数控车床加工中刀具补偿的应用
简述数控车床的刀具补偿的作用及其实现方法。
简述数控车床的刀具补偿的作用及其实现方法。
数控车床的刀具补偿是为了解决因刀具磨损、机床误差和工件材料等原因导致的加工偏差问题。
刀具补偿可以通过调整刀具的位置来使加工尺寸达到设计要求。
实现方法分两种:
1.编程补偿:在编制数控程序时,可以通过G代码或M代码实现刀具补偿,将补偿值作为数字输入到程序中,控制系统会自动调整切削刃的位置和刀具半径等参数;
2.自动补偿:数控系统可以实现自动测量和计算误差,然后自动调整刀具位置和补偿值。
自动测量可以通过工件直接测量或机床的编码器来实现,在计算误差时,数控系统会根据预设规则自动计算出刀具补偿值,然后通过控制信号来实现补偿。
数控加工中刀具补偿的应用

数控加工中刀具补偿的应用朱卫峰[中国长江动力公司(集团)]摘要:刀具补偿是数控机床的主要功能之一,他分为:刀具长度补偿、刀具半径补偿、刀具偏置补偿种。
它们基本上能解决加工过程中根据刀具几何形状尺寸产生零件轮廓轨迹等问题,从而保证加工出符合图纸尺寸要求的零件。
关键词:刀具半径补偿,刀具长度补偿,刀具几何补偿,磨损补偿引言:刀具补偿的理论及其实现,在各类数控系统中都已经是比较成熟的技术。
在使用数控机床加工零件的过程中,刀具的运动轨迹不等同于工件的轮廓。
为了保证工件轮廓形状,加工时数控系统必须根据工件轮廓和刀具的几何形状尺寸计算出刀具中心运动轨迹。
在建立、执行刀补后,数控系统自动计算、自动调整刀位点到刀具的运动轨迹从而加工出符合图纸尺寸要求的形状。
当刀具磨损或更换后,加工程序不变,只须更改程序中刀具补偿的数值。
刀具补偿使用简单方便,能极大提高编程的工作效率。
下面就刀具补偿在一般数控加工中的应用进行探讨:一.刀具半径补偿1.刀具半径补偿的概念A.在轮廓加工过程中,由于刀具总有一定的半径,刀具中心的运动轨迹与所需加工零件的实际轮廓并不重合。
在进行轮廓加工时,刀具中心偏离零件的实际轮廓表面(图纸中所要加工对象的轮廓)一个刀具半径值。
这种偏移,称为刀具半径补偿。
B.采用刀具半径补偿的作用和意义数控机床一般都具备刀具半径补偿的功能。
在加工中,使用数控系统的刀具半径补偿功能,就能避开数控编程过程中的繁琐计算,而只需计算出工件加工轮廓轨迹的起始点坐标值即可。
同时,利用刀具半径补偿功能,还可以实现同一程序的粗、精加工以及同一程序的阴阳模具加工等功能。
C.刀具半径补偿指令的使用方式根据ISO 标准规定,当刀具中心轨迹在编程轨迹前进方向的左边时,称为左刀补,用G41表示;刀具中心轨迹在编程轨迹前进方向的右边时,称为右刀补,用G42表示;注销刀具半径补偿时用G40表示。
2 刀具半径补偿过程A.刀具半径补偿建立:当输入的程序段包含有G41/G42命令时,系统认为此时已进入刀补建立状态。
数控机床刀具补偿功能的应用

刀具长度补偿是通过调整刀具在Z轴上 的位置来实现对工件表面的加工,而刀 具半径补偿则是通过调整刀具在X轴或 Y轴上的位置来实现对工件表面的加工
。
刀具补偿功能可以提高加工精度、减少 加工时间、降低加工成本。
刀具补偿的参数设置
01
刀具补偿参数主要包括刀具类型、刀具直径、刀具长
度、刀具角度等。
面形状和尺寸的高精度控制。
数控铣床应用
在数控铣床上,刀具补偿可应用于 三维空间加工,如曲面加工、五轴 加工等,以实现复杂零件的高效加 工。
加工中心应用
在加工中心上,刀具补偿可应用于 多轴联动加工,实现复杂零件的高 效加工。
02
CATALOGUE
刀具补偿的原理与实现
刀具补偿的原理
刀具补偿的基本原理是通过对刀具位置 的调整,以实现工件表面形状和尺寸的 精确控制。补偿分为刀具长度补偿和刀
03
提高生产效率
降低成本
通过快速调整刀具补偿参数,可 以减少换刀和调试时间,提高生 产效率。
正确使用刀具补偿功能可以减少 刀具磨损和报废,降低生产成本 。
数控机床刀具补偿功能的发展趋势与前景
智能化
随着人工智能技术的发展,未来刀具补偿功能将更加智能化,能够根据加工条件和刀具磨损情况自动调整补偿参数, 提高加工精度和效率。
04
CATALOGUE
数控机床刀具补偿功能的优化与改进
刀具补偿的误差分析
01
02
03
刀具几何误差
刀具的几何形状和尺寸对 加工精度产生直接影响。
刀具磨损误差
刀具在切削过程中会逐渐 磨损,导致加工精度下降 。
受热变形误差
切削过程中产生的热量会 导致刀具和工件变形,从 而影响加工精度。
数控车床刀具补偿知识

(2)刀尖方位的设置
车刀形状很多,使用时安装位置也各异,由此 决定刀尖圆弧所在位置。 要把代表车刀形状和位置的参数输入到数据库中。 以刀尖方位号表示。
从图示可知,
若刀尖方位码设为0或9时,机床将以刀尖圆弧中 心为刀位点进行刀补计算处理; 当刀尖方位码设为1~8时,机床将以假想刀尖为 刀位点,根据相应的代码方位进行刀补计算处理。
为什么需要刀具刀具补偿?
刀具使用一段时间后会磨损 ,会使加工尺寸
产生误差.
解决: •将磨损量测量获得后进行补偿.
可以不修改加工程序.
为什么需要刀具刀具补偿
数控程序一般是针对刀位点 ,
按工件轮廓尺寸编制的 . 当刀 尖不是理想点而是一段圆弧时 , 会造成实际切削点与理想刀位 点的位置偏差.
解决: •对刀尖圆弧半径进行补偿.
N11 M30
五、换刀程序编写
G27、G28、G29. ----- 参考点控制
1、格式:
1、关于参考点操作的指令
G27 X... Z... T0000 ; 回指令参考点检验 G28 X... Z... T0000 ; 经指令中间点再自动回参考点 G29 X... Z... ; 从参考点经中间点返回指令点
过程:
将某把车刀的几何偏置和磨损补偿值存入相应的刀补地址 中。 当程序执行到含 Txxxx的程序行的内容时,即自动到刀补 地址中提取刀偏及刀补数据。
驱动刀架拖板进行相应的位置调整。
T XX 00取消几何补偿。
对于有自动换刀功能的车床来说,执行T指令时, 将先让刀架转位,按刀具号选择好刀具后,再调 整刀架拖板位置来实施刀补。
O1111
例2:考虑刀尖半径补偿
N1 G92 X40.0 Z10.0
数控加工中刀具补偿的应用
毕业论文题目:数控加工中刀具补偿的应用系部:机电工程系专业:数控技术班级:08数控(2)班学生:罗贤强学号:08313244指导老师:刘晓秋老师职称:江西理工大学南昌校区毕业设计(论文)任务书机电工程系系部数控专业2008级(2011届)数控(2)班学生罗贤强题目:数控加工中刀具补偿的应用专题题目(若无专题则不填):原始依据(包括设计(论文)的工作基础、研究条件、应用环境、工作目的等):工作基础:在20世纪60年代的数控加工中还没有出现补偿的概念,所以编程人员不得不围绕刀具的理论路线和实际路线的相对关系来进行编程,这样不仅很容易产生错误,而且生产效率低下。
当刀具补偿概念出现并应用到数控系统中后,编程人员就可以直接按照轮廓尺寸进行程序编制。
在建立、执行刀补后,由数控系统自动计算,自动调整刀位点到刀具的运动轨迹。
当刀具磨损或更换后,加工程序不变,只须更改程序中刀具补偿的数值。
因此刀具补偿的应用不仅提高了生产效率,还大大降低了技术人员的劳动强度。
研究条件:利用网络资源,参考相关文献,并在老师的提示和指导下熟悉并掌握刀具补偿的基本应用和相关注意事项。
应用环境:刀具补偿广泛用于数控车床、数控铣床、加工中心等淑红设备中。
提高了数控加工的精度。
工作目的:深入了解刀具补偿的概念以及分类,着重掌握数控车床车削加工中的刀具半径补偿的问题和车床的对刀问题。
并通过本论文提高自己在刀具补偿方面的理论水平。
主要内容和要求:(包括设计(研究)内容、主要指标与技术参数,并根据课题性质对学生提出具体要求):研究内容:1数控车床加工的对象:数控车床是目前使用比较广泛的数控机床,主要用干轴类和盘类回转体工件的加工,能自动完全内外圆面、柱面、锥面、圆弧、螺纹等工序的切削加工,并能进行切槽、钻、扩、铰孔等加工,适合复杂形状工件的加工。
与常规车床相比,数控车床还适合加工如下工件。
( 1 ) 轮廓形状特别复杂或难于控制尺寸的回转体零件,( 2 ) 精度要求高的零件。
数控车床加工中的刀具补偿应用

段 外圆作 为基准 ,0 、0 等 刀具依 次触碰 已加工 表面 , T 2T 3 分 输 入并 显示 。 4所 示 为 F N 图 A UC控制 系统 的刀具 补偿值 别记录移动偏差至相应刀具 的长度补 偿号对 应的 x值处 。 图 1 示 为 刀具 长 所 度 补 偿生 效 后 ,实 际刀 具 移 动示 意 图 。如果 不 使 用 刀具 补偿 ,调用 程
设定 完 T 1 具 的 z轴坐 标 系。 由于 在加 工 过程 中还 需 2 0刀 . 刀补 参数 设置 3
加 工前 , 数控 系统 刀具补偿 界面 内分别设置 x zR 在 、、 、 等刀具分别设定 z向长度补偿。方法为依次将 T 2T 3 T 0 、0 参数 所需 的数值 , 复位 清空数控缓存 区内的加工程序 , 重 等刀具触碰 T 1 0 刀具加工完成的 z向基准面 ,并将机床 新调人所需加工程序以使新设置的刀具补偿参数各值生效。 所 显示 的 z向 坐标 ,带 符号 分别 设 定 到对 应 刀具 的长 度 参数 设 置 时 , 首先 进 入 [ F S TwE R] 置量 显示 0 FE , A 偏
设 定界 面 。
OF ET W EAR FS / NO. W0 l WO 2 WO 3 W0 4 W0 5 W0 6 X 10 0 .0 0.0 0 0 0.0 0 0 00 0 .0 00 0 .0 0.0 0 0 Z 10 0 0 00 0 .0 00 0 .0 00 0 .0 00 0 .0 00 0 0 0 R 040 . 0 OOo . 0 N T l O
序 段 : 6 G 0 N 0 0 X2 0
000 . 0
0o O .0 0.0 0 0 00 0 .0
0
0 0 0
z 5T 2 0 刀 具 将 从 0 1 00 ,
数控加工中的三种补偿和补偿技巧
三种补偿在数控加工中有3种补偿:刀具长度的补偿;刀具半径补偿;夹具补偿。
这三种补偿基本上能解决在加工中因刀具外形而产生的轨迹问题。
下面是三种补偿在一般加工编程中的应用。
一、刀具长度补偿:1.刀具长度的概念刀具长度是一个很重要的概念。
我们在对一个零件编程的时候,首先要指定零件的编程中心,然后才能建立工件编程坐标系,而此坐标系只是一个工件坐标系,零点一般在工件上。
长度补偿只是和Z坐标有关,它不象X、Y平面内的编程零点,因为刀具是由主轴锥孔定位而不改变,对于Z坐标的零点就不一样了。
每一把刀的长度都是不同的,例如,我们要钻一个深为50mm的孔,然后攻丝深为45mm,分别用一把长为250mm 的钻头和一把长为350mm的丝锥。
先用钻头钻孔深50mm,此时机床已经设定工件零点,当换上丝锥攻丝时,假如两把刀都从设定零点开始加工,丝锥因为比钻头长而攻丝过长,损坏刀具和工件。
此时假如设定刀具补偿,把丝锥和钻头的长度进行补偿,此时机床零点设定之后,即使丝锥和钻头长度不同,因补偿的存在,在调用丝锥工作时,零点Z坐标已经自动向Z (或Z)补偿了丝锥的长度,保证了加工零点的正确。
2.刀具长度补偿的工作使用刀具长度补偿是通过执行含有G43(G44)和H指令来实现的,同时我们给出一个Z坐标值,这样刀具在补偿之后移动到离工件表面距离为Z的地方。
另外一个指令G49是取消G43(G44)指令的,其实我们不必使用这个指令,因为每把刀具都有自己的长度补偿,当换刀时,利用G43(G44)H指令赋予了自己的刀长补偿而自动取消了前一把刀具的长度补偿。
3.刀具长度补偿的两种方式(1)用刀具的实际长度作为刀长的补偿(推荐使用这种方式)。
使用刀长作为补偿就是使用对刀仪测量刀具的长度,然后把这个数值输入到刀具长度补偿寄存器中,作为刀长补偿。
使用刀具长度作为刀长补偿的理由如下:首先,使用刀具长度作为刀长补偿,可以避免在不同的工件加工中不断地修改刀长偏置。
数控车床加工刀具补偿功能怎么用?

数控车床加⼯⼑具补偿功能怎么⽤?⼀、数控车床⽤⼑具的交换功能1. ⼑具的交换指令格式⼀:T0101;该指令为FANUC系统转⼑指令,前⾯的T01表⽰换1号⼑,后⾯的01表⽰使⽤1号⼑具补偿。
⼑具号与⼑补号可以相同,也可以不同。
指令格式⼆:T04D01;该指令为SIEMENS系统转⼑指令,T04表⽰换4号⼑,D01表⽰使⽤4号⼑的1号⼑沿作为⼑具补偿存储器。
2. 换⼑点所谓换⼑点是指⼑架⾃动转位时的位置。
⼤部分数控车床,其换⼑点的位置是任意的,换⼑点应选在⼑具交换过程中与⼯件或夹具不发⽣⼲涉的位置。
还有⼀些机床的换⼑点位置是⼀个固定点,通常情况下,这些点选在靠近机床参考点的位置,或者取机床的第⼆参考点来作为换⼑点。
⼆、⼑具补偿功能1. ⼑具补偿功能的定义在数控编程过程中,为使编程⼯作更加⽅便,通常将数控⼑具的⼑尖假想成⼀个点,该点称为⼑位点或⼑尖点。
数控机床根据⼑具实际尺⼨,⾃动改变机床坐标轴或⼑具⼑位点位置,使实际加⼯轮廓和编程轨迹完全⼀致的功能,称为⼑具补偿(系统画⾯上为“⼑具补正”)功能。
数控车床的⼑具补偿分为:⼑具偏移(也称为⼑具长度补偿)⼑尖圆弧半径补偿2. ⼑位点的概念所谓⼑位点是指编制程序和加⼯时,⽤于表⽰⼑具特征的点,也是对⼑和加⼯的基准点。
数控车⼑的⼑位点如图所⽰。
尖形车⼑的⼑位点通常是指⼑具的⼑尖;圆弧形车⼑的⼑位点是指圆弧刃的圆⼼;成形⼑具的⼑位点也通常是指⼑尖。
三、⼑具偏移补偿1. ⼑具偏移的含义⼑具偏移是⽤来补偿假定⼑具长度与基准⼑具长度之长度差的功能。
车床数控系统规定X轴与Z 轴可同时实现⼑具偏移。
⼑具⼏何偏移:由于⼑具的⼏何形状不同和⼑具安装位置不同⽽产⽣的⼑具偏移。
⼑具磨损偏移:由⼑具⼑尖的磨损产⽣的⼑具偏移。
⼑具偏移补偿功能⽰例:FANUC系统的⼑具⼏何偏移参数设置如图所⽰,如要进⾏⼑具磨损偏移设置则只需按下软键[磨耗]即可进⼊相应的设置画⾯。
图中的代码“T”指⼑沿类型,不是指⼑具号,也不是指⼑补号。
数控车床刀具补偿的应用与教学
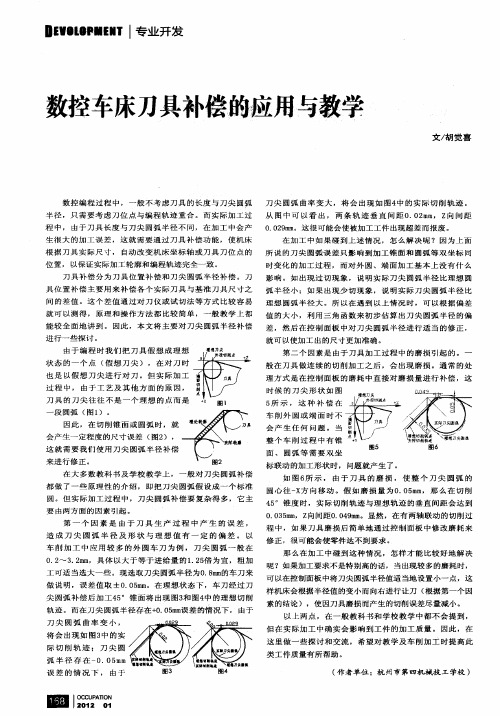
一 如 图 6 示 , 由 于 刀 具 的 磨 损 , 使 整 个 刀 尖 圆 弧 的 所
圆 心 往 一 方 向 移 动 。假 如 磨 损 量 为 0 0 m x . 5 m,那 么 在 切 削
圆 。 但 实 际 加 工 过 程 中 ,刀 尖 圆弧 补 偿 要 复杂 得 多 , 它 主
状 态 的 一 个 点 ( 想 刀 尖 ) ,在 对 刀 假
个刀一 ~尖!觚 过j 一 二 痧 , 过 嘶削 具: 肖IE ,' 等 ~弧 酾I 是驯 刳圆 接或 \ , = 铲 任 何
磨磨 矧n 起通 的常 \ 毒 量 断 补 偿莆 ~ 则漉 、
。
也 是 以 假 想 刀 尖 进 行 对 刀 。但 实 际 加 过 程 中 , 由 于 工 艺 及 其 他 方 面 的 原 因
从 图 中 可 以 看 出 , 两 条 轨 迹 垂 直 间 距 0 0 m , Z 间 距 .2m 向
程 中 , 由于 刀 具 长 度 与刀 尖 圆 弧半 径 不 同 , 在 加 工 中 会 产 0 0 9 m . 2 m 。这 很 可能 会使 被 加 工 工件 出现超 差 而 报废 。 生 很 大 的加 工 误 差 ,这 就 需要 通 过 刀 具 补偿 功 能 , 使 机 床 在 加 工 中如 果 碰 到 上 述 情 况 ,怎 么 解 决 呢 ? 因为 上 面 根 据 刀 具 实 际尺 寸 , 自动 改变 机 床 坐标 轴 或 刀 具 刀 位 点 的 所 说 的 刀 尖 圆 弧误 差 只 影 响 到 加 工 锥 面 和 圆 弧 等 双 坐 标 同
D V LPiN 专业开发 E O O lE T I
数控车床刀补的两种方法

数控车床刀补的两种方法英文回答:Methods of Tool Compensation on CNC Lathe.Tool compensation is a crucial aspect of CNC machining, ensuring accurate and efficient operations. In CNC lathes, tool compensation is used to adjust for the actual dimensions of the cutting tool relative to its programmed position. This is necessary due to tool wear, variations in tool geometry, and other factors that can affect the accuracy of the machining process.There are two primary methods of tool compensation on CNC lathes:1. Geometric Tool Compensation (GTC): This method compensates for the physical dimensions of the cutting tool, including its diameter, length, and shape. GTC data is typically provided by the tool manufacturer or measuredusing a tool presetter.2. Wear Tool Compensation (WTC): This method compensates for the gradual wear that occurs on cutting tools over time. WTC is performed by monitoring the tool's performance and making adjustments as needed to maintain the desired part dimensions. WTC systems can be manual or automatic, with automatic systems using sensors to detect tool wear.The choice of tool compensation method depends on factors such as the application, tool life, desired accuracy, and machine capabilities. GTC is generally used for applications where high accuracy is required, such as precision machining of complex parts. WTC is used for applications where tool wear is a significant factor, such as long production runs or machining of hard materials.中文回答:数控车床刀补的两种方法。
车床刀具半径补偿

立式铣床的刀具半径补偿功能还可以对刀具更换、机床精度误差等进行补偿,保证了加工质 量和精度。
钻床加工的补偿应用
钻床在加工过程中,刀具半径补偿的应 用可以有效地解决由于钻头半径不同而
通过调整刀具半径补偿值,可以实现对工件直径的精确控制,避免了传统加工方法 中需要手动测量和调整的步骤,提高了加工效率。
数控车床的刀具半径补偿功能还可以对刀具磨损、刀具更换等进行补偿,保证了加 工质量和精度。
立式铣床加工的补偿应用
立式铣床在加工过程中,刀具半径补偿的应用可以有效地解决由于刀具半径不同而引起的加 工误差问题。
补偿软件技术的发展趋势
智能化软件
为了实现自动化的刀具半径补偿,需要发展智能化软件,该软件能够根据加工需求和刀具 参数,自动生成补偿方案和程序,减少人工干预和错误。
可视化软件
为了方便车床操作和维护人员的使用,需要发展可视化软件,该软件能够将车床加工过程 中的各种数据以图形化方式呈现出来,以便操作人员及时掌握车床运行状态和发现异常情 况。
原理
通过预设的刀具半径补偿值,对 加工程序中的刀具路径进行修正 ,使其适应实际的刀具半径,以 达到精确的加工效果。
刀具半径补偿的重要性
提高加工精度
由于刀具半径的存在,直接按照 理论尺寸进行加工会存在一定的 误差。通过刀具半径补偿,可以 减小或消除这种误差,提高加工
精度。
提高生产效率
通过刀具半径补偿,可以优化刀 具路径,减少不必要的空走和重
车床刀具半径补偿
汇报人: 日期:
目录
• 车床刀具半径补偿概述 • 刀具半径补偿算法 • 车床刀具半径补偿的实现 • 车床刀具半径补偿的应用 • 车床刀具半径补偿的挑战与解决方案 • 车床刀具半径补偿的发展趋势 • 车床刀具半径补偿案例研究
在数控车床加工中刀具位置补偿的应用
a lsso u cin n t d fba e c mp n ain o nay i ff n t s a d meho s o ld o e s to fCNC lt e hi pa e s rb s h w o us h sf n to o i ce s h sz fwok e e o ah ,t s p rdec ie o t e ti u cin t n r a e te ie o r pic
wo k h p p o u t n. rs o r d ci o
关键词 : 数 车床 ; 具补偿 ; 刀 生产 ; 置补偿 位
Ke ywor :CNC ah ; ld o e s t g p o u t n; o iin c mp n ain ds lt e ba ec mp n ai ; r d ci p sto o e s t n o o
摘要: 随着数 字化控 制机 床 的产生 , 多机 械 加工 的工 艺也 变得越 来越 简便 。 章通 过对数 控机 床 中刀 具补偿 的作 用和 方法 的分析 , 许 文 阐述如 何利 用这一 功 能来增加 工件 的尺 寸精 度 、 高刀具 的质 量和 生产 效率 , 提 降低 生产成 本 , 并期 望能 够给车 间生 产提供 一 些有价值 的信 息。
p e iin,i r v h to uai a d prd to e iin y a d e u e h r d cin c s,a h p s o prvd o v l a l ifr t n o rcso mp o e t e o lS q lt n o ucin f ce c n rd c te p o u t o t nd o e t o ie s me au be n omai fr y o o
数控车床刀具补偿

二、刀具补偿的种类
几何位置补偿 刀具的位置补偿 刀具补偿 刀尖圆弧半径补偿 磨损补偿
三、刀具的位置补偿
1、几何位置补偿 刀具几何位置补偿是用于补偿各刀具安装好 后,其刀位点(如刀尖)与编程时理想刀具或基 准刀具刀位点的位置偏移的。 通常是在所用的多把车刀中选定一把车刀作 基准车刀,对刀编程主要是以该车刀为准。
数控车床刀具补偿
一、为什么需要刀具补偿?
1.编程时,通常设定刀架上各刀在工作位时 ,其刀尖位 置是一致的.但由于刀具的几何形状、安装不同,其刀 尖位置不一致,相对于工件原点的距离不相同.
2.刀具使用一段时间后会磨损,会使加工尺寸产生误差.
3. 数控程序一般是针对刀位点 , 按工件轮廓尺寸编制 的. 当刀尖不是理想点而是一段圆弧时 , 会造成实际切 削点与理想刀位点的位置偏差.
G42 G01
G40 G00
X __ Z __ X__ Z __
说明:
G41 —刀具半径左补偿
G42 —刀具半径右补偿
G40—取消刀具半径补偿
G42
G41
四、刀尖圆弧半径补偿
1、刀具半径补偿的目的
车削加工使用尖角车刀,刀位点即为刀尖,其编程 轨迹和实际切削轨迹完全相同。
若使用带圆弧头车刀(精车时),在加工锥面或圆 弧面时,会造成过切或少切。 为了保证加工尺寸的准确性,必须考虑刀尖圆角半 径补偿以消除误差。
刀具半径补偿实现的指令 格式: G41 G00
2、磨损补偿 主要是针对某把车刀而言,当某把车刀批量 加工一批零件后,刀具自然磨损后而导致刀尖位 置尺寸的改变,此即为该刀具的磨损补偿。
ห้องสมุดไป่ตู้
刀具位置补偿的实现
刀具的几何补偿是通过引用程序中使用的 Txxxx来实现的。
数控加工中刀具补偿应用研究毕业论文

数控加工中刀具补偿应用研究毕业论文目录前言................................................................................................................ 错误!未定义书签。
摘要................................................................................................................ 错误!未定义书签。
绪论................................................................................................................ 错误!未定义书签。
第1章数控加工中刀具补偿概念 .. (2)1.1刀具半径补偿 (2)1.2刀具长度补偿 (3)第2章刀具补偿功能在数控加工中的应用 (4)2.1数控车床中刀尖圆弧半径补偿的应用 (4)2.2刀具半径补偿在数控铣削中的应用 (5)2.3刀具长度补偿在数控加工中心的应用 (5)2.4加工举例 (6)第3章数控车床刀具半径、长度补偿分析 (9)3.1引起误差分析 (9)3.1.1误差原因 (9)3.1.2 刀具圆弧半径补偿计算 (10)3.2刀具半径补偿实现 (10)3.2.1 刀具半径补偿方法 (10)3.2.2 刀具半径补偿注意事项 (11)3.3刀具长度补偿分析 (11)3.4合理把握刀具长度补偿时机 (12)3.5确定刀具长度补偿的三种方法 (14)第4章数控铣床编程中刀具半径补偿使用技巧分析 (16)4.1 使用直径不同的刀具时,可以不改变加工程序,只改变刀具表中的直径值即可 214.2 工件进行粗、半精、精加工时,也可以不改变加工程序,改变刀具表中的刀具偏置值即可 22结论 (20)致谢 (21)参考文献 (22)第1章数控加工中刀具补偿概念1.1刀具半径补偿刀具半径补偿的概念。
数控机床刀补指令
数控机床刀补指令数控机床是一种高精度、高效率、自动化程度较高的现代化加工设备,广泛应用于各种金属、非金属零部件的加工制造过程中。
数控机床的核心部分是数控系统,而数控系统中的刀具补偿功能对加工的精度和质量起着至关重要的作用。
本文将介绍数控机床刀补指令的定义、作用及在加工中的应用。
一、概述数控机床刀补指令是数控编程中的一种重要指令,它用于对加工刀具的轨迹进行微调,以达到更高的加工精度和质量。
通过刀补指令,可以对刀具进行不同方向的补偿,使刀具的实际运动轨迹与设定的轨迹一致。
刀补指令通常由数控系统解释执行,可以在程序中灵活调用,实现对不同形状、大小的刀具进行精确加工。
二、刀补指令的分类根据不同的刀具补偿方式,刀补指令可以分为长度补偿、半径补偿和刀尖补偿等几种类型。
长度补偿主要用于修正刀具长度偏差,使加工深度更加准确;半径补偿主要用于修正刀具半径偏差,以确保加工轮廓的精度;而刀尖补偿则是用于修正刀具切削刃与轨迹的偏移,保证切削路径的正确性。
三、刀补指令的应用在数控加工中,刀补指令的应用非常普遍,它可以实现对各类形状、大小的工件进行高精度加工。
在程序编制过程中,操作人员可以根据加工要求和实际情况,通过刀补指令对刀具路径进行调整,以确保加工精度和质量。
此外,在复杂曲面加工中,刀补指令更显得尤为重要,通过对刀具的微调,可以实现对曲面的精细加工,提高加工效率和质量。
四、结语数控机床刀补指令作为数控加工中的重要一环,对于提高加工精度、减少误差至关重要。
通过合理灵活地运用刀补指令,可以实现对各类工件的高精度加工,提高生产效率和质量水平。
因此,在数控机床的操作和编程过程中,专业人士应该充分理解刀补指令的原理和应用,合理运用刀补功能,提高加工效率,满足市场对精密零部件加工的需求。
刀具半径补偿功能在数控加工中的应用
刀具半径补偿功能在数控加工中的应用摘要本文描述了数控加工中刀具半径对零件加工与编程的影响,分析了刀具半径补偿功能在数控加工中的正确使用方法,并针对刀具半径补偿功能在数控车削加工、数控铣削加工中的应用进行了介绍。
关键词半径补偿;数控加工;轮廓;程序随着现代数控成型刀具的普及使用,大大提高了企业的加工能力,但由于刀具总是具有一定的半径,刀具中心运动轨迹并不是加工零件的实际轮廓。
若用刀具中心轨迹来编制加工程序,则程序的数学处理工作量大,当刀具半径发生变化时,则又还需重新修改或编制程序。
这样,编程会很麻烦。
利用刀具半径补偿功能,当编制零件加工程序时,只需按零件轮廓编程,使用刀具半径补偿指令,并在控制面板上用键盘(CRT/MDI)方式,人工输入刀具半径值,数控系统便会根据零件程序和刀具半径自动计算出刀具中心的偏移量,进而得到偏移后的中心轨迹,并使系统按刀具中心轨迹运动,完成对零件的加工。
1 数控车削加工中刀尖圆弧半径补偿的应用1.1 刀尖圆弧半径补偿的分析数控车床编程时可以将车刀刀尖看作一个点,按照工件的实际轮廓编制加工程序。
但实际上,为保证刀尖有足够的强度和提高刀具寿命,车刀的刀尖均为半径不大的圆弧。
一般粗加工所使用的车刀的刀尖圆弧半径R为0.8 mm或1.2 mm;精加工所使用车刀的圆弧半径R为0.4 mm或0.2 mm。
切削加工时,刀具切削点在刀尖圆弧上变动。
在切削内孔、外圆及端面时,刀尖圆弧不影响加工尺寸和形状,但在切削锥面和圆弧时,会造成过切或欠切现象。
因此,当使用车刀来切削加工锥面和圆弧时,必须将假设的刀尖的路径作适当的修正,使之切削加工出来的工件能获得正确尺寸,这种修正方法称为刀尖圆弧半径补偿。
1.2 刀尖圆弧半径补偿的方法对于采用刀尖圆弧半径补偿的加工程序,在加工前要把刀尖半径补偿的有关数据输入到刀补存储器中,以便执行加工程序时,数控系统对刀尖圆弧半径所引起的误差自动进行补偿。
刀尖圆弧半径补偿是通过G41、G42、G40代码及T代码指定的刀尖圆弧半径补偿值来加入或取消。
在数控车床加工中刀具位置补偿的应用

就会磨损的一个 点, 磨损的刀尖会形成一个很小 的弧面, 随着生产 时间的增加 , 这个弧面会越来越大 , 这时对零件或工艺品的加工而 产生的误差会越来越 大。 要解决这个问题 , 就要补偿刀具 圆弧位置 的半径 。 在 设 计 理 念 中, 刀 具 刀尖 的 位 置和 形 状 被看 成是 一 个 点 , 但 是在实际当 中则会成为一个 面 , 所 以刀具 刀尖的横截 面是一个弧 形。 在安装刀具 的时候 , 只要刀具 的底盘是活动 的, 那么可 以设计成 任何一个面进行安装 。 为 了能够使得刀尖的位置稳定 , 即是对刀 具 刀 尖 的位 置 进 行 准 确 的补 偿 , 可 以设 置 刀 尖 定 位 码 , 刀具 刀尖 的 位 置补偿要和刀具的几何位置补偿 综合起来 , 这样才能准确计算出刀 具的总体补偿值 。 完成以上两步 , 车床数控系统就会依据存储在刀具补偿 中的数 值和圆弧半径补偿 的数值进行综合数值设定 , 然后 自动 完成每一步 的刀具补偿 。 车床数控系统根据 存储 的补偿值进行修刀补偿 , 这使 得 零 件 或 工 艺 品 在 实 际操 作 过 程 中 减 速结 构 和 尺 寸 的偏 差 L 2 】 。
文章编号 : 1 0 0 7 — 9 4 1 6 ( 2 0 1 3 ) 0 1 — 0 0 2 2 一 O 1
在机床 的选择中, 有价位 、 类型的不同。 有的机床有刀具的补偿 功能 , 有 的则没有, 最明显的就是经济型的机床 。 所 以在运用这种机 床进行 生产 时, 刀具的位置只能用人工来代替 , 把技术工人安插在 刀 具 应该 在 的位 置上 , 用 人 工 运 刀 的方 法 给 工 艺 品进 行 加 工 。 数控 车 床 的优 势 在 于 能够 按 照 刀具 工 件 的 自身规 模 和尺 寸 , 自动 进 行 刀 工程序 。 经济型机床和数控型机床在生产中表现 出来的效益和产品 质 量有 明显 的 差 异 , 所 以很 多 工厂 和 车 问 都选 择 效 益 高产 品质 量 好 的数控车床 。
数控加工中的三种补偿和补偿技巧
三种补偿在数控加工中有3种补偿:刀具长度的补偿;刀具半径补偿;夹具补偿。
这三种补偿基本上能解决在加工中因刀具外形而产生的轨迹问题。
下面是三种补偿在一般加工编程中的应用。
一、刀具长度补偿:1.刀具长度的概念刀具长度是一个很重要的概念。
我们在对一个零件编程的时候,首先要指定零件的编程中心,然后才能建立工件编程坐标系,而此坐标系只是一个工件坐标系,零点一般在工件上。
长度补偿只是和Z坐标有关,它不象X、Y平面内的编程零点,因为刀具是由主轴锥孔定位而不改变,对于Z坐标的零点就不一样了。
每一把刀的长度都是不同的,例如,我们要钻一个深为50mm的孔,然后攻丝深为45mm,分别用一把长为250mm 的钻头和一把长为350mm的丝锥。
先用钻头钻孔深50mm,此时机床已经设定工件零点,当换上丝锥攻丝时,假如两把刀都从设定零点开始加工,丝锥因为比钻头长而攻丝过长,损坏刀具和工件。
此时假如设定刀具补偿,把丝锥和钻头的长度进行补偿,此时机床零点设定之后,即使丝锥和钻头长度不同,因补偿的存在,在调用丝锥工作时,零点Z坐标已经自动向Z (或Z)补偿了丝锥的长度,保证了加工零点的正确。
2.刀具长度补偿的工作使用刀具长度补偿是通过执行含有G43(G44)和H指令来实现的,同时我们给出一个Z坐标值,这样刀具在补偿之后移动到离工件表面距离为Z的地方。
另外一个指令G49是取消G43(G44)指令的,其实我们不必使用这个指令,因为每把刀具都有自己的长度补偿,当换刀时,利用G43(G44)H指令赋予了自己的刀长补偿而自动取消了前一把刀具的长度补偿。
3.刀具长度补偿的两种方式(1)用刀具的实际长度作为刀长的补偿(推荐使用这种方式)。
使用刀长作为补偿就是使用对刀仪测量刀具的长度,然后把这个数值输入到刀具长度补偿寄存器中,作为刀长补偿。
使用刀具长度作为刀长补偿的理由如下:首先,使用刀具长度作为刀长补偿,可以避免在不同的工件加工中不断地修改刀长偏置。
数控加工工艺及编程 刀具补偿功能
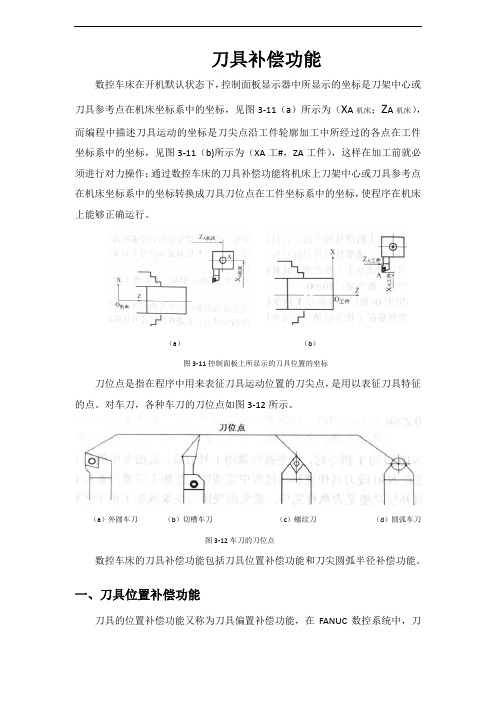
刀具补偿功能数控车床在开机默认状态下,控制面板显示器中所显示的坐标是刀架中心或刀具参考点在机床坐标系中的坐标,见图3-11(a)所示为(X A机床;Z A机床),而编程中描述刀具运动的坐标是刀尖点沿工件轮廓加工中所经过的各点在工件坐标系中的坐标,见图3-11(b)所示为(XA工#,ZA工件),这样在加工前就必须进行对力操作;通过数控车床的刀具补偿功能将机床上刀架中心或刀具参考点在机床坐标系中的坐标转换成刀具刀位点在工件坐标系中的坐标,使程序在机床上能够正确运行。
(a)(b)图3-11控制面板上所显示的刀具位置的坐标刀位点是指在程序中用来表征刀具运动位置的刀尖点,是用以表征刀具特征的点。
对车刀,各种车刀的刀位点如图3-12所示。
(a)外圆车刀(b)切槽车刀(c)螺纹刀(d)圆弧车刀图3-12车刀的刀位点数控车床的刀具补偿功能包括刀具位置补偿功能和刀尖圆弧半径补偿功能。
一、刀具位置补偿功能刀具的位置补偿功能又称为刀具偏置补偿功能,在FANUC数控系统中,刀具的位置补偿一般包括刀具形状补偿功能和刀具磨损补偿功能。
数控车床上应用刀具位置补偿功能,其作用一是设定工件坐标系,二是设定刀具的刀位补偿值。
1.刀具形状补偿功能在实际加工中,通常要用多把刀具加工零件轮廓,而每把刀装夹在刀架上的刀位点的位置是不同的,如图313所示。
编程时是以一把刀的刀位点为基准设定工件坐标系的,在加工时,必须将所有万具的刀位点都偏移到此基准点的位置,如图3-14所示,这在FANUC数控系数控车床上就需要通过刀具形状补偿功能来实现。
图3-13刀具装夹在刀架上刀尖点的位置图3-14刀具补偿后的刀尖点重合于一点FANUC数控系统刀具形状补偿功能在加工程序运行中是通过刀具指令(T功能)自动实现的,如T0202,表示调用2号刀具加工,并执行02补偿单元中的力具补偿量。
当加工程序运行至T指令时,刀架会移动一个预先设置到系统中的刀具形状补偿量(即如图3-14中所示的ΔX、ΔZ),自动完成刀具的位置补偿。
数控编程中刀具补偿的主要功能
在数控编程过程中,为了编程人员编程方便,通常将数控刀具假想成一个点,该点称为刀位点。
刀位点在加工和编制程序时,用于表示刀具特征,也是对刀和加工的基准点。
那么,数控编程中刀具补偿的主要功能有哪些。
数控车刀的刀位点有尖形数控车刀的刀位点通常是指刀具的刀尖、圆弧车刀的刀位点是指圆弧中心、成型刀具的刀位点通常也是指刀尖点。
1、刀具补偿功能在编程时,一般不考虑刀具的长度与刀尖圆弧半径,而只考虑刀位点与编程轨迹重合。
但在实际加工过程中,由于刀具长度与刀尖圆弧半径各不相同,在加工中势必造成很大的加工误差。
因此,实际加工时必须通过刀具补偿指令,使数控机床根据实际使用的刀具尺寸,自动调整各坐标轴的移动量,确保实际加工轮廓和编程轨迹完全一致。
数控机床的这种根据实际刀具尺寸,自动改变坐标轴位置,使实际加工轮廓和编程轨迹完全一致的功能,称为刀具补偿功能。
数控车床刀具补偿分刀具偏移和刀尖圆弧半径补偿两种。
2、刀具长度补偿功能刀具偏移是用来补偿假定刀具长度与基准刀具长度之间差值的功能。
数控车床系统规定X轴与Z轴之间可以同时实现刀具偏移。
刀具偏移可以分为刀具几何偏移和刀具磨损偏移两种,由刀具的几何形状和刀具安装位置不同产生的刀具偏移称为刀具集合偏移,而由刀尖的磨损产生的刀具偏移称为刀具磨损偏移。
3、刀具半径补偿功能(1)不加刀尖圆弧半径补偿加工圆弧和圆锥误差分析在理想状态下,我们总是将数控车床尖形刀具的刀位点假想成一个点,该点即为假想刀尖,在对刀时也是以假想刀尖进行对刀。
但实际加工中的车刀,由于工艺或其他要求,刀尖旺旺不是理想点,而是一段圆弧。
(2)刀尖圆弧半径补偿指令在判断刀尖圆弧半径补偿偏置方向时,一定要从Y轴的正方向观察刀具所处的位置,因此要特别注意前置刀架和后置刀架刀补偏置方向的区别。
对于前置刀架,为防止判断过程中出错,可在图纸上将工件、刀具及X轴同时绕Z轴旋转180度后再进行偏执方向的判断,此时Y轴朝外,刀补的偏置方向于后置刀架相同。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刀具半径补偿在数控车削中的应用摘要:全面介绍了数控车床加工过程中的刀具补偿,并且对数控车床不具备刀具半径补偿功能时的刀具补偿计算方法进行了阐述。
数控车削刀具半径补偿是数控系统中的重要功能, 正确地使用该功能, 在数控车削加工实践中能起到保证产品质量和提高生产效率的作用。
通过刀具半径补偿的矢量分析和应用, 介绍刀具半径补偿在数控车削编程加工中的正确使用方法。
关键词:数控车床;加工;刀具补偿Abstract:A comprehensive introduction of CNC lathe machining process, and the blade compensating for CNC lathe tool radius compensation function does not have the blade compensating calculation method is discussed in this paper. The numerical control turning tool radius compensation is the important function of CNC system, correctly use the function, in the numerical control turning processing practice can play to ensure the product quality and improve production efficiency. Through the compensation for the tool radius vector analysis and application is introduced, and the tool radius compensation in the numericalcontrol turning processing the correct use of programming method.Keywords: CNC lathe, Processing; Blade compensating前言数控车床通常连续实行各种切削加工,刀架在换刀时前一刀具刀尖位置和新换的刀具位置之间会产生差异,刀具安装也存在误差、刀具磨损和刀尖圆弧半径等误差,若不利用刀具补偿功能予以补偿,就切削不出符合图样要求形状的零件。
此外,合理利用刀具补偿还可以简化编程。
数控车床的刀具补偿可分为两类,即刀具位置补偿和刀具半径补偿。
在车削过程中,刀尖圆弧半径中心与编程轨迹会偏移一个刀尖圆弧半径值r,用指令补偿因刀尖半径引起的偏差的这种偏置功能,称为刀具半径补偿。
具有补偿功能的数控车,编程时,不用计算刀尖半径中心轨迹,只要按工件轮廓编程即可(按照加工图上的尺寸编写程序);在执行刀具半径补偿时,刀具会自动偏移一个刀具半径值;当刀具磨损,刀尖半径变小;刀具更换,刀尖半径变大时,只需更改输入刀具半径的补偿值,不需修改程序。
补偿值可通过手动输入方式,从控制面板输入,数控系统自动计算出刀具半径中心运动轨迹。
第一章刀具半径补偿的简介一. 刀具半径补偿正像使用了刀具长度补偿在编程时基本上不用考虑刀具的长度一样,因为有了刀具半径补偿,我们在编程时可以不要考虑太多刀具的直径大小了。
刀长补偿对所有的刀具都适用,而刀具半径补偿则一般只用于铣刀类刀具。
当铣刀加工工件的外或内轮廓时,就用得上刀具半径补偿,当用端面铣刀加工工件的端面时则只需刀具长度补偿。
因为刀具半径补偿是一个比较难以理解和使用的一个指令,所以在编程中很多人不愿使用它。
但是我们一旦理解和掌握了它,使用起来对我们的编程和加工将带来很大的方便。
当编程者准备编一个用铣刀加工一个工件的外形的程序时,首先要根据工件的外形尺寸和刀具的半径进行细致的计算坐标值来明确刀具中心所走的路线。
此时所用的刀具半径只是这把铣刀的半径值,当辛辛苦苦编完程序后发现这把铣刀不太适合要换用其他直径的刀具,编程员就要不辞辛劳地重新计算刀具中心所走的路线的坐标值。
这对于一个简单的工件问题不太大,对于外形复杂的模具来说重新计算简直是太困难了。
一个工件的外形加工分粗加工和精加工,这样粗加工程序编好后也就是完成了粗加工。
因为经过粗加工,工件外形尺寸发生了变化,接下来又要计算精加工的刀具中心坐标值,工作量就更大了。
此时,如果用了刀具半径补偿,这些麻烦都迎刃而解了。
我们可以忽略刀具半径,而根据工件尺寸进行编程,然后把刀具半径作为半径补偿放在半径补偿寄存器里。
临时更换铣刀也好、进行粗精加工也好,我们只需更改刀具半径补偿值,就可以控制工件外形尺寸的大小了,对程序基本不用作一点修改。
刀具半径补偿的使用是通过指令G41、G42来执行的。
补偿有两个方向,即沿刀具切削进给方向垂直方向的左面和右面进行补偿,符合左右手定则;G41是左补偿,符合左手定则;G42是右补偿,符合右手定则,如图3所示。
图3刀具半径补偿使用的左右手定则在使用G41、G42进行半径补偿时,应特别注意使补偿有效的刀具移动方向与坐标。
刀具半径补偿的起刀位置很重要,如果使用不当刀具所加工的路径容易出错,如图4所示。
图4刀具半径补偿的起刀位置如果使G42补偿有效的过程为刀具从位置1到2,则铣刀将切出一个斜面如图4中所示的A-B斜面。
正确的走刀应该是在刀具没有切削工件之前让半径补偿有效,然后进行正常的切削。
如图4所示,先让铣刀在从位置1移动到位置3的过程中使补偿有效,然后从位置3切削到位置2继续以下的切削,则不会出现A-B斜面。
因此,在使用G41、G42进行半径补偿时应采取以下步骤:☆设置刀具半径补偿值;☆让刀具移动来使补偿有效(此时不能切削工件);☆正确地取消半径补偿(此时也不能切削工件)。
记住,在切削完成而刀具补偿结束时,一定要用G40使补偿无效。
G40的使用同样遇到和使补偿有效相同的问题,一定要等刀具完全切削完毕并安全地推出工件以后才能执行G40命令来取消补偿。
把实际的刀具半径存放在一个可编程刀具半径偏置寄存器中 D ##;(可编程刀具半径偏置寄存器号。
)假设刀具的半径为零,直接根据零件的轮廓形状进行编程;CNC系统将该编号(寄存器号)对应的刀具半径偏置寄存器中存放的刀具半径取出,对刀具中心轨迹进行补偿计算,生成实际的刀具中心运动轨迹。
2.刀具半径补偿指令a)刀具半径左补偿 b)刀具半径右补偿刀具半径补偿分为:(1)刀具半径左补偿:用G41定义,刀具位于工件左侧;(2)刀具半径右补偿:用G42定义,刀具位于工件右侧;(3)取消刀具半径补偿:G40。
(4)刀具半径偏置寄存器号:用非零的D## 代码选择;对于车削数控加工,由于车刀的刀尖通常是一段半径很小的圆弧,车床而假设的刀尖点(一般是通过对刀仪测量出来的)并不是刀刃圆弧上的一点。
因此,加工中心在车削锥面、倒角或圆弧时,可能会造成切削加工不足(不到位)或切削过量(过切)的现象。
切削锥面时因切削加工不足而产生的加工误差。
因此,当使用车刀来切削加工锥面时,必须将假设的刀尖点的路径作适当的修正,使之切削加工出来的工件能获得正确的尺寸,这种修正方法称为刀尖半径补偿(ToolNoseRadiusCompensation,简称TNRC)。
(1)车刀形状和位置车刀形状和位置是多种多样的,车床形状还决定刀尖圆弧在什么位置。
此车刀形状和位置亦必须输入计算机中。
车刀形状和位置共有九种。
车刀的形状和位置分别用参数T1—W输入到刀具数据库中。
典型的车刀形状、位置与参数的关系。
(2)刀尖半径和位置的输入刀具数据库(TOOL DATA)数据项目。
加工中心X、Z为刀具位置补偿值(mm) (车床r值不用);R 为刀尖半径(mm):T为刀尖位置代码。
如果在程序中输入下面指令G OO G42 X100.0 Z3.0 TOl01;那么数控装置按照01刀具补偿栏内X、Z、及、了的数值自动修正刀具的安装误差(执行刀位补偿),车床还自动计算刀尖圆弧半径补偿量,把刀尖移动到正确的位置上。
(3)刀具半径的左右补偿1)C,41刀具左补偿。
顺着刀具运动方向看,刀具在工件的左边,称为刀具左补偿,用C,41代码编程。
2)C,42刀具右补偿。
顺着刀具运动方向看,刀具在工件的右边,称为刀具右补偿,用C.42代码编程。
3)C.40取消刀具左、右补偿。
车床如需要取消刀具左、右补偿,可编人C-40代码。
这时,车刀轨迹按理论刀尖轨迹运动。
(4)刀具补偿的编程方法及其作用加工中心如果根据机床初始状态编程(即无刀尖半径补偿),车刀按理论刀尖轨迹移动,产生表面形状误差6。
如程序段中编人G42指令,车刀按车刀圆弧中心轨迹移动,无表面形状误差。
可看出当编人G42指令,到达户:点时,车刀多走一个刀尖半径距离。
(5)刀具半径补偿的编程规则加工中心车床刀具补偿必须遵循以下规则:1)G40、G41、G42只能用GOO、G01结合编程。
车床不允许与G02、G03等其他指令结合编程,否则报警。
2)在编人G40、G41、G42的GOO与G01前后的两个程序段中,X、Z值至少有一个值变化。
否则产生报警。
3)在调用新的刀具前,必须取消刀具补偿,否则产生报警。
二、刀具刀尖圆弧半径补偿 G40、G41、G42指令数控程序是针对刀具上的某一点即刀位点进行编制的,车刀的刀位点为理想尖锐状态卜的假想刀尖A点或刀尖圆弧圆心O点(见图1 43)但实际加工中的车刀,由于工艺或其他要求,刀尖往往不是一理想尖锐点,而是一段圆弧。
当切削加土时刀具切削点在刀尖圆弧上变动(见图1 -44),造成实师切削点与刀位点之问的位置有偏差,故造成过切或少切(见图 1一44)。
这种由于刀尖不是一理想尖锐点而是一段圆弧,造成的加工误差,可用刀尖半径补偿功能来消除。
系统执行到含有T代码的程序段时,是否对刀共进行刀尖半径补偿,以及以何种力式补偿,由G代码中的G40、G41、G42决定。
G40:取消刀尖半径补偿,刀尖运动轨迹与编程轨迹一致;G41:刀尖半径左补偿,洽进给方向,刀尖位置在编程轨迹左边时G42:刀尖半径右补偿,错进给方向.刀尖位置在编程轨迹右边时。
刀尖半径补偿G41/G42是在加工平面内,沿进给方向看,根据刀尖位置在编程轨迹左边/右侧判断来区分的。
加工平而的判断,与观察方向即第而轴方向有关。
图1一45(b)为CJK6032数控机床的刀尖半径补偿方向。
由于数控程序是针对刀具上的刀位点即A点或O点(见图1一43)进行编制的,因此对刀时使该点与程序中的起点重合。
在没有刀具圆弧半径补偿功能时,按哪点编程,则该点按编程轨迹运动,产生过切或少切的大小和方向因刀尖圆弧方向及刀尖位置方向而异。