锅炉压力容器和管道用钢的新发展
《锅炉和压力容器用钢板》

GB713-2008《锅炉和压力容器用钢板》讲解内容GB713-2008《锅炉和压力容器用钢板》是对GB713-1997《锅炉用钢板》和GB6654—1996《压力容器用钢板》两个标准进行修订合并而成的。
这项工作从2005开始,到2007年完成。
2008年3月发布新标准,同年9月1日起实施。
锅炉及压力容器用钢板是重要产品,关系到生命财产安全,技术要求高,生产难度大。
标准的制修订工作难度也比较大,特别由原来已经执行多年的标准合并为一个标准难度更大。
为了做好两个标准的修订和合并工作,征求了一些有关单位的意见,调查标准的执行情况,查阅标准档案资料,收集了ISO、EN、JIS和ASTM等国际国外主要标准。
国外这方面的标准比较多,尤其是美国,ASTM有30多个压力容器用钢板标准,体系比较乱。
日本标准受美国的影响比较明显,JIS的锅炉及压容器用钢板标准也比较多,有11个。
EN和ISO压力容器用钢板标准的系列完整、分类清楚、数量不多。
EN10028压力容器用钢板包含7部分,即7个标准。
ISO9328压力容器用钢板包含5部分,比EN少2个标准,但内容与EN10028的内容是一样的,ISO 正火和调质钢板合订一个标准,TMCP控轧控冷钢也没有单独标准。
与国外比,国内压力容器用钢板标准少,不配套、有空缺。
GB713和GB 6654对应的国外标准主要有ISO9328-2、EN10028-2、JIS G 3115、JIS G 4109、ASTM A 299、ASTMA387。
对这些标准进行了分析对比,基本了解国内外标准情况和标准水平后,在原标准的基础上,结合国情和使用部门的要求,并参考国际国外标准,对原来两个标准进行修订和合并。
这次修订和合并标准的原则,是结合国情和用户的要求,EN10028-2:2002作为重要参照和采用的对象。
在新标准中引进国际国外标准中通用的、典型的国内已经生产使用的牌号,淘汰原标准中性能差的、用户不满意的牌号;反映国内冶炼和轧钢技术进步,降低硫、磷等杂质含量,提高钢的纯净度和性能指标,不断完善和提高标准水平,以满足使用要求。
GB713-2008《锅炉和压力容器用钢板》课件
GB713-2008《锅炉和压力容器用钢板》讲解内容GB713-2008《锅炉和压力容器用钢板》是对GB713-1997《锅炉用钢板》和GB6654—1996《压力容器用钢板》两个标准进行修订合并而成的。
这项工作从2005开始,到2007年完成。
2008年3月发布新标准,同年9月1日起实施。
锅炉及压力容器用钢板是重要产品,关系到生命财产安全,技术要求高,生产难度大。
标准的制修订工作难度也比较大,特别由原来已经执行多年的标准合并为一个标准难度更大。
为了做好两个标准的修订和合并工作,征求了一些有关单位的意见,调查标准的执行情况,查阅标准档案资料,收集了ISO、EN、JIS和ASTM等国际国外主要标准。
国外这方面的标准比较多,尤其是美国,ASTM有30多个压力容器用钢板标准,体系比较乱。
日本标准受美国的影响比较明显,JIS的锅炉及压容器用钢板标准也比较多,有11个。
EN和ISO压力容器用钢板标准的系列完整、分类清楚、数量不多。
EN10028压力容器用钢板包含7部分,即7个标准。
ISO9328压力容器用钢板包含5部分,比EN少2个标准,但内容与EN10028的内容是一样的,ISO 正火和调质钢板合订一个标准,TMCP控轧控冷钢也没有单独标准。
与国外比,国内压力容器用钢板标准少,不配套、有空缺。
GB713和GB 6654对应的国外标准主要有ISO9328-2、EN10028-2、JIS G 3115、JIS G 4109、ASTM A 299、ASTMA387。
对这些标准进行了分析对比,基本了解国内外标准情况和标准水平后,在原标准的基础上,结合国情和使用部门的要求,并参考国际国外标准,对原来两个标准进行修订和合并。
这次修订和合并标准的原则,是结合国情和用户的要求,EN10028-2:2002作为重要参照和采用的对象。
在新标准中引进国际国外标准中通用的、典型的国内已经生产使用的牌号,淘汰原标准中性能差的、用户不满意的牌号;反映国内冶炼和轧钢技术进步,降低硫、磷等杂质含量,提高钢的纯净度和性能指标,不断完善和提高标准水平,以满足使用要求。
压力容器用钢材新标准问题收集-及解答

疑问、问题及其说明:一、固定容规材料部分及其修改单1固定容规2.1(3)条“压力容器专用钢板(带)的制造单位应当取得相应的特种设备制造许可证”,何为压力容器专用钢板(带),哪些厂家取得了特种设备(材料)制造许可证?1) 压力容器专用钢板(带)是指:锅炉和压力容器用钢板低温压力容器用低合金钢钢板(2011)压力容器用调质高强度钢板承压设备用不锈钢钢板及钢带2)特种设备(材料)制造许可证:由国家质量监督检验检疫总局颁发。
对境内牌号,目前有53家材料制造厂取得了该证,对境外牌号,目前有如下几家通过评审,获得许可:舞阳钢铁有限责任公司宝山钢铁股份有限公司宝山钢铁股份有限公司不锈钢事业部湖南华菱湘潭钢铁有限公司新余钢铁股份有限公司山西太钢不锈钢股份有限公司2新标准材料(指按固定容规、GB150.2、压力容器专用钢板(带)标准生产材料)的标志和质量证明书内容是否与老标准材料有区别?有区别,新标准材料,材料标志和质量证明书内容中必须包含如下标志和编号:3压力容器专用钢板,由非材料制造单位供货时,是否每张钢板一张质量证明书原件?不需要每张钢板一张质量证明书原件。
由于目前的国内材料市场无法做到每张板一张质量证明书原件,故规定容规的修改单将该条款删除。
4境外牌号的哪些钢种需要通过技术评审后方可使用?抗拉强度下限值大于或者等于540MPa,以及用于压力容器设计温度低于-40℃的低合金钢钢材。
例如:抗拉强度下限值大于540MPa的SA302 Gr.B,SA508Gr.3Cl.2,BHW35,JFE- HITEN610U2、JFE-HITEN610U2L用于-40℃以下的低温钢 EN10028-4 13MnNi6-3 ,SA203Gr.A/D/E,SA334Gr.3,SA350LF3二、“质检特函【2010】86号”与GB150.21“质检特函【2010】86号”与GB150.2是什么关系1) GB150 处于公示阶段,没有正式实施;2) 固定容规又急需GB 150.2支持,所以“质检特函【2010】86号”提取GB150.2中的部分内容,以附件的形式供暂时使用;3) 由于只有引用了部分GB150.2内容,容易引起困惑和误解,建议结合GB150.2报批稿全文使用。
GB713-2014锅炉和压力容器用钢板主要内容介绍
二、标准的主要修改内容
——扩大钢板厚度范围 ;
Q245R钢板的最大厚度由150mm扩大到250mm。 Q345R钢板的最大厚度由200mm扩大到250mm。
——纳入Q420R、07Cr2AlMoR、12Cr2Mo1VR ;
Q420R钢具有高强度、高韧性和优异的焊接性,主要应用 于移动式压力容器的制造,如汽车罐车和铁路罐车,到目前 为止已制造50多台汽车罐车,还开发了抗H2S腐蚀压力容器 用钢07Cr2AlMoR,制造了20多台抗H2S腐蚀压力容器设备; 12Cr2Mo1VR钢主要应用于陕西神木煤化工、神华煤化工等 项目,已生产1400余吨。故本次标准修改时正式纳标 。
KV2 J -20℃,≥47 -20℃,≥30* 系附加要求
* 可协商为40J。
标准
ISO9328-3:2011 ISO9328-3:2011 GB713-2014 附录A(欧洲) 附录B(美、日)
钢号 P% S%
Q370R ≤0.020 ≤0.010
P355NH ≤0.025 ≤0.010
PT520NH ≤0.030 ≤0.030
≤0.5 5
Mn
0.50~ 1.10
1.20~ 1.70
Cu
≤0.3 0
≤0.3 0
Ni
≤0.3 0
≤0.3 0
Cr
≤0.3 0
≤0.3 0
Mo
≤0.0 8
≤0.0 8
Nb
≤0.0 5
≤0.0 5
V
≤0.0 5
≤0.0 5
Ti
≤0.0 3
≤0.0 3
Altb
≤0.0 2
≤0.0 2
P
≤ 0.025
≤ 0.025
实施GB713—2008《锅炉和压力容器用钢板》标准应注意几个问题
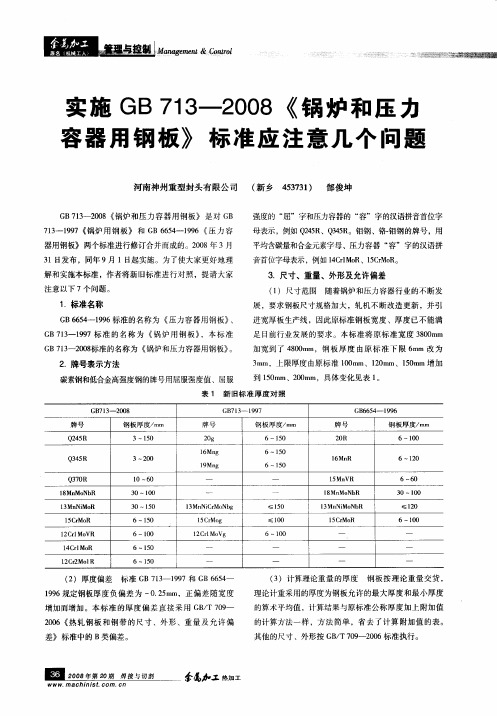
3 m,上限厚度 由原 标准 lO m、10 m、10 m Om 2m 5 mm增 加 到 10 m、20 m,具体变化见表 1 5m 0m 。
表 1 新 I标 准 厚 度 对 照 1 5 1
GB 3 2 o 71 —- 0 8 GB 3 l 9 7l 一 9 7 GB 6 4— 1 9 6 5 9 6
展, 要求钢板尺寸规格加大 ,轧机不 断改造更新 ,并 引
进 宽厚 板生 产线 ,因此原标准钢板宽度 、厚 度 已不能 满 足 目前 行业 发展 的要 求。本标准将 原标 准 宽度 3 0 m 80 m
加宽到 了 4 0 mm,钢 板 厚度 由原标 准 下 限 6 m 改 为 80 m
2 牌号表示方法 .
注意以下 7个问题。
强度的 “ 屈”字和压力容器的 “ 容”字的汉语拼音首位字 母表示 ,例如 Q 4R、Q R。钼钢、铬- 钢的牌号 ,用 25 M5 钼 平均含碳量和合金元素字母 、压力容器 “ 容”字 的汉语拼 音首位字母表示 ,例如 1Cl o 5 r o 。 4 rM R、1CM R
牌 号 Q4 R 25
钢 板厚 度 / mm 3—10 5
牌 号 2g 0
1 6Mn g
钢 板 厚 度/ m a r 6~10 5
6~ 1 O 5
牌 号 2R O
钢 板 厚 度/ mm 6~lo o
Q4 R 35
Q7 R 30
1 Mn Nb 8 MO R 1 Mn MO 3 Ni R 1 Cr R 5 Mo l Cr VR 2 l Mo 1 4Cr R l Mo
l Cr M 0 2 2 1 R
3~20 0
国内外锅炉、压力容器和管道的焊接技术

国内外锅炉、压力容器和管道的焊接技术近10年来,国内外锅炉、压力容器和管道的焊接技术取得了引人注目的新发展。
随着锅炉、压力容器和管道工作参数的大幅度提高及使用领域的不断扩展,对焊接技术提出了愈来愈高的要求。
所选用的焊接方法、焊接工艺、焊接材料和焊接设备首先应保证焊接接头的高质量,同时必须满足高效、低耗、低污染的要求。
因此,在这一领域内,焊接工作者始终面临复杂而艰巨的技术难题,要求不断寻求最佳的解决方案。
通过不懈的努力已在许多关键技术上取得重大突破,并在实际生产中得到成功的使用,取得了可观的经济效益,使锅炉、压力容器和管道的焊接技术达到了新的发展水平。
鉴于锅炉、压力容器和管道涉及到许多重要的工业部门,其中包括火力、水力、风力,核能发电设备,石油化工装置,煤液化装置、输油、输气管线,饮料、乳品加工设备,制药机械,饮用水处理设备和液化气储藏和运输设备等,焊接技术的内容是相当广泛的。
本文因篇幅所限,仅就锅炉、压力容器和管道用钢,先进的焊接方法和焊接过程机械化和自动化三方面的新发展作如下概括的介绍。
锅炉压力容器和管道用钢的新发展1 锅炉用钢的新发展在锅炉、压力容器和管道用钢这三类钢中,锅炉用钢的发展最为迅速。
这主要是近10年来,火力发电站用燃料—煤炭的供应日趋紧张,降低燃料的消耗已成为世界性的迫切需要。
为此,必须提高锅炉的效率。
通常锅炉效率每提高5%,燃料的消耗可降低15%.而锅炉的效率基本上取决于其运行参数—蒸汽压力和蒸汽温度。
最近,上海锅炉厂生产600~670MW超临界锅炉的蒸汽压力为254bar,过热蒸汽温度为569℃,锅炉的热效率约为43%.如果锅炉的运行参数提高到特超临界级,即蒸汽压力为280 bar蒸汽温度为620℃,锅炉的热效率可提高到47%.目前世界上特超临界锅炉的最高工作参数为350 bar/700℃/720℃,锅炉的热效率达到了50% .这里应当强调指出,随着锅炉效率的提高,锅炉烟气中的SO2、NOX和CO2的排放量逐渐下降。
压力容器安装监督检验工作探讨

压力容器安装监督检验工作探讨摘要:鉴于锅炉、压力容器和管道涉及到许多重要的工业部门,其中包括火力、水力、风力,核能发电设备,石油化工装置,煤液化装置、输油、输气管线,饮料、乳品加工设备,制药机械,饮用水处理设备和液化气储藏和运输设备等,焊接技术的内容是相当广泛的。
本文因篇幅所限,仅就锅炉、压力容器和管道用钢,先进的焊接方法和焊接过程机械化和自动化三方面的新发展作如下概括的介绍。
关键词:压力容器;安装监督;工作探讨abstract: in view of the boiler, pressure vessel and pipeline involves many important industrial sectors, including thermal, hydro, wind, nuclear power equipment, petrochemical equipment, coal liquefaction device, oil, gas pipeline, beverage, dairy processing equipment, pharmaceutical machinery, water treatment equipment and liquefied gas storage and transportation equipment the welding technology, the content is very extensive. in this paper, due to limited space, only the boiler, pressure vessel and pipeline steel, advanced welding method and welding new development from three aspects of mechanization and automation of the paper as follows.key words: pressure vessel; installation supervision; workdiscussion中图分类号:u415.1一、压力容器用钢的新发展1、近年来,压力容器用钢的发展与锅炉用钢不同,其主攻方向是提高钢的纯净度,即采用各种先进的冶炼技术,最大限度地降低钢中的有害杂质元素,如硫、磷、氧、氢和氮等的含量。
GB 150.2—2011《压力容器第2部分:材料》简介
修订 。GB/T 228-2002是等效采用国际标准 ISO 符合固定容规及相应材料标准的要求后方可投料
6892:1998(金属材料 室温拉伸试验》,ISO 6892 使 用 。
. 43 ·
GB 150.2_20l1《压力容器 第 2部分 :材料》简介
Vo129.No4 2012
材 料复验 的 内容包 括 :逐 张 检 查 钢 板 表 面 质 高的钢材必须具有较高的冲击功才能预防其发生
进行 超 声检测 复验 。
材 ,按 该 钢 材 最 小 厚 度 范 围 的 尺 确 定 冲击 功 指
压 力容器 受压 元件 用钢 应 当是氧气 转炉 或者 标 。即对标准抗拉强度下限值随厚度增加而降低
电炉冶炼的镇静钢 ,同时对强度级别高的高强度 的钢材 ,应按标准 中最小厚度范围的 R 下 限值
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锅炉压力容器和管道用钢的新发展
发表时间:2016-10-28T16:06:41.720Z 来源:《基层建设》2016年12期作者:冯磊[导读] 摘要:在当今经济飞速发展的背景下,工业上对于锅炉的使用要求越来越高,得力于国内外相关技术的发展,锅炉对钢材、压力容器等的参数要求也在大幅提高,在其实际应用范围不断扩展的情况下,对于这些组件之间的焊接技术要求也不断提高。
本文将以焊接从业者的视角,在锅炉、管道钢、压力容器,先进的焊接技术和焊接自动化、机械化等方面来进行展示说明。
昆山市鑫龙工业设备安装有限公司江苏苏州 215300摘要:在当今经济飞速发展的背景下,工业上对于锅炉的使用要求越来越高,得力于国内外相关技术的发展,锅炉对钢材、压力容器等的参数要求也在大幅提高,在其实际应用范围不断扩展的情况下,对于这些组件之间的焊接技术要求也不断提高。
本文将以焊接从业者的视角,在锅炉、管道钢、压力容器,先进的焊接技术和焊接自动化、机械化等方面来进行展示说明。
关键词:压力容器;管道焊接;材料;方法一、锅炉中压力容器钢材选择在工业使用的设备中,锅炉是设备运转、能量转化的一个重要关键点。
必须要求锅炉所选用的制造材料能耐高压和高温,否则使用的锅炉无法完成高效的能量转化,无法满足工作生产,使得效率底下。
当前选用作为锅炉压力容器焊接的材料主要分为三类: 1、耐高温由于锅炉工作环境极端,抗温差要求很高,因此获得美国ASME材料标准的铬含量高于2%的Cr-Mo钢或多组元的CrMoVTiB钢是必须要选用的材料。
其他应用领域也在频繁使用这类钢材,此钢材在美国钢材料标准中编号为A213-T24,有着低含碳量(低于0.10%),低含硫量(低于0.010%)的特点,因此不但容易焊接,而且无需预热。
2、耐高压锅炉压力容器工作特点除了高温,还有高压,其内部压力与温度成正比,例如一般锅炉内温度到500-600摄氏度时,其内压力可达到370bar,蒸汽温度超过临界时,如达到700摄氏度以上,此时内部压力将超过370bar,水冷壁的温度也很可能越过600摄氏度的高温。
所以在焊接材料选择上,9%Cr或12%cr的马氏体耐热钢是首选。
它们对工艺和后期热处理要求十分严格,必须按特殊的措施实施处理,才能保证焊接效果。
3、耐腐蚀与抗氧化能力从环境保护的角度考虑,锅炉运转效率越高,其排放烟气中的NOX,CO2,SO2等含量也会减少。
因此高参数高性能的超特临界锅炉是未来的发展方向,但同时,在高温工作时,这些排放的废气会与钢材发生氧化或腐蚀作用,降低锅炉使用效率和寿命,甚至引起故障,造成损失。
因此国际上针对超特临界锅炉的关键部位选材,多优先选择改进型9-12%Cr马氏体耐热钢,以便提升钢材耐腐蚀和抗氧化性能。
二、管道使用钢材的选择与锅炉选择钢材原则有些不同,管道的主要作用是输送生产中产生或锅炉内产生的气体,除了烟尘,水蒸气以外,还含有SO2,CO2,CO,NO2等污染气体。
这些气体都含有腐蚀、高热、高污染的特性,因此对于管道用材选择需注意如下几点: 1、封闭性强为防止锅炉运行中产生的有害气体泄露,管道必须进行密闭焊接,这要求进行焊接的钢料必须具备良好的焊接能力,低硫、低碳的微合金钢是首选,经过热力学处理的微合金钢能够在焊接时迅速融化,并连接在一起。
我国常采用的钢种为相当于我国标准钢号L555的最低屈服强度达到555Mpa的X80型最高级别强度材料。
2、耐腐蚀性与锅炉压力容器类似,管道运送的气体中,存在大量高腐蚀性的气体,如SO2、NO等,高温下极易发生氧化反应。
但与锅炉压力容器不同之处:管道选择材料时,更强调能保证焊接质量的种类,同时对焊接工人的技术也有不小的要求,这是为了确保锅炉工作时气体不会外泄。
3、耐高温性锅炉燃烧时会排出大量高温高热的气体,成分主要是水蒸气,在进入管道后,最高温度可达到7-800摄氏度。
因此为确保将温度影响降到最低,管道选材需选择耐高温的奥氏体耐热钢。
三、锅炉压力容器与管道钢材焊接方法
1.锅炉双面脉冲焊接法我国一些工厂开始采用自动焊接技术——新型膜式水冷壁管屏双面脉冲MAG进行设备焊接,该技术能够有效利用锅炉热能,并且在焊接过程中节省材料,它的特点是从正反两个方面运用多个MAG焊头同时进行焊接。
它能使得在焊接过程中发生的焊接变形相互抵消。
焊接设备的性能越好,质量越高,则管屏焊接焊缝质量就越稳定,合格率越好。
2.锅炉受热面对接焊接法当锅炉性能逐渐提升时,锅炉再热器,受热面等部位的数量以及厚度都在增长,我国采用国外先进技术——热丝TIG自动焊接机来应对这一情况。
该技术的原理是在独立固定电压交流电源的供电的条件下,将填充丝送入焊接熔池,同时电阻加热到650-800摄氏度,加速填充丝熔化,其熔敷率与相同直径的MTG焊法的熔敷率十分接近。
3.厚壁容器纵环缝的窄间隙埋弧焊厚壁容器纵环缝的窄间隙埋弧焊法是在1985年从瑞典ESAB公司引进的,最早的一台窄间隙埋弧焊系统应用在哈锅。
近20年来,已经在我国各个大型锅炉、重型机械制造厂、化工机械等地使用。
实际的生产数值表明,这种具备优质、高效、低耗的焊接方式,确实适合厚壁容器对接焊,是一种很好的选择。
参考文献:
[1]全辰生. 锅炉、压力容器和管道焊接技术的新发展[J]. 黑龙江科技信息,2012,02:110.
[2]陈学东,崔军,章小浒,关卫和,寿比南,谢铁军. 我国压力容器设计、制造和维护十年回顾与展望[J]. 压力容器,2012,12:1-23.
[3]于洪. 锅炉、压力容器和管道焊接技术的新发展[J]. 科技创新与应用,2013,30:284.
[4]冷庆. 锅炉、压力容器和管道焊接技术的新发展[J]. 科技与企业,2015,01:187.。