谈管螺纹攻丝前钻孔_钻头_直径的确定
攻丝底孔解读
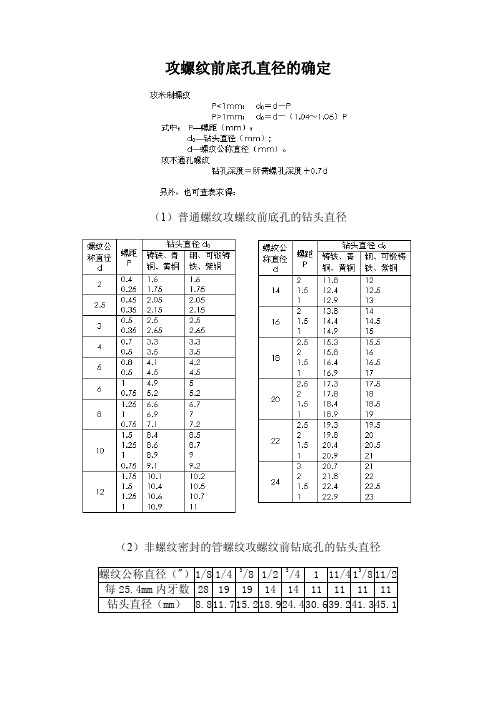
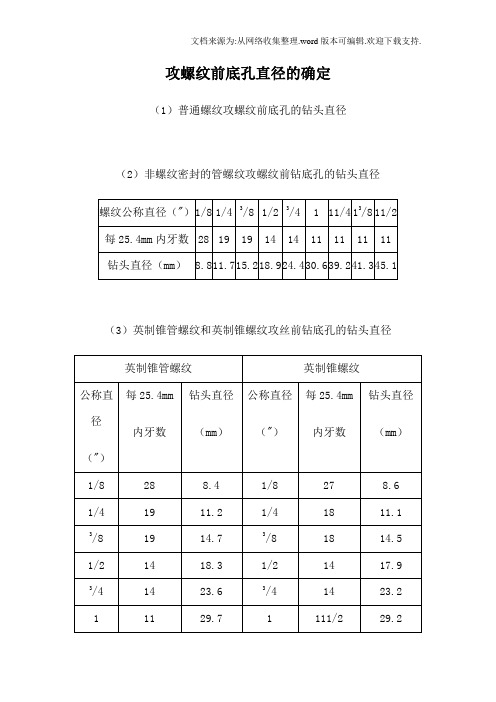
攻螺纹前底孔直径的确定(1)普通螺纹攻螺纹前底孔的钻头直径(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径螺纹公称直径(")1/8 1/4 3/8 1/2 3/4 1 11/4 13/8 11/2每25.4mm内牙数28 19 19 14 14 11 11 11 11钻头直径(mm)8.8 11.7 15.2 18.9 24.4 30.6 39.2 41.3 45.1 (3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径英制锥管螺纹英制锥螺纹公称直径(")每25.4mm 内牙数钻头直径(mm)公称直径(")每25.4mm内牙数钻头直径(mm)1/8 28 8.4 1/8 27 8.6 1/4 19 11.2 1/4 18 11.1 3/819 14.7 3/8 18 14.5 1/2 14 18.3 1/2 14 17.9 3/4 14 23.6 3/4 14 23.21 11 29.7 1 111/2 29.211/4 11 38.3 11/4 111/2 37.9 11/2 11 44.1 11/2 111/2 43.92 11 55.8 2 111/2 56丝锥用底孔钻头直径表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格0-80UNF 3/64" 3/64" .04691-64UNC #53 - .05951-72UNF #53 1/16" .05952-56UNC #50 - .07002-64UNF #50 - .07003-48UNC #47 5/64" .07853-56UNF #45 - .08204-36UNS #44 - .08604-40UNC #43 3/32" .08904-48UNF #42 3/32" .0935M3×0.60 2.5mm - .09841/8-40UNS #38 - .10155-40UNC #38 - .10155-44UNF #37 - .10406-32UNC #35 7/64" .11006-36UNS #34 - .11106-40UNF #33 - .11306-48UNS #31 - .1200M4×0.70 3.4mm - .1338M4×0.75 3.4mm - .13388-32UNC #29 - .13608-36UNF #29 9/64" .13608-40UNS #28 - .14053/16"-24UNS #26 - .147010-24UNC #25 5/32" .14953/16"-32UNS #22 - .157010-32UNF #21 5/32" .1590M5×0.90 4.2mm - .1653M5×0.80 4.3mm - .169312-24UNC #16 11/64" .177012-28UNF #14 3/16" .182012-32NEF #13 - .185014-20UNS #10 - .19351/4"-20UNC #7 13/64" .201014-24UNS #7 - .2010M6×1.00 5.2mm - .20471/4"-24UNS #4 - .20901/4"-28UNF #3 7/32" .21301/4"-32NEF 7/32" 7/32" .21881/4"-40UNS #1 - .2280M7×1.00 6.1mm 15/64" .24015/16"-18UNC 字母F 17/64" .2570M8×1.25 6.9mm 17/64" .27165/16"-24UNF 字母I - .2720M8×1.00 7.1mm - .27955/16"-32NEF 9/32" 9/32" .2812M9×1.2 7.9mm - .31103/8"-16UNC 5/16" 5/16" .3125M9×0.75 8.3mm - .3268M9×1.00 8.1mm - .3189*该螺纹仅用于火花塞准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格3/8"-24UNF 字母Q 21/64" .3320M10×1.50 8.7mm - .3425M10×1.25 8.9mm 11/32" .3503M10×1.00* 9.1mm - .35837/16"-14UNC 字母U 23/64" .3680 M11×1.50 9.7mm - .38187/16"-20UNF 25/64" 25/64" .3906M12×1.75 10.5mm - .4133M12×1.50 10.7mm 27/64" .42121/2"-13UNC 27/64" 27/64" .4219M12×1.25* 10.9mm 27/64" .42911/2"-20UNF 29/64" 29/64" .45311/2"-24UNS 29/64" 29/64" .4531M14×2.00 12.2mm - .48039/16"-12UNC 31/64" 31/64" .4844M14×1.50 12.7mm - .4999M14×1.25* 12.8mm - .50399/16"-18UNF 33/64" 33/64" .51565/8"-11UNC 17/32" 17/32" .5312M16×2.00 14.2mm 35/64" .55905/8"-18UNF 37/64" 37/64" .5781M16×1.50 14.7mm - .578711/16"-11UNS 19/32" 19/32" .5938M18×2.50 15.8mm 39/64" .522011/16"-16UNS 5/8" 5/8" .62503/4"-10UNC 21/32" 21/32" .6562M18×1.50* 16.8mm - .66143/4"-16UNF 11/16" 11/16" .6875M20×2.50 17.8mm 11/16" .70087/8"-9UNC 49/64" 49/64" .76567/8"-14UNF 13/16" 13/16" .8125M22×1.50 20.9mm - .82287/8"-18UNS* 53/64" 53/64" .8281M24×3.00 21.4mm 53/64" .8425 1"-8UNC 7/8" 7/8" .8750M24×2.00 22.3mm - .87791"-12UNF 59/64" 59/64" .92191"-14UNS 15/16" 15/16" .937511/8"-7 UNC 63/64" 63/64" .984411/8"-12 UNF 13/64" 13/64" 1.0469 11/4"-7 UNC 17/64" 17/64" 1.1094 11/4"-12 UNF 111/64" 111/64" 1.1719 13/8"-6 UNC 17/32" 17/32" 1.2188 13/8"-12 UNF 119/64" 119/64" 1.2969 11/2"-6 UNC 111/32" 111/32" 1.3438 11/2"-12 UNF 127/64" 127/64" 1.4219NPT螺纹底孔表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格1/8"-27NPT 字母R - .33901/4"-18NPT 7/16" 7/16" .43753/8"-18NPT 37/64" 37/64" .57811/2"-14NPT 45/64" 45/64" .70313/4"-14NPT 59/64" 59/64" .92191"-11½ NPT 15/32" 15/32" 1.15621¼"-11 ½ NPT 1½" 1½" 1.50001½"-11 ½ NPT 147/64" 147/64" 1.73442"-11½ NPT 27/32" 27/32" 2.2188。
攻螺纹前钻底孔直径及底径教程文件
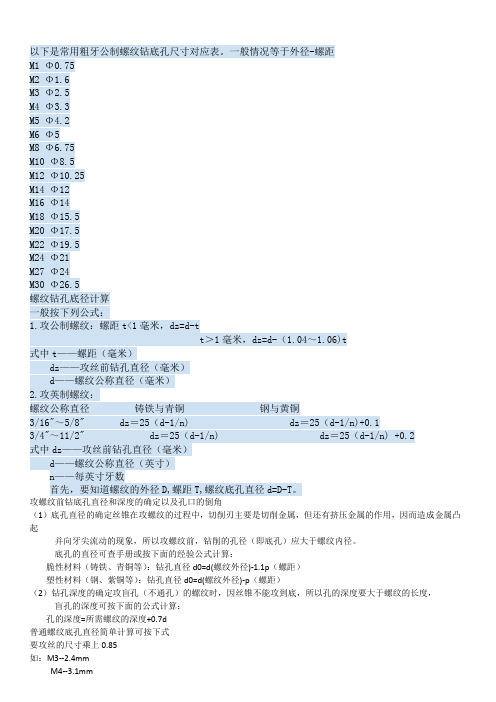
攻螺纹前钻底孔直径及底径以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2 式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm。
钻套内孔的基本尺寸及公差配合的选择

钻套内孔的基本尺寸及公差配合的选择
①钻套内孔
钻套内孔(又称导向孔)直径的基本尺寸应为所用刀具的最大极限尺寸,并采用基轴制间隙配合。
钻孔或扩孔时其公差取F7或F8,粗铰时取G7,精铰时取G6。
若钻套引导的是刀具的导柱部分,则可按基孔制的相应配合选取,如H7/f7、H7/g6或H6/g5等。
②导向长度H
如图7-60所示,钻套的导向长度H对刀具的导向作用影响很大,H较大时,刀具在钻套内不易产生偏斜,但会加快刀具与钻套的磨损;H过小时,则钻孔时导向性不好。
通常取导向长度H与其孔径之比为:H/d=1~2.5。
当加工精度要求较高或加工的孔径较小时,由于所用的钻头刚性较差,则H/d值可取大些,如钻孔直径d<5mm时,应取
H/d≥2.5;如加工两孔的距离公差为±0.05mm时,可取H/d=2.5~3.5。
③排屑间隙h
如图7-61所示,排屑间隙h是指钻套底部与工件表面之间的空间。
如果h太小,则切屑排出困难,会损伤加工表面,甚至还可能折断钻头。
如果h太大,则会使钻头的偏斜增大,影响被加工孔的位置精度。
一般加工铸铁件时,h=(0.3~0.7)d;加工钢件时,h=(0.7~1.5)d;式中d为所用钻头的直径。
对于位置精度要求很高的孔或在斜面上钻孔时,可将h值取得尽量小些,甚至可以取为零。
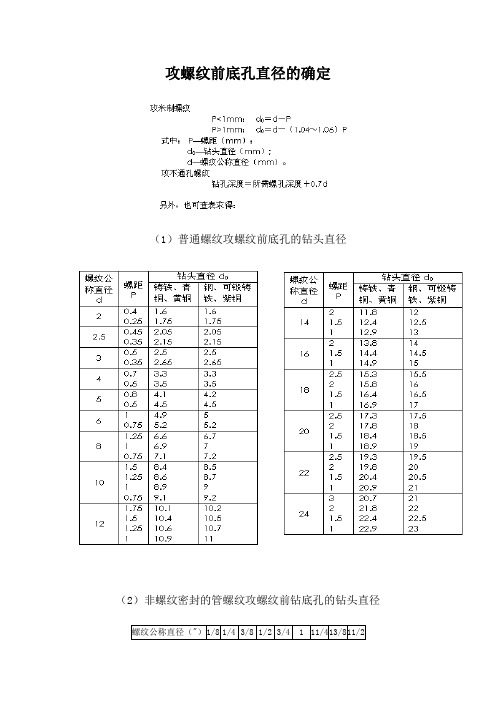
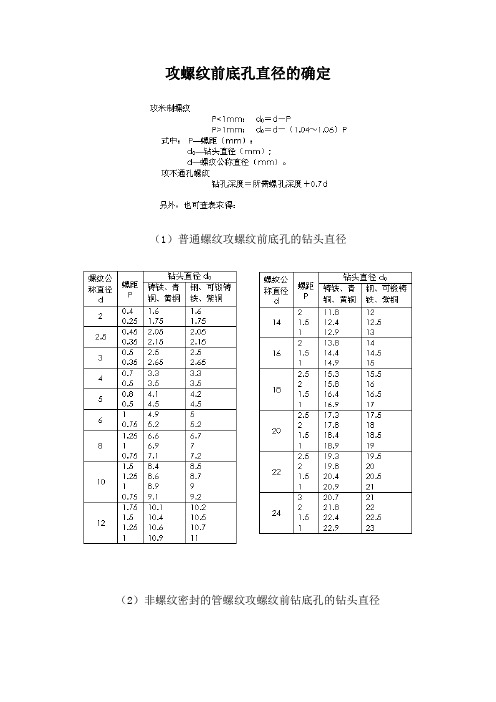
攻螺纹前底孔直径的确定
(1)普通螺纹攻螺纹前底孔的钻头直径
(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径
(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径。
各种材料攻丝时钻孔直径
圆柱管螺纹《G》
螺纹
直径
″
每英寸
牙数
钻头直径
螺纹
直径
″
每英寸
牙数
钻头直径
铸铁、青铜
黄铜
钢、
可锻铸铁
3/16
24
3.8
3.9
1/8
28
8.8
1/4
20
5.1
5.2
1/4
19
11.7
5/16
18
6.6
6.7
3/8
19
15.2
3/8
16
8
8.1
1/2
14
18.9
1/2
12
10.6
10.7
3/4
14
【攻丝时钻孔直径】
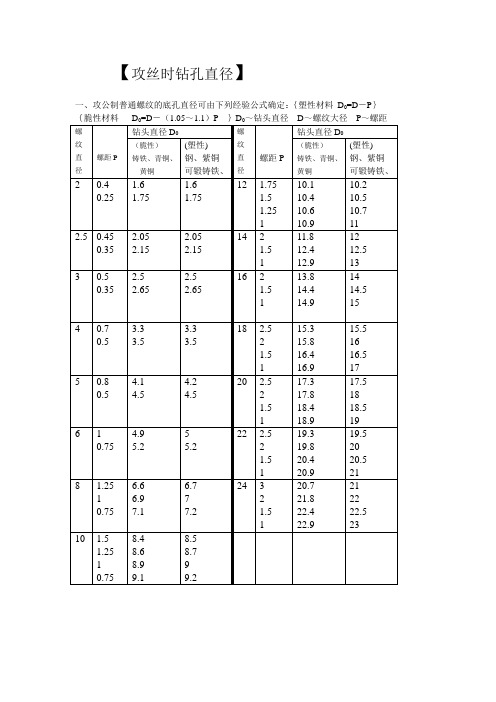
一、攻公制普通螺纹的底孔直径可由下列经验公式确定:{塑性材料D0=D-P}
{脆性材料D0=D-(1.05~1.1)P}D0~钻头直径D~螺纹大径P~螺距
螺
纹
直
径
螺距P
钻头直径D0
螺
纹
直
径
螺距P
钻头直径D0
(脆性)
铸铁、青铜、
黄铜
(塑性)
钢、紫铜
可锻铸铁、
(脆性)
铸铁、青铜、黄铜
(塑性)
5.2
5
5.2
22
2.5
2
1.5
1
19.3
19.8
20.4
20.9
19.5
20
20.5
21
8
1.25
1
0.75
6.6
6.9
7.1
6.7
7
7.2
24
攻螺纹前钻底孔直径及底径

M30 Φ26.5
螺纹钻孔底径计算
一般按下列公式:
1.攻公制螺纹:螺距 t<1 毫米,dz=d-t
t>1 毫米,dz=d-(1.04~1.06)t
式中 t——螺距(毫米)
dz——攻丝前钻孔直径(毫米)
d——螺纹公称直径(毫米)
2.攻英制螺纹:
螺纹公称直径
铸铁与青铜
钢与黄铜
3/16"~5/8"
dz=25(d-1/n)
盲孔的深度可按下面的公式计算:
孔的深度=所需螺纹的深度+0.7d 普通螺纹底孔直径简单计算可按下式
要攻丝的尺寸乘上 0.85
如:M3‐‐2.4mm
M4‐‐3.1mm
M5‐‐4.2m M6‐‐5.1mm M8‐‐6.8mm 公制螺纹的计算方法: 底径=大径‐1.0825*螺距 英制螺纹的计算方法: 底径=大径‐1.28*螺距 脆性材料钻孔直径 D=d(螺纹外径)‐1.1p(螺距) 塑性材料钻孔直径 D=d(螺纹外径)‐p(螺距) 除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。记这个最直观
以下是常用粗牙公制螺纹钻底孔尺寸对应表。一般情况等于外径-螺距
M1 Φ0.75
M2 Φ1.6
M3 Φ2.5
M4 Φ3.3
M5 Φ4.2
M6 Φ5
M8 Φ6.75
M10 Φ8.5
M12 Φ10.25
M14 Φ12
M16 Φ14
M18 Φ15.5
M20 Φ17.5
M22 Φ19.5
M24 Φ21
M27 Φ24
起
并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:
螺纹底孔直径及深度的确定钻孔直径的确定

任务实施
(2)直径
螺纹有大径(d、D)、中径(d2、D2)、小径(d1、D1) ,在表示螺纹时采用的是公称直径,公称直径是代表螺纹 尺寸的直径。
普通螺纹的公称直径就是大径。
(a)外螺纹
(b)内螺纹
任务实施
(3)线数 沿一条螺旋线形成的螺纹称为单线螺纹。 沿轴向等距分布的两条或两条以上的螺旋线形成
3、螺纹的螺距(p)表示相邻两牙对应两点的轴向距离。( )
4、攻螺纹前的底孔直径必须 ( )螺纹标准中规定的螺纹小径。
A大于
B小于
C等于
5、螺纹的大径用( )来表示。
A 、(d或D)
B、(d1或D1)
C、(d2或D2)
参考答案
1 .工作部分、柄部 2 .大于 3. √ 4. A 5. A
任务实施
一.螺纹基本知识
1.什么是螺纹
螺纹的指在圆柱或圆锥的表面上,沿着旋线所形成的具有规定牙 形的连续凸起称为螺纹。
在外表面上形成的螺纹称外螺纹(如螺栓),在内表面上形成的 螺纹称内螺纹(如螺母)。
螺栓
螺母
任务实施
2.螺纹的种类
螺纹的种类很多,有标准螺纹、特殊螺纹和非标准螺纹,其中以标准 螺纹中的普通三角螺纹最常用,标准螺纹的分类见下图。
1.钻孔直径的确定
用丝锥加工螺纹时,螺纹底孔直径应大于螺纹小径,否则就会将丝锥
扎住或挤断。螺纹底孔大小要根据工件材料的塑性和螺孔的大小来决定,
可用下式计算钻螺纹底孔用钻头的直径:
(1)加工塑性材料时
d钻 = D-P
式中 d钻——底孔钻头直径,mm;
D ——螺纹大径,mm;
P ——螺距,mm。
例:我们要在钢件上攻M10螺纹计算底孔直径是多少?
谈管螺纹攻丝前钻孔(钻头)直径的确定

sz o rl n oe h ea ie d t s is e . ie frd l g h l .T e r lt aa i su d i i v
Ke or s: pe Th e d; to Dimee yW d Pi r a Bo tm a tr
引 言
我 国现颁 布有 5个 管 螺 纹 标 准 : B T 2 1 G / 176—
c .由标准 53 . 条知 : 圆锥螺纹基准平面的轴向 位置极 限偏 差为 : P; ±1
d .计 算 内螺 纹 有 效 螺 纹 长度 范 围 内最 里 端 螺 纹小径 最大 、 最小 值 : 内螺 纹小径 基本 尺寸 一有效 螺
12 圆锥 内螺 纹 .
除需 注 意 上 面提 到 的 问题 外 , 应 注 意 以下几 还
点:
a计算圆锥内螺纹小径 的最大 、 . 最小值时 , 应注 意是 指有效 螺纹 长度 范 围 内最 里端 的小径 ; b 对一 般用 途 的锥 螺 纹 , 孔 可 用 钻 头 一 次钻 . 底 出 , 时 底 孔 直 径 可 粗 一 些 ( 减 少 攻 丝 时 切 削 此 以 量 ) 即宜 在靠近小径 最大值 区域 内选定 钻孔 ( , 钻 头) 直径 。对 要求 较 高 的锥 螺 纹 应尽 量 选 用 先钻 再
21 0 0年第 2期 ( 总第 16期 ) 1
内燃机与动力装置
Ic E& Pw 工艺与设备 】
谈 管 螺纹 攻 丝 前钻 孔 ( 头 ) 钻 直径 的 确定
吴 国志 。 少 亮 李 ( 东华 源莱动 内燃机 有 限公 司 , 东 莱 阳 25 0 ) 山 山 6 20
作者简介 : 国志 (9 8一) 男 , 吴 15 , 山东莱西人 , 工程师 , 主要从 事标 准化 工作 。
螺纹钻镗底孔用钻头直径

攻丝前钻、镗孔直径1. 目的
本规定提出了普通螺纹攻丝前钻、镗孔直径的标准,适用于本公司的生产。
2.引用标准
一重工艺手册《上册》。
3. 计算公式
计算公式:P<1㎜时,D。
=D-P
P>1㎜时,D。
=d-(1~1.1)P
式中:P-螺距(㎜),D。
-攻螺纹前钻头直径(㎜),
d-螺纹公称直径(㎜),C-倒角直径
4. 附表
表一:普通螺纹攻丝前钻、镗孔直径
注:①表中材料为钢或黄铜中,如果为铸铁或青铜时,钻头直径可适当缩小。
②如材料为耐酸、耐热钢、钻头直径可适当增大。
③如有的直径尚无标准钻头,可选取近似钻头。
表二:
英制螺纹攻丝前钻孔直径(㎜)
注:本表系指零件材料为钢或黄铜,如材料为铸铁或青铜时选用钻头直径应减小0.1㎜
55°圆柱管螺纹攻丝前钻、镗孔直径及挑扣前车内、外圆直径
55°圆锥管螺纹攻丝前钻、铰孔直径(适用GB7306-87)
表五:
60°圆锥管螺纹攻丝前钻孔直径
注:1. 攻丝前底孔必须铰孔或车锥孔,攻丝用锥度塞规检查尺寸,攻丝后使用锥度塞规检查螺纹尺寸;
2. 60°锥管螺纹的标记为“Z”,锥度为1:16。
攻螺纹前底孔直径的确定
攻螺纹前底孔直径的确定(1)普通螺纹攻螺纹前底孔的钻头直径(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径板料冲压件螺纹底孔冲压成形技术(2007-01-08 20:05:13 )摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。
本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。
主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。
薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。
在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。
为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。
所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。
1螺纹底孔的计算合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算:当t L≤1时,取:d Z=d-t L当t L>1时,取:d Z=d-(1.04~1.06)t L (2)式中t L-螺距,mmd z-螺纹底孔直径,mmd-螺纹直径,mm表1 螺纹底孔直径的合理值(mm)2冲制螺纹底孔的基本工艺方法用冷冲压冲制板料冲压件上螺纹底孔的主要工艺方法有如下几种:(1)厚料冲小孔与精冲孔当冲件厚t可以满足螺纹联接所需长度时,可用冲压制孔工艺解决。
谈管螺纹攻丝前钻孔_钻头_直径的确定
我国现颁布有五个管螺纹标准:GB/T12716—2002《60°密封管螺纹》、GB/T7306.1—2000《55°密封管螺纹第1部分:圆柱内螺纹与圆锥外螺纹》、GB/T7306.2—2000《55°密封管螺纹第2部分:圆锥内螺纹与圆锥外螺纹》、GB/T7307—2001《55°非密封管螺纹》、GB/T 1415—2008《米制密封螺纹》。
这五个管螺纹标准中都未规定内螺纹攻丝前的钻孔尺寸(这属于工艺范畴,当然不会规定),这给工艺人员带来一定不便,每每要考虑攻丝前的钻孔(钻头)直径问题。
对如何确定管螺纹攻丝前钻孔(钻头)直径,初涉者往往不知从何入手。
为此,山东华源莱动内燃机有限公司制定了《管螺纹攻丝前钻孔(钻头)直径》企业标准,该标准的制定极大地提高了工艺人员确定攻丝前钻孔(钻头)直径的效率。
笔者参入了该标准制定全过程,这里将归纳所得介绍如下,供探讨。
1确定攻丝前钻孔(钻头)直径的思路及注意事项(1)圆柱内螺纹根据相应管螺纹标准给出的有关尺寸,计算出内螺纹小径的最大、最小值,在最大、最小值范围内酌情选取钻孔(钻头)直径。
选定过程中需一并注意:———适当靠近最大值,以减少攻丝时的切削量;———尽量靠取GB/T1438.1—2008《锥柄麻花钻第1部分:莫氏锥柄麻花钻的型式和尺寸》中的标准直径规格。
(2)圆锥内螺纹除需注意上面提到的问题外,还应注意以下几点:1)计算圆锥内螺纹小径的最大、最小值时,应注意是指有效螺纹长度范围内最里端的小径;2)对一般用途的锥螺纹,底孔可用钻头一次钻出,此时底孔直径可粗一些(以减少攻丝时切削量),即宜在靠近小径最大值区域内选定钻孔(钻头)直径。
对要求较高的锥螺纹应尽量选用先钻再铰再攻丝工艺,此时钻孔(钻头)直径应细一些,即宜在靠近小径最小值区域内选定钻孔(钻头)直径(见图1);3)采用先钻再铰工艺时,铰孔锥度按1∶16,铰孔外口尺寸按基面处的内螺纹小径基本尺寸。
螺纹底孔孔径经验算法

螺纹底孔孔径经验算法攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公式外,还要考虑螺纹的公差等级.普通公制螺纹用外径-螺距。
公制螺纹(MM牙)牙深=0.6495*牙距P(牙角60度)内牙孔径=公称直径-1.0825*PM20x2.5-6H/7g (右手)-(单头螺纹)-(公制粗牙)(公称直径20mm) (牙距2.5mm)(内螺纹配合等级6H)(外螺纹配合等级7g)左-双头-M20x1.5 (左手)-(双头螺纹)-(公制细牙)(公称直径20mm) (牙距1.5mm)美制螺纹(统一标准螺纹)牙深=0.6495*(25.4/每吋牙数)(牙角60度)3/4-10UNC-2A(UNC粗牙)(UNF细牙)(1A 2A 3A外牙公差配合等级)(1B 2B 3B内牙公差配合等级)UNC美制统一标准粗牙螺纹外径3/4英吋,每英吋10牙外牙2级公差配合管螺纹(英制PT)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PT 3/4-14 (锥度管螺纹)锥度管螺纹,锥度比1/163/4英吋管用,每英吋14牙管螺纹(PS直螺纹)(PF细牙)牙深=0.6403*(25.4/每吋牙数)(牙角55度)PS 3/4-14 (直形管螺纹)PF1 1/8-16 (直形管螺纹)(细牙)直形管螺纹3/4英吋管用,每英吋14牙1 1/8英吋管用,每英吋16牙管螺纹(美制NPT)(牙角60度)NPT 3/4-14 (锥形管螺纹)锥形管螺纹,锥度比1/163/4英吋管用,每英吋14牙梯形螺纹(30度公制)TM40*6公称直径40mm牙距6.0mm梯形螺纹(29度爱克姆螺纹)TW26*5外径26mm,每英吋5牙方形螺纹车牙的计算考虑条件计算公式公制牙与英制牙的转换每吋螺纹数n = 25.4 /牙距P牙距P = 25.4 /每吋螺纹数n因为工件材料及刀具所决定的转速转速N = (1000周速V ) / (圆周率p *直径D )因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000/ P刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P ) * (主轴转速S ) / 500退刀最距离L2L2 = (牙距P ) * (主轴转速S ) / 2000牙深及牙底径d牙深h =0.6495 * P牙底径d =公称外径D - 2 * h例题:车制外牙3/4"-10UNC20mm长公制牙与英制牙的转换牙距P = 25.4 / (吋螺纹数n)P = 25.4 / 10 = 2.54mm因为工件材料及刀具所决定的转速外径D = 3 / 4英吋= 25.4 * (3/4) =19.05MM 转速N = (1000周速V) / (圆周率p *直径D )N = 1000V / pD = 1000 * 120 / (3.1416*19.05)=2005 rpm (转/分)因为机器结构所决定的转速刀座快速移动的影响车牙最高转速N = 4000 / PN = 4000/2.54 = 1575 rpm综合工件材料刀具及机械结构所决定的转速N = 1575转N = 2005转两者转速选择较低者,即1575转刀座快速移动加减速的影响下刀点与退刀点的计算(不完全牙的计算)下刀最小距离L1L1 = (牙距P) * (主轴转速S) / 500L1 = 2.54*1575/500=8.00mm退刀最小距离L2L2 = (牙距P) * (主轴转速S) / 2000L2 = 2.54*1575/2000=2.00mm牙深及牙底径d牙深径d =公称外径D-2*h =19.05-2*1.65 = 15.75mm。
攻螺纹前底孔直径的确定
攻螺纹前底孔直径的确定
(1)普通螺纹攻螺纹前底孔的钻头直径
(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径
(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径
我厂为其它单位加工大量的铝件,其中需加工M6、M8、M10、M12内螺纹。
原在铝件上加工螺纹孔,攻丝后再装配螺栓,投入使用后用户反映常因螺纹“烂牙”而报废。
在这种情况下我厂参考了有关资料,也没有找到一个合理的工艺方法,在实践中通过大量的统计数据,再加上反复实践,现在采用加工底孔后,再用螺栓自攻新工艺,从而避免了“烂牙”,提高了联接强度。
螺纹自攻是一种无切屑加工方法,它依靠材料的塑性变形来形成牙型。
在自攻过程中,工件部分材料受螺纹牙顶的挤压,材料沿晶格的晶面滑移,填充到螺纹的牙槽内,形成与螺纹牙型相同的螺孔牙型,实现螺纹联接。
而底孔尺寸过小,自攻无法进行;底孔过大,自攻牙型不饱满。
根据多元回归分析原理,借助于计算机进行分析得出如下确定内螺纹底孔尺寸经验公式:
d底=[(d内2+d外2)/2-0.2109t2]1/2
式中:d内为螺纹内径;d外为螺纹外径;t为螺纹螺距;d底为底孔直径。
例如,按M8螺纹孔计算:
d内=6.647d外=8t=1.25
则:
d底=[(6.6472+82)/2-0.2109×1.252]1/2=7.3
所以取d底=7.3-0.1
应当指出,该经验公式仅适用于铝件内螺纹M6、M8、M10、M12的底孔。
其它内螺纹未做分析和实验。
攻螺纹前钻底孔直径及底径
以下是常用粗牙公制螺纹钻底孔尺寸对应表。
一般情况等于外径-螺距M1 Φ0.75M2 Φ1.6M3 Φ2.5M4 Φ3.3M5 Φ4.2M6 Φ5M8 Φ6.75M10 Φ8.5M12 Φ10.25M14 Φ12M16 Φ14M18 Φ15.5M20 Φ17.5M22 Φ19.5M24 Φ21M27 Φ24M30 Φ26.5螺纹钻孔底径计算一般按下列公式:1.攻公制螺纹:螺距t<1毫米,dz=d-tt>1毫米,dz=d-(1.04~1.06)t式中t——螺距(毫米)dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(毫米)2.攻英制螺纹:螺纹公称直径铸铁与青铜钢与黄铜3/16"~5/8" dz=25(d-1/n) dz=25(d-1/n)+0.13/4"~11/2" dz=25(d-1/n) dz=25(d-1/n) +0.2式中dz——攻丝前钻孔直径(毫米)d——螺纹公称直径(英寸)n——每英寸牙数首先,要知道螺纹的外径D,螺距T,螺纹底孔直径d=D-T。
攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+0.7d普通螺纹底孔直径简单计算可按下式要攻丝的尺寸乘上0.85如:M3--2.4mmM4--3.1mmM5--4.2mM6--5.1mmM8--6.8mm公制螺纹的计算方法:底径=大径-1.0825*螺距英制螺纹的计算方法:底径=大径-1.28*螺距脆性材料钻孔直径D=d(螺纹外径)-1.1p(螺距)塑性材料钻孔直径D=d(螺纹外径)-p(螺距)除了以上的经验公司外,还要考虑螺纹的公差等级. 普通公制螺纹用外径-螺距。
攻丝前钻孔用钻头直径
最好记的公式-攻丝前钻孔用钻头直径的选择2009年12月23日星期三 23:02攻丝前钻孔用钻头直径的选择一般按照以下公式:D=d-tD=钻头直径d=螺纹公称直径t=螺距例1.加工M16内螺纹应选钻头直径为D=16-2=14例2.加工M16X1内螺纹应选钻头直径为:D=16-1=15以上数值单位以毫米计以下是螺纹的标准螺距数值:M2X0.4M2.2X0.45M2.5X0.45M3X0.5M4X0.7M5X0.8M6X1M8X1.25M10X1.5M12X1.75M14X2M16X2M18X2.5M20X2.5攻公制螺纹时的公式t<1mm时:dz=d -tt>1mm时:dz= d - (1.04 ~1.06) t式中t : 螺距(毫米);dz:攻丝前钻头直径(毫米);d: 螺纹公称直径(毫米)。
公制螺纹钻底孔用钻头直径尺寸表公称直径螺距钻头直径1 粗0.25 0.75细0.2 0.82 粗0.4 1.6细0.25 1.753 粗0.5 2.5细0.35 2.654 粗0.7 3.3细0.5 3.55 粗0.8 4.2细0.5 4.56 粗 1 5细0.75 5.28 粗 1.25 6.7细0.75 7.2细 1 710 粗 1.5 8.5细 1.25 8.71 90.75 9.212 粗 1.75 10.2细 1.5 10.51.25 10.71 1114 粗 2 11.9细 1.5 12.51.25 12.71 1316 粗 2 13.9 (13.8 ;14也行)细 1.5 14.51 1518 粗 2.5 (螺距)15.4 (钻头直径)细 2 15.91.5 16.51 1720 粗 2.5 (螺距)17.4 (钻头直径)细 2 17.91.5 18.51 1922 粗 2.5 (螺距)19.4 (钻头直径)(19.3 ;19.5 都行)细 2 19.91.5 20.51 2124 粗 3 (螺距)20.9 (钻头直径)细 2 21.91.5 22.51 2327 粗 3 (螺距)23.9 (钻头直径)24 (也行)细 2 24.91.5 25.51 2630 粗 3.5 (螺距)26.3 (钻头直径);(26.4 也行)细 3 26.92 27.91.5 28.51 29。
攻螺纹前底孔直径确定
攻螺纹前底孔直径的确定(1)普通螺纹攻螺纹前底孔的钻头直径(2)非螺纹密封的管螺纹攻螺纹前钻底孔的钻头直径(3)英制锥管螺纹和英制锥螺纹攻丝前钻底孔的钻头直径板料冲压件螺纹底孔冲压成形技术(2007-01-08 20:05:13 )摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。
本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。
主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。
薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。
在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。
为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。
所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。
1螺纹底孔的计算合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算:当t L≤1时,取:d Z=d-t L当t L>1时,取:d Z=d-(1.04~1.06)t L (2)式中t L-螺距,mmd z-螺纹底孔直径,mmd-螺纹直径,mm表1 螺纹底孔直径的合理值(mm)2冲制螺纹底孔的基本工艺方法用冷冲压冲制板料冲压件上螺纹底孔的主要工艺方法有如下几种:(1)厚料冲小孔与精冲孔当冲件厚t可以满足螺纹联接所需长度时,可用冲压制孔工艺解决。
螺丝攻丝打孔的标准

螺丝攻丝打孔的标准
螺丝攻丝打孔的标准通常取决于螺丝的尺寸和类型。
以下是一些常见的螺丝攻丝打孔标准:
1. 公制螺丝(Metric Screws):公制螺丝的尺寸通常以毫米(mm)为单位。
例如,M3 螺丝的直径为3mm。
攻丝打孔的直径通常比螺丝直径小 0.5mm 到1mm。
例如,M3 螺丝的攻丝打孔直径通常为
2.5mm。
2. 英制螺丝(Imperial Screws):英制螺丝的尺寸通常以英寸(inch)为单位。
例如,#6-32 螺丝的直径为 0.138 英寸。
攻丝打孔的直径通常比螺丝直径小 0.01 英寸到 0.02 英寸。
例如,#6-32 螺丝的攻丝打孔直径通常为 0.125 英寸。
3. 自攻螺丝(Self-Tapping Screws):自攻螺丝通常用于在薄材料上自行攻丝。
攻丝打孔的直径通常比螺丝的最大直径小 0.2mm 到 0.5mm。
例如,M3 自攻螺丝的攻丝打孔直径通常为 2.5mm。
这些标准仅为一般指导,实际的攻丝打孔直径可能因材料类型、螺丝类型和应用要求而有所不同。
在进行
螺丝攻丝打孔时,最好参考相关的螺丝规格表和材料制造商的建议,以确保选择正确的攻丝打孔尺寸。
攻丝前钻底孔用钻头直径尺寸
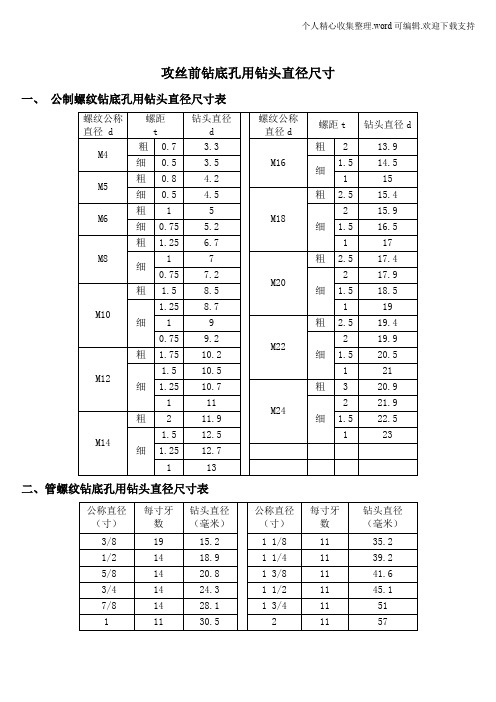
一、公制螺纹钻底孔用钻头直径尺寸表
螺纹公称直径d
螺距
t
钻头直径
d
螺纹公称直径d
螺距t
钻头直径d
M4
粗
0.7
3.3
M16
粗
2
13.9
细
0.5
3.5
细
1.5
14.5
M5
粗
0.8
4.2
1
15
细
0.5
4.5
M18
粗
2.5
15.4
M6
粗
1
5
细
2
15.9
细
0.75
5.2
1.5
16.5
M8
14
24.3
1 1/2
11
45.1
7/8
14
28.1
1 3/4
11
51
1
11
30.5
2
11
57
链接零件沉头座及通孔尺寸
螺钉或螺栓直径
d
M4
M5
M6
M8
M10
M12
M14
M16
M18
M20
钻孔直径
精装配
4.3
5.3
6.4
8.4
10.5
12.5
14.5
16.5
18.5
20.6
中等装配
4.5
5.5
6.6
9
15
17
19
21
允差
+0.03
+0.36
+0.43
+0.52
锥销孔和铰刀钻孔直径表
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
头}直径 。
依次i:l 算靠选的常)1)规格的 NPT
尺寸(见 GB厅 1 2716 ~更 2 芽1 7 在)
,
②查取内螺纹有效赚纹民度
缸>
螺纹底孔{钻;;号 } 班径参见茨 ' 0 1,1;而
1: 16
-一-适当靠近毅大侃 , 纷时的切削最;
以减少攻
-一-尽最靠取 GB厅 1438.1 2 田 8 (锥柄麻花钻 第 1 部分英氏 , ) 饺孔 附 t
规格
JJj 25.4mm
内的牙数
螺距
大晴 内极
攻酷 ~'t 铀孔(钻头)直接由
0, Rc 1/8 Rc 1/4 RC 3/8
R口 1/2 R口 ~4
钱孔
不佼孔 85+口 2
孔U
L,
28 19 19 14 14 11 11 11 11
0.907 1.337 1.337 1.814 1.814
2.3田 2.3田 2.3田
前的钻孔尺寸{这属于工艺范畴 ! 然不会规泛l. i塞给工艺人员带米 不便 , 每每要考虑攻终前的锚孔 当 定 {钻
⑤由④仰的最大债象取 GB厅
1438.1 巾的 标准到径规格得不佳孔工 艺的螺纹底孔 { 钻头}直径。 由④仰的最小债靠取 GB厅 1438 . 1 中的标准自径规格得有较孔工 芭的螺纹底孔[估头}在径。
小径极限尺寸范围 =18.631-0-
18.631 +0.541 =18.631-19 , 172 , 靠取
标准但 φ19;
①查取内螺纹小径裴本尺寸{见
④在最大、最小债范围内尽量靠
GB/T 7307 4号 1 第 7 位)
,
取 GB{T 1438.1 中的标准值 。
如
依次,1 算选取的 G 螺纹常川规格 的底孔{锚止)Jl:径参见表 4。
24.261 30.472 39.133 45.026 56.837
14 位数据)
+0.2 o +0.2
。
2.309
2.3回
+口"
G +0.27
。
内"
2309
+口"
G
(4) GB/T
封圆柱管蝴纹 ) 孔直径之确定
(标准衷 12也 13 、
,
③内螺纹小径最大、最小值二内螺
纹小径幕本尺寸金内螺纹小径极限偏差:
1GB厅 12716 衷 2 第 9 栏"菜准距离 " 与第 11 在 "装配余景 " 立和)
GB/T 127 1&-2002
纹 >-
( 60 密封管螺
0
0
,
GB 厅 7306.1 -2000 ( 55 密封 GB/T 7306.2-2田0 GB厅 7307GB.斤
③由 GB厅 12716 中 5.3 条 知
直径之确定 簸大债= 11 .4 45 -9.7/16 + 1 . 7/16 =
( R c 螺纹)攻丝前钻孔 A
最里端蝴纹小径毅大、极小假=内螺 纹小径装本尺寸有放螺纹妖皮 116 主
10.945 , 4r. 取标准假 φ11 得不挂孔 工
艺的帽纹底孔(锚头)直径,
①查取基阳上的内螺纹小径某本
表 1 第 18 在数值/16 ; ⑤由 ④仰的绿大愤怒取 GBIT
/1 6+0.941 / 16= 8. 3ຫໍສະໝຸດ 31 , ~在取标准值{铀
φ8.5 得不住孔 工艺 的螺纹底孔(帖
2
各种管螺纹攻丝前佑孔
头):1(径训算选取步骤分述
头}直径。 最小值 =8.737 -
(1) GB/T1271 6-2川2 (6伊密封
管螺绞 ) 径之确定 ①查取装而上的内螺纹小径莱卫在 (NPT 螺纹)攻终前帖孔J(
来 用泪 JJ 捕 构 时 ,内 螺 盘西 放 醺 拉长度自技 巧丐小 T 外 蝇 段有放螺班长度的回%另打计算(有内 帽 技事纳长度睿副外 蠕 拉盲 敖 螺 段长度 l
2
GB/T 7306.2-2α)() ( 55。密全才
圆锥内螺纹与国
能)
,
④内螺纹有效螺纹氏度范围内
如
Rc 1间内旅纹底孔{钻头}
谈管螺纹攻丝前钻孔(钻 头)直径的确定
· 山东华源莱动内燃机有限公司 吴国志 于少亮 摘 要本文探时了常用管螺纹攻丝前帖孔(钻头)且径及较孔尺寸的确足 。 主题词管螺纹底孔直径
流 交 验 经
我国现颁布有五个管螺纹标准
K 径规格。 (2) 圆锥内螺纹
除宿注意 上 向捉到的问题外 ! 还 应注意以下几点
管螺纹第 2 部分
锥外螺纹 } 役之确定
尺寸{见 GB厅 7306.21更,在 7 在)
于 7306.2 ::;畏
螺绞长度 M)
极限偏 差
44 机幡T丁业标准 化与质量 2010/2
1994-2011ζhina 八 çaJcmic J(旧 rnal Elcclronic Pub Ji shing !!(圳usc 八 11 ri吕 hts rc、crvcd.
37
1
2
3
对
般用璋的榷蜡 技咱自孔 可 用钻头 H lO;
'"钻出.对要求较高的锥 蠕 拉应思量边 用 先钻再较 再 攻"". ;
日 公且
钻 头 直 任公 恙 .
h8
l 内帽致 有 政 螺 拉长度控脏睿纳井 蠕 垃 有 放 蠕 垃长度苟血 1. , 固 锥 内螺 宜生犀酣
4
以上撞据通 用 T 密封内 螺 在尾部平来 用 坦 )J 结构的情况
内燃机有限公司制定了 t 管螺纹攻丝
前铀孔{怕头)班径 》 企业标准,该
3) 采用先钻网佳 工艺时 ! 技孔
直径之确足
锥皮技 1 :1 6 ,桂孔 外口尺寸核荔而处 的内螺绞小径萎本尺寸。
最大值 =8.737- (4.102 + 2.822)
标准的制'"极大地提高了工艺人员确
定攻丝前估孔{始头):1(径的效率。 笔者参入了该标准制定全过程 , 这里将归纳所何介细如下 , 供探讨。
m
钻 底 孔(钻 生)直梗
1ij 25 .4 mm
内的牙数
螺距
小
径
m
m
,
E主 径
孔公 洼 +口"
Rc 1/8 Rc 1/4
内 0 3/8
28
0.907 1.337 1.337 1.814 1.814
23阻
8. 637
8 .495 11.339 14.844 18.487 23.973 30.110 38.771 44.664 56.475
(Rp 螺纹)攻丝前钻孔直
1GB厅 7306.1 ;;畏 1
:;p,;
18 栏数据)
,
如
Rp 3/8 螺纹底孔{钻头 ) :1<
管螺纹第 1 部分圆柱内螺纹与国
锥外蝴纹 ) 径之确足
③内螺纹小径最大、最小值二内
赚绞小径某本尺寸金内螺纹小径极限
径之确定 小径极限尺寸范田二 14.95 主
偏差 i
0.104 =14.846 -15.054 , 靠 取标准倪
14.5 +口" 。
17.75--::2~
'"
22
28 28 35
36 36
2275+口口 "
2875+口口 E
37.5+口 2日
。
12.3 叫,口"
。 。
290 +~.2由
38 . 0+口口 2四
440+口 E由
。 。
NPT 1 Y, NPT 2
注
43.5+口口 2自 55.5+口~
。
2.209
56.0+口~
交 验 经
规格
m
JJj 25.4mm
内的牙盘
螺距
大晴 内梧
攻挝 ~'( 锚孔(钻 到直持 lk 孔探 L ,
0, NPT 1/8 NPT 1/4 NPT 3/8 NPT 1/2 NPT 3/4 NPT 1 NPT
1 刘
饺孔
不佼孔
27
0.941 1.4 11 1.4 11 1.814 1.814 2.209
②查取内蝴纹小径的极限偏爱
G
1/2 螺纹底孔{帖头}草
在~j,.1ï非密封圆柱曹帽住[(!l帽草草}攻佳前钻孔直持
m
钻 膜 乱(钻头)直接
内 螺 纹 规倏 部 25 .4mm
冉的牙缸
螺距
阳
小
径
m
,
蓝 领
孔公差
G 1/8 G 1/4 G 318 G 1f2 G 314 G1 G 1 Y. G 1 Y, G2
8. 5
G
19 19
14
11.551 15.056
1 日 775
11.5 15.0 18.5 24.0 30.25 39.0 45.0 56.5
径之确定
+口" C +口"
Rc 1/2 Rc 3/ 4 Ro1
Ro1月 Ro1月
G +0.2
。
14
11 11 11 11
7307-2川 1 ( 55。非峦 IG 螺纹)攻丝前钻
差为主 1P;
④内螺绞有效螺绞长皮范围内 最里端蝴纹小径最大、最小 fa= 内螺 绞小役,事本尺寸 1 月 16; 有安交螺纹长度 116 主
( 55 0 密封管蝴纹第 2 部分圆惟内
螺纹与国锥外蝴纹 >-