康明斯柴油机装配和调整
柴油机的装复与调整

返 回
2.柴油机装配的基本知识
( 1)装配时必须按照工艺、技术文件规定的工序和工作 步骤进行。 ( 2)零部件在装配前必须进行清洗和外观检查,不应有 型砂、飞边和毛刺,不得有裂纹、碰伤、锈蚀、残余密封胶 和垫片及其他缺陷。 (3)所有零部件的油道、油腔、水道及深孔应该清洁, 不能有任何残留物。 ( 4)所用零部件必须有合格证或合格标记,对旧件利用 必须进行检测,合格后才能回用。 (5)在装配时,特别注意偶件的配对记号。
(6)注意连接件、保险锁片、密封装置的特殊装配要求。 有力矩要求的部位必须按照规定的拧紧顺序和力矩要求进行 操作,拧紧具有两个以上螺栓或螺母的联接时,均按照对角 交叉次序,均匀的顺序,分两次以上拧紧,对重要的连接, 按照工艺文件规定执行。 (7)装配过程中,调整与测量参数,要按照使用说明书或 有关的维修文件与资料的规定进行。 (8)在装配过程中,如发现某个部位结构安装不合理,需 要改动时,应该征求产品厂家的意见,或经过专业技术人员 慎重商讨后进行。 (9)合理选用密封胶水。 (10)所选零部件应该是原厂家的配套件,以确保安装质 量。
1.柴油机装配必备的条件
(1)承担安装任务的单位必须具备由国家有关部门承认的维 修范围及资格。安装时必须有生产厂家批准的技术文件,如装 配工艺规程和技术标准相关文件。 (2)具备零部件或整机检测使用的有关燃油、润滑、冷却系 统的试验设备及装置。 (3)装配所需的专用工装和工具要求齐备,仪表及测量用具 要求定期检查并合格。 (4)装配场地环境应清洁干燥,采光充足,通风良好,零部 件安放架等能满足要求,并具备齐全的消防措施。 (5)主修人员必须具备一定的技术等级。 (6)装配所需的辅料、涂料及其它辅助设施符合规定要求。
三、 柴油机的装复与调整
康明斯PT喷油器的安装与调整技巧

康明斯PT喷油器的安装与调整技巧于工作行程的上端; 当随动臂的滚轮上调整的目的是, 使喷油器柱塞位于PT 燃油系统是美国康明斯公司工作行程最下端时, 对喷油器下端的与凸轮的大半径圆弧面接触时, 喷油的专利, 应用在康明斯 N 系列、K 系, 使燃油完全器柱塞位于工作行程的下端。
PT 喷PT 锥形罩作用一定的压力列及其它型号的柴油机上。
使用喷出, 从而防止喷油量改变 , 并防止工作过程可用喷油器柱塞动燃油系统的发动机, 喷油压力高、排油器的, 以及滚轮与凸 , 在重型工程车辆上应用相残留燃油碳化堵塞喷孔。
若此压力调作与相应的曲轴位置气烟色好, 将影响对燃油的准确计量和的位置来说明。
现以康明斯当广泛。
与一般柴油机的燃油系统相轮接触整不当, 导致燃油雾化不良, 排放恶化,比, PT 燃油系统在组成、结构及工作 NH - 220 型发动机的凸轮轮廓为例喷射PT 油泵必 1 进行说明。
原理上有很大的不同。
除的燃油泵试验台上进行调如图 2 所示, 当曲轴旋转到进气须在专用, PT 喷油器在发动机上的安装、 ( 即排气上止点) 时, 滚轮试外行程上止点2 , 亦必须按规定的顺序和方法进轮廓位置“1”开始 , 沿凸轮左调整由凸轮3 行, 否则将直接影响其工作性能, 引 , 滚轮下降 , 柱塞侧的过渡曲线移动放恶化 , 甚至将 ; 当曲轴旋转到起燃油雾化不良、排在弹簧的作用下上升10 , 导致喷油器油嘴脱落等严 44( ? 凸轮轮廓位喷嘴压坏进气行程上止点后置“2”) 时 , 喷油器的计量孔开启 , 进重故障。
4 ; 当曲轴旋转到进气行程因此 , PT 喷油器在发动机上的油计量开始9 60( ? 凸轮轮廓位置“3”) 时, 整 , 成为康明斯发动机维下止点前安装与调柱塞上行到最高位置, 处于小半径圆点之一 , 也是使 5 修、保养中的技术难8 , 并一直持续到压缩行程上弧的起点用单位感到不便的主要原因。
本文将62( ? 凸轮轮廓位置“4”) , 柱塞 PT 喷油器的工作过程止点前通过深入分析 7 , 说明 PT喷油器在发动保持在最高位置不变。
康明斯发动机的装配、调整与维修

转声, 其原因有二:一是飞轮齿圈 的啮合切入面变形。由于多缸发动 机熄火时往往停转在压缩力最大 的那个缸次, 使得每次起动时飞轮 齿圈受撞击的部位大致相同, 久之 便使该处齿圈切入面变形。 遇此情 况,可将飞轮齿圈转一个角度或 前、后翻转后重新装入。二是起动 机驱动齿轮与飞轮齿圈的间隙太 大。 这样, 当主电路接通后, 起动机 驱动齿轮与飞轮齿圈尚未啮合即 已高速旋转,两者接触时自 然会因 撞击而发出响声,且两者无法啮 合, 发动机也就不能起动。遇此故 障,可采取将起动机电磁开关的 静、动触点间隙调大; 在电磁开关 与起动机后壳间加垫; 在起动机拨 叉上端与电磁铁拉杆铰接处的后 部加垫; 消除起动机拨叉中部支承 销的多余间隙; 更换拨叉上磨损变 小的滑块或滑轮等方法,予以排 除。另外,目前市场上销售的起动 机驱动齿轮,有的总体长度不符合 标准, 购买时要格外注意。 6 .电源总开关一接通,起动 机驱动齿轮就和飞轮齿圈啮合在
力弱等。
7 起动开关转到起动位置发 ‘ 动机不能起动, 也无其它现象。这 种故障,一是钥匙、开关因磨损而 未接通起动电路; 二是起动机继电 器接通起动机电磁开关电路;三 是电源开关未接通主电路。多是由 于触点烧蚀、电源电磁开关的电磁 线圈或外部接线断路造成的。 8 .电源电磁开关接合有力而 起动无力, 需增并一个蓄电池方可 起动。此故障大多是因为起动机磁 场线圈或 电枢线圈有局部搭铁造 成的, 严重时可见起动电机冒烟。 遇此故障应及时排除, 否则将烧毁
22 0 年第 4 ・ 0 期 总第 14 1期
起动电路接通,从而使发动机起
动。口
的3 根线接错( 应为火线接“” 1柱,
抽出后再装回, 即可起动发动机。
水泵异响 水泵发出连续的 “ 嗡嗡” 且加速时响声加剧, 声, 常 是轴承缺油损坏所致 ( 该水泵无润 滑油孔) 解体水泵时, 。 要使用专用
康明斯发动机的装配、调整与维修

康明斯发动机的装配、调整与维修
宋玉琳
【期刊名称】《汽车运用》
【年(卷),期】2002(000)004
【摘要】@@美国生产的康明斯系列柴油机是目前世界上技术比较先进的发动机,已广泛地应用在我国生产的载质量18吨的红岩汽车和载质量8吨的东风汽车上。
目前,由于国内比较缺乏该系列发动机的使用、维修资料,加之经验不足,给实际工作带来了不少麻烦,甚至造成了一些不必要的损失。
笔者现根据有关资料和工作中积累的点滴经验,就该发动机的装配、调整和常……
【总页数】2页(P40-41)
【作者】宋玉琳
【作者单位】无
【正文语种】中文
【中图分类】U4
【相关文献】
1.康明斯发动机装配中应注意的事项
2.康明斯发动机气缸盖维修中镶嵌气门座圈
3.国产新型汽车的使用与维修:第十讲康明斯发动机的结构特点及使用维修注…
4.康明斯发动机故障维修一例
5.康明斯发动机气缸盖维修中镶嵌气门座圈
因版权原因,仅展示原文概要,查看原文内容请购买。
康明斯KTA50型柴油发动机调教与试验分析
过1 0 7 ℃, 应停车检查并排除故障 ; 当油底壳 中机油
温度为 9 3~1 0 7 ℃, 测量 机 油 的压或 管接 头是否 漏油 。 4 ) 冷 却液 的检查 。
①柴油机启动后加足冷却液并排除空气。 ②柴油机运转时水温不高于 9 3 ℃,且不可低于
余燃油, 燃烧产生积炭而使喷嘴过热 , 甚至脱落。 对 于 重新装 配 的 K T A 5 0型 柴油 机 , 应重 新调 整 喷油器的柱塞落座压力。对于使用过一段时间的柴 油机 , 因磨损等原因会使原来正确的压力被破坏, 故 应及 时 的进行 调整 。调整 柱塞 落座 压力一 般先 进行
1 ) P T 喷油器柱塞落座压力 的调整。 在喷油器进 行喷油终 了柱塞锥体 占据了整个计量室后 ,柱塞还
要继 续下 行一 段距 离 , 对 喷嘴施 加一 定 的压力 , 以便
功器上进行 ,测功器是柴油机试验和磨合时期所用 的最简单和最正确 的设备。
1 ) 磨 合规 范 。 第一 步 ,以 1 2 0 0 r / a r i n和 2 5 %额定 负 荷 运转 , 直 到水温 达 到 7 1 ℃。
时 。所 不 同 的是康 明斯 柴油 机 还要 调 整 P , r喷油器 柱 塞落 座 压力 和气 门 的驱动 与 P r r 喷 油 器 的驱 动共
用 一根 凸轮轴 。
K T A 5 0型柴油 机 的试验 由柴 油机磨合 和性 能测 试两 部分 组成 。 新 的或 大修 后 的柴 油机 , 必须 进行磨 合, 以使 运动零 件 的配合 表 面得到完 善 的结 合 。 柴油 机也 必须 经过试 运转 来检 验装 配过 程 中可能存 在 的 缺点 , 以便及早 发 现和排 除 , 在试验 的过程 中可 以进 行最 后 的调整 和复 核性 能 。康 明斯 柴油 机试 验在测
康明斯系列柴油发电机组操作、保养规程
康明斯系列柴油发电机组操作、保养规程一、柴油发电机组安装机组安装前必须考虑以下几点:1、底座表面的水平如果底座不够水平,那么发电机组在运行过程中就有可能产生位移,一般机座就高出地面150mm,宽出机组两边各150mm。
2、足够的冷却空气供应机房进风口设置应符合下列要求:进风口应宜设在发电机端或发电机两侧;进风口面积应大于柴油机散热水箱面积的2.2倍;进风口面积应大于排风口面积的1.5倍。
3、足够的新鲜空气这主要是讲,排气方向与进气方向,两者方向最好一致,绝不允许在进气口安装排气口。
4、冷却空气的排放和发动机废气的排放排气口最好对准发动机和散热器,在运行中能够将热量及时排出,否则易引起机房温度过高,发动机高温停机。
5、电器的连接起动电瓶与起动机的距离越近越好,减少压降。
6、操作及维修空间机组四周最好有1-2米的空间,宜于日后的机组保养和维修。
二、柴油发电机组的操作1、起动前的准备:①操作者首先要阅读熟悉操作手册;②检查机组各部分是否正常,各附件连接是否可靠,并排除不正常现象;③检查发动机油底壳内的机油油面是否在规定范围内,最高不要超过H线,最低不要低于L线,否则放掉或添加;④检查冷却系统内冷却液是否符合要求,冷却液面加到距水箱口50mm处,如水箱内无冷却液,向水箱内加注冷却液,速度不要太快,让机体内水道里的空气排出;⑤接通燃油管路,排出燃油管路内的空气;⑥测量起动电池电压是否具备起动该柴油机的容量,接线柱是否牢靠;⑦第一次启动时,要求给增压机里加油,方法是去掉进油管往里面加注少许清洁机油;⑧对于停放较久的发动机央启动前要先转动曲轴3-5转;⑨检查空气开关是否在断开位置。
2、发动机的启动做完起动前的准备工作后,就可以起动发动机。
如果起动机在30秒内未将发动机起动,须停2分钟后再进行起动,以免损坏起动机,三次起动未成功须作进一步的检查,直至起动成功,如果发动机是首次起动,或者是更换过机油或滤清器后起动,应在发动机运转几分钟后停止,并等15分钟后待机油流回到机油盘中,再一次检查机油面是否在规定范围内,如正常可以起动发动机运转。
康明斯C系列发动机调整
康明斯C 系列发动机扭矩与调整
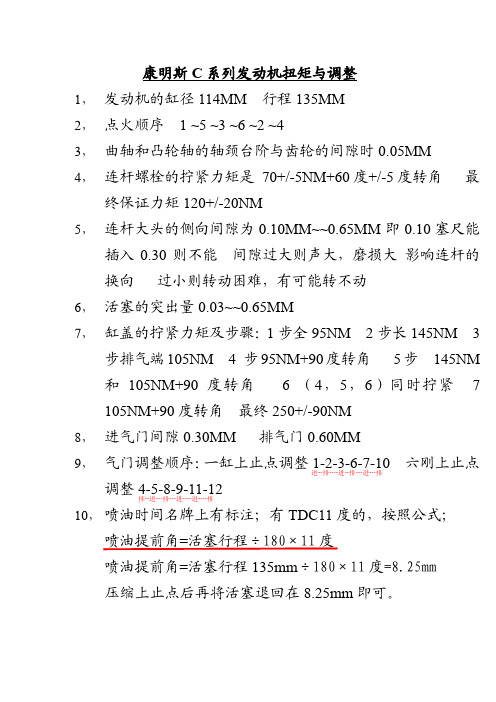
1, 发动机的缸径114MM 行程135MM
2, 点火顺序 1 ~5 ~3 ~6 ~2 ~4
3, 曲轴和凸轮轴的轴颈台阶与齿轮的间隙时0.05MM 4, 连杆螺栓的拧紧力矩是 70+/-5NM+60度+/-5度转角 最
终保证力矩120+/-20NM
5, 连杆大头的侧向间隙为0.10MM~~0.65MM 即0.10塞尺能
插入0.30则不能 间隙过大则声大,磨损大 影响连杆的换向 过小则转动困难,有可能转不动
6, 活塞的突出量0.03~~0.65MM
7, 缸盖的拧紧力矩及步骤:1步全95NM 2步长145NM 3
步排气端105NM 4 步95NM+90度转角 5步 145NM 和105NM+90度转角 6 (4,5,6)同时拧紧 7 105NM+90度转角 最终250+/-90NM
8, 进气门间隙0.30MM 排气门0.60MM
9, 气门调整顺序:一缸上止点调整1-2-3-6-7-10 六刚上止点调整4-5-8-9-11-12 10, 喷油时间名牌上有标注;有TDC11度的,按照公式;
喷油提前角=活塞行程÷180×11度
喷油提前角=活塞行程135mm ÷180×11度=8.25mm 压缩上止点后再将活塞退回在8.25mm 即可。
进--排----进--排---进---排
排--进---排---进----进----排。
康明斯发动机装配中应注意的事项
B Z K D 2 0自卸车 ,使用 的是 重庆一康 明斯 N H8 5 5型发动 机, 此 发动机装配要求严格 、 精确 。 装配发动机时 , 除 了要遵循 的
一
移和脱 落。康 明德发动机各部机件 , 由于工作条件不 同 , 对紧定 的技术要求 也不 相同。 有些重要部位 , 如 曲轴轴承和连杆轴承 的 螺栓 , 应严格按规定使用专用工具 和规 定的扭力扭 紧。 所有相对
2 2 . 3 MP a ,最 大功 率 1 2 3 0 k W,电机转 数 2 9 6 0 r / m i n ,泵 转数
2 0 4 4 5 r / mi n , 齿速 比 6 . 9 , 输 出压头 3 5 5 0 m。 ( 1 ) P 1 0 1 A断轴烧瓦及齿 轮断齿 。P 1 0 1 A启动运行 1 h 后,
员意识到康 明斯发 动机的装配是一件细致紧密 的工作 ,要严格 按照装配操 作手册执行 。二是 , 加强管理人员的管理 , 做到时刻
监督 、 随 时指 导 、 标 准作 业 。
[ 编辑 利 文]
装置不 良, 造成漏油 、 漏气 和漏 水现象 , 尤其是在装 配一些密封
( 2 ) P 1 0 1 A叶轮断裂。P 1 0 1 A出现振动高跳 车 , 拆泵检查发
件, 应进行测量 、 校正。因为连杆 弯曲时 , 连杆与轴不垂直 , 活塞 销与 曲轴也就不平行 , 活塞在气缸 中发生严重偏磨 , 气缸与 曲轴
对 以上 的 问 题 , 一是加强对装配修理人员的培训 , 使修理人
的垂直也会很快遭到破坏。 要做到每次大修 中, 对每个连杆进行
校正检验 , 保证每个连杆 的使用质量 。 ( 2 ) 保证机件各部 的密封装置 良好 。 在修理中往往 由于密封
康明斯柴油机装配和调整

6BT118-01、6BT118-02、6BT114B-01和6B96-01、6B96-02以及4BTAA92-01、4BTAA92-02等;引进生产的康明斯C系列车用柴油机有和等;装配和调整康明斯6BT系列柴油发动机装配,按发动机各部件规范的技术要求进行;送入装配的所有零件必须有产品质量合格标记,外协件必须经产品质量检验确认合格后方可进行装配;装配的环境应保持清洁,送入的空气应经除尘处理;工作人员应更换清洁的外套和鞋,才能进入现场指在专门的装配车间;所有运动摩擦副的配合表面,在装配前应用无纺布或绸布擦净,并按维修手册的要求,均匀地涂抹洁净的润滑油;所有密封部位应按所介绍的要求涂密封胶;各种螺栓、螺母的扭紧力矩参见相关要求;发动机装配时需测量和调整的主要参数见相关要求;发动机主要零件配合尺寸见相关要求;发动机及其它重要数据见相关要求;管件装配时,不准有扁、弯曲、扭曲或产生裂纹等现象;各组、部件组装完毕后,经检验验收后方可投入总装;一、气缸体的装配1气缸体在装配前应清洗干净,所有油道、主轴承孔、凸轮轴孔、挺杆孔、螺孔不得有毛刺毛边,并用压缩空气吹净,不得有屑沫,型砂、铁屑;要用汽油、白绸布清洗,直到用卫生纸粘机油擦净缸筒和其它运动部位,卫生纸上无污物,清洗才算合格;2缸体水套孔和主油道孔压入碗形塞,压前在碗形塞圆柱表面应均匀涂抹GY-255厌氧胶;3主轴承盖与气缸体必须配对装配;主轴承盖上有倒角的一面打有顺序号处朝向水泵侧;主轴承盖的每个螺栓孔有一个定位环定位;主轴承盖的结合面应保持清洁,用无纺布或绸布擦净;4应确保气缸体的顶面、底面和齿轮室面,在送运过程中不受损伤,用专用工具将飞轮定位环、气缸盖定位环和齿轮室定位环压入缸体的相应座孔中,并要保证压到位不偏斜;5发动机凸轮轴承孔,只有第一轴承孔装凸轮轴衬套,装配前先用白绸布擦净轴承孔,并要注意检查凸轮轴衬套孔是否有划伤、灰尘或油污,特别不要碰伤凸轮油衬套内孔,因为衬套装配后不再加工;凸轮轴衬套压入后,衬套油孔与缸体油道孔应重合,并能通过Ф3.2mm的圆棒,同时,凸轮轴衬套应与缸体前端面平齐,不得高出;如果凸轮轴衬套高于缸体前端面应返工;凸轮轴衬套孔配合数据为-0.178mm—-0.102mm;61/8英寸的预涂胶六角锥形螺塞装在凸轮侧第二个油道孔上;装配时先用手拧入2-3扣,拧紧力矩为8±1N•m;1/2英寸的预涂胶内六角螺塞装在缸体水泵侧上方的水道孔上,装配时先用手拧入2-3扣,拧紧力矩为33±3N•m;7增压器回油管安装位置在气缸体右下方处,回油管下端在装配前要涂GY-255厌氧胶,并用专用工具压入到凸肩处,增压器回油管与孔为过渡配合-0.11mm;8机油标尺管装在缸体后端的机油标尺管孔中,压入前,在机油标尺管下端外部涂以GY-255胶;机油标尺管必须压到位;缸体前部和中部的两个机油标尺管孔用碗形塞堵住,碗形塞应涂GY-255胶方可压入;9活塞冷却喷嘴的安装:检查冷却喷嘴是否清洁和存有缺陷,并要检查喷嘴孔是否通畅,用无纺布或绸布擦净缸体的主轴承孔内表面,然后用手把冷却喷嘴装入第2、3、4、5、6、7主轴承座的喷嘴孔内,用工具使其落位;在落位时要仔细,不要损坏冷却喷嘴,要保证全部喷嘴安装后刚好低于主轴承孔内表面; <汽车维修者之家>二、挺杆体的安装挺杆体与孔的配合间隙为0.02mm—0.065mm,在装配挺杆前要用15W40润滑油润滑缸体挺杆体孔,并用润滑脂105润滑挺杆体底面和内窝座;挺杆体应全部落座在挺杆体孔内,并能自由转动;如果挺杆体不能落座和自由转动应检查缸体的挺杆体孔和挺杆体,找出原因进行排除或更换零件;挺杆体要从缸体底面向上穿出;三、曲轴、齿轮和主轴瓦的安装1先检查曲轴轴颈表面是否有划痕等缺陷;装上定位销,定位销最小凸出量为1.8mm;在装齿轮前,先把齿轮放在150℃的炉子中加热1小时,应检查齿轮的正时记号和缺陷情况;装配时,把有倒角的一面朝向曲轴;齿轮压入曲轴后应紧贴在曲轴台肩上,用0.05mm的塞尺检查,不得塞入;在缸体主轴承座和主轴承瓦座上装上主轴瓦;2曲轴主轴颈止推轴瓦装在第六主轴承上;装配时轴瓦内表面和止推轴瓦止推面应涂润滑脂105,轴颈表面应涂15W40润滑油;3曲轴与孔的配合间隙为0.041mm—0.119mm,曲轴装入发动机前应仔细清洗轴颈表面、斜油道和轴承座表面,曲轴非加工表面不允许有夹砂和飞边;4带油槽的主轴瓦装在缸体的轴承座上,轴瓦的油孔应与轴承油道孔重合,活塞冷却喷嘴的油孔座盖住喷嘴的1/2,定位后按住定位槽中定位的轴瓦两端,两端必须与座平齐;主轴承盖上装不带油槽的主轴瓦,曲轴止推轴瓦止推面应涂105润滑脂,轴颈表面应涂15W40润滑油;装主轴承螺栓前在主轴承螺栓孔内加少许润滑油15W40,用手拧螺栓2-3扣,主轴承螺栓按下列方法拧紧:①用主轴承盖力矩机自动拧紧双头:第一次:拧紧力矩50±6N•m;第二次:拧紧力矩80±6N•m,然后拧转60°±5°最终拧紧力矩为165±30N•m拧紧顺序:4-3-5-2-6-1-7;②用手工拧紧第一次:拧紧力矩50±6N•m;第二次:拧紧力矩80±6N•m,在主轴承螺栓搭子上画一条线与螺栓六角头的某一点对齐;第三次:拧紧60°±5°,使六角头的下一点与搭子上的线对齐,最终力矩为176N•m;手工法主轴承螺栓拧紧顺序见图2-8;注意:如果一个主轴承螺栓需要松开,就必须同时松开另一螺栓,然后再按拧紧力矩要求拧紧;5主轴承螺栓拧紧后应检查曲轴的轴向间隙和旋转力矩;轴向间隙应在-0.30mm范围内,如超出此范围要更换曲轴或止推轴瓦;曲轴旋转力矩检查时应均匀旋转曲轴二周,旋转力矩应为;四、活塞、连杆的安装1检查活塞、连杆、活塞销和活塞销弹性挡圈的清洁度和缺陷,活塞销与活塞销座孔间隙为0.0028mm-0.0172mm,活塞销与连杆小头孔间隙为0.0498mm-0.0702mm,装配前可把活塞加热至50℃-70℃也可不加热,用选配法装配;当活塞的指前记号朝上时,连杆盖应在右边从上往下看;在活塞销上涂15W40润滑油,然后平稳地把活塞销推入活塞销孔和连杆小头孔内,活塞销应能自由滑入;活塞销弹性挡圈应确保落在环槽内;活塞连杆装成合件后,活塞应能自由摆动;2装活塞环;装活塞环前,先用干净刷子蘸15W40润滑油涂刷活塞环槽;活塞环安装时向上记号点应朝上;活塞环开口错开120°图2-9且不要把开口放在活塞销方向;油环先装螺旋衬簧然后再装铸铁环,螺旋衬簧的搭口应与铸铁油环开口成180°图2-10;装环时,不允许环碰到活塞环岸刮伤活塞;活塞环应能在环槽内自由转动;活塞环工作开口间隙,第一环为0.40mm-0.70mm,第二环为0.25mm-0.55mm,油环为0.25mm-0.55mm;在把活塞连杆组件装到缸体前要检查活塞环朝上的记号第一环和第二环有朝上记号、活塞指前记号、连杆装配是否正确从活塞前端看,连杆盖应在右边和活塞销弹性挡圈是否完全进入环槽内,并要检查清洁度和有无缺陷;在缸筒内和活塞环上均匀涂以15W40润滑油,然后自如地将活塞连杆组件推入缸孔内,不得强行装配;连杆轴瓦内表面要涂润滑脂105,连杆轴颈要涂15W40;连杆螺栓先用手拧2-3扣,然后分两次拧紧:第一次拧紧力矩60±5N•m,再转60°±5°,最终拧紧力矩为105±20N•m;连杆螺栓如有一个需要松开,就必须同时松开另一个螺栓,然后再按拧紧力矩要求拧紧;连杆轴向间隙应为0.10mm-0.30mm,活塞应高出缸体上平面0.33mm-0.66mm,如达不到要求,要进行选配;活塞连杆组件装入后要检查曲轴的旋转力矩,应在15-30N•m范围内,如超出规定值要检查和调整;五、齿轮室的安装1检查齿轮室安装表面的清洁度或运输过程中造成的缺陷或其他缺陷;2先把定位销压入缸体前端面定位销孔内,在缸体的如图2-11所示的3、4、5孔内,装上工艺定位销,把齿轮室密封垫套在工艺定位销上,然后装上齿轮室,用手拧其它四个螺栓,再把第1、2螺栓图2-11拧紧到27±3N•m;3去掉三个工艺定位销,用手拧上三个螺栓,拧紧3、4螺栓到27±3N•m;并保证密封垫仍然对准,再把其余螺栓拧紧到27±3N•m;4检查齿轮室的油底壳安装面与缸体油底壳安装面的不平度,应在±0.13mm范围内,密封垫如高出油底壳安装面,应用刀修整到不高出油底壳安装面0.25mm 以下;修整时应从里往外,避免屑末掉进发动机内;六、机油泵总成的安装1检查机油泵和缸体有否缺陷;旋转机油泵,检查机油泵是否能自由转动;2用15W40润滑油润滑机油泵图2-12;用手拧紧4个螺栓,直到与机油泵安装法兰接触,然后拧紧螺栓至8-14N•m;再拧紧至24±3N•m见图2-13;3旋转曲轴一周,在12:00,3:00,6:00和9:00的时针位置检查惰轮的齿侧间隙,齿隙应为0.08mm-0.33mm;主动齿轮的轴向间隙应该为0.04mm-0.09mm;惰轮的轴向间隙为0.02mm-0.28mm;惰轮与主动齿轮的齿侧间隙为0.08mm-0.33mm见图2-14;4将机油泵内腔注满CD级15W40机油;5将机油泵惰轮销放入缸体上的定位孔内;螺栓拧紧次序见图2-13,拧紧力矩24N•m;齿隙范围0.08mm-0.33mm;七、凸轮轴和挺杆体的安装1安装凸轮轴齿轮;齿轮在装配前,先在125℃的炉内至少保温1小时,把齿轮压入凸轮轴时,要确保键与键槽对准,并使齿轮与轴肩紧贴,用0.05mm塞尺检查,不得塞入;2安装凸轮轴;凸轮轴第一轴径与孔配合间隙为0.094mm-0.146mm,凸轮轴其它轴颈与孔的配合间隙为0.076mm-0.152mm,凸轮轴装入发动机前,旋转曲轴,使第一缸处于上死点位置,并使曲轴齿轮上的正时记号“0”进入凸轮轴齿轮正时记号的两上“0”之间;推入凸轮轴时,应要小心把前部抬起,以免碰伤第一凸轮轴孔内的衬套;装前,凸轮轴轴颈和凸轮桃子要均匀地涂有15W40润滑油;3将凸轮轴止推片插到凸轮轴齿轮后面,止推片的紧固螺栓拧紧力矩应为24±3N•m;拧紧前先用手拧紧2-3扣;4当止推片装好后应检查凸轮轴的轴向间隙和凸轮轴齿轮齿侧间隙;轴向间隙应为0.13mm-0.34mm图2-15,齿侧间隙应为0.08mm-0.33mm图2-16;如果检查发现轴向间隙和齿隙超过规定值,应更换止推片和齿轮;5凸轮轴装完后,装凸轮轴孔后端塞片,装配时在缸体孔和塞片外径上涂255胶,凸面朝外压入塞片与缸体后端面平齐;注意:如果塞片低于缸体后端面过多,会减少凸轮轴轴向间隙,造成凸轮轴损坏,塞片压入后,再在塞片外涂少量GY-255胶;6拧紧凸轮轴止推板螺栓24N•m后,检查齿隙A=0.08mm-0.33mm;7推荐使用工具:压头249V3-42;辅具一装凸轮轴衬套249V3-23;拆凸轮轴衬套芯棒249V5-4;杠杆百分表0-0.8mm;百分表0-10mm;磁力表架CZ-6A;八、确定一缸上止点将专用铁板固定到一缸中心上的两上缸盖螺栓孔上,在曲轴上装上减振器法兰盘,然后用一根Ф2mm的铁丝一端固定在齿轮室上,另一端指向减振器法兰盘上的某一点,然后顺时针旋转曲轴,使一缸活塞顶住专用铁板,这时在换丝指向的减振器法兰盘上做一个记号,再逆时针旋转曲轴,又使一缸活塞顶住专用铁板,这时又在铁丝指向的法兰盘上做一个记号,用尺量出两个记号中点,然后,卸除专用铁板,将曲轴顺摇到铁丝指向减振器法兰盘上的中点,这就是准确一缸上死点;九、正时销座和输油泵的安装1旋转曲轴,使其处于一缸上死点位置,检查曲轴齿轮上的正时记号是否与凸轮轴齿轮上的正时记号对齐;2两个圆头螺钉插入正时销座螺孔内;把矩形密封圈装入正时销座槽内装配时可加一点黄油;3把正时销座安装到齿轮室的安装孔上;用手拧两个螺栓2-3扣,然后把金属的工艺销插入正时销座内;正时销的尖端应插入凸轮轴齿轮后面的孔内,以此来固定正时销座与凸轮轴齿轮的相对位置;圆头螺钉拧紧力矩为5±1N•m;应检查正时销在螺钉拧紧过程中是否从齿轮中滑出,并检查能否自如地拔出;正时销座装好后拔出工艺正时销;4检查输油泵和密封垫的清洁度及缺陷,并检查手动摇臂能否自由地摆动;输油泵装配时连接的接头应朝上;安装螺栓用手拧2-3扣,螺栓拧紧力矩为24±3N•m;十、后油封与后油封座的安装1检查后油封和后油封座的清洁度和缺陷;2在后油封外径上涂15W40润滑油,后油封有零件号的一面朝向发动机的前方,压入到后油封座后要保证没有油进入后油封刃口处;检查后油封后端面至后油封座前端面的距离应为±mm;3把后油封座总成装到缸体上前,要检查靠近凸轮轴的主油道碗形塞是否装好,并要确保曲轴后油封轴颈上没有机油;4把两个工艺定位销装到缸体的后油封上部螺栓孔内,后油封座密封垫套在工艺定位销上;5再次检查曲轴和油封的清洁度,确保没有机油存在于油封刃口和曲轴后油封轴颈上,然后装入后油封座总成;螺栓先用手拧2-3扣,螺栓拧紧力矩为10±1N•m,拧紧顺序见图2-17;6后油封应在曲轴上自动对中,检查后油封座底面与缸体油底壳安装面的不平度,应为±0.20mm;如果后油封座密封垫高出缸体油底壳安装面,修整密封垫至凸出缸体油底壳安装面0.25mm以下;修整时应从里往外,避免屑末掉进发动机内后油封跳动量在稽查试验时检查,跳动量应该在0.50mm内;十一、机油吸油管收集器总成和油底壳的安装1检查机油收集器总成和安装法兰面的清洁度和缺陷;2把密封垫装在缸体吸油孔面上;3个螺栓的拧紧力矩为24±3N•m;装配时,支架放在缸体上不应有间隙,也不需要用力对准螺孔,如强制装配将会在使用中产生焊缝和管子开裂;3安装油底壳;在缸体底平面、齿轮室底平面和后油封座底平面接缝处涂GD409胶;装油底壳时,在油底壳安装面两端各装一工艺定位销,把油底壳密封垫套在工艺定位销上;油底壳放在密封垫上后去掉工艺定位销;每个法兰面螺栓套上一个蝶形垫圈,蝶形垫圈的凸面应朝向螺栓头部;用手拧上3-5扣,螺栓拧紧力矩为24±3N•m,拧紧顺序见图2-18;4在油底壳加热塞孔螺塞和油底壳放油螺塞上套上铜的密封垫圈并拧紧;螺塞拧紧力矩为75±7N•m;十二、机油滤清器座的装配、安装和机油冷却器、机油滤清器的安装1检查全部零件的清洁度和缺陷;2把滤清器座放到压装夹具中,内面朝上,并使旁通阀孔与压装工具对准;把旁通阀总成弹簧在下面装入孔内,小心地把旁通阀压,入孔内,直至落座;3把滤清器座从压装夹具中取出来,放入分装夹具中,使内面朝下;4把调压阀空心端朝外装入到调压阀孔中,并装入弹簧;把铜垫圈套在调压阀螺塞上;调压阀螺塞拧紧力矩为80±8N•m;3.2mm堵塞的拧紧力矩为8±1N•m;5在安装机油滤清器座前,先在缸体的上、下安装孔内各装一工艺定位销;然后以其定位,装入机油冷却器密封垫、机油冷却器、滤清器密封垫和机油滤清器座;螺栓先用手拧紧2-3扣;螺栓拧紧力矩为24±3N•m;拧紧顺序见图2-19;在机油滤清器橡胶圈上涂少量的15W40润滑油加油后必须在25分钟内安装;机油滤清器在与滤清器座接触后再转1/2-3/4圈;十三、机油标尺软管的安装1检查全部零件的清洁度和缺陷;检查缸体上是否已装上机油标尺管及位置是否正确;2在机油标尺管上端头的长端涂少量GY-255胶,把软管套入直到接触定位面,装上弹簧卡箍;把软管的另一端加热至70℃;3在缸体的机油标尺管外端上涂少量GY-255胶,在软管的另一端装上弹簧卡箍;把软管装在缸体机油标尺管上;4机油标尺管支架应装在接近软管的自由端;支架的夹紧螺栓和螺母的拧紧力矩为24±4N•m;十四、推杆室盖和燃油回油管的安装1检查推杆室盖、密封垫和曲轴箱通风挡油板的清洁度和缺陷;2把密封垫压在盖子上,应保证垫子对中和均匀,并使垫子牢固地粘在盖子的全部密封面上;3曲轴箱通风挡油板的翻边插入到盖板凹处,保证挡油板的孔与盖板上的孔对齐;4螺栓要套上复合密封圈,密封圈金属面朝向螺栓头;螺栓拧紧力矩为24±3N•m;拧紧次序:5-4-3-1从前端往后数,2、6先用手拧2-4扣,待装上燃油回油管支架后再拧紧;5燃油回油管支架装在密封圈金属面上;在拧紧螺栓时应防止支架旋转面损坏管子;十五、空压机回油管座和输油泵的安装空压机回油管座放上密封垫,将两个固定螺钉拧紧到40±4N•m;<汽车维修者之家>十六、燃油泵和齿轮的安装1检查燃油泵、支架和螺栓的清洁度或缺陷等;2用工艺正时销使发动机固定在1缸上止点位置,把燃油泵密封垫套在齿轮室后部的3个双头螺栓上,把泵装在螺栓上,轴的锁紧螺栓朝外;用手拧3个固定螺母3-4扣,必须保证燃油泵可以在螺栓上自由转动;3从燃油泵轴上拆下螺母和垫圈,用无纺布或绸布擦净轴并检查键的顶面是否平行于轴;4检查齿轮的清洁度和缺陷,装齿轮时,齿轮上的“℃”对准凸轮轴齿轮上的“0”,然后拧紧燃油泵轴中心螺母至15±20N•m,为了消除间隙,把泵朝齿轮旋转的方向转动从发动机前端看按反时针方向旋转,直到齿轮靠到凸轮轴齿轮上,然后拧紧燃油泵的3个固定螺母,拧紧力矩为24±3N•m;再拧紧燃油泵轴中心螺母至65±6N•m;松开燃油泵锁紧螺栓,使挂在泵上的垫板能插入螺栓头下面,再拧紧螺栓至13±3N•m;燃油泵支架螺栓有3个,2个拧在缸体上长的,与空压机支架一起拧紧,1个拧在泵上,拧紧力矩为24±3N•m;燃油泵装上后,要在齿轮室与燃油泵螺栓搭子刻一条清晰的正时记号,以便使用中装泵时用;注意:当燃油泵要从发动机上拆下前,必须先锁住燃油泵轴,方法如下:把发动机曲轴转到1缸上死点,插入工艺正时销,然后松开燃油泵锁紧螺栓,拆下垫板,再把锁紧螺栓拧紧到13±3N•m,则燃油泵轴即被锁住;把垫板用铁丝挂在泵上;拆掉工艺正时销,检查燃油泵齿轮间隙;齿侧间隙应为±mm;十七、飞轮壳和飞轮的安装1检查飞轮壳接近孔盖板、密封垫和堵塞的清洁度和缺陷;2接近孔盖板装在飞轮壳正时孔上,零件号朝外;盖板上的孔与飞轮壳螺孔对准;用手把自攻螺钉拧入飞轮壳内直到拧紧,其中一个螺钉套上P型卡套,P型卡套方向定在2:00时针位置;自攻螺钉的拧紧力矩为24±3N•m;3在o型密封圈上加少量15M40润滑油;把o型圈放入光的堵塞孔内;把堵塞用橡皮锤子打入光孔;4电磁式转速表传感器的拧紧力矩为45±4N•m;5飞轮壳螺栓拧紧力矩为60±6N•m;6要检查飞轮壳的平面跳动量和内孔跳动量;在一圈内总读数不得超过0.20mm;如超过0.20mm,要调整和更换飞轮壳;7飞轮拧紧力矩为137±7N•m;装飞轮螺栓时必须装上垫圈;螺栓拧紧时应交叉拧紧,拧紧顺序见图2-20;分两步拧紧:第一步,60±5N•m;第二步,137±7N•m;注意:按图示拧紧螺栓,拧螺栓时正时销要拨出;十八、水泵的安装检查水泵清洁度和有无发卡现象,将密封圈先装入水泵法兰盘槽内,水泵上的泄水孔朝发动机下方,再用2个螺栓将水泵固定在缸体前端水泵壳室内,拧紧力矩为24±3N•m;十九、前齿轮室盖的装配和安装1检查前油封和齿轮室盖的清洁度和缺陷;油封必须干燥无油以达到良好的密封效果;2按前齿轮室盖总成图要求压入前油封;在前油封外圈涂以GY-255胶;要保证前油封前端至齿轮室后端面的距离为±mm;前油封压入后要检查是否损坏,并在齿轮室盖和油封接缸处涂GY-255胶;3用无纺布或绸布擦净曲轴前油封轴颈;必须保证无机油残留在前油封轴颈上,齿轮室盖螺栓拧紧力矩为24±3N•m;拧紧顺序见图2-21;二十、减振器的安装四个螺栓的拧紧力矩为125N•m,旋转曲轴,把正时销插入到齿轮轴上的轮齿孔内,此时为1缸上死点,拨出正时销,在齿轮室和减震器上划上相应的记号,以便后面调整气门间隙找出上死点;二十一、空压机、空压机支架和液压泵的安装空压机齿轮螺母的拧紧力矩为125±12N•m;空压机固定螺母拧紧力矩为77±7N•m;空压机支架螺栓拧紧力矩24±3N•m;空压机支架和燃油泵支架的5个螺栓在加拧紧力矩前应先全部拧到与支架接触;空压机冷却水管拧紧力矩25±3N•m;液压泵装在空压机后部,舌头与空压机曲轴后端的槽对准;为便于安装,可在密封垫上加少量黄油;液压泵螺栓拧紧力矩为43±4N•m;出水连接管座螺栓拧紧力矩为77±7N•m;二十二、气缸盖的装配和安装1检查气缸盖底平面、阀座和气门的清洁度和缺陷;进排气门的安装位置见图2-22,气门与导管的配合间隙0.039mm-0.079mm;2装配前,气门杆头部和杆部用105润滑脂润滑,缸盖导管孔用15w/40润滑;在安装气门杆油封前,先在阀头套上塑料保护罩,把油封通过保护罩压入气门导管座口上,装完后拆除保护罩;用专门工具装配气阀弹簧、弹簧座和锁块;锁块应完全落座在弹簧座上;3气缸盖装配完后,拍打气阀;在拍打时应用空气吹阀座和导管以去除磨粒气缸盖要进行密封试验,在48kPa气压下,气门泄漏量应为0-14mL/min如果泄漏值超过规定值要返修;4气缸垫装配时,应把标有“缸体侧”的一面朝向缸体;观察水、油孔是否对准;注意:当缸垫用过一次后不能再用指螺栓拧紧一次后,不能再使用;二十三、推杆、摇臂总成的安装,缸盖螺栓在装配前要用15W/40润滑油涂在螺栓头法兰面和螺纹上,但油不要太多,多余的油要甩掉,因为过多的油会引起液力粘着,有可能使缸体产生裂纹; 在装配推杆前,要在挺杆体孔窝座内加入少量的105润滑脂;推杆两端也要加105润滑脂装配后,应检查推杆球头是否完全落在挺杆体的窝座内;检查摇臂轴支座带摇臂总成的清洁度和缺陷;退出调整螺栓,直到球头端只露出2个螺扣;退出调整螺母,直到调整螺栓上部只露出3-4螺扣;摇臂支座螺栓先用于拧紧2-3螺扣,拧、紧力矩为24±3N•m,最长的缸盖螺栓将是穿过摇臂支座与缸盖一起固定;使用零件号为3921394气缸垫的缸盖螺栓拧紧力矩采用转角法步骤为:第一步,80N•m拧紧顺序见图2-23;第二步,全部按顺序拧松;第三步,短、中缸盖螺栓拧紧到90N•m,6根最长缸盖螺栓拧紧到120N•m;第四步,所有螺栓全部拧转为90°;其他零件号的气缸垫采用力矩方法,其缸盖螺栓的拧紧顺序如图所示,步骤如下:第一步,80N•m;以12N•m的力矩从中间4或5号螺栓向两边分别紧定长螺栓;检查4,5,12,3,20和21号螺栓的拧紧力矩是否达到120N•m;图2-24;最后按图。
康明斯PT喷油器的安装与调整技巧

A M 。 M . N N u o o 。 AN A c
i i《l lIll 8邑【l 》÷I J
康 明斯 P T喷油器 的安装 与调整技巧
口 河 北/ 吉 东 孙
燃 油 系 统 是 美 国 康 明 斯 公 司 的 专 利 ,应 用 在 康 明 斯 N 系 列 、 系 K 列 及 其 它 型 号 的 柴 油 机 上 。 使 用 燃 油系 统 的发 动机 ,喷油压 力高 、 排 于 工作 行 程 的上 端 : 随动 臂 的 滚轮 当 与 凸轮 的 大 半 径 圆 弧 面 接 触 时 , 油 喷 器 柱塞 位 于工 作 行程 的 下端 。 喷
塞 , 时 压 缩 弹 簧 。凸 轮 旋 转 一 周 , 同 完
1。 凸轮 轮 廓 位 置 “ ”喷 8( 6 )
油 终 了 。此 时 , 轮 沿 凸 轮 滚
压
的大半径 圆弧
( 圆 ) 基 移
排
缩
上 止
动 , 塞 下行 到 最 低 位 置 , 柱 并维 持在最低 位 置不 变 ,
行 程 上 止 点 ( 排 气 上 止 点 ) , 轮 即 时 滚 由 凸 轮 轮 廓 位 置 “ ” 始 , 凸 轮 左 1开 沿 侧 的过 渡 曲线 移 动 , 轮 下 降 , 塞 滚 柱 在 弹 簧 的作 用 下 上 升 ; 曲 轴 旋 转 到 当 进气 行 程 上 止 点 后 4 o 凸轮 轮 廓 位 4( 置 “ ”) , 油 器 的 计 量 孔 开 启 , 2 时 喷 进 油 计 量 开 始 ; 曲 轴 旋 转 到 进 气 行 程 当 下止 点前 6 。凸轮 轮廓 位置 “ ”时 , 0( 3 ) 柱 塞 上 行 到 最 高 位 置 , 于 小 半 径 圆 处 弧 的 起 点 , 一 直 持 续 到 压 缩 行 程 上 并 止 点 前 6 。 凸轮 轮 廓 位 置 “ ) 柱 塞 2( 4” , 保 持 在最 高位 置 不变 。 此 后 , 轮 沿 凸 轮 右 侧 的 过 渡 曲 滚
康明斯NT855型柴油机组装注意事项
更,类似元件替换法。 综合法:是同时应用隔离法和比较法的实验方法,适
用于故障原因较复杂的系统。 3.5 感官诊断法 询问:问清操作人员故障是突发的、渐发的,还是修理
后产生的,以便判断故障的大体部位。 观察:一是观察邮箱内有无气泡和变色(变白)现象;
二是观察密封部位、管接头、液压元件各安装接合面等处 的漏油情况,接合观察压力表指针在工作中的振摆、掉压 一级压力调不上去等情况;三是观察加工件质量状况;四 是观察故障部位及损伤情况。
· 182 ·
内燃机与配件
康明斯 NT855 型柴十局工程有限公司,成都 611830)
摘要院随着现阶段我国工业技术的不断发展,工业技术的创新成为工业持续发展的基本动力,柴油机作为工业应用的基本工具, 因为具备较强的经济性与动力性,所以被广泛的应用于各大工业领域当中。然而,柴油机在安装的过程中需要严格按照标准制度来实 施,若是安装出错或者没有根据标准参数来执行,则会造成柴油机出现不必要的故障,进而阻碍工业项目的合理展开。本文就康明斯 NT855 柴油机在组装过程中,需要注意的几个问题展开分析,以期实现康明斯 NT855 柴油机的正常运行。
听觉:一是高音刺耳的啸叫声通常是进入空气;二是 “嘶嘶”或“哔哔”声为排油口或泄漏处存在漏油漏气现象;
三是“嗒嗒”声表示交流电磁阀的电磁铁吸合不良;四是粗 沉的噪声是液压泵或液压缸过载所致;五是液压泵“喳喳” 或“咯咯”声,表示泵轴承损坏。
嗅觉:依靠嗅觉辨别有无异常气味可判断电气元件绝 缘破损、短路的故障。
关键词院康明斯;NT855 柴油机;组装;注意事项
0 引言 康明斯 NT855 柴油机存在非常高的经济型以及动力 性。并且康明斯 NT855 柴油机在进行大修组装的时候,除 了需要遵守相关的组装基本内容之后,还需要规范化其他 要求,防止安全事故的产生。 1 康明斯 NT855 柴油机机体结构组装注意事项 1.1 汽缸盖 汽缸盖下部分属于紧密配合面,不能够对其实施互换 处理。与此同时,在进行汽缸垫安装的过程中,需要保障汽 缸垫是干净整洁的,若是汽缸垫较为肮脏,则会导致汽缸 垫因为高压气体的冲击而损毁。 1.2 气缸套 气缸套内部需要使用不会起毛的毛巾或者布擦拭整 洁,防止因为灰尘颗粒等杂志产生非常明显的磨损。气缸 套密封圈则是需要侧应朝下,并且黑色的 O 形密封圈需
康明斯KT(A)19柴油机喷油器和气门调整方法

康明斯KT(A)19柴油机喷油器和气门调整方法调整康明斯发动机气门间隙和喷油器行程是发动机保养的一个非常重要的工作,也很常见,下面我就介绍一下重庆康明斯KTA19系列发动机的调整方法,让我们在没有专业维修师傅的情况下也能保养发动机。
顺发动机旋转方向盘车,直至附件驱动皮带轮上气门调整记号“A”对准齿轮室盖上的记号,在这个位置,第3缸和第4缸喷油器柱塞将处于其行程的顶点,而第5缸或者第2缸的摇臂是活动的(气门都关闭) 注:在任何一只气缸上,不可能同时调整喷油器和气门,例如:如果第2缸的摇臂都可以活动时(气门都关闭),就可调整第4缸喷油器柱塞的行程,然后调节第2缸的气门.用3375004升程调整工具调整喷油器柱塞行程,具体方法如下:1.安装千分表支架,用千分表接长杆靠在第4缸喷油器弹簧上座顶部,要保证千分表接长杆旋紧在千分表测杆上而不要接触摇臂。
2,用摇臂拨动工具或者扭力扳手加19的六角套筒,将喷油器柱塞压下,直到柱塞被压到喷油器油杯底部,把油膜从油杯锥座中挤出。
喷油器与气门调整顺序如下盘车方向皮带轮位置喷油器气门起点 A 3 5进到 B 6 3进到 C 2 6进到 A 4 2进到 B 1 4进到 C 5 1点火次序:1.5.3. 6.2.43.使喷油器柱塞上升,然后再压到底部当喷油器柱塞在底部位置时将千分表调到零位,此时检查千分表接长杆是否与喷油器弹簧上座顶面接触。
4.拆除摇臂拨动工具,转动喷油器摇臂调节螺钉直至在千分表上达到调整的规定值(7.72±0.03mm)。
5.用摇臂拨动工具将柱塞再压到底部,以使摇臂活动千分表上必须显示出喷油器柱塞的(7.72±0.03mm)行程范围内。
6.在调节螺钉上用ST—669扭力扳手接杆,将锁紧螺母旋紧至41·47牛·米的扭矩,如果不用扭力扳手接杆,则用一螺丝刀固定调节螺钉,然后将螺母旋紧你们到54—61牛·米的扭矩。
最新康明斯宾士机组安装安装手册

康明斯宾士机组安装安装手册前言柴油发电机组的优异性是否能够得到充分的发挥,其使用寿命是否能够达到理想的水平,在很大程度上取决于柴油发电机组是否采取了正确的安装配套方式。
编写本安装指南的目的在于给用户在安装柴油发电机组时,提供一些最基本和最主要的设计安装原则,以便使柴油发电机组在所配套的设备上能有一个合适的运转工作环境。
用户在进行安装设计时应仔细阅读本安装指南使其安装设计符合本安装指南提出的要求。
此外,对柴油发电机组的安装设计,还应满足厂房及楼宇的要求。
由于不符合本安装指南的要求,或因安装设计方面有误以致柴油发电机组发生故障,进一步造成柴油发电机组的损坏,将不在柴油发电机组的保用范围之内。
用户在满足本安装指南提出的要求有困难或发生疑问时,可与当地代理商或东莞市宾士机电设备有限公司驻各地办事处联系,以求得进一步的技术咨询或帮助。
安全守则安装柴油发电机组之前,需要读此手册,并且了解您的设备。
只有正确地安装并且维护设备,才能够达到安全、有效地运转。
许多意外伤害之所以产生,是由于没有遵循基本规则和采取预防措施。
燃料和油气是最容易起火的,不适当的操作会导致火灾和爆炸。
当引擎正在运转时,请勿充填燃油槽,除非油槽是在引擎室的外面。
燃油和引擎、排气等接触是极其危险的。
请勿抽烟或点火。
柴油发电机组或燃油槽附近不可抽烟或点火,内燃引擎燃料是高度易燃的。
燃油管路必须加以适当的固定并确保没有渗漏,和引擎连接处必须用可防震的管线,在可防震管线上不可使用铜管,因为如果连续震动,或重复扭曲,铜管会破裂。
要确定所有油管路皆有控制阀。
检修蓄电池时不可吸烟,铅酸蓄电池会产生爆炸物质一氢气,如遇电弧或吸烟会立即发生爆炸。
致命的排气提供一个适当的排烟系统,适当地排放气体,目视耳听来检查排气系统以防止泄漏,并依照保养时间表,确定排气管固定装好,不能利用排出气体来使室内温度提高。
必须确保机组的通风系统顺畅。
运转的机件会使人员重伤或死亡您的手、衣服及金属饰物要远离运转的机件。
康明斯系列柴油发电机组操作、保养规程
康明斯系列柴油发电机组操作、保养规程一、柴油发电机组安装机组安装前必须考虑以下几点:1、底座表面的水平如果底座不够水平,那么发电机组在运行过程中就有可能产生位移,一般机座就高出地面150mm,宽出机组两边各150mm。
2、足够的冷却空气供应机房进风口设置应符合下列要求:进风口应宜设在发电机端或发电机两侧;进风口面积应大于柴油机散热水箱面积的2.2倍;进风口面积应大于排风口面积的1.5倍。
3、足够的新鲜空气这主要是讲,排气方向与进气方向,两者方向最好一致,绝不允许在进气口安装排气口。
4、冷却空气的排放和发动机废气的排放排气口最好对准发动机和散热器,在运行中能够将热量及时排出,否则易引起机房温度过高,发动机高温停机。
5、电器的连接起动电瓶与起动机的距离越近越好,减少压降。
6、操作及维修空间机组四周最好有1-2米的空间,宜于日后的机组保养和维修。
二、柴油发电机组的操作1、起动前的准备:①操作者首先要阅读熟悉操作手册;②检查机组各部分是否正常,各附件连接是否可靠,并排除不正常现象;③检查发动机油底壳内的机油油面是否在规定范围内,最高不要超过H线,最低不要低于L线,否则放掉或添加;④检查冷却系统内冷却液是否符合要求,冷却液面加到距水箱口50mm处,如水箱内无冷却液,向水箱内加注冷却液,速度不要太快,让机体内水道里的空气排出;⑤接通燃油管路,排出燃油管路内的空气;⑥测量起动电池电压是否具备起动该柴油机的容量,接线柱是否牢靠;⑦第一次启动时,要求给增压机里加油,方法是去掉进油管往里面加注少许清洁机油;⑧对于停放较久的发动机央启动前要先转动曲轴3-5转;⑨检查空气开关是否在断开位置。
2、发动机的启动做完起动前的准备工作后,就可以起动发动机。
如果起动机在30秒内未将发动机起动,须停2分钟后再进行起动,以免损坏起动机,三次起动未成功须作进一步的检查,直至起动成功,如果发动机是首次起动,或者是更换过机油或滤清器后起动,应在发动机运转几分钟后停止,并等15分钟后待机油流回到机油盘中,再一次检查机油面是否在规定范围内,如正常可以起动发动机运转。
5.9L和6.7L道奇康明斯发动机气缸盖安装及气门间隙调整手册说明书

SUBJECT:DODGE CUMMINS 5.9L & 6.7L CYLINDER HEAD INSTALLATION AND VALVE LASH ADJUSTMENT FPE-2019-30 February, 2021 Page 1 of 5P/N’S: FPE-61-10005 (-HD), FPE-60-10006, FPE-61-10007 (-HD), FPE-61-10008, FPE-61-10009 (-HD) NOTE: Always reference the appropriate Cumminsfactory manual for your specific engine. Variances existamong different models of engine configurations. The instructions below should only be considered as guidelines for the installation.CYLINDER HEAD INSTALLATION PROCEDUREStreet Heads (FPE-61-10005, FPE-61-10007) and Street HD Heads (FPE-61-10005-HD, FPE-61-10007-HD, FPE-61-10009-HD):STEP 1: Install the cylinder head gasket. A new gasket must be used, never re-use an old gasket.NOTE: For 5.9L Street FPE-61-10005 and Street HD heads FPE-61-10005-HD we recommend Cummins 3958645 head gasket.For 5.9L VP Street FPE-61-10009 and Street HD heads FPE-61-10009-HD we recommend the use of Cummins 3977063 head gasket.For 6.7L Street FPE-61-10007 and Street HD heads FPE-61-10007-HD we recommend Cummins 4932210 head gasket.STEP 2: Place the cylinder head on the block, properly seat it into the dowels. Use caution when handling the cylinder head.STEP 3: Lubricate the threads of the head mounting bolts with clean engine oil.FPE-2019-30 February, 2021 Page 2 of 5CYLINDER HEAD INSTALLATION PROCEDURE (Performance Heads Only with fire rings and fire ring gasket FPE-61-10006, FPE-61-10008):NOTE: The Performance Head is supplied with fire rings and head gasket. Use only the fire rings and gasket supplied with the head. DO NOT USE glue or adhesive to adhere the fire rings.STEP 1: Clean and prepare the engine block deck surface. Ensure flatness is within Cummins published tolerances. Place the head gasket on the engine block surface.STEP 2: Place the fire rings inside the head gasket and orient the fire ring weld seams as shown at right. Front and rear cylinder ring seams should face directly outward (Front and Back). Cylinders 2-5 should face sideward, within the lines shown in green. NEVER glue or adhesive the fire rings to the cylinder head.STEP 3: Inspect all alignment dowels in the block. If any are damaged, replace with Cummins P/N 3902343. Carefully set the head onto the block, ensuring that the head is fully seated onto the block.STEP 4: Install studs into the block per the manufacturer’s guidelines.Using an ARP thread lubricant, such as ultra-torque, lubricate the top side of the washer, bottom of the nut, and threads of the studs. Install washes and nuts onto each of the studs.NOTE: We recommend the use of Haisley Machine L19 studs or ARP 625’s. ARP 2000 series studs are not adequate for use in fire ring head configurations.STEP 5: Torque in the proper sequence as shown at right. Torque as recommended by the stud manufacturer.STEP 6: Install all injectors, starting the with the two bolts that hold the injector down first, but do not tighten them. Install the crossover torque to 39 ft-lbs. Torque the injector hold-downs to 89 in-lbs.FPE-2019-30February, 2021Page 3 of 5 FrontSTEP 7: Lubricate both ends of the push tubes and install them, making sure they are fully seated into the tappet.STEP 8: Lubricate the tops of the valves and re-install the OEM rocker bridges with the indicating marks (dots) facing the exhaust side OR install Fleece Performancerocker bridges (FPE-BRAB-C1).STEP 9: Prior to rocker arm installation ensure all valve lash adjusters are COMPLETELY backed off by loosening the adjusting nut and backing off the adjusting screw (see image at right). Lubricate the tops of the bridges and install the rocker arm assemblies, torque OEM bolts to 27 ft-lbs.STEP 10: Lash valves per procedure on page 5.STEP 11: Install lower valve cover and injector harness.NOTE: The rear of the lower valve cover will require modification for the stud clearance. Reference ARP instructions included with the studs.STEP 12: Prepare to start and run the engine. This will be performed without coolant in the system.Start the engine and allow it to idle until the oil temperature reaches 180F. Shut off the engine. NOTE: Oil temperature is most easily measured using an infrared thermometer on the oil filter housing.STEP 13: Remove injector harness and lower valve cover. Remove exhaust rockers.STEP 14: Re-torque all studs. Starting at 100 ft-lbs and increasing in 20 ft-lb increments up to 10 ft-lb below the stud manufacturer’s hot torque spec.STEP 15: Re-install exhaust rockers. Torque to 27 ft-lbs.STEP 16: Re-lash valves as shown on page 5. Valve lash will have changed due to compression of the fire rings. STEP 17: Install lower valve cover, injector wiring, and upper valve cover. Add clean coolant and check for leaks.FPE-2019-30 February, 2021 Page 4 of 5。
康明斯柴油机操作规程

康明斯柴油机操作规程一、引言康明斯柴油机是一种高效可靠的发动机,广泛应用于交通工具、工业设备和发电机组等领域。
为了保证柴油机的正常运行和延长其使用寿命,正确的操作是至关重要的。
本文将对康明斯柴油机的操作规程进行详细介绍,旨在提供必要的操作指南。
二、安全操作1. 在操作康明斯柴油机之前,请确保人员已经接受相关培训,并清楚了解操作规程和安全注意事项。
2. 在操作过程中,请确保佩戴必要的个人防护装备,如安全眼镜、防护手套和耳塞等。
3. 应将柴油机安装在平稳、干燥、通风良好的地方,远离火源和易燃物。
三、正常操作流程1. 启动前的准备工作a) 检查柴油机燃油、润滑油、冷却水和气道是否充足,并确保其质量符合要求。
b) 检查柴油机周围是否有泄漏物或杂物,做好清理工作。
2. 启动柴油机a) 打开柴油机燃油阀门,并将其放置在启动位置。
b) 按下启动按钮,启动柴油机,注意观察启动过程是否正常。
c) 柴油机启动后,应等待一段时间,让其达到稳定工作状态。
3. 运行柴油机a) 操作柴油机的控制台,将柴油机的转速调整到所需范围内。
b) 定期监测柴油机的运行情况,包括转速、油压、水温等参数,如有异常情况应及时处理。
4. 停止柴油机a) 将柴油机的工作负载逐渐降低,直至停止。
b) 关闭柴油机燃油阀门,并将其放置在停止位置。
c) 关闭柴油机的电源开关,并进行必要的清理和维护工作。
四、维护保养1. 定期更换柴油机的燃油、润滑油和冷却水。
2. 定期清洗柴油机的滤清器和进气道,确保其畅通无阻。
3. 定期检查柴油机的油位、水温、电压等参数,确保其正常运行。
4. 定期检查柴油机的紧固件和密封件,如有松动或损坏应及时处理。
5. 定期检查柴油机的排气系统和冷却系统,确保其正常工作。
五、应急处理1. 在柴油机发生故障或异常情况时,应立即停止柴油机,并进行必要的检查和修复。
2. 在需要紧急停止柴油机时,应按下紧急停止按钮,切断柴油机的电源,并进行适当的处理措施。
康明斯M1—G2型发动机气门间隙及喷油间隙的检查调整

康明斯M1—G2型发动机气门间隙及喷油间隙的检查调整摘要康明斯M11-G2型发动机供油系统区别于传统的发动机(如105、135系列),也区别于康明斯BC系列发动机。
所以在气门间隙及喷油间隙的检查和调整与往常的发动机调整有本质的区别,下面以康明斯M11-G2型发动机为例,讲一下该发动机气门间隙与喷油间隙的检查和调整。
关键词气门间隙;喷油间隙;大扭矩法;零件隙法存在问题:柴油机在使用过程中,由于零件的磨损或者调整螺钉的松动等原因,都会使气门间隙发生变化,气门间隙过小时,气门挺杆受热膨胀会使气门关闭不严,气缸内的气体就会由气门处漏失。
气门开启时间提前,气门间隙过大,会产生敲击声,使摇臂与气门挺杆撞击面的磨损加剧。
气门开启过晚,关得早,气门间隙过大,过小,都会影响配气正时,造成柴油机的燃油消耗率,柴油机的功率降低。
主要有两种方法进行调整:一是用大扭矩法,二是零件隙法,通常采用第一种方法调整从发动机的前端观测,曲轴的转动为顺时针方向,气缸的编号从发动机的前齿轮室算起。
每个气缸有两个摇臂,一个喷油器:①左边的摇臂是进气摇臂,②右边的摇臂是排气摇臂,③喷油器在两个摇臂之间。
气门间隙调整参数:小气门为进气门,气门间隙为0.36,大气门为排气门,气门间隙为0.69。
1 大扭矩法第一步:拆罩将发电机上的气缸罩卸掉第二步:用力搬动棘轮扳手,将齿轮壳外部的喷油泵正时齿轮转动(1)转动棘轮扳手,使正时齿轮盘的A点对准齿轮壳上的记号。
这是可以进行调整。
这是可以调整2缸(或5缸)的进,排气门间隙,和6缸(或1缸)的喷油间隙(说明:调整2缸还是5缸根据做功情况而定,看那个缸的进排气门间隙都可以调整说明这个缸做工,就调整该缸的气门间隙,其余的调整,以此为基础进行调整。
)(2)转动棘轮扳手使正时齿轮盘的B点对准齿轮壳上的记号。
这时可以调整4缸(或3缸)的进,排气门间隙,和2缸(或5缸)的喷油间隙。
(3)转动棘轮扳手,使正时齿轮盘的C点对准齿轮壳上的记号,这时可以调整1缸(或6缸)的进,排气门间隙,和4缸(或3缸)的喷油间隙。
康明斯KTA19-G2型柴油机
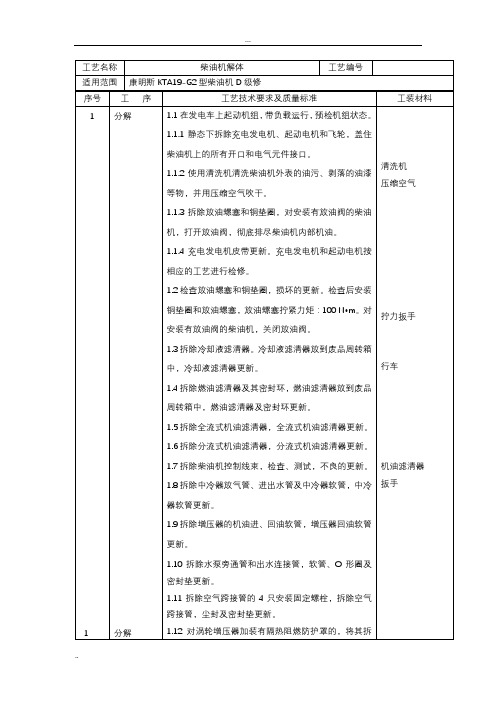
附件:PT泵试验技术参数型号:E981A1.1.2检查零件是否有磨损,如果驱动轴花键发生了磨损,则应检查水泵轴上的花键套以及水泵驱动装置。
1.1.3用塞尺测量叶轮片与水泵体的间隙,必须满足:0.58~0.86mm。
1.1.4拆除以下零件:①出水口连接管及其密封垫。
②支架。
1.1.6拆除以下各零件:其余的螺栓③、进水口壳体和O形圈④;将O形圈报废。
1.1.7用NO.ST-647的标准拔出器将叶轮拆下来。
1.1.8清洗并检查叶轮是否有损坏之处。
注:拔出器的丝杆必须能顺利地穿过叶轮孔,以防造成损坏。
1.1.12拆除以下各零件:(11)水封(12)油封将这两只零件报废。
2.1检查轴上的密封区域是否有磨损。
2.2转动轴承。
检查是否有阻塞,如果更换轴承或轴,参考工序4更换水泵轴承。
2.5测量水泵体孔内径:(13)水封位置 36.45~36.47(14)油封位置 44.43~44.48mm(15)后侧轴承位置 51.996~52.215mm(16)前侧轴承位置71.996~72.215mm3.1用NO.3375320水泵油封芯轴或与之等效的工具装3.3使用压力机,用NO.3375320的水泵轴承芯轴或与之等效的工具,推动轴的端部,将总成装上。
3.4装上较大的一只卡环。
带斜边的一侧必须按图示的方式放置。
3.5用NO.3376091的水泵水封顶入器或与之等效的工具装上水封,必须保证水封的肩部接触到水泵体。
3.6用NO.3376091的水泵水封顶入器或与之等效的工3.8如图所示,均匀地涂上一层Loctite609效的密封胶。
3.9使用压力机和芯轴安装叶轮。
3.10用塞尺在出水口处测量叶轮片与水泵体的间隙,必须满足0.58-0.86mm。
3.11装上垫圈⑦,用植物油对O形圈⑧进行润滑,装上O形圈,装上截止阀轴⑥。
3.12装上螺栓⑤,拧紧力矩:20N. m。
4.13对新的橡胶圈进行润滑,装上输入管⑨。
3.14用植物油对O形圈进行润滑。
康明斯发动机A/VE型喷油泵的就车安装与调整步骤

响 , 的值 通 常在 01 03范 围 内变 化 , 以在 给 定 扭 .- . 所 矩 的条 件 下会 导致 预 紧力 也发 生 较大 变 化 , 能有 些 可 情 况 下会 使 连 接 不 可 靠 或 几 根 螺栓 的预 紧力 过 于 分 散 。并 且按 照扭矩 法来 设 计螺 栓 , 了保 证 装 配机 件 为 具 有足 够 的预 紧 力 , 然 要 增 大 螺栓 直 径 , 加 螺栓 必 增
间大致 有 一定 的 比例 关 系 , : oE・ △ L 其 中, 即 O= A ・ (
螺 栓 的 兰 种 常 用 拧 紧 方法
● 刘 海 乐 周 华龙
扭矩 拧 紧法 这 是 最 常用 的拧 紧方 法 ,简 单 、 直
观 。按 照规 定 须达 到 的扭 矩 要求 , 过扭 矩 扳 手 显示 通 的扭矩 值来 控 制被连 接 件 的预 紧 力 。预 紧力 Q 与 。
拧 紧到 接 近 其 屈服 极 限 而不 失 效 的水平 。螺 栓 拧 紧
扭 矩 M 的关 系式 为: 0 M/d 1 。( 中 , 为 拧 紧 0= ・ ( ・0 ) 其 M 螺栓 时的拧 紧扭 矩值 , 单位 为 牛 ・ ; 米 d为螺 栓 直径 , 单
位 为 毫米 ; k为 计 算系数 ) 由于 受螺 栓 与接 触面 的摩 。 擦 、 无 润滑 油 、 紧速 度 、 紧 扭矩 误差 等 因素 的影 有 拧 拧
E为 弹 性模 数 , 单位 为兆 帕 ; 螺栓 的平 均截 面积 , A为
单位 为平 方 毫米 ; L为 螺栓长 度 ,单 位 为毫 米 ; △L为
螺栓 变 形伸 长量 , 单位 为 毫米 ) 由此 看 出 , 弹 性 区 。 在 域 内, AL正 比于 螺栓 的 回转角 度 ,拧 紧后 预 紧 力 的 分散 度 主 要取决 于 极 限扭 矩 时的分 散度 , 时克服 了 同 螺栓 摩 擦 力 的影 响 , 以 同扭 矩拧 紧 法相 比, 紧后 所 拧 的预 紧力 分散 度 明显减 小 。 屈 服点 控 制 拧 紧 法 为 了更 好地 控 制 预 紧力 的 分散度, 利用 螺栓 的塑 性变 形 , 过 旋 转角度 , 螺栓 通 使
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6BT118-01、6BT118-02、6BT114B-01和6B96-01、6B96-02以及4BTAA92-01、4BTAA92-02等;引进生产的康明斯C系列车用柴油机有6CT8.3和6CTAA8.3等。
装配和调整康明斯6BT系列柴油发动机装配,按发动机各部件规的技术要求进行。
送入装配的所有零件必须有产品质量合格标记,外协件必须经产品质量检验确认合格后可进行装配。
装配的环境应保持清洁,送入的空气应经除尘处理。
工作人员应更换清洁的外套和鞋,才能进入现场(指在专门的装配车间)。
所有运动摩擦副的配合表面,在装配前应用无纺布或绸布擦净,并按维修手册的要求,均匀地涂抹洁净的润滑油。
所有密封部位应按所介绍的要求涂密封胶。
各种螺栓、螺母的扭紧力矩参见相关要求。
发动机装配时需测量和调整的主要参数见相关要求。
发动机主要零件配合尺寸见相关要求。
发动机及其它重要数据见相关要求。
管件装配时,不准有扁、弯曲、扭曲或产生裂纹等现象。
各组、部件组装完毕后,经检验验收后可投入总装。
一、气缸体的装配(1)气缸体在装配前应清洗干净,所有油道、主轴承、凸轮轴、挺杆、螺不得有毛刺毛边,并用压缩空气吹净,不得有屑沫,型砂、铁屑。
要用汽油、白绸布清洗,直到用卫生纸粘机油擦净缸筒和其它运动部位,卫生纸上无污物,清洗才算合格。
(2)缸体水套和主油道压入碗形塞,压前在碗形塞圆柱表面应均匀涂抹GY-255厌氧胶。
(3)主轴承盖与气缸体必须配对装配。
主轴承盖上有倒角的一面(打有顺序号处)朝向水泵侧。
主轴承盖的每个螺栓有一个定位环定位。
主轴承盖的结合面应保持清洁,用无纺布或绸布擦净。
(4)应确保气缸体的顶面、底面和齿轮室面,在送运过程中不受损伤,用专用工具将飞轮定位环、气缸盖定位环和齿轮室定位环压入缸体的相应座中,并要保证压到位不偏斜。
(5)发动机凸轮轴承,只有第一轴承装凸轮轴衬套,装配前先用白绸布擦净轴承,并要注意检查凸轮轴衬套是否有划伤、灰尘或油污,特别不要碰伤凸轮油衬套,因为衬套装配后不再加工。
凸轮轴衬套压入后,衬套油与缸体油道应重合,并能通过Ф3.2mm的圆棒,同时,凸轮轴衬套应与缸体前端面平齐,不得高出。
如果凸轮轴衬套高于缸体前端面应返工。
凸轮轴衬套配合数据为-0.178mm—-0.102mm。
(6)1/8英寸的预涂胶六角锥形螺塞装在凸轮侧第二个油道上。
装配时先用手拧入2-3扣,拧紧力矩为8±1N•m。
1/2英寸的预涂胶六角螺塞装在缸体水泵侧上的水道上,装配时先用手拧入2-3扣,拧紧力矩为(33±3)N•m。
(7)增压器回油管安装位置在气缸体右下处,回油管下端在装配前要涂GY-255厌氧胶,并用专用工具压入到凸肩处,增压器回油管与为过渡配合-0.11mm-0.01mn。
(8)机油标尺管装在缸体后端的机油标尺管中,压入前,在机油标尺管下端外部涂以GY-255胶。
机油标尺管必须压到位。
缸体前部和中部的两个机油标尺管用碗形塞堵住,碗形塞应涂GY-255胶可压入。
(9)活塞冷却喷嘴的安装:检查冷却喷嘴是否清洁和存有缺陷,并要检查喷嘴是否通畅,用无纺布或绸布擦净缸体的主轴承表面,然后用手把冷却喷嘴装入第2、3、4、5、6、7主轴承座的喷嘴,用工具使其落位。
在落位时要仔细,不要损坏冷却喷嘴,要保证全部喷嘴安装后刚好低于主轴承表面。
<汽车维修者之家>二、挺杆体的安装挺杆体与的配合间隙为0.02mm—0.065mm,在装配挺杆前要用15W40润滑油润滑缸体挺杆体,并用润滑脂105润滑挺杆体底面和窝座。
挺杆体应全部落座在挺杆体,并能自由转动。
如果挺杆体不能落座和自由转动应检查缸体的挺杆体和挺杆体,找出原因进行排除或更换零件。
挺杆体要从缸体底面向上穿出。
三、曲轴、齿轮和主轴瓦的安装(1)先检查曲轴轴颈表面是否有划痕等缺陷。
装上定位销,定位销最小凸出量为1.8mm。
在装齿轮前,先把齿轮放在150℃的炉子中加热1小时,应检查齿轮的正时记号和缺陷情况。
装配时,把有倒角的一面朝向曲轴。
齿轮压入曲轴后应紧贴在曲轴台肩上,用0.05mm的塞尺检查,不得塞入。
在缸体主轴承座和主轴承瓦座上装上主轴瓦。
(2)曲轴主轴颈止推轴瓦装在第六主轴承上。
装配时轴瓦表面和止推轴瓦止推面应涂润滑脂105,轴颈表面应涂15W40润滑油。
(3)曲轴与的配合间隙为0.041mm—0.119mm,曲轴装入发动机前应仔细清洗轴颈表面、斜油道和轴承座表面,曲轴非加工表面不允有夹砂和飞边。
(4)带油槽的主轴瓦装在缸体的轴承座上,轴瓦的油应与轴承油道重合,活塞冷却喷嘴的油座盖住喷嘴的1/2,定位后按住定位槽中定位的轴瓦两端,两端必须与座平齐。
主轴承盖上装不带油槽的主轴瓦,曲轴止推轴瓦止推面应涂105润滑脂,轴颈表面应涂15W40润滑油。
装主轴承螺栓前在主轴承螺栓加少润滑油15W40,用手拧螺栓2-3扣,主轴承螺栓按下列法拧紧:①用主轴承盖力矩机自动拧紧(双头):第一次:拧紧力矩50±6N•m;第二次:拧紧力矩80±6N•m,然后拧转60°±5°最终拧紧力矩为165±30N•m拧紧顺序:4-3-5-2-6-1-7。
②用手工拧紧第一次:拧紧力矩50±6N•m;第二次:拧紧力矩80±6N•m,在主轴承螺栓搭子上画一条线与螺栓六角头的某一点对齐;第三次:拧紧60°±5°,使六角头的下一点与搭子上的线对齐,最终力矩为176N•m。
手工法主轴承螺栓拧紧顺序见图2-8。
注意:如果一个主轴承螺栓需要松开,就必须同时松开另一螺栓,然后再按拧紧力矩要求拧紧。
(5)主轴承螺栓拧紧后应检查曲轴的轴向间隙和旋转力矩。
轴向间隙应在0.10-0.30mm围,如超出此围要更换曲轴或止推轴瓦。
曲轴旋转力矩检查时应均匀旋转曲轴二,旋转力矩应为0.5-2.5N•m。
四、活塞、连杆的安装(1)检查活塞、连杆、活塞销和活塞销弹性挡圈的清洁度和缺陷,活塞销与活塞销座间隙为0.0028mm-0.0172mm,活塞销与连杆小头间隙为0.0498mm-0.0702mm,装配前可把活塞加热至50℃-70℃(也可不加热,用选配法装配)。
当活塞的指前记号朝上时,连杆盖应在右边(从上往下看)。
在活塞销上涂15W40润滑油,然后平稳地把活塞销推入活塞销和连杆小头,活塞销应能自由滑入。
活塞销弹性挡圈应确保落在环槽。
活塞连杆装成合件后,活塞应能自由摆动。
(2)装活塞环。
装活塞环前,先用干净刷子蘸15W40润滑油涂刷活塞环槽。
活塞环安装时向上记号(点)应朝上。
活塞环开口错开120°(图2-9)且不要把开口放在活塞销向。
油环先装螺旋衬簧然后再装铸铁环,螺旋衬簧的搭口应与铸铁油环开口成180°(图2-10)。
装环时,不允环碰到活塞环岸刮伤活塞。
活塞环应能在环槽自由转动。
活塞环工作开口间隙,第一环为0.40mm-0.70mm,第二环为0.25mm-0.55mm,油环为0.25mm-0.55mm。
在把活塞连杆组件装到缸体前要检查活塞环朝上的记号(第一环和第二环有朝上记号)、活塞指前记号、连杆装配是否正确(从活塞前端看,连杆盖应在右边)和活塞销弹性挡圈是否完全进入环槽,并要检查清洁度和有无缺陷。
在缸筒和活塞环上均匀涂以15W40润滑油,然后自如地将活塞连杆组件推入缸,不得强行装配。
连杆轴瓦表面要涂润滑脂105,连杆轴颈要涂15W40。
连杆螺栓先用手拧2-3扣,然后分两次拧紧:第一次拧紧力矩(60±5)N•m,再转60°±5°,最终拧紧力矩为(105±20)N•m。
连杆螺栓如有一个需要松开,就必须同时松开另一个螺栓,然后再按拧紧力矩要求拧紧。
连杆轴向间隙应为0.10mm-0.30mm,活塞应高出缸体上平面0.33mm-0.66mm,如达不到要求,要进行选配。
活塞连杆组件装入后要检查曲轴的旋转力矩,应在15-30N•m围,如超出规定值要检查和调整。
五、齿轮室的安装(1)检查齿轮室安装表面的清洁度或运输过程中造成的缺陷或其他缺陷。
(2)先把定位销压入缸体前端面定位销,在缸体的如图2-11所示的3、4、5,装上工艺定位销,把齿轮室密封垫套在工艺定位销上,然后装上齿轮室,用手拧其它四个螺栓,再把第1、2螺栓(图2-11)拧紧到(27±3)N•m。
(3)去掉三个工艺定位销,用手拧上三个螺栓,拧紧3、4螺栓到(27±3)N•m。
并保证密封垫仍然对准,再把其余螺栓拧紧到(27±3)N•m。
(4)检查齿轮室的油底壳安装面与缸体油底壳安装面的不平度,应在±0.13mm围,密封垫如高出油底壳安装面,应用刀修整到不高出油底壳安装面0.25mm以下。
修整时应从里往外,避免屑末掉进发动机。
六、机油泵总成的安装(1)检查机油泵和缸体有否缺陷。
旋转机油泵,检查机油泵是否能自由转动。
(2)用15W40润滑油润滑机油泵(图2-12)。
用手拧紧4个螺栓,直到与机油泵安装法兰接触,然后拧紧螺栓至8-14N•m。
再拧紧至(24±3)N•m(见图2-13)。
(3)旋转曲轴一,在12:00,3:00,6:00和9:00的时针位置检查惰轮的齿侧间隙,齿隙应为0.08mm-0.33mm。
主动齿轮的轴向间隙应该为0.04mm-0.09mm。
惰轮的轴向间隙为0.02mm-0.28mm。
惰轮与主动齿轮的齿侧间隙为0.08mm-0.33mm(见图2-14)。
(4)将机油泵腔注满CD级15W40机油。
(5)将机油泵惰轮销放入缸体上的定位;螺栓拧紧次序见图2-13,拧紧力矩24N•m。
齿隙围0.08mm-0.33mm。
七、凸轮轴和挺杆体的安装(1)安装凸轮轴齿轮。
齿轮在装配前,先在125℃的炉至少保温1小时,把齿轮压入凸轮轴时,要确保键与键槽对准,并使齿轮与轴肩紧贴,用0.05mm 塞尺检查,不得塞入。
(2)安装凸轮轴。
凸轮轴第一轴径与配合间隙为0.094mm-0.146mm,凸轮轴其它轴颈与的配合间隙为0.076mm-0.152mm,凸轮轴装入发动机前,旋转曲轴,使第一缸处于上死点位置,并使曲轴齿轮上的正时记号“0”进入凸轮轴齿轮正时记号的两上“0”之间。
推入凸轮轴时,应要小心把前部抬起,以免碰伤第一凸轮轴的衬套。
装前,凸轮轴轴颈和凸轮桃子要均匀地涂有15W40润滑油。
(3)将凸轮轴止推片插到凸轮轴齿轮后面,止推片的紧固螺栓拧紧力矩应为(24±3)N•m。
拧紧前先用手拧紧2-3扣。
(4)当止推片装好后应检查凸轮轴的轴向间隙和凸轮轴齿轮齿侧间隙。
轴向间隙应为0.13mm-0.34mm(图2-15),齿侧间隙应为0.08mm-0.33mm(图2-16)。