快速成型技术
四种常见快速成型技术

四种常见快速成型技术第一种常见快速成型技术:数控加工技术。
数控加工技术是一种机器控制加工技术,利用计算机及其相应的程序控制生产设备,进行机械加工,使得一次处理能完成的で一台以上的机器工具构成的加工中心,部件在台面上面固定,四个或以上的自动工具装在滑轨上, 根据电脑程序指定的加工参数,自动更换、安装选择夹具,分别做加工工作,从而完成制件定位、撬开、冲孔、攻丝、开槽、铰榫等复杂加工工作。
数控加工技术主要采用机械加工加工,适用于大批量生产或多种多样零件快速、高效率、低成本加工,且图纸精度高、表面光洁度高等。
第二种常见快速成型技术:熔融塑料成型技术。
熔融塑料成型技术首先将原料加工成模板,然后将模板放入机器中,当原料温度到达要求时,机器自动把原料按照设定的温度、时间及力度压入模具内,形成冷却后的成型物体。
这种技术利用塑料的特性,具有效率高,成型精度高,成型时根据原料的特性可以做出不同的加工处理,并且具有强度大,防水,耐高低温的特点,适用于各种塑料制品的快速成型。
第三种常见快速成型技术:射出成型技术。
射出成型技术指在机械压力下将原料熔融输送到射出模具成型模块中,随后由冷却系统冷却,完成制件的快速成型。
这种技术主要用于金属铸件、塑料件等的制造,具有造件精度高,尺寸稳定性好,表面光洁,强度高,厚度一致,成型快,节省材料等优点。
第四种常见快速成型技术:热压成型技术。
热压成型技术是把金属或塑料原料置于型模具内,用压力和热量同时共同作用,使金属和塑料原料发生塑性变形而成型的一种快速成型技术。
该技术采用型模具可以实现造型精度高、制件造型美观,制造完后制件可以免去热处理步骤;并且利用该技术进行多余的金属屑的再生,形成复合制件,极大的降低了制件的生产成本。
快速成型技术名词解释

快速成型技术名词解释快速成型技术是一项技术,它可以使制造业的工人以更快的速度制造出更加精细的产品。
近年来,快速成型技术受到越来越多的注意,应用于各种行业,被广泛用于产品设计和制造。
快速成型技术是由计算机控制的,可以控制机器运动,形成有规律的加工过程,以此实现零件的快速成型。
它主要分为三类:数控加工,三维打印以及机器视觉技术。
数控加工是一种用计算机控制机器,根据3D模型和CAM程序来制造产品的技术。
这种技术有助于实现快速的成型,准确的加工尺寸,低成本,高效的加工过程。
三维打印是一种通过添加一层又一层的材料,利用计算机模型制造物品的技术。
它的优点是快速、正确,可以在非常短的时间内创建出复杂的模型,可以根据需要自由更改模型,减少加工时间,并有效地提高产品质量。
机器视觉技术是一种通过计算机分析图像来实现三维定位的技术。
它可以把机器与环境中的物体联系起来,使机器能够捕获到物体的形状、尺寸、位置等信息,用于快速成型。
在快速成型技术中,数控加工是一种关键技术。
它可以准确控制和执行加工程序,使零件具有更高的一致性,并可以实现更精细、更复杂的加工。
三维打印可以用于制造一些复杂的零件,它可以更有效地制造零件,并且具有非常快的速度。
机器视觉技术则可以实现对被加工零部件的快速、精确的过程检测,以便快速成型。
总的来说,快速成型技术的应用可以提高制造业的生产效率,减少成本,提升产品质量,为制造业提供了一种新的制造模式。
它不仅可以大大提高制造业的生产效率,还可以增强了制造业运作的灵活性,满足当下客户对于快速交付的需求。
快速成型技术的应用不仅有利于提高产品质量,也实现了资源的有效利用,促进了社会的可持续发展。
在未来,将会有更多的应用程序和新的技术出现,更好地满足客户的需求,使制造业更加先进和可持续。
快速成型技术
其在处理速度上都可以很好的满足需求,而且时间跨度不大,有利于实现产品开发的高速闭环反馈。 其二:集成化,快速成型技术使得设计环节和制造环节达到了很好的统一,我们知道在快速 成型的操作过程中,计算机中
的CAD模型数据会通过软件转化的方式,自动生成数控指令,依据数据的转化实现对于部件的合理加工。由此看来设计和 制造之间的鸿沟不再存在,达到了高度的集约化。 其三:适用性,快速成型技术,适翻分层技术制造工艺,将复杂的三维切成二维来处理,极大的简化了加工流程,在不存 在三维刀具的干涉的前提下,高效的处理好复杂的中空结构。无论是从理论上来讲,还是从实践上来讲,其技术的适用性 可以应对任何的复杂构件制造。 其四:可调整性,快速成型技术,即真正意义上的数字化系统,是制造业中的利器,我们操作员仅仅需要合理设置一下相 关的参数和属性, 就可以有针对性的处理好各种产品的样品制造和小批量生产;而且在此过程中,保证了成型过程的柔韧 性。 其五:自动化,快速成型技术,实现了完全的自动化成型,只要操作人员输入相关的参数,在不需要多少干涉的情况下,实 现整个过程的自动运行。
从技术发展角度看,计算机科学、CAD技术、材料科学、激光技术的发展和普及,为新的制造技 术的产生奠定了技术物质基础。
快速成型技术

知识创造未来
快速成型技术
快速成型技术(Rapid Prototyping,RP)是一种快速制造技术,又称为3D打印技术。
它利用计算机辅助设计(CAD)文件为基础,通过逐层堆积材料以构建三维实体模型。
快速成型技术的原理是将CAD文件切割为一系列薄片,并逐层堆积材料形成实体模型。
常用的堆积方式包括层叠堆积、液体固化和粉末烧结等。
材料可以是塑料、金属、陶瓷等。
快速成型技术具有快速、灵活、低成本等优点。
它可以迅速制造出产品的样品,帮助设计师进行实物验证和功能测试。
同时,快速成型技术也可以用于批量生产少量产品或个性化定制产品。
目前,快速成型技术已广泛应用于各个领域,包括汽车、航空航天、医疗器械、消费品等。
它在产品开发和制造过程中起到了重要的作用,提高了设计效率和产品质量,同时缩短了产品上市时间。
1。
快速成型技术

快速成型技术(RP)的成型过程
快速成型技术(RP)的成型过程:
首先建立目标件的三维计算机辅助设计(CAD 3D)模型,
设计
设计
快
铸造 锻压 焊接
模具
模具
速
毛坯
成
去
(大于工件)
形
除
半成品
加
半成品
工
工件
样品
模具
a)
b)
传统加工与快速成型比较
快速成型技术(RP)的定义
快速成型技术(Rapid Prototyping & Manufacturing, 缩写为(RP) 技术,又叫快速原型技术。
RP技术是将计算机辅助设计(CAD) 、计算机辅助制造(CAM) 、计 算机数控技术(CNC) 、材料学和激光结合起来的综合性造型技术。
快速成型技术 (RP)
快速成型技术(RP)的起源
1979年,东京大学的中川威雄教授利用分层技术制造了金属冲裁模、 成形模和注塑模。
20世纪70年代末到80年代初,美国3M公司的AlanJ. Hebert(1978 年)、日本的小玉秀男(1980年)、美国UVP公司的Charles W. Hull (1982年)和日本的丸谷洋二(1983年),各自独立地首次提出了RP的 概念,即利用连续层的选区固化制作三维实体的新思想。 Charles W. Hull在UVP的资助下,完成了第1个RP系统Stereo lithography Apparatus (SLA),并于1986年获得专利,这是RP发展的一个里程碑。随后许多 快速成形概念、技术及相应的成形机也相继出现。
快速成型技术的工作原理

快速成型技术的工作原理快速成型技术(Rapid Prototyping Technology,RPT),也称为快速制造技术(Rapid Manufacturing Technology,RMT),是指采用计算机辅助设计(CAD)、数控加工(CNC)和分层制造技术(SLM)等手段,快速制作出具有复杂内部结构的三维实物模型或器件的一种先进制造技术。
快速成型技术主要包括三个方面的内容:现代制造方式、CAD技术和快速成型技术。
快速成型技术的工作原理是将设计图或CAD模型转为STL文件,再将STL文件通过计算机化控制系统控制加工设备的动作,并以逐层堆积、覆盖、切割、加压等方式将逐层依次进行制造,直至完成所需产品的加工制造。
其具体工作流程如下:1.设计阶段首先,使用计算机辅助设计(CAD)软件将所需产品的三维模型绘制出来。
CAD绘图是快速成型技术的关键环节,决定了产品的实际制造效果和制造成本,需要使用专业的CAD软件进行设计。
2.模型处理阶段CAD设计完成后,需要进行一系列的模型处理。
主要包括增补模型壳体、提高模型强度、修复模型错误等。
这一阶段的处理对制造成型的质量和效率有直接的影响。
3.数据修复阶段接下来进入数据修复阶段,对CAD绘制过程中的错误进行修复和清理,以确保STL文件的精度和准确性,避免在制造过程中出现数据错乱和失真等问题。
4.切片阶段STL文件经过数据处理后,需要切成非常小的层面,比如0.1mm,这个过程称为切片。
通过这个过程将模型切成多个水平层面形成多个切片。
每层镶嵌在一起就变成了整个模型。
5.加工阶段加工阶段就是将切片依次导入数控加工机中,喷射实现逐层累加和压实,也就是通常所说的“逐层堆叠”过程。
这个过程就是快速成型技术的核心技术。
6.后处理阶段最后的后处理阶段可以将产品进行研磨、喷漆、涂料处理等等。
完成整个产品制造的过程。
总之,快速成型技术极大地缩短了从概念到产品推向市场的时间。
快速成型技术的高效加工和制造过程为设计师提供更好的自由度,可以随意尝试和实验不同的设计方案,以最快的速度推向市场产品。
快速成型技术
b.设计的易达性
• 可以制造任意复杂形状的三维实体模型,快速成型技术不受零件几何 形状的限制,在计算机管理和控制下能够制造出常规加工技术无法实 现的复杂几何形状零件的建模,能充分体现设计细节,尺寸和形状精 度大为提高,零件不需要经一步加工。
c.快速性
• RP技术是一项快速直接地单件零件的技术。可以直接接受产品设计 (CAD)数据,快速制造出新产品的样件、模具或模型,大大缩短新 产品开发周期、降低成本、提高开发质量。
分层实体成型——LOM成ห้องสมุดไป่ตู้工艺
• LOM(Laminated Object Manufacturing)工艺或称为叠层实体 制造,其工艺原理是根据零件分层几 何信息切割箔材和纸等,将所获得的 层片粘接成三维实体。其工艺过程是: 首先铺上一层箔材,然后用CO,激 光在计算机控制下切出本层轮廓,非 零件部分全部切碎以便于去除。当本 层完成后,再铺上一层箔材,用滚子 碾压并加热,以固化黏结剂,使新铺 上的一层牢固地粘接在已成形体上, 再切割该层的轮廓,如此反复直到加 工完毕,最后去除切碎部分以得到完 整的零件。该工艺的特点是工作可靠, 模型支撑性好,成本低,效率高。缺 点是前、后处理费时费力,且不能制 造中空结构件。
选择性激光烧结成型——SLS成型工艺
SLS(Selective Laser Sintering)工艺,常 采用的材料有金属、陶瓷、ABS塑料等材 料的粉末作为成形材料。其工艺过程是: 先在工作台上铺上一层粉末,在计算机控 制下用激光束有选择地进行烧结(零件的 空心部分不烧结,仍为粉末材料),被烧 结部分便固化在一起构成零件的实心部分。 一层完成后再进行下一层,新一层与其上 一层被牢牢地烧结在一起。全部烧结完成 后,去除多余的粉末,便得到烧结成的零 件。该工艺的特点是材料适应面广,不仅 能制造塑料零件,还能制造陶瓷、金属、 蜡等材料的零件。造型精度高,原型强度 高,所以可用样件进行功能试验或装配模 拟。
快速成型的技术ppt课件

• 该工艺的特点是成形速度快,成形材料价格低,适合做 桌面型的快速成形设备。并且可以在粘结剂中添加颜料, 可以制作彩色原型,这是该工艺最具竞争力的特点之一, 有限元分析模型和多部件装配体非常适合用该工艺制造。 缺点是成形件的强度较低,只能做概念型使用,而不能做 功能性试验。
• 三维印刷(3DP)--高速多彩的快速成型工艺
料(ABS等)、陶瓷粉、金属粉、砂等,可以在航空,机 械,家电,建筑,医疗等各个领域应用。
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 用
• 主要工艺:
•
RP技术结合了众多当代高新技术:计算机辅助设计、
经营者提供商品或者服务有欺诈行为 的,应 当按照 消费者 的要求 增加赔 偿其受 到的损 失,增 加赔偿 的金额 为消费 者购买 商品的 价款或 接受服 务的费 )-制作大型铸件的快速成型工艺
快速成型技术及其应用

快速成型技术及其应用一、本文概述随着科技的迅速发展和市场竞争的日益激烈,产品的设计、开发和生产周期已经成为决定企业竞争力的关键因素。
在这一背景下,快速成型技术(Rapid Prototyping,简称RP技术)应运而生,以其独特的优势在生产制造领域引发了深刻的变革。
本文旨在全面介绍快速成型技术的基本概念、发展历程、主要类型及其在各行业中的应用实例,分析快速成型技术带来的经济效益与社会影响,并展望其未来的发展趋势和挑战。
通过对这一技术的深入探讨,我们期望能够帮助读者更好地理解并应用快速成型技术,以促进企业创新能力的提升和产业升级的加速。
二、快速成型技术的基本原理与分类快速成型技术(Rapid Prototyping, RP)是一种基于三维计算机辅助设计(CAD)数据,通过逐层堆积材料来制造三维实体的技术。
其基本原理可以概括为“离散-堆积”。
将三维CAD模型进行切片处理,得到一系列二维层面信息;然后,按照这些层面信息,通过特定的成型设备,如激光烧结机、熔融沉积机、光固化机等,将材料逐层堆积起来,最终形成与原始CAD模型一致的三维实体。
根据成型材料的不同和成型方式的差异,快速成型技术可以分为以下几类:熔融沉积成型(Fused Deposition Modeling, FDM):该技术使用热塑性材料,如蜡、ABS塑料等。
材料在喷头中加热至熔融状态,然后按照CAD模型的切片信息,通过喷头逐层挤出材料,冷却后形成实体。
光固化成型(Stereo Lithography, SLA):使用液态光敏树脂作为材料。
在紫外光照射下,液态树脂逐层固化,形成实体。
该技术精度较高,适用于制造复杂结构和高精度的模型。
选择性激光烧结(Selective Laser Sintering, SLS):采用粉末状材料,如塑料粉末、金属粉末、陶瓷粉末等。
在激光的作用下,粉末逐层烧结,形成实体。
该技术可以制造金属和陶瓷等高强度材料的零件。
快速成型技术概述

快速成型技术概述
快速成型技术是一种用于生产快速成型零件的制造技术,它能够使用多种不同的材料,在短时间内产生复杂形状的平面或立体物品。
快速成型技术可以大大减少制造时间,提高生产效率,大大降低成本,并提供更多的可能性来实现复杂的设计。
快速成型技术主要有三类:3D打印,热成型和激光熔融成形。
3D打印技术是一种基于数字模型的直接成型技术,用于制造复杂的塑料零件。
它是一种层层堆积的3D打印技术,通过连续堆积多层薄膜的方式在物料上建立3D零件的模型,从而直接制作出3D零件。
热成型技术是用热力加工膜材,使材料形状发生变形,从而制造出所需的三维形状的一种成型技术。
它是一种快速、简单、经济的加工技术,热成型技术用于制造塑料、橡胶、金属、纤维等多种材料的形状。
激光熔融成型技术是一种采用激光技术,将金属粉末逐层熔融成形的成型加工技术。
它通过激光产生高温熔融,从而将金属粉末熔融到形状模具中,形成三维零件。
快速成型技术

谢谢
Thanks for you attenti速成型技术简介 • 二. 快速成型技术的现状及其应用 • 三. 快速成型技术展望
一.快速成型技术简介
什么是快速成型技术?
答:快速成型技术是在现代 CAD/CAM技术、激光技术、计 算机数控技术、精密伺服驱动技 术以及新材料技术的基础上集成 发展起来的。不同种类的快速成 型系统因所用成型材料不同,成 型原理和系统特点也各有不同。 但是其基本原理都是一样的,那 就是“分层制造,逐层叠加”, 类似于数学上积分过程。
快速成型的种类
• • • • 1.分层实体制造 2.选区激光烧结 3.熔丝沉积制造 4.三维印刷
二. 快速成型技术的现状及其应用
• 快速成型技术的核心竞争力是其制造成本 低和市场响应速度快。 • 生产厂家基于利润和速度的考量,使得快 速成型技术得以迅速发展和推广使用。
快速成型技术的应用
• 1.设计和功能验证 • 通过快速成型技术可以快速制作产品的 物理模型,以验证设计人员的构思,发现 产品设计中存在的问题。从而 迅速完善产 品的结构和性能、相应的工艺及所需模具 的设计。
RP原型 砂套造型
灌陶瓷浆料
结胶硬化
清理抛光
合箱浇注
喷烧
起模
• 小结:目前国内外快速成型技术研究、开 发的重点是其基本理论、新的快速成型方 法、新材料开发、模具制造技术、金属零 件的直接制造以及生物技术与工程的开发 与应用。
三. 快速成型技术展望
• 1.金属零件、功能梯度零件的直接快速成型 制造技术。 • 2.概念创新与工艺改进。 • 3.优化数据处理技术。 • 4.开发专用快速成型设备。 • 5.成型材料系列化、标准化。 • 6.拓展新的应用领域。
• 2.非功能性样品制作 • 在新产品正式投产之前或按照订单制造时, 需要制作产品的展览样品或摄制产品样本 照片。采用快速成型是最为理想的方法。
快速成型技术概述

三、快速成型技术的特点 优点: • 制造任意复杂的三维几何实体。 • 快速成型产品单价与原型的复杂程度和制造 数量无关。 • 高度的柔性。 • பைடு நூலகம்型的快速性 • 信息过程和材料过程一体化。 • 技术的高度集成。
缺点: • 成型后的残余应力难以消除。 • RP技术能够处理的材料种类有限。 • 成型材料和设备价格高 • 只适用小批量生产 • 成型精度和速度不够。
四、快速成型制造工艺分类 按制造工艺原理分:
1)光固化成型(SLA)★ 2)分层实体制造(LOM) 3) 选择性激光烧结(SLS) 4) 熔融沉积制造(FDM) 5) 三维打印(3DP)
五、快速成型技术的应用:
1、在新产品研发中的应用: • 概念模型的可视化、设计评价。 • 结构设计验证与装配干涉校验。 • 性能和功能测试 2、在模具中的应用:(RT—快速模具制造) • 直接快速模具制造(树脂模、陶瓷模、金属模) • 间接快速模具制造(软质模具—硅胶模具、环氧 树脂、低熔点合金模具;硬质模具—精密铸造、 熔模铸造法、电火花加工等)。
3.在快速铸造中的应用 利用快速成型技术直接制造铸造用的蜡膜、消 失模、模样、模板、型芯或型壳等。
4.在艺术领域的应用 工艺品的制造和古文物的仿制。 • 在艺术家的创作中的应用,把创作灵感变成成品, 可以进行修改。 • 在珍稀艺术品复制或修复中的应用。 5.在医学领域的应用 • 设计和制作可植入假体 • 外科手术规划
六、快速成型技术的现状和发展趋势 现状: 快速成型技术工艺日趋成熟。 在功能上从原型制造到批量定制发展; 在应用上集中在产品的设计、测试、装配。 从RP—RM的转变。 发展趋势: 1.材料成型和材料制备 2.生物制造和生长成型 3.计算机外设和网络制造 4.快速成型与微纳米制造 5.直写技术与信息处理
快速成型技术的种类
快速成型技术的种类
快速成型技术是一种通过计算机辅助设计和制造的方法,可以快速制造出复杂的三维模型。
这种技术已经被广泛应用于各种领域,包括汽车、医疗、航空航天等。
本文将介绍几种常见的快速成型技术。
1. 光固化技术
光固化技术是一种通过紫外线或激光束将液态光敏树脂固化成固体的方法。
这种技术可以制造出非常精细的模型,适用于制造小型零件和精密零件。
光固化技术的优点是制造速度快,精度高,但成本较高。
2. 熔融沉积技术
熔融沉积技术是一种通过将熔融材料喷射到建模平台上,逐层堆积成三维模型的方法。
这种技术适用于制造大型零件和复杂零件。
熔融沉积技术的优点是制造速度快,成本低,但精度较低。
3. 熔融层压技术
熔融层压技术是一种通过将熔融材料喷射到建模平台上,然后用热压力将其压缩成固体的方法。
这种技术适用于制造大型零件和复杂零件。
熔融层压技术的优点是制造速度快,成本低,精度高。
4. 粉末烧结技术
粉末烧结技术是一种通过将金属或陶瓷粉末喷射到建模平台上,然后用激光束或电子束将其烧结成固体的方法。
这种技术适用于制造金属和陶瓷零件。
粉末烧结技术的优点是制造速度快,成本低,精度高。
快速成型技术已经成为现代制造业中不可或缺的一部分。
随着技术的不断发展,这些技术将会越来越成熟,应用范围也会越来越广泛。
先进制造技术——快速成型技术-PPT

FDM 原理 图
二、特点
优点:
1、采用热熔挤压头专利技术,系统结构原理和操作简 单,且使用无毒的原材料,设备可安装在办公环境中。
2、成型速度快。不需要SLA中的刮板工序。 3、用蜡成型的零件原型,可以直接用于熔模铸造。 4、可以成型任意复杂程度的零件。如复杂的内腔、孔 等。 5、原材料在成型过程中无化学变化,制件的翘曲变形 小。 6、原材料利用率高。 7、支撑去除简单。
快速成形技术
概述:
快速成形技术(Rapid Prototyping,简称RP)20世 纪80年代发展起来的,它综合了机械工程、CAD、 数控技术、激光技术及材料科学技术,可以自动、 直接、快速、精确地将设计思想转变为具有一定功 能的原型或直接制造零件,从而大大缩短产品的研 制周期。因而,被认为是近20来制造领域的一个重 大突破。影响力与数控技术相当。
SLS工艺是利用粉末材料(金属粉末或非金属粉末) 在激光照射下烧结的原理,在计算机控制下层层堆积 成形。
SLS原理图
工作台上均匀铺上一 层很薄(0.1~0.2mm) 的粉末,激光束在计算 机的控制下按照零件分 层轮廓有选择性地进行 烧结,一层完成后再进 行下一层烧结。全部烧 结完成后去掉多余的粉 末,再进行打磨、烘干 等处理便获得零件。
又称熔丝沉积,它是将丝状的热熔性材料加热融化, 通过带有一个微细喷嘴的喷头挤喷出来。喷头沿零件截 面轮廓和填充轨迹运动,挤出的材料迅速固化并与周围 材料粘结,层层堆积而成。
主要适用于模具行业新产品开发和医疗、考古等基 于数字成像技术的三维实体模型制造。
FDM工艺由美国学者Dr.Scott Crump于1988年研制 成功,并由美国Stratasys公司推出商品化的机器。1993 年开发第一台FDM1650机型后,先后推出FDM2000、 FDM3000、FDM8000等。
快速成型技术
2)三维模型的近似处理。 由于产品往往有一些不规则的自由曲面,加工前要对模型进行近似处理, 以方便后续的数据处理工作。由于STL格式文件格式简单、实用,目前 已经成为快速成型领域的准标准接口文件。它是用一系列的小三角形平 面来逼近原来的模型,每个小三角形用3个顶点坐标和一个法向量来描 述,三角形的大小可以根据精度要求进行选择。STL文件有二进制码和 ASCll码两种输出形式,二进制码输出形式所占的空间比ASCII码输出 形式的文件所占用的空间小得多,但ASCII码输出形式可以阅读和检查。 典型的CAD软件都带有转换和输出STL格式文件的功能。
2)快速性。通过对一个CAD模型的修改或重组就可获 得一个新零件的设计和加工信息。从几个小时到几十个 小时就可制造出零件,具有快速制造的突出特点。
3)高度柔性。无需任何专用夹具或工具即可完成复杂的 制造过程,快速制造工模具、原型或零件。
4)快速成型技术实现了机械工程学科多年来追求的两 大先进目标.即材料的提取(气、液固相)过程与制造 过程一体化和设计(CAD)与制造(CAM)一体化。
型头(激光头或喷头)按各截面轮廓信息做扫描运动,在工 作台上一层一层地堆积材料,然后将各层相粘结,最终得到 原型产品。
5)成型零件的后处理 从成型系统里取出成型件,进行打磨、抛光、涂挂,或放在 高温炉中进行后烧结,进一步提高其强度。
3、特点
1)可以制造任意复杂的三维几何实体。由于采用离散/堆 积成型的原理.它将一个十分复杂的三维制造过程简化为二 维过程的叠加,可实现对任意复杂形状零件的加工。越是复 杂的零件越能显示出RP技术的优越性此外,RP技术特别适 合于复杂型腔、复杂型面等传统方法难以制造甚至无法制造 的零件。
3)三维模型的切片处理。 根据被加工模型的特征选择合适的加工方向,在成型高度 方向上用一系列一定间隔的平面切割近似后的模型,以便 提取截面的轮廓信息。间隔一般取0.05mm~0.5mm,常 用0.1mm。间隔越小,成型精度越高,但成型时间也越长, 效率就越低,反之则精度低,但效率高。
快速成型技术

快速成型技术快速成型技术简介快速成型技术(Rapid Prototyping Technology-RPT)属于先进制造技术范畴机械工程学科非传统加工工艺(或称为特种加工)是将CAD、CAM、、激光、精密伺服驱动和新材料等先进技术集成的一种全新制造技术。
它通过叠加成型方法可以自动而迅速地将设计的三维CAD模型转化为具有一定结构和功能的原型或直接制造零件。
与传统的制造方法相比,它具有生产周期短,成本低的优势,并且可以灵活地改变设计方案,实现柔性生产,在新产品的开发中具有广阔的应用前景。
目前世界上投入应用的快速成形的方法有十多种,主要包括立体印刷(SLA-StereoLithgraphy Apparatus)、分层实体制造(LOM-Laminated obxxxxject Manufacturing)、选择性激光烧结(SLS—Selective Laser Sintering)、熔化沉积制造(FDM-Fused Deposition Modeling)、固基光敏液相(SGC-Solid Ground Curing)等方法。
其中选择性激光烧结(SLS)技术具有成型材料选择范围宽、应用领域广的突出优点,得到了迅速发展,正受到越来越多的重视。
SLS方法具有以下的优点:由于粉末具有自支撑作用,不需另外支撑;材料广泛,不仅包括各种塑料材料、蜡和覆膜砂,还可以直接生产金属和陶瓷零件。
且材料可重复使用,利用率高。
快速成型技术工作原理使用CO2 激光器烧结粉末材料(如蜡粉、PS粉、ABS粉、尼龙粉、覆膜陶瓷和金属粉等)。
成型时先在工作台上铺上一层粉末材料激光束在计算机的控制下按照截面轮廓的信息对制件实心部分所在的粉末进行烧结。
一层完成后工作台下降一个层厚再进行下一层的铺粉烧结。
如此循环,最终形成三维产品。
快速成型技术应用选择性激光烧结快速成型(Selective Laser Sintering Rapid Prototyping) 技术(简称SLS技术)由于具有成型材料选择范围宽、应用领域广的突出优点,得到了迅速的发展,正受到越来越多的重视。
快速成型技术方案

快速成型技术方案
快速成型技术(Rapid Prototyping, RP)是一种快速制作三维
物理模型的方法,用于在产品开发过程中快速验证和优化设计。
以下是一些常见的快速成型技术方案。
1. 基于激光烧结的3D打印:使用激光束将粉末材料逐层烧结,从而构建三维模型。
这种方法适用于金属、塑料和陶瓷等多种材料。
2. 光固化3D打印:利用光敏树脂通过紫外线光束逐层固化,
构建模型。
这种方法适用于制作局部细节较为复杂的模型。
3. 熔融沉积3D打印:将材料加热至熔融状态后通过挤出头喷
射或滴注的方式逐层堆积。
这种方法适用于金属和塑料等材料。
4. 粉末熔融3D打印:将粉末材料通过热源加热至熔融状态后
通过喷头喷射到基板上,逐层堆积。
这种方法适用于金属材料的制作。
5. 线条熔融3D打印:使用金属丝或塑料线条通过加热源加热
至熔化状态,通过控制喷头的移动轨迹逐层堆积。
这种方法适用于金属和塑料等材料。
6. CNC加工:利用数控机床以三维坐标系控制刀具进行切削,将零件从固态材料中削减出来。
这种方法适用于金属和塑料等材料。
7. 快速硅胶模具制作:通过3D打印或其他快速成型技术制作模型原型,再通过注塑或浇铸等方法制作硅胶模具,用于快速复制多个产品原型。
以上是一些常见的快速成型技术方案,具体选择哪种技术要根据零件的要求、材料的特性和制造成本等因素进行综合考虑。
快速成型技术
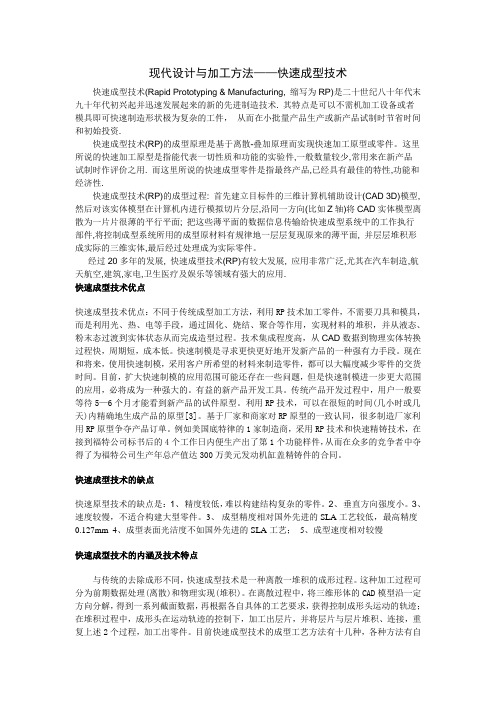
现代设计与加工方法——快速成型技术快速成型技术(Rapid Prototyping & Manufacturing, 缩写为RP)是二十世纪八十年代末九十年代初兴起并迅速发展起来的新的先进制造技术. 其特点是可以不需机加工设备或者模具即可快速制造形状极为复杂的工件,从而在小批量产品生产或新产品试制时节省时间和初始投资.快速成型技术(RP)的成型原理是基于离散-叠加原理而实现快速加工原型或零件。
这里所说的快速加工原型是指能代表一切性质和功能的实验件,一般数量较少,常用来在新产品试制时作评价之用. 而这里所说的快速成型零件是指最终产品,已经具有最佳的特性,功能和经济性.快速成型技术(RP)的成型过程: 首先建立目标件的三维计算机辅助设计(CAD 3D)模型, 然后对该实体模型在计算机内进行模拟切片分层,沿同一方向(比如Z轴)将CAD实体模型离散为一片片很薄的平行平面; 把这些薄平面的数据信息传输给快速成型系统中的工作执行部件,将控制成型系统所用的成型原材料有规律地一层层复现原来的薄平面, 并层层堆积形成实际的三维实体,最后经过处理成为实际零件。
经过20多年的发展, 快速成型技术(RP)有较大发展, 应用非常广泛,尤其在汽车制造,航天航空,建筑,家电,卫生医疗及娱乐等领域有强大的应用.快速成型技术优点快速成型技术优点:不同于传统成型加工方法,利用RP技术加工零件,不需要刀具和模具,而是利用光、热、电等手段,通过固化、烧结、聚合等作用,实现材料的堆积,并从液态、粉末态过渡到实体状态从而完成造型过程。
技术集成程度高,从CAD数据到物理实体转换过程快,周期短,成本低。
快速制模是寻求更快更好地开发新产品的一种强有力手段。
现在和将来,使用快速制模,采用客户所希望的材料来制造零件,都可以大幅度减少零件的交货时间。
目前,扩大快速制模的应用范围可能还存在一些问题,但是快速制模进一步更大范围的应用,必将成为一种强大的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
課程名稱
快速成型技術
課程編碼
12N22301
系所代碼
1
開課班級
夜四技自控二甲
開課教師
劉佳營
學分
3.0
時數
6
上課節次地點
二13 14三11 12 13 14教室R502
必選修
選修
課程概述
快速原型技術,先由CAD軟體設計產生出3-D實體模型,再經由電腦程式將實體模型轉換成為一個STL檔案,此一檔案是由Faceted polygon來近似一個平面。接著將此檔傳至快速成型系統中,系統依使用者的要求將實體模型分割成一層一層,再一層一層堆疊出形狀。
課程大綱
單元教材綱要
簡介快速成型的基本原理
快速成型的程序3D造型,建構,後處理
液態類的快速成型系統SLA,SGC,SCS,SOUP,EOS等
固態類的快速成型系統LOM,FDM,SAHP,MJM等
粉末類的快速成型系統SLS,DSPC,EOSINT,BPM,3DP
快速成型資料格式STL檔格式案
製造上的應用與案例研究航太,汽車,生物醫學,珠寶,眼鏡等工業
先修科目
教學資源
注意事項
全程外語授課
0
授課語言1
華語
授課語言2
輔導考照1
輔導考照2
Estimation and Testing
教學方式
課堂講授,分組討論,
評量方法
自行設計測驗,課程參與度(出席率),
指定用書
快速成型原理與製造上的應用
參考書籍
Rapid Prototyping & Manufacturing Fundamentals of Stereolithography、Paul F. Jacobs, Ph.D.、Society of Manufacturing Engineers.
Solid Material Type for Rapid Prototype System
Powder Material Type for Rapid Prototypat
Manufacturing Application and Case Study
評估與測試建立服務處與技術評估
英文大綱
Uuit Topics
Itroduction
The Process of Rapid Prototype
Liquid Material Type for Rapid Prototype System
Liquid Material Type for Rapid Prototype System
課程目標
目前在市面上有近二十種不同的快速原型機系統,每一個系統的基本原理都相類似,不一樣的只是在於堆疊材料的方法不同,介紹幾種比較著名的技術:1.雷射光合高分子成型(Stereolithography,SLA)2.雷射燒結技術(Selective laser sintering,SLS)3.疊層法(Laminated objective manufacturing,LOM)4. 3-D印刷法(3D printing)5.溶解沈積法(Fused deposition modeling,FDM)6.固態基礎熟化法(Solid ground curing,SGC)7.直接薄殼生產鑄造(Direct Shell Production Casting DSPC)。快速原型機成型的程序一般可分成三個步驟即前處理、成型、以及後處理。在前處理中,主要是將Pro-E、I-Deals、CATIA或Euclid等CAD軟體所產生的圖型檔案,進行slide程序,將所要製作的模型分層切片並製作支撐模型所需的支架。在成型的過程,則需要快速成型機系統,此部份為最主要的設備。快速成型應用範圍:工業原型和模型、設計概念的實體化、造形設計評估、醫療應用、小量生產的零件產品、產品開發評估。快速成型發展趨勢及未來目標:以市場導向分為高價、高精度的模具用途機型,以及低價、耗材便宜的3D輸出用途機型等兩大類