至Φ26.3mm硬质合金镗刀、塞规900 1.33 0.4 2.3 5.083 半精镗Φ16.3mm孔至Φ17.8mm 硬质合金镗刀、塞规1400 1.33 0.1 1.5 13.064 半精镗Φ26.3mm孔至Φ27.8mm 硬质合金镗刀、塞规1018 1.5 0.2 1.5 8.985 倒角Φ27.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.646 倒角Φ17.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.64标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第11 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 把Φ12mm孔粗镗到Φ14.4mm,深58mm 硬质合金镗刀、塞规1400 1.0 0.2 2.4 6.782 把Φ14.4mm半精镗到Φ16mm,深58mm硬质合金镗刀、塞规1580 1.0 0.1 1.6 11.393 精镗Φ16底面硬质合金端面镗刀1580 1.33 0.2 0.38标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第12 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗Φ17.8mm孔至Φ18mm硬质合金镗刀、塞规1400 1.33 0.1 0.2 13.062 精镗Φ27.8mm孔至Φ28mm硬质合金镗刀、塞规1018 1.5 0.2 0.2 8.98标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第13 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数磨床M7130 1夹具编号夹具名称切削液电磁铁吸盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨削下端面刚玉砂轮,百分表2标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
(完整版)机械加工工艺过程卡片及工序卡片模板

0.762 0.501 1.35
0.145 0.988 0.649 1.75
立式钻床 麻花钻,丝锥 卡尺 0-50,0.05
1.716 2.224
Ⅷ
精车大端
卧式车床
1.818 2.356
Ⅸ
精镗大端孔
卧式车床
0.835 1.082
Ⅹ
精车小端
卧式车床
0.274 0.355
Ⅺ
去毛刺
Ⅻ
终检
设 计(日 期)
标 记
处 数
更改文件号
签 字
日 期
标 记
处 数
更改文件号
签
日
字
期
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
机械加工工序卡片
产品型号 产品名称
填料箱盖
车间
毛坯种类
零件图号
零件名称
填料箱 共 8
盖
工序号
工序名称
Ⅰ
粗车外圆面及端面
毛坯外形尺寸 每毛坯可制件数
页第 2 页 材料牌号
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
钻孔工序卡
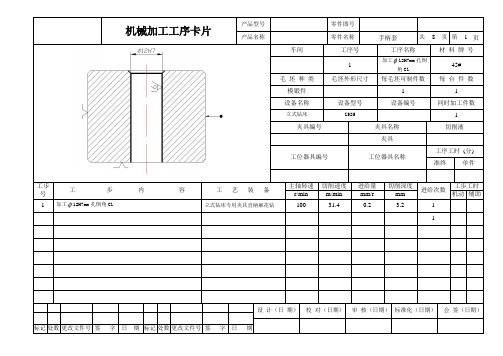
车间工序号工序名称材料牌号1加工φ12H7mm孔倒角C145#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件11设备名称设备型号设备编号同时加工件数立式钻床Z5251夹具编号夹具名称切削液夹具工位器具编号工位器具名称工序工时(分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 加工φ12H7mm孔倒角C1立式钻床专用夹具直柄麻花钻100 31.4 0.2 3.2 11设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号2加工φ5mm孔,进行钻-精铰45#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件11设备名称设备型号设备编号同时加工件数立式钻床Z5251夹具编号夹具名称切削液夹具工位器具编号工位器具名称工序工时(分) 准终单件锥柄圆柱塞规深度百分尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 加工φ5mm孔,进行钻-精铰专用钻夹具、游标卡尺、钻头300 94.2 1.5 1 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期车间工序号工序名称材料牌号3 扩φ32mm孔,倒角4545#毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z525 1 夹具编号夹具名称切削液夹具工位器具编号工位器具名称工序工时(分) 准终单件锥柄圆柱塞规、深度百分尺工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 扩φ32mm孔,倒角45专用钻夹具、游标卡尺、钻头600 188.4 1.5 4.2 1设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械制造技术课程设计-十字轴的工艺规程及钻中心孔夹具设计【全套图纸】[管理资料]
![机械制造技术课程设计-十字轴的工艺规程及钻中心孔夹具设计【全套图纸】[管理资料]](https://img.taocdn.com/s3/m/10729af1fc4ffe473268ab02.png)
设计说明书题目:十字轴的工艺及钻中心孔夹具设计摘要本设计是十字轴零件的工艺规程及器其具设计。
从零件的结构外型分析,它的外型复杂,且不易加工,因此该零件选用是铸造件。
它的主要加工面是孔、端面,在加工中由于加工精度要求比较低,所以只是采用粗加工就可以,所以将其加工划分为粗加工和半精加工阶段,以保证加工精度。
在本设计中,先以一个面加工出一个基准面,然后,再以该基准面加工相应的孔。
在后面的工序中,均以该孔为定位基准,加工中间轴轴承支架的两侧平面,孔。
在整个加工过程中,分别采用了铣床、车床,钻床和镗床。
并设计了铣侧面、钻孔和车外圆的专用夹具,并对它们的定位都采用了两V型块定位,一挡销来辅助定位。
由于该零件的尺寸不大,所需的夹紧力不大。
因此,夹紧方式都采用手动夹紧,它的夹紧简单,机构的设计更为方便,满足夹紧要求。
关键词:十字轴零件,加工工艺,专用夹具,定位,夹紧。
全套图纸,加153893706ABSTRACTThis design is a parts processing and special fixture designs of intermed shaft supporting bracket. Parts from the appearance of the structure, its appearance complex and difficult process, so the selection of parts is casting. The parts are cast parts. In the processing, it is easier to ensure the processing accuracy of plane than the hole. So the parts’ main planes are hole, two blades of the Plectrum and groove. Therefore, in the design, it adopts the principle of plane first and hole second and divi des the hole and plane’s working into extensive and intensive processing stages so as to ensure the accuracy. In this design, firstly, it uses the plane to work a datum; secondly, it uses the datum to work according hole. And in the latter process of working, it also takes hole as the poisoning base and works the two bales of Plectrum, hole, bottom plane, groove and inclined plane. In the entire machining process, it uses separately the milling machine, driller and boring machine. And the design aspect of milling, boring and milling ducts special fixture. They also have adopted the positioning of a two marketing positioning. According to the requirement, it designs the special fixture. For the size of parts is not very big, it doesn’t require strong clamping force. Therefore, methods of clamping are manual clamping; that is because it is simple and the design is more convenient to meet the requirements of clamping. Keywords Plectrum:intermed shaft supporting bracket;Processing;Special Fixture;Positioning;Clamping。
(完整版)机械加工工艺过程卡片及工序卡片模板
工序号
工序名称
Ⅰ
粗车端面和外圆
Ⅱ
粗镗内孔
机械加工工艺过程卡片
产品型号 产品名称
HT200
毛坯种 类
铸造
毛坯外形尺寸
填料箱盖
零件图号 零件名称 每毛坯件数
填料箱盖
每 台件数
工
序
内
容
车间
粗车Φ 155 的端面 粗车Φ 155 的外圆 粗车Φ 100 的外圆 粗车Φ 75 的外圆
粗镗Φ 60 的内孔
同时加工件数 切削液
工序工时 (分 )
准终
单件
工步号 工
Ⅰ
步
内
切槽
容
工艺 装备
成形刀具
主轴转速
r/min
90
切削速度
m/min
44.93
进给量
mm/r
0.65
切削深度
mm
5.25
进给 次数
工步工时
基本
辅助
0.124
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)
标记 处数 更改文件号 签字 日期 标记 更改文件号 签字 日期
填料箱盖
车间
毛坯种类
零件图号
零件名称 工序号
填料箱盖
共8
工序名称
Ⅴ
镗孔
毛坯外形尺寸 每毛坯可制件数
页第 6 页 材 料 牌号
每 台 件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时 (分 )
准终
单件
工步号 工
Ⅰ Ⅱ Ⅲ
工序卡片模板(夹具用)
校对 会签 审定
批准
第9页 共 45 页
机械加工工序卡片
产品代号或型号 16PA6-STC
部套号
工序名称
粗铣底面
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 10
切削深度 切削参数 进给量 刀具编号
部套号
工序名称
划线
设备型号
材料
材料硬度 工时(min) 零件名称
QT500-7
机体
设备 设备名称 三坐标划线仪
编号
车间号
程序编号 切削液
零件号 GHD16PAG ABA.O-B102
工段号
工序号 5
切削深度 切削参数 进给量 刀具编号
(mm)
(r/min) (mm/r)
编制 日期
更改 标记
更改 数量
综合工艺卡片工序号0车间号车体工段号工序名称设备工序工时min名称工装名称编号铸造机二5粗洗底面x51机二10精洗底面x51机二15粗铣侧面x60机二20精铣侧面x60机二25钻20孔z3025机二30扩孔至25z3025机二35镗26孔t68机二40镗30孔t68机二45钻底面16孔z3025机二50钻侧面12孔z3025机二55钻上面20孔z3025车体60检查探伤机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag离心泵壳体ht200壳体abaob102工序名称钻孔设备型号设备名称摇臂钻床设备编号车间号工段号工序号0程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共1页日期日期日期第1页机械加工工序卡片产品代号或型号lxbkt部套号材料ht200材料硬度工时min零件名称壳体零件号工序名称镗孔设备型号t68设备名称卧式镗床设备编号车间号工段号工序号程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第4页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第5页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob102工序名称划线设备型号设备名称三坐标划线仪设备编号车间号工段号工序号5程序编号切削液刀具编号切削深度切削参数进给量mmrminmmr序号名称编号规格标识工艺装备编制校对审核共45页日期日期日期第6页更改标记更改数量通知单编号更改者日期更改标记更改数量通知单编号更改者日期沪东重机股份有限公司技术中心机械加工工序卡片产品代号或型号部套号材料材料硬度工时min零件名称零件号ghd16pag16pa6stcqt5007机体abaob
机械加工工序卡片工艺过程卡片-模板
机械加工工序卡片产品型号零部件图号蚌埠学院机械加工工艺卡片调整臂外壳产品名称零部件名称共8页第1页车间工序号工序名材料牌号1 粗铣端面 KT350毛坯外每毛坯可毛坯种类每台件数形尺寸制件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床 X51 1夹具编号夹具名称切削液专用夹具工序工时工位器具编号工位器具名称准终单件0 71.76s 工主轴切削进给背吃工步工时进给步工艺装备速度速度量刀量工步内容次数号 r/min m/min mm/r mm 机动辅助粗铣A面至35.05-35.695 端铣刀 1 104 49.1 0.8 1.5 1 15.6s 2.34s mm Ra12.5um 游标卡尺粗铣C面至13.5-12.865mm 端铣刀 2 104 49.1 0.8 1.5 1 15.6s 2.34sRa12.5um 游标卡尺粗铣B面至33.969-34.031 端铣刀 3 104 49.1 0.8 1.5 1 15.6 2.34s mm Ra12.5um 游标卡尺粗铣D面至13-12.73mm 端铣刀 4 104 49.1 0.8 1.5 1 15.6 2.34s 描图Ra12.5um 游标卡尺描校底图号装订号设计审核标准化会签(日期) (日期) (日期) (日期) 标处更改文签日标处更改文签日记数件号字期记数件号字期机械加工工艺过程卡片产品型号零件图号蚌埠学院机械加工工艺过程卡片产品名称零件名称调整臂外壳共1页第1页每毛坯可材料牌号 KT350 毛坯种类铸件毛坯外形尺寸 1 每台件数 1 备注制件数工时工名工序号工序内容车间工段设备工艺装备序称准终单件粗铣凸台粗铣两端面至X51立式铣高速钢套式面铣刀、游标卡35.881 两端面34.031~33.969mm Ra12.5um 床尺、专用夹具 s半精铣凸半精铣两端面至32~31.83mm X51立式铣高速钢套式面铣刀、游标卡58.932 台两端面 Ra6.3um 床尺、专用夹具 s镗孔T716立式金3 镗刀、游标卡尺、专用夹具62.1s Φ62mm 刚镗床X51立式铣 4 铣槽26m 38.5s 铣刀、游标卡尺 +床铣舌台两粗铣、半精铣至12~11.76mm XA613卧式高速钢套式面铣刀、游标卡94.815 面 Ra6.3um 铣床尺、专用夹具 s钻Φ12mm钻、粗铰孔至12.18~12.16mm X525立式复合麻花钻、铰刀内径千分16.566 孔 Ra6.3um 钻床尺 s钻孔31.877 台式小钻床麻花钻5XΦ4(3mm s钻Φ13mm钻孔至 X525立式33.128 孔并钻沉复合麻花钻 13.12~13mmRa25um 钻床 s 头孔钻孔钻孔至13.92~13.8mm X525立式23.01描图 9 复合麻花钻Φ13(8mm Ra25um 钻床 s钻M10螺X525立式77.5610 钻底孔复合麻花钻描校纹底孔钻 s钻Rc1/8锥X525立式77.9511 钻底孔复合麻花钻螺纹底孔钻床 s 底图号12 攻丝攻丝 13 去毛刺钳工台装订号14 清洗清洗机 15 终检设计审核标准化会签 (日期) (日期) (日期) (日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡,工序卡片参考模板A4标准
段;
设备
工艺装备
工时
准终
单件
`
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
`标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
河南工院机械系
机械加工工艺过程卡片
产品型号
零件图号
产品名称
零件名称
共ห้องสมุดไป่ตู้
页
第
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
每台件数
备注
工
序
号
装夹
工步
工序内容
同时加工零件数
切削用量
年月日
设备名称及编号
工艺装备名称及编号
工时定额
切削深度/mm
切削速度/(m/min)
每分钟转数或往复次数;
进给量/mm
夹具
刀具
量具
单件
准终
`
编制(日期)
审核(日期)
会签(日期)
`标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
河南工业职业技术学院
工 艺 规 程
零(部)件名称
专 业
班 级
姓 名
指 导 教 师
河南工院机械系
机械加工工序卡片
产品型号
零件图号
产品名称
零件名称
共
页
第
页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
十字凹槽的数控铣削编程与加工数控加工工序卡
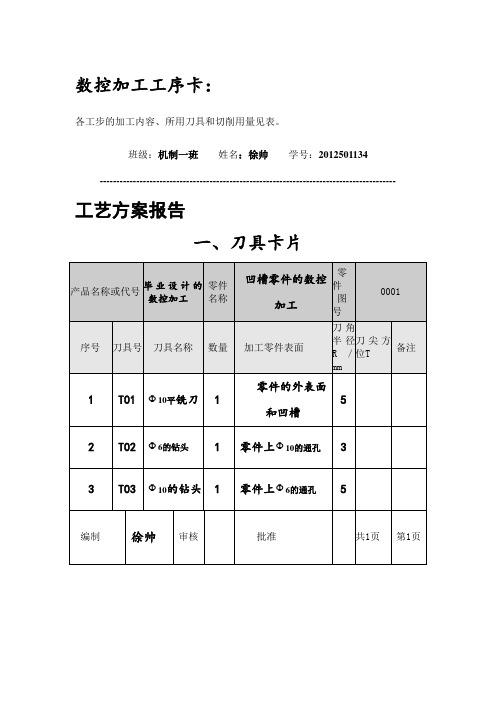
数控加工工序卡:各工步的加工内容、所用刀具和切削用量见表。
班级:机制一班姓名:徐帅学号:2012501134 ----------------------------------------------------------------------------------------- 工艺方案报告一、刀具卡片产品名称或代号毕业设计的数控加工零件名称凹槽零件的数控加工零件图号0001序号刀具号刀具名称数量加工零件表面刀角半径R/mm刀尖方位T备注1 T01 Φ10平铣刀 1零件的外表面和凹槽52 T02 Φ6的钻头 1 零件上Φ10的通孔 33 T03 Φ10的钻头 1 零件上Φ6的通孔 5编制徐帅审核批准共1页第1页二、工艺卡片单位名称开封大学产品名称或代号零件名称零件图号十字凹槽零件0001工序号程序编号夹具名称使用设备数控系统车间001 O0001 虎钳XD—40A FANUC0i Mate—MC 数控实训中心工步号工步内容刀具号刀具规格/mm主轴转/r·min_1进给量速度/mm·min_1备注1 铣下底面T01Φ10铣刀800 160 自动2 精铣外轮廓面T01Φ10铣刀1000 120 自动编制徐帅审核批准共2页第1页单位名称开封大学产品名称或代号零件名称零件图号凹槽零件0001工序号程序编号夹具名称使用设备数控系统车间002 O0002 虎钳XD—40A FANUC0i Mate—MC 数控实训中心工步号工步内容刀具号刀具规格/mm主轴转/r·min_1进给量速度/mm·min_1备注1 铣下底面椭圆槽T01 Φ10铣刀800 160 自动2 钻八个定位通孔T02Φ6铣刀1000 500 自动3钻四个深5的扩孔T03Φ10铣刀1000 500 自动4 钻中心孔T03 Φ10铣刀1000 500 自动5 铣中心孔T01 Φ10铣刀800 160 自动编制徐帅审核批准共2页第2页三零件编程报告任务名称:十字凹槽零件的数控铣削编程与加工完成人:徐帅指导教师:刘明显程序号程序内容说明O0001%O1200(NC0001,2015-5-26 ,14:29:19.819 )N8 T0 M6N10 G90 G54 G0 X4.9 Y4.9 S800 M03N12 G43 H0 Z100. M07N14 Z25.N16 G1 Z15. F100………………………………………………………………………………………………N206 G3 X-30. Y-39.9 I9.9 J0.N208 G1 X30.N210 G3 X39.9 Y-30. I0. J9.9N212 G1 Y30.N214 G3 X30. Y39.9 I-9.9 J0.N216 G1 Z24. F100N218 G0 Z100.N220 M09N222 M05N224 M30十字凹槽零件底面的加工程序(详见电子稿)程序段号程序内容说明O0002O0002(NC0002,2015-5-26 ,14:38:15.369N8 T2 M6N10 G90 G54 G0 X22.9 Y5.9 S800 M03N12 G43 H2 Z100. M07N14 Z16.N16 G1 Z6. F100N18 Y-5.9 F500N20 X16.………………………………………………………………………………………………………N212 G3 X0. Y-0.755 I15.245 J-16.N212 G3 X0. Y-0.755 I15.245 J-16.N214 X-0.755 Y0. I-16. J-15.245N216 X0. Y0.755 I-15.245 J16.N218 X0.755 Y0. I16. J15.245N220 G1 Z14. F100N222 G0 Z100.N224 M09N226 M05N228 M30%十字凹槽零件十字凹槽的加工程序(详见电子稿)。
十字轴夹具工艺工序卡 (1)
审核
批准
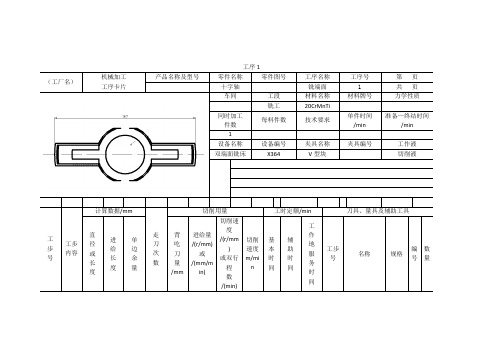
工序2
(工厂名)
机械加工
工序卡片
产品名称及型号
零件名称
零件图号
工序名称
工序号
第页
十字轴
镗中心孔
共页
车间
工段
材料名称
材料牌号
力学性质
钻工
20CrMnTi
同时加工
件数
每料件数
技术要求
单件时间/min
准备—终结时间/min
设备名称
设备编号
夹具名称
夹具编号
工作液
组合钻床
XA-449
专用夹具
工
步
号
材料牌号
力学性质
车工
20CrMnTi
同时加工
件数
每料件数
技术要求
单件时间/min
准备—终结时间/min
设备名称
设备编号
夹具名称
夹具编号
工作液
半自动液压仿形
CE7120U
顶针夹具
切削液
工
步
号
工步内容
计算数据/mm
走
刀
次
数
切削用量
工时定额/min
刀具、量具及辅助工具
直
径
或
长
度
进
给
长
度
单
边
余
量
背
吃
刀
量/mm
340
85
1
硬质合金端铣刀
d=80mm
1
2
铣十字轴167端面2
167
25
2
1
3
0.3
340
85
2
硬质合金端铣刀
d=80mm
十字轴机械加工工艺规程及工艺装备设计工艺过程综合卡片
零件号
材料
20GrMoTi
编制
陈宏川
2008.6.30
机械加工工艺过程综合卡片
零件名称
十字轴
毛坯重量
1.34kg
指导
生产类型
大批生产
毛坯种类
铸件
审核
工序
安装(工位)
工步
工序说明
工序简图
机床
夹具或辅助工具
刀具
Ⅴ
4
3
4
钻另一端φ6孔深54mm。
调头夹紧,钻φ6孔深至通孔
台钻
专用夹具
麻花钻头¢6mm
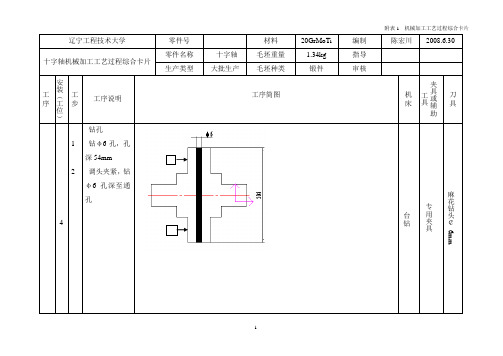
辽宁工程技术大学
零件号
材料ቤተ መጻሕፍቲ ባይዱ
20GrMoTi
编制
陈宏川
2008.6.30
十字轴机械加工工艺过程综合卡片
零件名称
十字轴
毛坯重量
1.34kg
指导
生产类型
大批生产
毛坯种类
锻件
审核
工序
安装(工位)
工步
工序说明
工序简图
机床
夹具或辅助工具
刀具
4
1
2
钻孔
钻φ6孔,孔深54mm
调头夹紧,钻φ6孔深至通孔
台钻
专用夹具
麻花钻头¢6mm
钻孔工序卡片
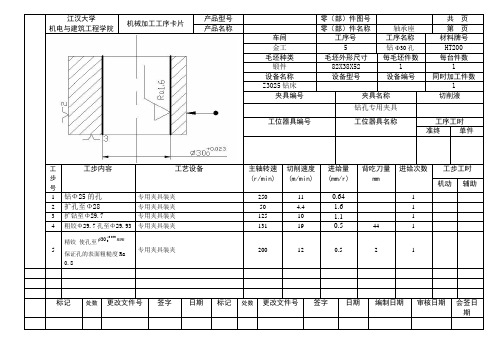
江汉大学
机电与建筑工程学院机械加工工序卡片
产品型号零(部)件图号共页
产品名称零(部)件名称轴承座第页
车间工序号工序名称材料牌号
金工 5 钻Φ30孔HT200
毛坯种类毛坯外形尺寸每毛坯件数每台件数
锻件82X38X52 1 1
设备名称设备型号设备编号同时加工件数
Z3025钻床 1
夹具编号夹具名称切削液
钻孔专用夹具
工位器具编号工位器具名称工序工时
准终单件
工步号工步内容工艺设备主轴转速
(r/min)
切削速度
(m/min)
进给量
(mm/r)
背吃刀量
mm
进给次数工步工时
机动辅助
1 钻Ф25的孔专用夹具装夹250 11 0.64 1
2 扩孔至Ф28 专用夹具装夹50 4.4 1.6 1
3 扩钻至Φ29.7专用夹具装夹125 10 1.1 1
4 粗铰Φ29.7孔至Φ29.93专用夹具装夹131 19 0.544 1
5
精铰使孔至mm
023
.0
30+
φ
保证孔的表面粗糙度Ra
0.8
专用夹具装夹200 12 0.5 2 1
标记处数更改文件号签字日期标记处数更改文件号签字日期编制日期审核日期会签日
期。
十字轴工艺卡片
附录一机械加工工艺过程卡片机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时1 粗车轴108端面1YT5硬质合金可转位车刀游标卡尺2.0 1.47 0.39 0.3 1 4s2 粗车轴108端面2 2.0 1.47 0.39 0.3 1 4s3 粗车轴108端面 3 2.0 1.47 0.39 0.3 1 4s4 粗车轴108端面 4 2.0 1.47 0.39 0.3 1 4s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时1 粗车外圆轴1YT5硬质合金可转位车刀游标卡尺2.0 1.47 0.35 0.75 1 10s2 粗车外圆轴2 2.0 1.47 0.35 0.75 1 10s3 粗车外圆轴3 2.0 1.47 0.35 0.75 1 10s4 粗车外圆轴4 2.0 1.47 0.35 0.75 1 10s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时1 粗镗孔φ23mm 镗刀 6.17 1.31 0.152 1 14s1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给工步工时1 钻孔Ф6高速钢复合钻头18 0.06 0.12 6 1 4.2×602 钻孔Ф618 0.06 0.12 6 1 4.2×603 钻孔Ф818 0.065 0.1 8 1 1.45×604 钻孔Ф818 0.065 0.1 8 1 1.45×605 钻孔Ф818 0.065 0.1 8 1 1.45×606 钻孔Ф818 0.065 0.1 8 1 1.45×60设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给工步工时1 半精车外圆YT5硬质合金可转位车刀游标卡尺6.33 2.08 0.22 0.6 1 50s2 半精车外圆 6.33 2.08 0.22 0.6 1 50s3 半精车外圆 6.33 2.08 0.22 0.6 1 50s4 半精车外圆 6.33 2.08 0.22 0.6 1 50s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数螺纹车床通用 1夹具编号夹具名称切削液三抓卡盘工位器具编号工位器具名称工序工时准单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给工步工时1 钻螺纹孔M8-H7*4 高速钢机动丝锥18 0.12 6.7 1 51s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数外圆磨床M1432A 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时1 精磨外圆平行砂轮游标卡尺20 1.57 0.18 0.15 1 70s2 精磨外圆20 1.57 0.18 0.15 1 70s3 精磨外圆20 1.57 0.18 0.15 1 70s4 精磨外圆20 1.57 0.18 0.15 1 70s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部)件图号产品名称十字轴零(部)件名称共()页第(1)页车间工序号工序名称材料机加工车间 1 粗车四端面20CrMoTi毛坯种类每毛坯可制件数每台件数模锻件 1 1设备名称设备型号设备编号同时加工件数卧轴圆台平面M7331 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时1 精磨108端面1筒型砂轮20 1.57 0.1 0.15 1 62s2 精磨108端面2 20 1.57 0.1 0.15 1 62s3 精磨108端面3 20 1.57 0.1 0.15 1 62s4 精磨108端面4 20 1.57 0.1 0.15 1 62s设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
十字轴的加工工艺

6
粗车四轴颈 外圆
机加工
CA6160车床 两顶尖 鸡心夹头
7
车两端平面
机加工
CA6140车床 三爪卡盘
8 9
钳工修锐棱 粗磨四轴颈 外圆
装配 机加工 X63型铣床 V形块 校正夹具 百分表
10
检验
检查组
十字轴的机械加工工艺过程卡
11 热处理 上车床重钻 中心孔 热处理 渗碳:严格控制碳层深度为1.1~1.6mm 热处理 渗碳炉 C6132车床 复合中心钻 淬火炉 油石顶尖 氧化铝研磨膏 M1432磨床 二只顶尖 GB砂轮 M1432磨床 二只顶尖 GB砂轮
12
一夹一顶装夹,顶尖用复合中心钻:中心孔内切去碳层
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
机械加工工序卡
5
产品型号 产品名称 车间
零件图号 零件名称 工序号 8 毛坯外形尺寸 十字轴 工序名称
共
1 页 第 1 页
材 料 牌 号
金工
毛 坯 种 类
钻 侧 面 M8 — 7H 底孔
每毛坯可制件数 1
20CrMnTi
每 台 件 数 1 同时加工件数
设备名称
设备型号
设备编号
夹具编号
夹具名称
孙虎
标记 处数 更改文件号 签 字 日 期 标记 处数 更改文件号 签 字 日 期
2011/12/10ຫໍສະໝຸດ 切削液工位器具编号
工位器具名称
工序工时 (分) 准终 单件
工步 号 1 描 图 2 3 描 校
工
步
内
容
工
艺 装 备
主轴转速 r/min 976
切削速度 m/min 20
进给量 mm/r 0.2
切削深度 mm 20
进给次 数 1
工步工时 机动 辅助 20s 30s
钻侧面 M8—7H 底孔
底图号
装订号
设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)