金属复合板技术规范书模板
不锈钢复合板标准

不锈钢复合板标准第一篇:不锈钢复合板标准《不锈钢复合板》检验工厂标准1、范围本标准规定了采用粘结法生产的不锈钢复合钢板和钢带的分类、尺寸、技术要求、验收规则、试验方法、包装、标志及质量证明书等。
本标准适用以不锈钢做复层、碳素钢镀锌板做基层的厚度在0.8~1.5mm的复合钢板和钢带。
2、定义2.1 不锈钢复合钢板和钢带:以碳素钢镀锌板为基层,采用粘结法在其一面或两面整体地连续地包覆一定厚度不锈钢的复合材料。
2.2 复层:复合钢板中接触工作介质起耐腐蚀作用的不锈钢层。
2.3 基层:复合钢板中主要承受结构强度的碳素钢或低合金钢。
2.4 结合率:复合钢板复基层间呈冶金焊合状态的面积占总界面面积的百分率。
2.5 内弯、外弯:不锈钢复层在弯曲圆弧内侧的冷弯试验叫内湾。
复层在外的叫外弯。
3、尺寸外形偏差4、技术要求基层钢板应是符合各自相应标准的合格钢板,应有质量证明书或复印件,未经需方同意,复层不锈钢板不得并接。
5、复合钢板技术性能6、冷弯性能7、表面质量复合钢板(带)复层表面不得有气泡、裂纹、夹杂、折叠等缺陷,允许研磨清除上述缺陷,但清除后应保证最小厚度。
基层表面质量应符合相应标准的规定。
8、交货状态复合钢板应经热处理,复层表面应经酸洗钝化或抛光处理交货。
根据供需双方协议亦可以热轧状态交货。
9、检验项目及方法10、包装、标志及质量证明书10.1 复合钢板和钢带的包装标志及质量证明书应执行GB/T247标准的规定。
10.2 复合钢板和钢带的包装应采取适当方式,以避免复板的擦伤、划伤。
10.3 复合钢板和钢带应在每张钢板复层的同一部位做产品标志。
第二篇:不锈钢复合板知识不锈钢复合板知识(江苏高远)21世纪的今天,科学和工业的不断发展,普通的合金或是单一的某种金属已经很难满足工业发展对材料综合性能的要求,复合板就应用而生,选取两种或两种以上的金属材料采用不同的工艺制作的而成复合板刚好满足了特殊的综合性能要求,江苏高远复合材料厂是选用制作工艺的一种,热轧不锈钢复合板,也就是不锈钢于普通碳钢通过还原轧制复合结合成一体而之辈的双面不同材质的复合板,是一种具备不锈钢与碳钢各自优点的材料。
压型钢板技术规范书
复合压型钢板技术规范书招标人:编制单位:附件一:技术规范书(含供货范围)1技术要求1.1 对彩塑压型钢板板的基本要求1.1.1彩塑压型板的表面涂层在使用期内涂料不得褪色或起皮,并且有的耐火极限。
1.1.2彩板供应商应提供20 年免维护使用保证书。
如达不到保证书年限,供货方要承担由此产生的一切直接和间接的费用。
1.1.3基板选用由BHP生产的镀铝锌彩色薄钢板(镀铝锌量AZ185),外漆层为PVDF(氟碳涂层),正面底漆5μm、面漆20μ m,金属涂层双面各30μm,张力强度为550Mpa。
颜色为米黄色,由业主提供的最终色卡为准。
1.1.4连接节点应采用可靠的节点形式,连接节点及其附件应满足至少20 年免维护。
1.1.5墙架、檩条的最小屈服强度不低于345Mpa,镀锌量不低于275g/m2。
其表面防腐措施应满足至少20年免维护,檩条的挠度不应大于L/200 。
檩条采用工厂予打孔,与檩托通过镀锌螺栓固定。
1.1.6墙面板及连接件应考虑荷载产生的压力和风吸力的作用。
1.1.7雪荷载:。
基本风压值。
地震基本烈度: 8 度。
1.1.8镀铝锌彩色压型钢板厚度:外板厚0.53mm,内板厚0.4mm。
1.1.9墙面外板板型为YX28-196-784(待业主确定)。
1.1.10内板板型为YX15-220-880(待业主确定)。
1.1.11墙面的收边板、泛水板等节点板应为同级别镀铝锌彩板。
1.2 保温材料1.2.1屋面板、墙板的保温层为加筋铝箔贴面超细玻璃棉,120mm厚。
1.2.2超细玻璃棉表观密度为12Kg/m3。
吸声系数为。
隔声量为44dB。
渣球含量为0 。
憎水率大于99%。
吸湿率不大于%。
超细玻璃棉纤维平均直径不大与μm。
1.2.3加筋铝箔贴面面密度为80。
水气渗透为。
顶破强度为30N/cm2。
纵向抗张强度105N/25mm。
横向抗张强度50N/25mm。
在-40 0C, 116 0C四小时的情况下无分层现象。
(技术规范标准)烟囱钛复合板技术规范书(初稿)
江苏新海发电有限公司2×1000MW机组“上大压小”工程烟囱钢内筒钛钢复合材料技术规范书招标方:江苏新海发电有限公司设计单位:江苏省电力设计院2010年8月目录1总则 (3)2 概述 (3)3 对材料的技术要求 (3)4 对卖方要求 (6)5供货范围 (6)6 技术资料和交付进度 (7)7 交货进度 (8)8 监造、出厂检验要求 (8)9技术服务和设计联络 (10)10质量保证和检验 (12)11 分包与外购 (13)12 大件部件情况(如有).......................................................................... 错误!未定义书签。
13 技术偏差表 (15)1总则1.1本技术条件书适用于江苏新海发电有限公司240米烟囱钢内筒钛钢复合材料招标。
它提出了对筒体结构材料性能、质量控制、供货和检验等方面的技术要求。
1.2本技术条件书所提出的是最低限度的要求,并未对一切技术细节作出详细规定,也未充分引述所执行的标准和规范的条文。
卖方应提供符合本技术条件书和现行国家相关标准的优质产品。
1.3对国家有关安全、环保等方面的强制性标准,卖方必须满足。
1.4如果卖方没有以书面方式对本技术条件书的条文提出异议,买方将认为卖方完全接受本技术条件书的要求。
1.5本技术条件书所使用的标准,如与卖方所执行的标准发生矛盾时,应按较高的标准执行。
1.6本技术条件书为工程合同的附件,与合同正文具有同等效力。
2 概述江苏新海发电有限公司2套1000MW烟气脱硫脱硫烟囱工程烟气脱硫采用石灰石—石膏湿法脱硫系统,不设GGH 加热系统。
烟囱钢内筒高240m,钢内筒直径8.5m,两台炉各用一个烟囱内筒。
钢筋混凝土外筒顶标高为233m,比钢内筒低7.0m。
烟气温度:正常运行时,约为40-60︒C;事故工况,约为140-200︒C。
本工程烟囱钢内筒从烟道口下部导流板向上,采用爆炸-轧制钛钢复合板,烟道口以下,至基础顶面采用Q235B钢, 该Q235B钢不在招标范围内。
烟囱钛复合板技术规范书

• 钛复合板焊接质量检验标准 * 焊缝平整,无夹渣、气孔等缺陷 * 焊缝强度不低于母材强度,无明显变形现象
• * 焊缝平整,无夹渣、气孔等缺陷 • * 焊缝强度不低于母材强度,无明显变形现象
添加标题 添加标题
热处理工艺:对焊接后的钛复合板进行热处理,以消除应力、提高材料的力学性能和耐腐蚀性。
检验与测试:对制造完成的钛复合板进行检验和测试,包括外观、尺寸、力学性能、耐腐蚀性等方 面的检测,确保产品质量符合相关标准和设计要求。
钛复合板质量检验标准
钛复合板尺寸精度检验标准
钛复合板外观质量检验标准
• 钛复合板尺寸及允许偏差检验标准 * 长度允许偏差:±1mm * 宽度允许偏差:±1mm * 厚度允许偏差:±0.1mm
• * 长度允许偏差:±1mm • * 宽度允许偏差:±1mm • * 厚度允许偏差:±0.1mm
• 钛复合板力学性能检验标准 * 抗拉强度:≥200MPa * 屈服强度:≥150MPa * 延伸率:≥10% * 硬度:≥HB300
THANK YOU
汇报人:
安装过程:按照设计图纸和规范要求进行 安装,确保烟囱钛复合板与烟囱壁紧密连 接
安装后检查:对安装完成的烟囱钛复合板 进行检查,确保其牢固、稳定、无漏水等 现象
安装注意事项:在安装过程中要注意安 全,避免发生意外事故,同时要保证施 工质量,确保烟囱钛复合板的使用寿命 和安全性
安装后质量检查
检查烟囱钛复合板安装是否牢固,无松动现象 检查焊缝质量,符合相关标准要求 检查钛复合板表面质量,无划痕、凹陷等缺陷 检查安装后的整体效果,符合设计要求
钛钢复合板材料技术规范标准

中源化学股份制造中心 240t/h 锅炉烟囱防腐改造项目钛钢复合板技术规书编制:校核:审核:批准:目录第一部分:技术要求1.总则2、烟囱改造工程简介3、采购材料的技术要求第二部分:供货围1、一般要求2、供货围第三部分:技术资料和交付进度1、一般要求2、材料监造检查所需要的技术资料3、技术资料交付第四部分:交货地点和进度1、交货地点2、供货时间第五部分:质量保证和控制、材料监造和性能验收试验1、质量保证2、试验与考核项目3、检验部分4、材料复检及不合格处理第六部分:技术服务和设计联络1、人员技术培训2、现场技术服务3、投标方现场服务人员具有的资质及职责4、招标方的义务5、交货和运输第七部分:质保期第一部分:技术要求1 .总则1.1 本技术规书仅适用于 240t/h 锅炉烟囱改造工程共用的“套筒式”烟囱防腐改造工程,在原有钢筋混凝土筒壁新增钛钢复合板排烟筒材料的性能、质量控制、供货、检验、售后服务等方面的技术要求。
1.2 本技术规书提出的是最低限度的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规的条文,投标方提供符合相关国家和行业标准及本技术规书要求的高质量产品和服务,并必须满足国家有关安全、健康、环保等强制性标准的要求。
1.3 如果投标方没有以书面形式对本技术规书的条文提出异议,则意味着完全响应和符合本技术规书的要求。
如有异议,不论多大差异,都应以书面的形式在差异表中进行详细描述。
1.4 投标方必须执行本技术规书所列标准。
本技术规书中未提及的容均满足或优于本技术规书所列的国家标准、电力行业标准和技术支持方所采用的相关标准;有冲突时,按较高标准执行。
1.5 投标方提供的钛钢复合板材料应具有相同烟囱运行环境条件下(烟气采用石灰石-石膏湿法脱硫处理、不设置烟气加热系统 GGH 装置的条件)的使用工程业绩证明不少于 3 家、提供安全可靠的工程实例。
1.6 本技术规书经招、投标双方确认后作为订货合同的技术附件,与合同正文具有同等的法律效力。
A2级别铝复合板产品资料书
A2 级 防 火 铝 复 合 板
江苏协诚科技发展有限公司
地址:江苏省金湖县工业园区工园路 333 号 电话:0517-86856800 传真:0517-86856700
网址:
引言
我公司生产的 A2 级防火铝复合板是一种新型的不燃装饰材料,利用不燃无机物 作为芯材,表面为 PVDF 涂层铝合金。通过先进的工艺使其达到完美的结合。从 而形成一种外观时尚、性能优越、施工方便的新一代室内外装饰材料。
澳大利亚— 市府大楼外立面、吊顶
工程
72
国内首创 A2级防火铝复合板
海外工程
澳大利亚一凯恩斯植物公园 镜面不锈钢A2复合板工程
73
国内首创 A2级防火铝复合板
海外工程
74
国内首创 A2级防火铝复合板
海外工程
75
国内首创 A2级防火铝复合板
海外工程
76
国内首创 A2级防火铝复合板
海外工程
19
5) 涂层光泽度偏差:≤10 6) 表面铅笔硬度:≥1H 7) 涂层柔韧性: ≤2T 8) 涂层附着力:不次于1级 9) 耐冲击性:≥20kg.cm 不脱漆,无裂痕 10) 涂层耐热水性:无异常 11) 涂层耐沾污性:≤5% 12) 涂层耐酸性:无变化 13) 涂层耐碱性:无变化 14) 涂层耐油性:无变化 15) 涂层耐溶剂性:不露底 16) 剥离强度(按180°测试方式): 平均值≥5.0N/mm 最小值≥3.0N/mm 17) 热变形温度:≥95℃ 18) 耐温差性: 剥离强度下降率: ≤10% 附着力:不次于1级 外观:无变化 19)燃烧性能等级:
公司营业执照 ........................................ 1-2 2.企业荣誉
钛钢复合板材料技术规范
河南中源化学股份有限公司制造中心240t/h 锅炉烟囱防腐改造项目钛钢复合板技术规范书编制:校核:审核:批准:目录第一部分:技术要求1.总则2、烟囱改造工程简介3、采购材料的技术要求第二部分:供货范围1、一般要求2、供货范围第三部分:技术资料和交付进度1、一般要求2、材料监造检查所需要的技术资料3、技术资料交付第四部分:交货地点和进度1、交货地点2、供货时间第五部分:质量保证和控制、材料监造和性能验收试验1、质量保证2、试验与考核项目3、检验部分4、材料复检及不合格处理第六部分:技术服务和设计联络1、人员技术培训2、现场技术服务3、投标方现场服务人员具有的资质及职责4、招标方的义务5、交货和运输第七部分:质保期第一部分:技术要求1 .总则1。
1 本技术规范书仅适用于240t/h 锅炉烟囱改造工程共用的“套筒式”烟囱防腐改造工程,在原有钢筋混凝土筒壁内新增钛钢复合板排烟内筒材料的性能、质量控制、供货、检验、售后服务等方面的技术要求.1。
2 本技术规范书提出的是最低限度的技术要求,并未对一切技术细节做出规定,也未充分引述有关标准和规范的条文,投标方提供符合相关国家和行业标准及本技术规范书要求的高质量产品和服务,并必须满足国家有关安全、健康、环保等强制性标准的要求.1。
3 如果投标方没有以书面形式对本技术规范书的条文提出异议,则意味着完全响应和符合本技术规范书的要求。
如有异议,不论多大差异,都应以书面的形式在差异表中进行详细描述.1。
4 投标方必须执行本技术规范书所列标准。
本技术规范书中未提及的内容均满足或优于本技术规范书所列的国家标准、电力行业标准和技术支持方所采用的相关标准;有冲突时,按较高标准执行.1.5 投标方提供的钛钢复合板材料应具有相同烟囱运行环境条件下(烟气采用石灰石-石膏湿法脱硫处理、不设置烟气加热系统GGH 装置的条件)的使用工程业绩证明不少于3 家、提供安全可靠的工程实例。
1.6 本技术规范书经招、投标双方确认后作为订货合同的技术附件,与合同正文具有同等的法律效力。
常用金属板材技术规范1
1.目的规范板材牌号的统一性及唯一性,保证板材使用的正确性。
2.适用范围技术、采购、仓库及公司其它涉及板材的车间、部门。
3.板材分类3.1按厚度分为:薄板、中板、厚板、特厚板。
3.2 按生产方法分:热扎钢板;冷轧钢板。
3.3 按表面特征分:镀锌板(热镀锌板,电解板);镀锡板;复合板;彩色涂层钢板。
3.4 按用途分:桥梁钢板;锅炉钢板;造船钢板;汽车钢板;层面钢板;结构钢板;电工钢板;弹簧钢板;其它钢板。
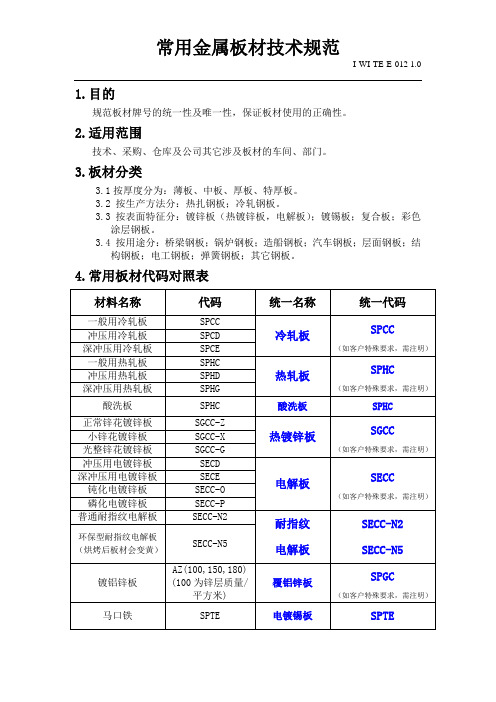
4.常用板材代码对照表5.常用板材性能介绍5.1冷轧板、热轧板、酸洗板热轧板(经酸洗)→酸洗板(经冷轧)→冷轧板厚度 T=0.3~3为冷轧板 T>3为热轧板5.1.1冷轧板:A.铁灰色光泽,表面易划伤,生锈;B.适宜电镀(镀五彩锌,白锌,镀镍,镀锡等),烤漆,喷粉.5.1.2热轧板: A.黑灰色光泽,表面不易划伤,但易生锈;B.不适宜电镀(镀五彩锌,白锌,镀镍,镀锡等);如需电镀,必须先喷砂多拉丝去除表面碳花层;C.适宜烤漆,喷粉.5.1.3酸洗板:性能介于冷轧板,热轧板之间,表面比热轧板光滑.5.2镀锌板:5.2.1热镀锌板(又称热侵镀锌钢板,花纹电解板);板材表面用连续热镀方法上锌,防止表面腐蚀,生锈。
按表面结构分为:正常锌花小锌花光整锌花(无锌花)5.2.2电镀锌板(电解板)a.基材为冷轧板;b.普通电解板:(1).钝化板:电解板经钝化处理,防腐蚀性好,表面涂油.代号(SECC-0) (2).磷化板:涂装性好;SECC-Pc.耐指纹板电解板:普通电解板经特殊表面处理,抗指纹触摸.分N2和N5型(N5环保,但烘烤后变黄)5.3覆铝锌板:防腐蚀性能好,其它性能类似于镀锌板:5.4电镀锌板(马口铁):a.板材表面镀锡,耐蚀性较好,无毒b.按表面结构分为:光亮、石墨纹、银色、亚光c.厚度:0.15-0.65.5不锈钢板:按用量分:1.SUS304用量较大,力学性能较好.2.SUS430 有磁性.按表面分:雾面亮面表面很亮,但不能照出人影.镜面表面很亮(贴膜),能照出人影.砂纹面分单面砂纹,双面砂纹.5.6铝板:常用厚度 1.0 2.0 3.0 4.01.钝铝板:代号以1开头,如1200 1050(焊接性能好)2.铝合金:30035052:力学性能好,可折弯、冲压3.锻铝:6061 6063不可折弯,耐蚀性好4.硬铝:2024 机加性好5.7铜板:1.C1020、C1100、C2100、2200、2300、2400(以下为红铜);C2600以上为黄铜;2.材料厚度:0.3mm以上,长X宽一般为1524*6103.热传导性,熔接性、耐蚀性好,4.表面处理:可先拉丝、或抛光后酸洗、镀铜、镀锌、镀镍。
5.1金属、玻璃、复合板隔断墙施工工艺标准.doc
金属、玻璃、复合板隔断墙施工工艺标准(QB-CNCEC J030501-2004)1 适用范围本标准适用于工业与民用建筑中金属、玻璃、复合板隔断墙的施工。
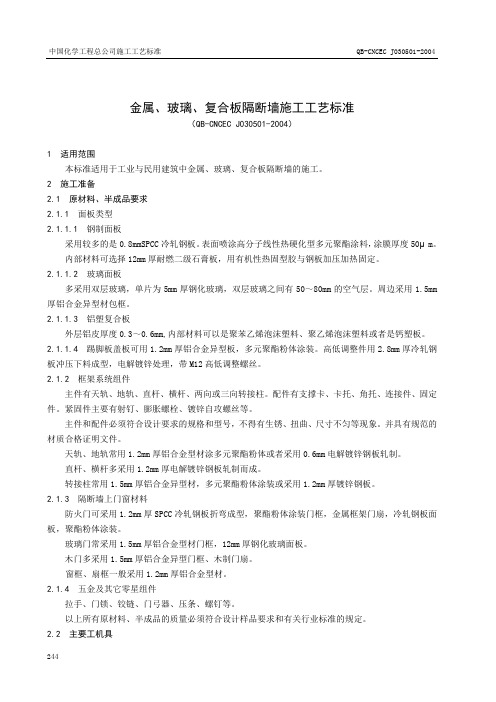
2 施工准备2.1 原材料、半成品要求2.1.1 面板类型2.1.1.1钢制面板采用较多的是0.8mmSPCC冷轧钢板。
表面喷涂高分子线性热硬化型多元聚酯涂料,涂膜厚度50μm。
内部材料可选择12mm厚耐燃二级石膏板,用有机性热固型胶与钢板加压加热固定。
2.1.1.2 玻璃面板多采用双层玻璃,单片为5mm厚钢化玻璃,双层玻璃之间有50~80mm的空气层。
周边采用1.5mm 厚铝合金异型材包框。
2.1.1.3 铝塑复合板外层铝皮厚度0.3~0.6mm,内部材料可以是聚苯乙烯泡沫塑料、聚乙烯泡沫塑料或者是钙塑板。
2.1.1.4 踢脚板盖板可用1.2mm厚铝合金异型板,多元聚酯粉体涂装。
高低调整件用2.8mm厚冷轧钢板冲压下料成型,电解镀锌处理,带M12高低调整螺丝。
2.1.2 框架系统组件主件有天轨、地轨、直杆、横杆、两向或三向转接柱。
配件有支撑卡、卡托、角托、连接件、固定件。
紧固件主要有射钉、膨胀螺栓、镀锌自攻螺丝等。
主件和配件必须符合设计要求的规格和型号,不得有生锈、扭曲、尺寸不匀等现象。
并具有规范的材质合格证明文件。
天轨、地轨常用1.2mm厚铝合金型材涂多元聚酯粉体或者采用0.6mm电解镀锌钢板轧制。
直杆、横杆多采用1.2mm厚电解镀锌钢板轧制而成。
转接柱常用1.5mm厚铝合金异型材,多元聚酯粉体涂装或采用1.2mm厚镀锌钢板。
2.1.3 隔断墙上门窗材料防火门可采用1.2mm厚SPCC冷轧钢板折弯成型,聚酯粉体涂装门框,金属框架门扇,冷轧钢板面板,聚酯粉体涂装。
玻璃门常采用1.5mm厚铝合金型材门框,12mm厚钢化玻璃面板。
木门多采用1.5mm厚铝合金异型门框、木制门扇。
窗框、扇框一般采用1.2mm厚铝合金型材。
2.1.4 五金及其它零星组件拉手、门锁、铰链、门弓器、压条、螺钉等。
木饰面金属复合板技术参数3

间墙面安装。
主要应用领域:
写字楼、商业地产、医院、机场、地铁、酒店、会议中心等
密拼横向连接节点示意图:
密拼横向右收口节点示意图:
密拼阳角转角节点示意图:
密拼上下收口示意图:
张家港第一人民医院
安装前墙面龙骨调平
完成后墙面效果
产品组合
美丽板隐框安装系统+倍丽得方通
易安装
• 美丽板®是一种具有很强加工性能的木纹、皮纹、石纹饰面板。 可以轻松解决室内装饰中的造型、圆弧包柱、矩形包柱、阴角、 阳角无缝折弯等工艺运用问题。 • 通过配送的定制型材对美丽板®进行干挂式安装,无需使用胶水, 施工周期大大缩减,相当于传统木饰面板安装工时的一半。
自然环保
• 美丽板®是一种环保材料,可替代传统木材装饰板,减少木材使用 量,对保护森林资源起到了很大的作用。产品通过国家环保认证, 环保等级为E1级,0甲醛挥发。 • 美丽板墙板系统,在室内安装的过程中,无需使用任何胶水。快速 安装完成后,室内空间无异味,只需清理干净后即可经营使用。
木饰面金属复合板(美丽板® )
专利号: ZL 2010 2 0220203.9
产品介绍
木饰面金属复合板(美丽板®专利号:ZL 2010 2 0220203.9) 产品是将金属复合板基层处理后与美丽膜完美热压复合成型的一 种新型高品质材料。该产品具有耐火、防潮、自然环保、抗污抗 刮、安装便捷等特点,是替代木材的新型装饰材料,在广泛使用 木饰面的内装及外装领域有很强的竞争优势。适合运用于办公写 字楼、商业空间、医院、星级酒店、机场地铁等大型公共建筑中。
包梁-十字交叉
包梁-其他方式
隐框包圆柱
在板面的上下两端头无法做折边处理,所以一般使用与柱子通长的板做包柱。
金属复合板技术规范书模板
呼和浩特热电厂扩建2×350MW供热机组工程金属复合板技术规范书内蒙古电力勘测设计院02月编审程序1.编制人:2.审核:3.批准:目录1 技术规范 (1)1.1 总则 (1)1.2 工程概况 (1)1.3 工作范围 (3)1.4 性能要求 (3)1.5 质量保证 (4)2 供货范围 (6)2.1 供货范围 (6)3 技术资料和交付进度 (7)3.1 一般要求 (7)3.2 资料提交的基本要求 (7)4 设计联络和交付进度 (7)4.1 设计联络 (7)4.2 交货安装进度 (7)5 差异表 (7)附图附图1、主厂房平面图(4张)附图2、主厂房剖面图(2张)附图3、主厂房立面图(4张)附图4、3号栈桥平、剖面(1张)附图5、3号栈桥立面(1张)1 技术规范1.1 总则1.1.1 本招标文件适用于呼和浩特热电厂扩建2×350MW供热机组工程的主厂房、锅炉房紧身封闭( 含送风机房、炉前低封、电梯井) 金属压型墙板复合保温系统、汽机房屋面、锅炉房屋面、电梯井屋面、炉前低封C~K1屋面, 钢栈桥外墙复合保温系统及楼面屋面系统, 它提出了该产品的设计、结构、性能、供货等方面的技术要求。
1.1.2 本招标文件提出的是最低限度的技术要求, 并未规定所有的技术要求和适用的标准。
投标方应提供一套满足本招标文件和所列标准要求的高质量产品及其相应服务, 同时必须满足国家有关安全、环保等强制性标准的要求。
1.1.3 如对本招标文件提出差异(无论多少), 都必须清楚地表示在本招标文件的第5节”差异表”中。
否则将认为投标方完全响应本招标文件的要求。
1.1.4 投标方须执行本招标文件所列标准。
有矛盾时, 按较高标准执行。
投标方在产品设计和制造中所涉及的各项规程, 规范和标准必须遵循现行最新版本的规定。
1.1.5 中标后1个月内, 按本招标文件要求, 投标方应提供金属压型墙板复合保温系统的设计以及供货验收标准等清单给招标方, 由招标方确认。
复合板规程
1 总则1. 0. 1 为规范复合材料保温板外墙外保温系统的应用,保证工程质量,做到技术先进、安全可靠、经济合理,制定本规程。
1. 0. 2本规程适用于抗震设防烈度为6-8度的地区,新建、扩建、改建的居住建筑、公共建筑和工业建筑外墙外保温工程的设计、施工和验收。
复合材料保温板屋面保温工程和内保温工程可参照执行。
1 .0. 3本系统在外墙外保温工程应用,除应执行本规程外,尚应符合国家、行业和本省现行有关标准的规定。
2术语2. 0. 1复合材料保温板外墙外保温系统external thermal insulation systems of composite material panel以复合材料保温板为保温层材料,由粘结层、保温层、抹面层和饰面层构成的建筑外墙外保温系统(简称系统)。
2. 0. 2复合材料保温板composite material panel以胶凝材料、保温填料为主要原料,添加功能性外加剂,经搅拌、成型、养护、切割等工艺制成的匀质材料保温板(简称保温板)。
2. 0. 3抹面层rendering coating抹在保温层上,中间夹有增强网,保护保温层并起防裂、防水、抗冲击作用的构造层。
2. 0. 4 界面砂浆interface treat mortar用以改善基层墙体或保温板表面粘结性能的聚合物砂浆。
2. 0. 5 粘结砂浆adhesive mortar用于保温板与基层墙体之间粘结的聚合物水泥砂浆。
2. 0. 6 抹面砂浆rendering coating mortar由高分子聚合物、水泥、砂为主要材料制成,具有一定变形能力和良好粘结性能的聚合物水泥砂浆。
2. 0. 7耐碱玻璃纤维网布alkali-resistant fiberglass mesh采用耐碱玻璃纤维织造,经有机材料涂覆处理的网布。
置于抹面层中、用于提高抹面层抗冲击强度和抗裂性的增强材料(简称网布)。
2. 0. 8机械固定件anchors用于将保温系统固定于基层墙体上的专用固定件。
钛钢复合板贴条焊接规范

钛钢复合板贴条焊接规范烟囱用钛钢复合板贴条焊接规范1、焊接工艺1.1焊工资质焊接操作人员必须具有相应的资质;焊工施工的材质、采用的焊接方法、焊接位置及焊接接头型式必须与焊工合格证的核准项目相符。
1.2 焊接工艺评定1.2.1试板焊接按JB 4708-2000《钢制压力容器焊接工艺评定》及WPS-017-09进行工艺评定;1.2.2烟囱用(TA2/Q235B)钛/钢复合板,施工方在首次焊接前或焊接条件发生重大变化时,应重新进行焊接工艺评定;1.2.3由于电厂烟囱的结构特点,决定了焊接工艺以满足设计要求为先决条件,必须保证焊接层的耐蚀性能,同时确保复层钛板焊缝的焊接质量。
1.3钛贴条焊接1.3.1定位焊定位焊与正式焊采用相同的焊接材料及焊接工艺,焊接方法一律采用钨极氩弧焊。
定位焊后应检查装配间隙、错边量及定位焊缝质量。
钛贴条焊件组对时的定位焊缝应有合适的间距和长度,并且应相互错开,我公司建议按图1所示施工,间距8O~100 mm,每段定位焊缝长度约5 mm。
图1 钛贴条定位焊示意图1.3.2 钛复层的焊接对于钛贴条焊接,采用尽可能小的线能量。
钛材的传热速度相对比较慢,而在连续焊接过程中,较高温度的焊缝及热影响区则必然暴露于空气中.这时钛表面就会被迅速氧化。
为了避免氧化,钛材焊接时应使用氩气保护拖罩,确保熔池及热影响区始终处于氩气保护中。
天力公司经过长期的研究及经验积累,推荐钛贴条焊接工艺参数如下:表1 手工钨级氩弧焊工艺参数1.4 钛贴条焊接过程关键控制点1.4.1定位焊缝不应有裂纹、气孔、夹钨等缺陷,否则应清除重新进行焊接;1.4.2焊接过程确保焊丝不被氧化,我公司建议息弧后,焊丝红热端头必须在喷嘴有效保护区内停留至少1分钟,焊丝呈银白色,方可移开。
1.4.3焊接过程中应特别防止铁离子污染焊缝区。
若出现熔深过大,可能产生焊缝熔化金属与钢的互熔时,应立即停止焊接,查明原因;1.4.4焊接施工时,尽量减少停顿次数,焊缝成型应光滑,均匀,不得有气孔、凹坑、咬边、氧化等缺陷;2.焊接质量检验2.1人员焊接质量检验人员应经必要的技术培训,能正确掌握焊缝质量评定标准,而无损检测人员则必须持有有效的国家法定机构颁发的资格证书。
钛钢复合板作业指导规定

一、钛钢复合板筒体划线:1、钛钢复合板筒体在划线、下料前必须在复层贴纸保护,防止表面钛复层表面划伤和铁离子的污染。
2、钛钢复合板的划线应在复层上进行,划线应尽量采用金属铅笔,只有在以后的加工工序中能去除的部分才允许打冲眼。
3、对钛钢复合板局部有不贴合等缺陷的位置以及材料取样复验在划线时就应充分考虑避开(包括轧制方向)。
4、复验材料应及时先下料,并及时做好材料的移植、标记、流转。
5、钛复合板筒体展长划线必须划两道线:a线是筒体的基准线;b线是钛复层剔边、坡口加工线。
6、严格控制钛复合板筒体展长的精度,对角线误差不能超过2mm。
7、划线结束时应再次对下料尺寸进行复查,并严格履行交检制度。
二、钛钢复合板筒体展长的确定:1、钛钢复合板筒体展长必须是在确定其封头的展长尺寸基础上再进行定夺。
2、钛钢复合板筒体直径越大、纵缝拼焊越多筒体的展长相对越难控制和掌握。
3、壁厚越厚、板幅平整度越差的钛钢复合板筒体的展长也遵循留一边(一头)最后再定长的原则(主要考虑是在卷制过程中钛钢复合板材料的延伸率会增加)。
三、钛钢复合板筒体下料:1、钛钢复合板筒体切割和坡口加工一般应采用机械方法,主要是剪板机、铣边机、半自动火焰切割机、刨边机。
2、钛钢复合板在剪切时应严格控制:a剪板机刀口的间隙;b应将钢基层朝下,注意防止分层。
3、在进行钛复层剔边时应注意严格控制盘刀的下降进刀量,钛复层如果铣的过浅会剔边困难,如果铣的过深伤及到碳钢基层。
4、钛钢复合板筒体厚度较大或形状不规则时也允许用火焰切割或等离子切割。
此时应注意以下几点:a应避免火花溅落在钛材表面,产生铁离子污染;b且切割边缘和坡口仍应用机械方法加工和去除污染层;c切割前必须考虑给坡口后续的尺寸留以一定的加工余量。
5、钛钢复合板筒体坡口加工刨边结束时,必须对筒体的展长和坡口等尺寸进行卷制前的再次复查,防止尺寸加工的偏差的发生。
四、钛钢复合板筒体压头(拖头板)的制作:1、根据设备筒体的直径大小,选择相匹配的圆弧样板。
双金属复合耐磨钢板技术协议书
双金属复合耐磨钢板技术协议书甲方:_______________________法定代表人:_______________________地址:_______________________联系方式:_______________________乙方:_______________________法定代表人:_______________________地址:_______________________联系方式:_______________________鉴于甲方需要采购双金属复合耐磨钢板,乙方具备生产该产品的技术和能力,双方经友好协商,达成以下协议:一、产品名称、规格、数量、价格产品名称:双金属复合耐磨钢板规格:______(长)×______(宽)×______(厚)mm数量:______吨价格:人民币______元/吨(含税价)二、技术要求1. 乙方所提供的双金属复合耐磨钢板应符合国家相关标准和甲方的技术要求。
2. 钢板的耐磨层硬度应达到______HRC 以上,基板的屈服强度应不低于______MPa。
3. 钢板的表面应平整、光滑,无裂纹、气泡、夹渣等缺陷。
4. 乙方应提供产品的质量证明书和检验报告。
三、交货期及地点1. 交货期:自合同签订之日起______天内交货。
2. 交货地点:甲方指定的地点。
四、付款方式1. 合同签订后,甲方向乙方支付合同总金额的______%作为预付款。
2. 乙方发货前,甲方向乙方支付合同总金额的______%。
3. 货物验收合格后,甲方向乙方支付合同总金额的______%。
4. 剩余合同总金额的______%作为质量保证金,在质保期届满后无质量问题时支付。
五、质量保证及售后服务1. 乙方对所提供的产品质量负责,质保期为自验收合格之日起______个月。
2. 在质保期内,如产品出现质量问题,乙方应负责免费维修或更换。
3. 乙方应提供产品的安装指导和技术培训。
双金属复合耐磨钢板技术协议书
双金属复合耐磨钢板技术协议书英文回答:Introduction.The dual metal composite wear-resistant steel plate technology agreement is an important document that outlines the terms and conditions for the development and use ofthis innovative product. In this agreement, both parties involved will discuss and agree upon various aspects such as the production process, quality standards, and intellectual property rights.Production Process.The production process of the dual metal composite wear-resistant steel plate involves the bonding of two different metals to create a highly durable and resistant material. This process typically includes the following steps:1. Preparation: The two metals, typically a base metal and a wear-resistant metal, are prepared by cleaning and surface treatment to ensure proper bonding.2. Bonding: The two metals are then bonded together using various techniques such as explosive welding, hot rolling, or diffusion bonding. This ensures a strong and seamless connection between the two metals.3. Heat Treatment: After bonding, the composite plate undergoes heat treatment to enhance its mechanical properties, such as hardness and toughness. This step is crucial to ensure the plate's performance in wear-resistant applications.Quality Standards.To ensure the consistent quality of the dual metal composite wear-resistant steel plate, both parties agree to adhere to certain quality standards. These standards may include:1. Chemical Composition: The composition of the base metal and wear-resistant metal must meet specific requirements to ensure optimal performance and durability.2. Mechanical Properties: The composite plate must possess certain mechanical properties, such as hardness, tensile strength, and impact resistance, to withstand wear and tear in various applications.3. Surface Finish: The surface finish of the composite plate must be smooth and free from defects to prevent premature wear and improve the plate's overall performance.Intellectual Property Rights.Both parties acknowledge the importance of protecting intellectual property rights associated with the dual metal composite wear-resistant steel plate technology. This includes any patents, trademarks, or trade secrets related to the production process or the product itself. The agreement will outline the ownership and usage rights ofthese intellectual properties, ensuring fair and equitable distribution of benefits.Conclusion.In conclusion, the dual metal composite wear-resistant steel plate technology agreement is a crucial document that establishes the terms and conditions for the development and use of this innovative product. By outlining the production process, quality standards, and intellectual property rights, both parties involved can ensure a successful and mutually beneficial partnership.中文回答:引言。
双金属复合耐磨钢板技术协议书5篇
双金属复合耐磨钢板技术协议书5篇篇1协议签订日期:2024-05-30协议生效日期:2024-05-30协议双方:甲方:XXXX有限公司乙方:XXXX有限公司一、协议背景双金属复合耐磨钢板是一种新型的高性能耐磨材料,具有广泛的应用前景。
甲方拥有先进的生产技术和设备,能够生产出高质量的双金属复合耐磨钢板。
乙方则拥有广阔的市场和销售渠道,能够将这种材料推广应用到各个领域。
为了促进双方的合作,共同推动双金属复合耐磨钢板市场的发展,双方决定签订本协议。
二、协议内容1. 技术合作甲方和乙方将加强技术合作,共同研发双金属复合耐磨钢板的新技术和新应用。
甲方将提供生产技术和设备支持,乙方将提供市场信息和销售支持。
双方将共同推动双金属复合耐磨钢板的技术创新和升级。
2. 产品供应甲方将按照乙方的需求,生产出高质量的双金属复合耐磨钢板,并及时供应给乙方。
乙方将负责销售和推广这种材料,并在市场上建立良好的品牌形象。
3. 技术培训甲方将向乙方提供必要的技术培训和支持,确保乙方能够掌握双金属复合耐磨钢板的生产技术和市场应用。
乙方也将向甲方反馈市场信息和销售情况,以便甲方及时调整生产计划和产品策略。
4. 保密条款双方应保密本协议中的所有技术信息和商业信息,未经对方同意,不得向第三方透露。
双方应对对方的商业信息和技术信息承担保密义务。
5. 争议解决如双方在本协议的执行过程中发生争议,应首先通过友好协商解决。
协商不成的,任何一方均可向甲方所在地的人民法院提起诉讼。
三、协议生效与终止本协议自双方签字盖章之日起生效,有效期为一年。
如需续签,双方应在本协议到期前三个月进行协商。
本协议终止时,双方应友好协商解决相关事宜。
四、其他条款1. 双方应共同遵守本协议中的所有条款和约定,并努力推动双金属复合耐磨钢板市场的发展。
2. 本协议一式两份,甲乙双方各执一份。
本协议的所有修改和补充应以书面形式进行,并经双方签字盖章后生效。
3. 双方应积极配合,共同做好双金属复合耐磨钢板的宣传和推广工作,提高该材料在市场上的知名度和认可度。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
呼和浩特热电厂扩建2×350MW
供热机组工程
金属复合板
技术规范书
内蒙古电力勘测设计院
02月
编审程序1.编制人:
2.审核:
3.批准:
目录
1 技术规范 (1)
1.1 总则 (1)
1.2 工程概况 (1)
1.3 工作范围 (3)
1.4 性能要求 (3)
1.5 质量保证 (4)
2 供货范围 (6)
2.1 供货范围 (6)
3 技术资料和交付进度 (7)
3.1 一般要求 (7)
3.2 资料提交的基本要求 (7)
4 设计联络和交付进度 (7)
4.1 设计联络 (7)
4.2 交货安装进度 (7)
5 差异表 (7)
附图
附图1、主厂房平面图(4张)
附图2、主厂房剖面图(2张)
附图3、主厂房立面图(4张)
附图4、3号栈桥平、剖面(1张)
附图5、3号栈桥立面(1张)
1 技术规范
1.1 总则
1.1.1 本招标文件适用于呼和浩特热电厂扩建2×350MW供热机组工程的主厂房、锅炉房紧身封闭( 含送风机房、炉前低封、电梯井) 金属压型墙板复合保温系统、汽机房屋面、锅炉房屋面、电梯井屋面、炉前低封C~K1屋面, 钢栈桥外墙复合保温系统及楼面屋面系统, 它提出了该产品的设计、结构、性能、供货等方面的技术要求。
1.1.2 本招标文件提出的是最低限度的技术要求, 并未规定所有的技术要求和适用的标准。
投标方应提供一套满足本招标文件和所列标准要求的高质量产品及其相应服务, 同时必须满足国家有关安全、环保等强制性标准的要求。
1.1.3 如对本招标文件提出差异(无论多少), 都必须清楚地表示在本招标文件的第5节”差异表”中。
否则将认为投标方完全响应本招标文件的要求。
1.1.4 投标方须执行本招标文件所列标准。
有矛盾时, 按较高标准执行。
投标方在产品设计和制造中所涉及的各项规程, 规范和标准必须遵循现行最新版本的规定。
1.1.5 中标后1个月内, 按本招标文件要求, 投标方应提供金属压型墙板复合保温系统的设计以及供货验收标准等清单给招标方, 由招标方确认。
1.1.6 产品采用的专利涉及到的全部费用均被认为已包含在总报价中, 投标方应保证招标方不承担有关设备专利的一切责任。