激光板料成型技术的研究与应用
激光制造技术的研究现状与应用

激光制造技术的研究现状与应用激光制造技术是一门在二十世纪六十年代开始发展的高精度制造技术,它利用激光光束的高能量和高度聚焦能力在小范围内进行精密的切割、打孔、刻印、熔化、焊接、淬火等加工。
随着激光器的不断改进和发展,激光制造技术在诸多领域得到了广泛应用,例如汽车工业,医疗器械制造,电子行业等等。
激光制造技术的研究现状在现代工业制造中,激光制造技术已经成为一项必不可少的高精度加工工艺。
研究人员不断探寻新的材料和新的加工方式来满足制造业日益增长的需求。
截至2021年,激光制造技术的研究方向主要可以分为以下几类:材料成形加工材料成形加工是激光制造技术中最常见的应用之一,其主要包括激光切割、激光打孔、激光刻印和激光熔化等加工方式。
目前,激光切割技术已经可以应用于钢板、铝板、不锈钢等材料的高精度加工。
激光打孔技术则可以用于多孔材料的加工,如过滤板、孔板等材料的精细加工。
激光刻印技术则可以用于外观设计、图文标识、二维码等细小物品的加工。
激光熔化则可以用于金属材料部件的焊接和后处理。
3D打印3D打印是激光制造技术中的一项全新应用,它可以通过激光光束逐层熔化粉末材料,实现不同几何形状的三维构造。
3D打印技术主要应用于金属、陶瓷、聚合物、生物材料等多种材料的制造,可以有效缩短制造周期和降低制造成本,并为传统制造业实现数字化转型提供了有力支持。
激光表面处理激光表面处理技术是一项重要的激光制造应用,其主要工艺包括激光去除、激光合金化和激光改性。
它可以在金属、塑料,陶瓷等材料表面进行高精度的加工,也可以用于新材料合成和传统材料性能的提升。
激光去除技术可以去除零件表面的氧化层、涂层或油漆等表面污染。
激光合金化技术可以在零件表面形成一层具有高硬度、耐磨性的金属合金层。
激光改性则可通过改变钢材表面的组织细节来影响其力学性能。
激光核聚变激光核聚变是一项基于大型激光装置的高能物理研究,它主要通过激光束聚焦实现高温和高压的共聚燃烧,从而实现轻核反应堆的研制和超新星爆炸等高能现象的研究。
双相钢激光拼焊板温成形拉深性能分析研究
3 结 论
() 1 通过 温单 拉 实验 , 盒形 件温 拉深 数值 模拟 与实 验分 析对 B 4 / 9 D 3 0 5 0 P双 相钢 激光 拼 焊板 的温 拉 深性 能进 行 了研究 。通过 实验 分别 得 到 了 B 4 / 9 D 3 0 5 0 P双 相钢 激光 拼 焊板从 室 温到 5 0 的力学 性 能 和 盒形 件 0℃ 温拉 深 的极 限拉 深高 度 , 实 际工 程 应 用 提 供 了一 定 为 的参 考价 值 。
dr w i or a lt . T he de p d a i or a lt fD P— W Bs o a m he tf r i g ha e n i — a ng f m biiy e r w ng f m biiy o T n w r s e o m n s b e n v s i t d by t q r up T e sl e t e tga e he s ua e c . n ie t s s, fnie e e e t a x rm e a n l i n de p d a i g i t l m n nd e pe i nt la a yss o e r w n
ofs a e c p,m e a 1gr ph c t s s we e us d t i e tga e t f r a iiy ofDP— qu r u t lo a i e t r e o nv s i t he o m b lt TW Bs a rou t va i s t mpe a ur s r n n r m o m e e r t e a gi g f o r o t mpe a u e t 0 r t r o 5 00 C. The r s t ho t t t o m i g t mpe a e uls s w ha he f r n e r— t e h s g e te f c n t or biiy o ur a r a f e to he f ma l fDP— t TW Bs,a d t or biiy i n he f ma lt s muc t e e he r h be t r wh n t y a e
板料激光成形的正交实验设计与量纲分析
根据正交性从全面试验 中挑选 出部 分有代表性 的点进行 试 验 ,这些有代表性 的点具备 了 “ 匀分 散 ,齐整可 比”的 均
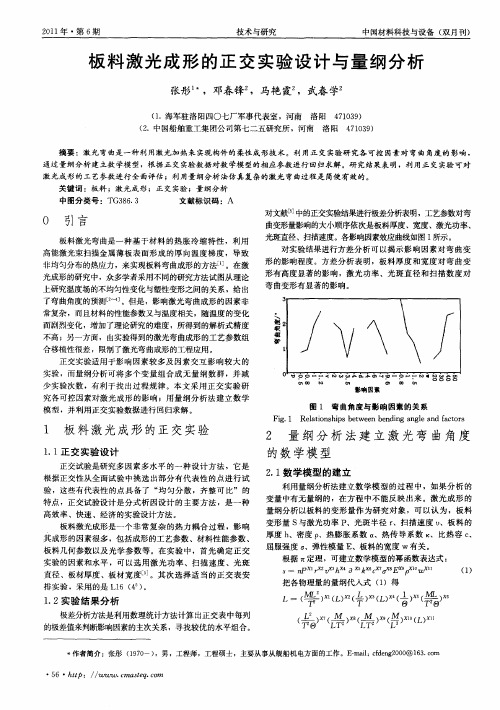
对文献[ 中的正交实验结果进行极差分析表明,工艺参数对弯 5 ] 曲变形量影响的大小顺序依次是板料厚度 、宽度、激光功率 、
光斑直径 、扫描速度 。各影响因素效应曲线如图 1 所示。
高能激 光束扫描金 属薄板表面 形成 的厚 向温度梯 度 ,导致 非均匀分布的热应力 ,来实现板料弯曲成形 的方法 。在激 ]
(.中国船舶重工集 团公司第七二五研 究所 ,河南 2
洛阳
摘 要 :激 光 弯 曲是 一 种 利 用 激 光加 热 来 实现 构 件 的 柔 性 成 形 技 术 。利 用 正 交 实 验 研 究各 可控 因 素 对 弯 曲 角度 的 影 响 ,
通过 量纲分析建立数 学模型 ,根 据正交实验数据对数 学模型的相应参数进行 回归求解 。研究结果表 明,利 用正 交实验 可对
直径 、板材厚度 、板材 宽度[ 。其次选 择适 当的正交 表安 5 ]
排 实验 ,采 用 的是 I 6 ( 。 1 4)
厚度 h 、密度 p 、热膨胀 系数 a 、热传导 系数 、比热容 c 、 屈服强 度 o 、弹性模量 E 、板料的宽度 w有关 。
根 据 定理 ,可建立数学模型 的幂函数表达式 :
而剧烈变化 ,增加了理论研究的难度 ,所得到的解析式精度 不高;另一方 面,由实验得到的激光弯曲成形的工艺参数组
、、
激光应用在材料加工中的研究

激光应用在材料加工中的研究一、引言激光作为一种集光、电、机等多学科于一体的综合应用技术,在材料加工领域发挥着重要的作用。
本文将就激光应用在材料加工中的研究进行探讨,分别从激光切割、激光焊接和激光钻孔三个方面进行讨论,以期对相关领域的科研和实践工作提供参考。
二、激光切割技术及其应用激光切割是激光加工技术中的重要分支之一,其将高能密度的激光束直接作用于材料表面,通过瞬间的能量转化,使材料迅速升温并融化、汽化,从而实现切割目的。
激光切割技术在材料加工领域具有广泛的应用。
首先,激光切割技术对于薄板材料的切割具有独特优势。
激光束的高能量密度和小热影响区使其能够实现精细、高速的切割,广泛应用于金属薄板的制作。
其次,激光切割技术对于非金属材料的切割也有成熟的应用。
如对于石材、玻璃等材料,激光切割技术能够实现精细的切割,并避免了传统机械切割中易产生的缺陷和损伤。
三、激光焊接技术及其应用激光焊接是利用激光束的高能量密度和小热影响区,将材料加热至熔点以上并进行熔化的一种焊接方法。
激光焊接技术具有焊缝狭窄、熔深度大、焊缝成形好等特点,在材料加工领域得到广泛应用。
激光焊接技术在汽车制造、航空航天、电子设备等领域具有重要的应用。
在汽车制造中,激光焊接技术可以实现车身零部件的高效焊接,提高产品质量和生产效率。
在航空航天领域,激光焊接技术可以应对复杂结构的焊接需求,提高焊接质量和可靠性。
在电子设备制造中,激光焊接技术可以实现微观焊接,满足电子器件的小型化和高密度集成要求。
四、激光钻孔技术及其应用激光钻孔技术是利用激光束的高能量密度和小热影响区,在材料表面产生融化、汽化等热效应,从而实现对材料的钻孔。
激光钻孔技术在制造业中得到了广泛应用,尤其在微细孔加工中具有独特优势。
激光钻孔技术可以实现无接触、高精度的孔加工,广泛应用于微电子器件的制作、精密模具加工等领域。
此外,激光钻孔技术还可以应对复杂材料的孔加工需求,如钨、钛合金等高强度材料。
激光喷丸成形金属板料的研究

Ke r s:ls rp e o mi g y wo d a e e n f r n ;me h ns ;a fcig fco s c a im fe tn a t r
20 年 6 , 02 月 美国加利福尼亚大学的 L w ec 具有加工柔性大、 a rn e 表面质量好和成形形状精确等多 Lvr oe i m r 国家重点实验室 的 H ce 等人在专利 e ak l
Re e r h o e h o o y o t l l t ls i s a c n tc n l g fmea a ep a tc p f r i g b a e h tp e i g o m n y ls rs o e n n Z HANG igq a ,Z X n —u n HOU inz o g GU n —u J -h n , a Yo gy
所示 .
种成形方法特别适合厚 的( 厚度超过 1 m 、 9 m)难成 形 的材 料 , 形起 着应 用 别 的 成 形 技术 无 法 成形 的 成 作用 . ]同年 4 月美国通用 电器公司的 U t nh e ne arr 形新技术与传统的模具加工相 比,
文章 编 号 :l 7—16 20 )20 3 —3 6 35 9 ( 0 60 —0 10
激光喷 丸成形金属板料的研究
张兴权 , 周建 忠, 顾永玉 ,王广 龙, 杨超君
( 江苏大学 机械工程 学院, 江苏 镇江 221) 103
摘要 :激光喷丸成形金属板料是一种新技术. 即用高功率短脉宽的强激光辐 照板材 , 当激光诱 导的冲击波幅值超过
板材的动态屈服极 限时, 板材的表 层产生 了 可恢复 的微观 塑性 变形 , 不 从而使板材在 厚度 方向上产生 了不均 匀残
激光微成形技术的研究及应用
效应 , 已经成为微塑性成形领域 的研究热点。 目前 , 激光技术在板
料微 成形领域 的应用研究 主Байду номын сангаас包括 : 激光微弯 曲成形、 激光微冲
加工和装配校形 中显得尤为重要。 而传统微成形领域 中无法避免 击成形和激光辅助加热微成形。 的尺度效应( 如零件的尺寸和形状 、 晶粒的大小和位置取 向、 摩擦 外学者正在致力于开展新型微成形技术的探索 , 以满足高精度成 形和新型材料 的加工 。
机 械 设 计 与 制 造
M a h n r De i n c ie y sg 文 章编 号 :0 1 39 (0 0 1- 0 6 0 10 — 9 7 2 1 ) 10 4 — 3 & Ma ua t e n f cur
第 1 期 1
21 0 0年 1 1月
激 光微 成 形技 术 的研 究及 应 用 术
;成形精度的主要因素, 介绍了国内外激光微成形技术在精密成形和精确校形方面的应用研究进展 , 最后展 ;望了 激光微成形技术的发展前景。 9
:
关键词 : 激光技术; 激光微弯曲; 激光微冲击成形; 激光辅助加热 ; 尺寸效应
;
【bt c】 a r ioo i a eb r i n nh gehog,h h ab n f u i l A satLs c fr n i fx lpes f i i cnly i s e o sn r em r m gs l ie ci i sn t o w c h e a c o
icse.hnteapiao efr igadl efn dut n a it d cd tath rset usd e p l t no l r omn n r eajs T h ci f a s s a i met s nr ue. , e o c W o A l t p p s
激光喷丸成形金属板料的研究

激光喷丸成形金属板料的研究近年来,随着制造业技术和材料的快速发展,金属板料的成形工艺在工业领域日益受到重视。
在近十几年的发展中,激光喷丸成形工艺已经开始受到广泛关注,因其对板料材料表面质量有着良好的控制能力。
本文以激光喷丸成形金属板料为主题,重点讨论其发展历史、相关技术及其在自动化生产领域的实际应用。
首先,可以从1980年代激光喷丸成形技术出现讲起,当时由美国宇航局以及其他机构开发了激光喷丸成形技术,以满足航空航天行业的高质量需求。
目前,激光喷丸成形技术的发展已经较为成熟,主要应用于汽车、航天和军用等行业。
激光喷丸成形技术主要包括喷丸装置、循环水冷却系统、工作台和激光装备等,它的主要特点是:金属材料的表面精度高,成形效率高,加工精度高,材料利用率高。
其次,在激光喷丸成形技术发展过程中,已经推出了一些改进性质的技术。
其中,激光重复喷丸成形技术是一种新兴技术,它是在单次喷丸成形技术的基础上进行了优化,利用激光束来集中喷丸,从而达到更小的成形半径,更高的成形精度。
另外,激光喷丸辅助热处理技术也是一项新的技术,其目的是在准备成形的金属片上进行热处理,以提高围型精度和表面光洁度。
最后,随着自动化生产技术的发展,激光喷丸成形技术已经成为自动化生产流水线中不可缺少的技术。
它可以满足高速、高效、质量稳定的生产需求,并可以提高产品的竞争力,为企业节约大量的生产成本。
目前,激光喷丸成形技术已经被广泛应用于航天领域,在航天飞行器、太阳能电池板、推进剂等领域有着广泛的应用。
综上所述,激光喷丸成形技术在金属板料成形行业中具有重要意义。
它不仅具有良好的控制能力,还具有较高的精度、高效率、抗腐蚀性等优点。
同时,激光喷丸成形技术在自动化生产领域也取得了良好的实践应用,为企业提供了更高效、灵活的生产方式,为企业带来更高的技术竞争力。
未来,随着新技术的出现,激光喷丸成形技术将发挥更大的作用,为工业领域提供更多更好的支持。
综上所述,激光喷丸成形技术是一种有效的金属板料成形技术,它不仅具有良好的控制能力,还具有较高的精度、高效率、抗腐蚀性等优点,因此在工业领域越来越受到欢迎,并开始受到广泛关注。
激光送丝熔敷成形技术的基础及应用

激光送丝熔敷成形技术的基础及应用概述激光送丝熔敷成形技术是一种通过激光熔化金属线材,然后在工件表面进行熔敷成形的加工工艺。
这种技术在航空航天、汽车制造、模具制造、医疗器械等领域具有广泛的应用前景。
在本文中,我们将详细介绍激光送丝熔敷成形技术的基础原理、关键技术以及应用场景。
基础原理激光送丝熔敷成形技术是一种将金属线材通过激光熔化,然后在工件表面进行熔敷成形的加工工艺。
与传统的焊接工艺不同,激光送丝熔敷成形技术可以直接在工件表面上进行加工,能够实现高精度、高效率、高质量的成形效果。
激光送丝熔敷成形技术的基础原理是利用激光束对金属线材进行照射,使其在短暂的时间内迅速升温并熔化。
由于激光束的能量密度极高,使得熔化后的金属线材能够迅速流动并在工件表面形成一层薄膜。
通过控制激光束的位置、功率以及金属线材的供给速度,可以实现对工件表面形成不同的形状和结构。
关键技术激光送丝熔敷成形技术是一种复杂的加工过程,需要掌握多项关键技术,包括金属线材的选型、工艺参数的控制、激光束的聚焦和定位等。
1. 金属线材的选型金属线材的选型是激光送丝熔敷成形技术中的一个重要环节。
不同的金属线材有不同的熔点和熔化性能,因此在选型时需要考虑到工件的材料及其加工要求。
常用的金属线材包括铝合金、钛合金、不锈钢、镍基合金等。
2. 工艺参数的控制工艺参数的控制是影响激光送丝熔敷成形效果的关键因素。
主要包括激光功率、扫描速度、金属线材的供给速度和工件的温度控制等。
合理的工艺参数可以保证成形的质量和效率,同时也可以减少材料的损失和成本的浪费。
3. 激光束的聚焦和定位激光束的聚焦和定位是激光送丝熔敷成形技术中的另一项关键技术。
激光束的聚焦决定了熔化金属线材的深度和宽度,而激光束的定位则决定了成形轮廓的形状和精度。
因此,需要使用高精度的激光聚焦和定位设备。
应用场景激光送丝熔敷成形技术在航空航天、汽车制造、模具制造、医疗器械等领域具有广泛的应用前景。
以下是一些应用场景的介绍:1. 航空航天在航空航天领域,激光送丝熔敷成形技术能够制造出高强度、高温、高韧性的金属部件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光板料成型技术的研究与应用—金属板料激光成型技术研究与应用摘要:金属板料成型技术的研究一直是国内学者研究的热点,其传统的方法采用模具加工进行冷冲压成型,虽然生产效率高和大批量生产的特点,但存在生产准备时间长,加工柔性差,模具费用高等不足,且仅适用于低碳钢等薄板材料。
由于金属材料的热胀冷缩特性,当其受到不均匀加热时,将会在材料内部产生热应力。
板料激光成型技术就是一种利用高能激光束扫描金属薄板表面,在热作用区产生强烈的温度梯度,导致非均匀分布的热应力,使金属板料发生塑性变形的工艺方法。
随着中小型高功率激光器技术的成熟和商品化设备的推出,人们纷纷把目光转向激光无模成型,以实现板料的快速、高效、精确和柔性成形,以适应产品快速更新的市场竞争需要。
金属板料的激光无模成形方法主要包括激光热应力成型和激光冲击成型。
关键词:激光金属板料成型热应力冲击正文:激光成型是一种利用激光作为热源的热应力无模成型新技术。
介绍了板料激光成型技术的工艺过程及影响激光成型的主要因素,通过实验研究了激光能量因素、板料的材料性能及几何参数对板料弯曲角度的影响金属板料的激光热应力成形是一个非常复杂的热力耦合过程,成形影响因素很多。
主要与激光参数、材料种类和尺寸等有关。
国内外的学者经过实验研究得出较为相似的结论:首先,激光能量因素影响着激光热应力成形中的弯曲角的形成和热影响区的大小。
激光能量因素由能量密度来表征,同时扫描次数和轨迹也影响激光的吸收。
实验证明,在输入总能量一定时,大能量密度的输入、短时间的加热有利于增加弯曲角。
其次,材料的热物性和力学性能对激光弯曲成形的影响较为复杂,目前尚无法对此进行定量分析。
同时实验表明,在同样的工艺条件下材料的比热和热传导率越大,则成形过程中的温度梯度不明显,由此产生的热应力也不大,最后产生的弯曲角也就越小。
屈服极限低、弹性模量小、硬化指数小的材料,易产生大形在同样的工艺条件下可获得大的弯曲角;影响弯曲角的几何尺寸因素主要是板材的宽度和厚度。
板料越厚,截面模量越大,刚性也越大,因而热应力弯曲变形的抗力也越大,从而使成形的弯曲角减小。
板料越宽,一个加热冷却循环获得的弯曲角也就越大,但当板宽超过一定值时,其影响不再显著。
此外,在激光热应力成形中,坯料的放置、装夹等也会影响成形的最终质量金属板料激光无模成形是一种先进柔性制造技术,它包括激光热应力成形、激光冲击成形二种方法,本文分别介绍它们研究的现状、机理、特点,同时也指出其存在的问题。
一. 激光热应力成形激光热应力成形是利用连续CO2激光扫描金属板料时,在热作用区域内产生强烈的温度梯度,引起超过材料屈服极限的热应力,使板料实现热塑性变形。
1985年,日本学者Y. Namba发表了Laser Fonning inSpace一文,在对板料激光热应力弯曲成形初步实验和研究的基础上,提出了一个大胆的设想,即用激光弯曲成形技术构建宇宙空间站。
Y. Namba的奇异构想,引起了学术界对激光弯曲成形板料的高度重视.其实早在1979年,德国就有人注册一项关于激光弯曲成形技术初步应用的专利,但遗憾的是一直没有引起人们的注意。
Y. Namba 的大胆的构想使人们认识到激光弯曲成形的广泛应用前景,开始对该技术进行了系统的研究。
作为前期的研究,1987年,Y. Namba也发表了另一篇关于金属和合金板料激光弯曲成形研究的论文,进行了一般的实验性的研究。
80年代末美国一个研究小组已将该技术用于造船业,并成功地成形了厚度为24.5mm壳波兰基础技术研究所的H.Frackiewicz教授利用激光热应力成形已先后制造了形件、球形件、披纹管及金属管的扩口缩口等,其研究成果已在美国、日本欧共了技术专利。
德国学者M.Geiger和F.Vollertsten等领导的激光研究小组在激力弯曲成形方面取得了很大的成就,他们不但研究变形的机理,成形过程数值模以及该技术应用领域与前景等方面进行极有价值的研究,而且在激光弯曲成形与激光加工其它加工工艺的复合化方面进行了尝试性研究,并且该技术已被运用于汽车制造业,进行了汽车覆盖件的柔性校平和其它异形件的成形,而且他们对激光弯曲成形实行计算机闭环控制,提高板料变形的精度,弯曲角的精度可达。
2000年,P.J.Cheng利用神经网络预测板料弯曲的角度。
据互联网报到G.Thomson 等人用激光热应力成形了汽车车门,代表了该领域应用研究的较高水平,说明其工艺技术基本上满足工业需要。
国内对激光热应力成形的研究起步较晚,燕山大学的李纬民首先在国内介绍了板料激光热应力成形新工艺,北京航空航天大学的王秀凤用实验的方法对敏合金等材料板料的激光弯曲成形的规律进行了研究。
华中科技大学的刘顺洪等人采用大功率CO2激光器研究了低碳钢板的三维激光热应力成形,探讨了工件原始截面、扫描路径、扫描顺序对成形结果的影响,指出平板弯曲是在升温阶段瞬间完成的,而预弯试件弯曲过程要长得多,从升温阶段持续到降温后温差消失,量终的弯曲角比平板的小。
西北工业大学季忠等人率先对激光热应力成形时的技术参数、温度场和形变场等进行了系统的实验和理论研究,并采用非线性有限单元法,用间歇跳跃式移动光源模拟激光束的连续扫描.对厚板激光热应力成形时的温度场进行了动态显式有限元模拟。
激光热应力弯曲成形与激光器的功率、激光扫射的次数、板料的长宽比等因素有关。
与常规成形技术相比,激光成形技术有一些独特的优点:1)采用激光源作为成形工具,无需任何形式的外力,因而生产周期短,柔性大;2)因不受模具限制,可容易地复合成形,制作各类异形件,属于真正意义上的无模成型;3)属于热态成形,可成形在常温下难于成形的难变形或脆性材料;4)采用的激光束模式无特殊要求.易于实现成形、切割、焊接等激光加工工序的复合化。
但热应力成形技术中还存在许多问题有待于进一步深入的研究:影响激光成形的因素较多,目前特别复杂的三维形状还难以精确成形;热量直接作用于工件表面,形成的热效应负面影响大,表面品质较差;由于成形是靠拉应力作用,成形后有害残余的拉应力影响产品的使用性能。
二. 激光冲击成形术激光冲压金属板料成形利用高功率密度短脉冲的强激光透过透明约束层(菠璃或水)作用于覆盖在金属板材表面吸收能量转换体(黑漆)上吸收能量而汽化,汽化后的蒸汽急剧吸收激光能量并形成等离子体而爆炸,形成一动量脉冲,产生向金属内部传播的强冲击波,使板料发生塑性变。
最早研究激光冲击成形是美国加利福尼亚大学的Lawrence Livermore国家重点实验室Hackel 等人。
2002 年6 月,他们在专利中提出了利用激光冲击强化装置对金属板材进行三维弯曲成形的成形原理和精确成形方法[圳,并设想了将激光冲击用于板材和杆件的校形。
并称该技术已成功地应用到航空航天和军事领域中关键部件成形制造中去,如战斗机的机翅、导弹头等。
同年,美国通用电器公司的Untemshrer,Josef Robert等人在专利中也提到了相似的成形理念。
他们在专利中也特别强调了进行成形时,对-些激光参数的控制非常重要。
美国学者hackel领导的研究小组已用激光喷丸方法对2024-T3航空铝合金板料进行精确成形,即是其成形的厚度为15.9mm、双向曲率皆为3.81m的马鞍形的外形图。
国内最早提出激光冲击成形这一新概念的是江苏大学张永康等人。
他们提出利用激光冲击波的力效应使金属板料成形是源于在激光冲击强化实验中的发现。
周建忠等人用实验的方法对锻铝、不锈钢等材料进行了实验,总结了激光的能量、脉宽、光斑的直径的大小、材料的力学性能等工艺参数对板料变形量的影响,吉维民等人用ANSYS/LSDYNA对金属板料的激光冲击过程进行模拟l。
单点冲击是整个冲击成形的基础,复杂形状的零件可以通过多点冲击来完成。
目前激光冲击板料成形还集中在单点冲击上,多次多点激光冲击成形复杂形状的实验和工艺步骤正在研究中。
三. 与传统的加工方法相比,其具有显著特点:1)变形压力高,作用时间短,应变率高。
激光冲击成形时,冲击波产生的峰值压力可达到GPa量级,而且冲击波作用时间仅为几十ns,应变率很高,可以达到。
使得激光冲压成形可以快速高效的实现;2)无需模具,不需外力,仅需要优化激光加工参数,就可以实现无模成形。
属于力作用下的冷冲压变形,成形后板料表面有残余压应力作用,使金属板料的成形性能得到提高;3)选择激光脉冲能量、激光冲击轨迹、叠加方式等可实现自动化生产。
并可集大面军只复杂板料弯曲、局部胀形和仿形、校直等多种工艺于一体;4) 激光参数精确可控,可以预计板料以后的成形轮廓。
在激光冲击成形时,仅是激光和板料发生作用,没有其他影响因素,因此可以通过控制激光参数和路径的方法,来预测板料成形后的形状。
结束语:关于这一成形技术的力学基础研究还很薄弱;冲击成形过程中的一些问题亟待解决完善,如不同平面相交处冲击搭接区的冲击的工艺过程和控制较为复杂,并且伴随着表面强化,致使板材的屈服强度提高,导致搭接区的材料塑性流动困难,使后继变形困难;高能激光束冲击靶材引起的高幅应力波的时空分布及其对材料的加载特性等。
本文主要介绍了两种金属板料激光成形方式的成形机理、技术特点、影响因素、研究现状和前景,并分析了这两者各自存在的亟待解决的关键问题。
国内外对激光热应力成形的研究开展得较早,因而这项术在工业加工中的应用相对较多;而激光冲击成形和激光喷丸成形作新提出的技术,对这两者的研究仍处于深入阶段,工业应用业已出现,但主要集中在国外。
这两种激光板料成形方式目前亟代解决的问题是:(1)精确理论模型的建立和深层机理的研究;(2)成形的精确可控。
可以预见,随着对这两种激光板料成形技术研究的深人和计算机数控和数值模拟分析等相关学科的发展,尤其是高功率和高重复率脉冲激光器问题的解决,激光板料成形技术将不断投入工业实用。
对于它们的研究,将丰富和发展热应力成形和高应变率超快塑性变形的基论.进而丰富和发展现代先进制造技术。
作为快速敏捷和极大柔性的先进制造技术,激光板料成形加工必将产生巨大的经济效益和社会效益。
金属板料激光成型技术是一种新技术,它涉及机械学、材料学、力学和热学等多学科,是一门多学科交叉的技术,必须以实验技术为依托,进一步优化工艺参数,建立完整的工艺数据库系统。
同时它作为一种快速敏捷和极大柔性的先进制造技术,特别适合新产品的开发和小批量生产,对它的研究必将会对饭金业产生深远的影响,并产生良好的经济效益和社会效益。
参考文献:【1】.陈敦军,吴诗淳,向毅斌,李淼泉.板料激光成形的机制及其应用『J1.兵器材料科学与工程,2000,23(6):58~61.【2】.Cheng J G’Zhang J,Chu C C,et a1.Experimental study and computer simulation of fracture toughness of sheet metal after laserforming[J].The International Journal of Advanced ManufacturingTechnology,2004,24(12):830-836.【3】. M.Geiger,M.Merklein.Laser and forming technology一an idea and the way of implementation【J].Journal of Materials Processing Tech nology,151(2004):3-1 1.【4】. T Hennige,Holzer S,Vollertsen F,et a1.On the working accuracy of laser bending[J].Journal of Material Processing Technology,1997 71:422~432.【5】.季忠.板料激光弯曲成形工艺参数优化设计.锻压技术,2002,27(6).【6】.季忠.基于遗传算法的板料激光弯曲成形工艺优化设计.锻压设备与制造技术,2003,38(5):79~82.【7】.周建忠,张永康,杨继昌.基于激光冲击波的板料塑性成形新技L丌.中国机械工程.2002,13(22):1938~1940.。