PVC透明片材工艺.ppt
高透明硬质、软质PVC的生产概述
高透明硬质、软质PVC的生产与配方组成――广东若天•傅松平由于PVC分子结构的特殊性能,在生产PVC产品时,我们可以通过配方的多变性,添加不同的改性剂,生产出性能不同的PVC产品,如:硬质和软质PVC产品,透明度很高的产品和非透明PVC产品和高弹性PVC产品。
高透明PVC制品它的透光率要高于聚乙烯。
但和聚丙烯,聚苯乙烯、聚甲基丙烯酸甲脂、聚碳酸脂一样有着很强的透光率。
但随着配方的不同,它的透明度和透光率也有所不同。
配方的不同,生产的产品透明度和硬度也会不同,并且硬度和柔韧性会相差很大,PVC硬质产品其硬度很高,并且硬质制品在打折和拉伸时会出现白化现象。
硬质PVC制品有很多如,高透明硬质管材、板材、灯具、装饰品等。
软质制品有一定的柔性、韧性和弹性。
软质产品有透明PVC材料,PVC管材、薄膜、遮阳膜、压廷膜。
生产高透明PVC产品,首先要从原材料上进行选择和区分,硬质高透明PVC的生产,比硬质PVC和非透明PVC 要复杂、生产工艺要难,对原材料的质量要求、生产工艺要求要高、生产质量控制要严格的多。
当一个环节出现问题时所生产的产品就会出现变色,发黄,透光性减弱。
软质产品还会出现析出,会使产品发粘,产品之间出现粘连,加速产品的老化、使性能变差,并有异味产生。
最终使产品变为废品所以当我们生产高透明硬质和软质PVC产品时,一定要对原材料、生产工艺,生产配方严加管理。
高透明PVC产品和PP, PS, PC,PMMA,相比具有以下特点,(1)机械强度好,(2)生产成本价格低,(3)硬软度可以根据生产配方自我调控。
但生产难度比PP, PS, PC,PMMA要大。
PP, PS, PC,PMMA等树脂直接用所购的单一原材料就可以生产,但高透明PVC产品需按生产配方进行生产,生产配方和原材料加入的不同,生产的产品就会有所差别。
一、原材料的选择高透明硬、软质PVC产品在生产时首先要对原材料进行选型和比较,要严格的挑选,要求PVC均聚物的粘数/(ml/g)要在一定的标准范围,K值应达到要求标准。
塑料中常用透明原料的特性与注塑工艺(doc 9页)
塑料中常用透明原料的特性与注塑工艺(doc 9页)透明塑料由于透光率要高,必然要求塑料制品表面质量要求严格,不能有任何斑纹、气孔、泛白。
雾晕、黑点、变色、光泽不佳等缺陷,因而在整个注塑过程对原料、设备。
模具、甚至产品的设计,都要十分注意和提出严格甚至特殊的要求。
其次由于透明塑料多为熔点高、流动性差,因此为保证产品的表面质量,往往要在机高温度、注射压力、注射速度等工艺参数作细微调整,使注塑料时既能充满模,又不会产生内应力而引起产品变形和开裂。
下面就其在原料准备。
对设备和模具要求、注塑工艺和产品的原料处理几方面,谈谈应注意的事项。
(一)原料的准备与干燥由于在塑料中含有任何一点杂质,都可能影响产品的透明度,因此在储存、运输,加料过程中,必须注意密封,保证原料干净。
特别是原料中含有水分,加热后会引起原料变质,所以一定要干燥,并在注塑时,加料必须使用干燥料斗。
还要注意一点的是干燥过程中,输入的空气最好应经过滤、除湿,以便保证不会污染原料。
其干燥工艺如表2,表2,透明塑料的干燥工艺:材料干燥温度(℃)干燥时间(h)料层厚度(mm)备注pmma 70~80 2~4 30~40pc 120~130 > 6< 30采用热风循环干燥pet 140~180 3~4 采用连续干燥加料装置为佳(二)机筒、螺杆及其附件的清洁为防止原料污染和在螺杆及附件凹陷处存有旧料或杂质,特别热稳定性差的树脂存在,因此在使用前、停机后都应用螺杆清洗剂清洗干净各件,使其不得粘有杂质,当没有螺杆清洗剂时,可用pe、ps 等树脂清洗螺杆。
当临时停机时,为防止原料在高温下停留时间长,引起降解,应将干燥机和机筒温度降低,如pc、pmma等机筒温度都要降至160℃以下。
(料斗温度对于pc应降至100℃以下)(三)在模具设计上应注意的问题(包括产品的设计)为了防止出现回流动不畅,或冷却不均造成塑料成型不良,产生表面缺陷和变质,一般在模具设计时,应注意以下几点。
pvc单层透明管生产工艺流程

pvc单层透明管生产工艺流程pvc单层透明管是我们平时比较常见的一种管材类型,其应用该领域很多,发挥了重要的作用。
pvc 单层透明管适用于工农业、工程、渔业养殖、水族养殖等领域,常温下,一般工作压力的液体输送,也可用作门锁把柄护套、工艺礼品包装及儿童玩具配套产品。
pvc单层透明管质轻价廉、柔软,有弹性、无毒,品质好。
下面请三通塑胶给大家介绍一下pvc单层透明管生产工艺流程和特性介绍。
【pvc单层透明管生产工艺流程】生产流程原料+助剂配制→混合→输送上料→强制喂料→锥型双螺杆挤出机→挤出模具→定径套→喷淋真空定型箱→浸泡冷却水箱→油墨印字机→履带牵引机→抬刀切割机→管材堆放架→成品检测包装用途:适用于工农业、工程、渔业养殖、水族养殖等领域,常温下,一般工作压力的液体输送,也可用作门锁把柄护套、工艺礼品包装及儿童玩具配套产品。
特征:本产品质轻价廉、柔软,有弹性、无毒,品质好。
使用温度:-5-65【pvc单层透明管特性】pvc单层透明管是一种新型的高分子材料,有很好的耐高温()和耐低温(-40-60)性能,有良好的生理稳定性,而且能够经受反复多次苛刻和消毒条件,具有回弹性和变形小(20048小时不大于50百分之),击穿电压为(20-25KV/mm),耐臭氧,耐紫外。
耐辐射等特点,特种硅橡胶具有耐油性能,例如:氟硅橡胶其主要特点具有优良的耐油。
耐溶剂性能,它对于脂肪族。
芳香族和氯化烃溶剂。
石油基的各种燃料油。
液压油及某些合成油,如酯类润滑油。
硅酸酯液液压油等在常温下的稳定性都很好,苯撑硅橡胶具有优良的耐高温辐射的性能,r射线高达1×109仑琴时还能保持弹性。
在电性能方面,在受潮遇水或温度升高时,变化较小,即使短路燃烧生成的二氧化硅仍为绝缘体,这就保证电气设备继续工作,所以适宜制作电线、电缆、引接线。
【pvc单层透明管应用领域】表面性能方面,梳水,对许多材料不粘,可起隔离作用。
由于硅橡胶具有许多优异性能,可以解决一些国防军工,民用工业各方面设备上配套需要。
聚氯乙烯PVC材料概述PPT课件

.
20
六、医用PVC
聚氯乙烯(PVC)类材料制造的方便性、以及这类材料与静脉 (intravenous,IV)注射液和血液之间良好的相容性,使其在医疗领域有 广泛的应用。
PVC在各种各样的医疗产品中有着悠久的使用历史。PVC在医疗产品 中的应用包括输液袋、输血袋、输注设备等等。这些医疗设备经过了世 界范围内包括FDA在内的无数政府机构和独立健康机构的严格的监管审查。 在过去40多年的使用过程当中,这些材料的安全性已经经过了50亿到70 亿急性接触住院天数以及10亿到20亿慢性接触住院天数的证明,并没有 发现PVC类材料具有任何反作用。
.
19
3.阻燃剂:
能阻止燃烧,降低燃烧速度或提高着火点的物质。
4.发泡剂:
是一类能使处于一定黏度范围内的液态或塑性状态的塑料、橡胶 形成微孔结构的物质。
物理发泡剂
利用其在一定温度范围内物理状 态的变化而产生气体,在使用过 程中不发生化学变化
发泡剂
化学发泡剂
指在发泡过程中通过化学变化 产生气体而达到发泡目的的物 质
.
9
5.卫生性:
工业生产的PVC 树脂本身是无毒的,他的卫生性主要有 两个方面:
(1)树脂中残留的氯乙烯单体,经试验证明是对人体有害 的;
(2)在加工过程中使用的许多工业助剂,尤其是热稳定剂 具有不同程度的毒性。
近年来,随着PVC合成技术的提高,PVC树脂中氯乙烯单 体的含量成功降低到5x10-6以下,可生产出食品级PVC树脂。
ACR是一类丙烯酸酯类共聚物,是PVC最常用的加工改性 剂。
.
13
(4)加工设备适应性
PVC是热敏性树脂,成型加工中极易热分解。因此,除了加入稳定剂外, 成型加工设备应具有避免物料长期受热、便于熔体流动的特性。 a.选用深螺槽螺杆; b.采用快速塑化和高速注射工艺; c.制品设计避免尖角,规避应力集中; d.设备、模具与PVC接触的部分应注意防腐处理。
PVC透明硬片压延成型工艺
为适 应 国 内包 装 行 业 的 需 要 全 国 许 多 塑 料 厂先 后 从 日 本 原 西 德 等 国 引 进 了若 干 条 PV C 容积 0 2 1 . 时 , , 电机 功 率 1 / 6 kw 8 3 一 转 速 60 。 , 一 2 r 3 0 m / in , , 上 海 北 蔡 轻工 机 械 厂 生 产 120 X 透 明 硬 片的 压 延 生 产 线 但 由于 原 料 配 , 、 , 、 (2 ) 率 30 kw 12 0 J S 25A . 型挤出机 总加热功 , 方 及 压 延 工 艺 等 因 素 影 响产 品 的 质 量 因 此有 必 要 对 使 用 国 产 设 备 国 产 原 料 的 压 延 生 产工 艺 进行 广 泛 深人 的 研 究 以 加 强 相 互 学 习 与 交 流 。 , 电 机 功率 7 5 忍 5 k w , 。 塑 化能 力为 , kg 小 螺 杆 中心 有 孔 可 通 过 导 热 油 调 温 , 上 海挤 出机 厂 生产 本 文在 总结 生 产经 验的基 础上 对无 毒 透 明硬 片 的压 延 成 型工 艺 进 行 了较 为详 , 。 , (3 ) 格 为 中以刃 叽场 S M 型 五 辊 压延 机 压延 辊 的 规 PV C
page 3
一 一 日 回扭 i三 回 回 回 国 一 们 选 用 了 国 标 厌 ; 一7 型 牌 号 的 P 收 稿 日期 : 1 9 7 一 一成 品 C V , 粘度 05 一 20 。 沈 民 光等 P V C 透 明 嫂 片 压 姓 展型 一 乙 1 50 一 1 60 厘 泊 K , . . . 值 x 6 0 左 右 聚合 度 , 0 7 0 , 抓 一9 5 。 a / , 分) , 忍 ] 与 P v C 溶 解度 参数 [ ( 6 = 9 5 一 ‘ 。 . 乙 烯 单体 含 量小 于 5 0 1 一 6。 9 70 . 3 如1 ) 勺 接近 而达 到 相容 的 效果 (2 ) 稳定 剂 , 用 挤 出喂 料 压延 法 生 产吸 塑 , , 、 (5 补 色剂 ) , PV C 在 加 工 过程 中 虽 有稳 定 。 , , 成型 用 的 P V C 无 增 塑 硬 片 由 于 工 艺 流 程 短
最新[详细讲解]聚氯乙烯(PVC)型材配方设计和加工工艺ppt课件
![最新[详细讲解]聚氯乙烯(PVC)型材配方设计和加工工艺ppt课件](https://img.taocdn.com/s3/m/6abcd504b14e852459fb573a.png)
HH
引发剂残基
HH HH HH
R C C C C+C
H H n H Cl
Cl
C R' H
R C C C C C C R'
H H n H Cl Cl H
α、β双氯结构Βιβλιοθήκη 偶合终止端基不饱和键
H2C CH + HC CH2
ktd
Cl
Cl
歧化终止
H2C
CH2 + HC
C H
Cl
Cl
湖南师范大学高分子材料研究所
表1国产悬浮法树脂型号与用途
型号
SG-1 SG-2 SG-3
SG-4
SG-5 SG-6 SG-7 SG-8
平均聚合 温度/℃
48.2 50.5 53.0
56.5
58.0 61.8 65.5
粘数/ηn
154~144 143~136 135~127
126~118
117~107 106~96 95~85 85~75
2、链增长阶段
H2 C
CH + H2C
Cl
kp
CH Cl
H2 C
CH
CH2
CH (头-尾)
Cl
Cl
H2 C CH
H C
CH2 (头-头)
Cl Cl
湖南师范大学高分子材料研究所
第四节 聚合反应机理及结构
3、链终止阶段
H2C CH + HC CH2
ktc
Cl
Cl
H2C CH Cl
H CC
H2 Cl
(偶合终止)
第一节 聚氯乙烯的降解机理
烯丙基氯
Cl
叔碳氯
Cl
PVC_MBS透明片材中晶点的组成及成因分析
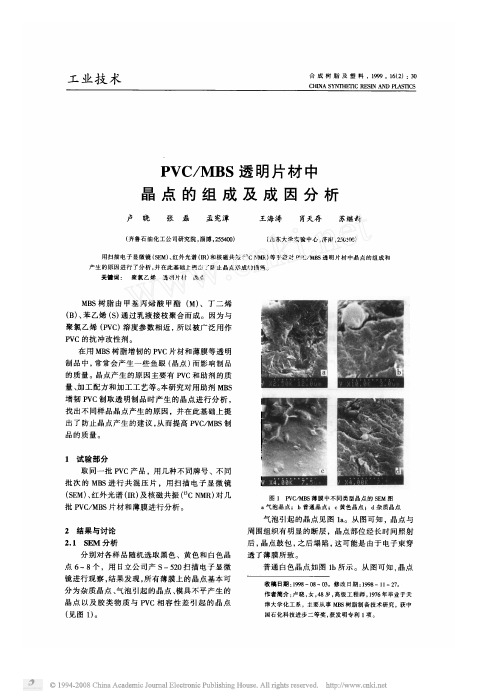
因此 为 了 消除 白色 晶
,
点 应 控 制 接枝 和 絮 凝 过 程 中的工 艺 参 数 确 保 相与 片材 或 薄 膜 中产 生 晶 度
。
相 的 接 枝 结构 良好 并 控 制高 聚 物 的交 联
第
期
卢 晓等
朋
透 明 片 材 中 晶 点 的组 成 及 成 因 分 析
幻。
玩 爪助
二
,
刀铂 咭
功
, ,
造 的 新 型 铝 塑 复 合 管全 自动 生 产 流 水 线 功 能 与进
,
口 生 产线相
同 生 产 成 本较 低 操 作 简
, , ,
便
。
该 流水 线 生 产 的 铝 塑 复 合 管 经 江 阴 市 技 术 质 量 监 督 局 抽 检
、
质量均达到美 国 以
。
标 准 并 颁 发 了 产 品 质 量 合 格 证 书 证 书号 澄 技 监 质
,
主要从事
,
树脂 制备 技 术 研究 项
。
获中
国石 化科 技 进 步 二 等 奖 获 发 明 专 利
第
期
,
卢 晓等
刀
透 明 片材 中 晶 点 的 组 成 及 成 因 分 析
,
与周 围 光 面 有 一 定 的 分 界 晶 点 表 面 凸 凹 不 平 并 有一定 的裂纹 相 容 较好 明显 的差 异
。
,
一 次 成 型 工 艺 生 产 线 成 套 设 备价 格 二 次 成 型 工 艺 生 产 线 成 套 设 备价格
,
万元 万元
。
我 公 司 同 时 生 产各 种 规格 铝 塑 复 合 管及 配 件 诚 征 全 国 各 地 经 销 商
PVC生产工艺ppt
PVC生产过程中产生大量废水,其中含有多种有害物质,如重金属、有毒有机物等,对水 体和土壤造成严重污染。
固废污染
PVC生产过程中产生大量固体废物,包括废塑料、废催化剂、废活性炭等,若不妥善处理 和利用,会对环境造成严重危害。
环保法规和标准
国家环保法规
我国政府制定了一系列环保法规和标准,如《环境保护法》、《水污染防治 法》等,规定了PVC生产企业的环保要求和污染物排放标准。
PVC未来发展展望
未来市场需求将继续增长
随着经济的发展和城市化进程的加快,PVC市场需求将继续增长。
技术创新是未来发展的关键
为了应对环保和性能方面的挑战,PVC行业需要不断进行技术创新和升级。
THANKS
制造工艺
根据模具设计图样,选用合适的材料和加工方法,制造出符合要求的模具。
成型工艺和设备
成型工艺
采用注射成型、挤出成型、吹塑成型等工艺,将PVC混合料 加工成制品的形状和结构。
成型设备
根据制品的成型工艺选择合适的成型设备,如注射机、挤出 机、吹塑机等。
04
PVC生产质量控制
原材料的质量控制
原料选择
《pvc生产工艺ppt》
xx年xx月xx日
目 录
• 介绍 • PVC树脂生产 • PVC制品生产 • PVC生产质量控制 • PVC生产环境保护 • PVC市场和发展趋势
01
介绍
PVC材料概述
PVC的化学名称:聚 氯乙烯
PVC的性能特点:硬 度范围广、耐腐蚀 、易加工、低成本 、着色性好等
PVC的分子结构:由 氯乙烯单体通过自 由基聚合反应合成
清洁生产标准
我国还制定了清洁生产标准,包括《清洁生产标准-塑料制造业》、《清洁生 产标准-氯碱工业》等,旨在推动PVC生产企业的清洁生产和环境保护。
透明软质PVC配方及工艺课件
用高速混合机。
② 单螺杆挤出机两台,一台挤出成型管内层,另一台
挤出成型管外层,螺杆为等距不等深渐变型,长径比为
18~25,压缩比为2.5~3.5。挤出机的规格由挤出管的直径
大小来决定。
③ 纤维缠绕机的选择由生产管的规格来决定,按管材
的直径大小选择线盘的线锭数。管直径不大时,可用16支
纱,两线盘的 线锭数相等,缠绕网格的线夹角可以是60°
透明软质PVC配方及工艺
—516
PPT学习交流
1
透明软管
透明软板
PPT学习交流
2
什么是PVC透明软管 ?
• PVC透明软管是由聚氯乙烯树脂加 入较大量增塑剂、一定量的稳定剂 及其它助剂,经挤出成型制得。具有 透明光滑、质量轻、外形美观、柔 软性及着色性良好等特点,被广泛应 用于建筑、化工、家庭,用于通水输 液、输送腐蚀介质,也用作电线套管 及电线绝缘层。
PPT学习交流
5
为提高透明度,在选择加工辅料时,尽可能选用 折光率与PVC树脂折光率(1.52~1.55)相同或 相近的助剂。因为折光率相同或相近的原料 经加工为均一的混合物时,其折光率也与原料 的折光率相近。这样在入射光方向上的散射 现象就不会增多,因而制品的浊度也就不会增 加,制品的透明度不会受太大的影响。制品的 柔软性则主要取决于增塑剂的用量及增塑剂
的品种选择。
PPT学习交流
6
PPT学习交流
7
稳定剂
PPT学习交流
润滑剂
8
生产工艺
• 以聚氯乙烯树脂为主料,再加入一定比例的增塑 剂、稳定剂、润滑剂和其他一些辅料组成配方后 挤出成型。
图为聚氯乙烯管结构 1-PVC塑料外层;2—纤维层;3—PVC塑料
塑料薄膜PPT精品课件

(3)适用范围: PVC、PE、PP、ABS等塑料薄膜和片材。
二. 塑料薄膜的成型方法
5. 流延法:
5. 流延法(流延铸塑)
将热塑性或热固性树脂配成一定粘度 的溶液,然后以一定的速度流布在连续的 支持体(钢带或辊筒)上,通过加热去除 溶剂、固化后从载体上剥离下来即制得流 延薄膜。
2. PP薄膜:
(2)双向拉伸PP薄膜(BOPP):
b. 用途:
❖ 在食品、药品、香烟、 纺织品等包装中代替玻璃 纸,价低;回弹性大,不 可做糖果的扭结包装。 ❖ 复合薄膜基材。 ❖ 热收缩膜,强度高,广 泛用于食品、百货等物品 的热收缩包装。
BOPP 封箱 带
BOPP 热封 膜
三. 主要 塑料薄膜的性能及应用
二. 塑料薄膜的成型方法
3. 拉伸法:
POF热收缩膜
热收缩膜
二. 塑料薄膜的成型方法
3. 拉伸法:
热风循环型PE热收缩包装机
二. 塑料薄膜的成型方法
3. 拉伸法:
单向拉伸PE薄膜(拉伸膜、 收缩膜、保鲜膜)生产系统
二. 塑料薄膜的成型方法
3. 拉伸法:
• 逐次拉伸示意图:
二. 塑料薄膜的成型方法
(3)适用品种: PP、P型方法
3. 拉伸法:
➢ 分类:
拉伸薄膜
双向拉伸
单向拉伸
平膜法
泡管法
二. 塑料薄膜的成型方法
3. 拉伸法: (1)双向拉伸平膜法: ➢ 同时拉伸法(一步法) ➢ 逐次拉伸法(两步法)
热收缩膜
二. 塑料薄膜的成型方法
3. 拉伸法:
聚氯乙烯(PVC)型材配方设计和加工工艺(PPT55张)

资源精细化与先进材料湖南省高校重点实验室
DSC(mW/mg)
第一节 聚氯乙烯的性能
-0.25 -0.30 -0.35
放热
-0.20
Tg=85 C
o
聚氯乙烯(Polyvinyl Chloride,简称PVC)树脂是由氯乙烯(Vinyl -0.40 -0.45 Chloride,简称VC )单体聚合而成的热塑性高聚物。其分子结构式为, H -0.50 n表示平均聚合度。PVC为无定型聚合物,含结晶度5 ( CH2 C )n ,其中
湖南师范大学高分子材料研究所
Temperature( C)
第一节 聚氯乙烯的性能
4、电性能 耐电击穿,可用于10 kV低压电缆。 5、老化性能 耐老化性能较好,但在光照(270~310nm)和氧作用下会缓慢分解,释 放HCl,形成羰基、共轭双键而变色。
资源精细化与先进材料湖南省高校重点实验室
6、化学稳定性 在酸、碱和盐类溶液中较稳定。 7、耐溶剂性 除芳烃(苯、二甲苯)、苯胺、二甲基甲酰胺、四氢呋喃、含氯烃(二 氯甲烷、四氯甲烷、氯乙烯)、酮、酯类以外,对水、汽油和酒精均为稳 定。 8、耐磨性 室温下耐磨性能超过硫化橡胶。
3、链终止阶段
ktc
H C Cl
H2C
CH + HC Cl Cl
CH2
H2C
CH Cl
C H2
(偶合终止)
H2C
CH + HC Cl Cl
CH2
ktd
H2C
CH2 + HC Cl Cl
资源精细化与先进材料湖南省高校重点实验室
C H
(歧化终止)
4、链转移 链转移的方向,主要是链自由基向单体的转移,生成单体自由基和一端 为双键的终止了的分子链。单体自由基可再与单体重新进一步的链增长反 应。
透明片(板)材的材料
PVC树脂的用途
薄膜、管材、片材、 板材、异型材; 注塑制品; PVC糊及其制品; 电线电缆; 化工生产中的泵体; 中空制品; 压延制品,等等。
聚苯乙烯(PS)
(1)PS的结构
( CH2 CH )n
(2)PS树脂的性能
①物理性能
无毒、无色透明的粒状物; 密度接近1g/cm3 ,所以,我国注塑机以PS 为标准,将体种换算成重量,即XXX克注 塑机; 似玻璃,等等。
PC对缺口敏感。PC制品设计尽量避免尖角、 缺口以及厚度突变的区域,以免产生应力集中 而导致制品破坏。 通过控制熔体温度、模具温度、注塑压力和保 压时间可制得尺寸精度较高的制品。
PC的成型加工与应用
透明片(板)材的材料
医化学院 化学制药112班 41-45
认识片(板)材
合适的透明片(板)材料
UP不饱和聚酯 聚乙烯PE 聚丙烯PP 聚氯乙烯PVC 聚苯乙烯PS 聚碳酸酯PC
UP不饱和聚酯
由二元酸(或酸酐)与二元醇经缩聚而制得的不饱 和线型热固性树脂。 各种不饱和聚酯未固化时是从低粘度到高粘度的 液体,加入各种添加剂后加热固化,固化后即成 刚性或弹性的塑料,可以是透明的或不透明的; 不饱和聚酯的主要用途是用玻璃纤维增强制成玻 璃钢,是增强塑料中的主要品种之一。
②力学性能 拉伸强度较高; 冲击强度不高,即材料的韧性不太好; 蠕变和应力松弛比较大。 ③热性能 热稳定性较好; 使用温度不高,一般不超过80º C。
④化学稳定性
PS有较好的化学稳定性; 易发生热氧老化; 易发生环境应力开裂。
⑤电性能 表面电阻和体积电阻率高; 正电损耗价极低; 电性能不受频率和温度的影响。
PE的基本加工性能
——黏度低,流动性好; ——热容量大,加工温度低; ——成型收缩率较大。
PET透明片材生产工艺及常见问题5页word文档
PET透明片材生产工艺及常见问题引言塑料板片材的种类繁多且用途广泛,目前其主要种类有聚氯乙烯、聚苯乙烯及聚酯(PET)等,PET片材具有良好的性能,符合国家成型品的卫生指标要求及国际性环保要求,属于环保片材。
由于目前包装需满足环保及可回收性,所以PET片材的需求量越来越高。
本文主要对PET透明片的生产工艺及常见问题进行探讨。
1 PET片材的生产工艺(1)PET片材的原料。
PET片材如其他塑料一样,性能与分子量息息相关,特性黏度决定着分子量,特性黏度越大,理化性能良好,但流动性差,导致成型难度大。
而特性黏度越低,其理化性能差,冲击强度差,因此,对于PET透明片的特性黏度应选择0.8dl/g-0.9dl/g,具体的原料成分如表1所示,具体性能指标如表2所示。
(2)生产工艺。
PET透明片材的主要生产设备为:结晶塔、干燥塔、挤出机、机头、三辊压光机、卷取机。
生产工艺流程为:原料结晶――干燥――挤出塑化――挤出成型――压光定型――收卷产品。
第一步,结晶。
通过结晶塔内将PET切片进行加热结晶,使分子排列整齐,然后将切片的玻璃化温度提高,其目的是防止干燥过程中粘连,将料斗堵塞。
结晶一般是不可缺少的一步,结晶需30分钟-90分钟,温度为小于149℃。
第二步,干燥。
由于在高温条件下,水可使PET产生水解降解,导致其特性粘连度降低,其物理性能尤其是冲击强度将随分子量的降低而降低。
所以,在熔化挤出前PET必须进行干燥,降低水分含量,其湿含量应小于0.005%。
干燥采用去湿干燥机,由于PET材料具有吸湿性,水分深入到切片表面会形成分子键,另外一部分水分会存在于切片内部深处,导致干燥困难,所以,不能采用一般的热风。
要求热风露点为-40℃以下,热风经封闭回路通入干燥料斗进行连续性干燥。
第三步,为挤出成型。
PET经过结晶和烘干以后转变为一种具有明显熔点的高聚物,高聚物的成型温度高,温度控制范围窄。
采用专用于聚酯的阻隔螺杆对未熔化粒料和熔体进行分开,这样有利于保持更长的剪切历程和增加挤出机的产量。