啤酒工艺计算案例
20100618啤酒生产工艺流程及成本核算

啤酒生产工艺流程及成本核算1、啤酒生产工艺流程简介(1)啤酒酿造工艺流程啤酒酿造工艺流程图以普通雪花啤酒生产工艺(15°P;40%淀粉;75吨)为例一、糖化部分:1、原料配比:麦芽/淀粉=60%/40%;麦芽配比:国麦/澳麦/小麦芽=65%/25%/10%。
2、投料量及添加剂的添加要求,按下表规定进行:糊化锅投入原辅料后经过高温加热,与糖化锅的原辅料均匀混喝搅拌。
工序原料或添加剂名称添加量添加时间备注糊化水175hl 按投料时间加水投料时水温40℃淀粉5800kg 按投料时间添加预置水后添加3.糖化曲线糖化锅糊化锅44℃50′ 40℃70℃ 20′50℃10′ 100℃ 10′93℃ 30′70℃40′兑醪72℃(碘反应完全) 76℃过滤煮沸糖化曲线示意图3.麦汁过滤:(1)过滤麦汁清亮透明,整个过滤时间不超过150分钟。
(2)头号麦汁浓度:17.0-19.0°P(3)洗糟水温度:75—78℃。
(4)洗糟残糖:≥1.0°P(5)洗糟次数:4次,每深耕后需回流,保证麦汁清亮透明。
(6)洗糟水PH:5.0±0.54、煮沸工艺:(1)常压煮沸满锅量为860-870hL,应保证煮沸锅满锅浓度13.1—13.8%。
低压煮沸满锅量为820-830hL,应保证煮沸锅满锅浓度13.8-14.1%。
(2)满锅前添加硫酸钙1.5 kg;氯化钙4.0kg。
(3)煮沸锅满量时按照满量麦汁PH 调整到5.3—5.4加乳酸。
(4)酒花添加工艺:第一次加花:煮沸5′加入青岛大花10kg;第二次加花:煮沸30′添加马革努门酒花进行麦汁苦味质调整;第三次加花:煮沸结束前10′加入青岛大花10kg,同时加入1.0kg酒花香油。
(5)动态煮沸时间:70分钟,煮沸强度:5.5—6.5%。
常压煮沸时间:70-80分钟,煮沸强度:7—9%。
* 注:煮沸强度——是指麦汁在煮沸时,每小时蒸发的水量。
(6)煮沸结束前15分钟加1.0kg丹诺B。
500L啤酒生产工艺--6[1].4
![500L啤酒生产工艺--6[1].4](https://img.taocdn.com/s3/m/0b1a9846336c1eb91a375d68.png)
500L啤酒生产工艺(例)一、备料麦芽 100kg糖度 11.5-12BX酒花:第一次苦花 130kg第二次苦花 80g 香花 50g第三次香花 200g酵母 4—5L二、粉碎将麦芽以2%的比例加水调匀,粉碎度应达到皮破而不碎,麦芽粉越细越好。
三、糖化1、糖化煮沸罐中加水350L升温至69℃-70℃。
2、将过滤槽冲洗干净、水排净、关闭过滤、回旋阀门。
3、把69℃热水泵入过滤槽中调整水温约为68℃。
4、将粉碎好的麦芽投入过滤槽中进行糖化,投料后的料液温度约为65℃。
5、投料后在65℃的温度段糖化90分钟,中间搅拌2-3次。
6、投料后将煮沸罐中再次加入350L水升温至100℃,最低水温不得低于78℃(视情况而定,将麦液温度调整至70℃-78℃为宜),以备洗槽和管路杀菌。
四、过滤1、糖化完成后将麦液回滤至液清,开启取样阀进行回滤。
2、麦汁回滤,清后关闭取样阀,检查沉淀槽中水是否排净,阀是否全部处于关闭状态。
3、视麦汁清亮情况掌握过滤阀开启的大小,随时观察过滤情况,以免麦汁出现浑浊或停滤现象。
4、出现浑浊可以控制过滤阀的大小以控制过滤速度来调整。
5、出现停滤,应立即关闭过滤阀,将麦液搅拌起来,重新形成过滤层,回滤、过滤直至滤完。
五、洗槽初次过滤完毕后关闭过滤阀,将已准备好的350L 80℃热水,280L泵入过滤罐中进行洗槽(要边加水边搅拌),余下的70L水对换热器和管路进行杀菌。
加入洗槽水,搅拌均匀后静止15分钟开始回滤、过滤。
同时,将煮沸罐中水排净,将沉淀罐中麦汁泵入煮沸罐中,没加热罐即可加温。
六、煮沸1、麦汁过滤完毕全部泵入煮沸罐中,直至加温至煮沸。
2、麦汁初沸加入第一次酒花,苦花130g。
3、30分钟后加入第二次酒花,苦花80g,香花50g。
4、再32分钟后加入第三次酒花,香花200g。
5、最后一次酒花添加后8分钟后即停止加温,煮沸过程结束。
6、煮沸结束后,关闭加热、打回旋,静止15-20分钟后,排酒花槽,进行泵麦汁入发酵罐。
啤酒工艺计算

第三章工艺计算3.1.1 物料横算基础数据根据表3-1的基础数据,先进行100kg原料生产11°P啤酒的物料衡算,然后进行100L11°P啤酒的物料衡算,最后进行800吨/天啤酒厂的物料衡算表3-1啤酒生产基础数据项目名称百分比﹪说明定额指标原料利用率98.5麦芽水分 5.0大米水分12 无水麦芽浸出率75 无水大米浸出率95原料配比麦芽70 大米30损失率冷却损失 5.0发酵损失 1.5 对热麦汁而言过滤损失 1.0装瓶损失 1.0总损失率啤酒总损失率8.5 对热麦汁而言3.1.2 100㎏原料生产10°P啤酒的物料衡算热麦汁量根据表2-1可得原料收得率分别为:原料麦芽收得率为:0.75(100-5)÷100=71.25%原料大米收得率为:0.95(100-12)÷100=83.6%混合原料收得率为:(0.7×71.25%+0.3×83.6%)×98.5%=73.83%由上述可得100kg混合原料可制得10°P热麦汁量为:(73.83÷10)×100=738.3(kg)查《啤酒工业手册》得10°P麦汁在20°C的密度为1.04kg/L。
而100°C 热麦汁比20°C时的麦汁体积增加1.04倍。
故,1.热麦汁(100°C)体积为:738.3÷1.04×1.04=738.3(L)2.冷麦汁量为:738.3×(1-0.05)=701.38(L)3.发酵液量为:701.38×(1-0.015)=690.86(L)4.过滤酒量为:690.86×(1-0.01)=683.95(L)5.成品啤酒量:683.95×(1-0.01)=677.11(L)3.1.3生产100L 10°P啤酒的物料衡算根据上述衡算结果知,100kg混合原料可生产10°P淡色啤酒约677.11L,故可得下述结果:1.生产100L 10°P淡色啤酒需耗混合原料量为:100÷677.11×100=14.77(kg)2.麦芽耗用量:14.77×70%=10.34(kg)3.大米耗用量:14.77×30%=4.43(kg)4.酒花耗用量:对浅色啤酒,热麦汁中加入的酒花量为0.2%,故酒花耗用量为:738.3÷677.11×100×0.2%=0.218(kg)同理,100kg原料耗酒花:677.11÷100×0.218=1.48(kg)5.热麦汁量:738.3÷677.11×100=109.04(L)6.冷麦汁量:701.38÷677.11×100=103.58(L)7.发酵液量:690.86÷677.11×100=102.03(L )8.滤过酒量:683.95÷677.11×100=101.01(L)9.成品酒量:677.11÷677.11×100=100(L )10.湿糖化糟量:设排出的湿麦糟含水分80% 湿麦芽糟量:[(1-0.05)(100-75)/(100-80)] ×10.34=12.28(kg )湿大米糟量:[(1-0.12)(100-95)/(100-80)] ×4.43=0.97(kg)故湿糖化糟量:12.28+0.97= 13.25(kg ) 同理,100kg 原料产生湿糖化糟:677.11÷100×13.25=89.72(kg)11.酒花糟量:设酒花在麦汁中的浸出率为40%,酒花糟含水分以80%计,则酒花糟量为:kg654.0100)80100(100)40100(218.0=⨯-⨯-⨯同理,100kg 原料产生湿酒花糟:677.11÷100×0.654=4.43(kg )12.酵母量(以商品干酵母计)生产100L 啤酒可得2kg 湿酵母泥,其中一半作生产接种用,一半作商品酵母用,即为1kg 。
啤酒工艺计算范文
啤酒工艺计算范文
一、配方计算
1、配料计算
根据啤酒产品的特性,将须要的原料称量准备就绪,如大麦芽、玉米面、酒花、啤酒酵母,并且根据各原料的技术指标确定比率后进行配料。
2、原料测定
测定每一种原料的粗蛋白(CP)含量及粗脂肪(EE)含量,用于将不
同的原料按照正确的比例进行配料。
3、汁测定
汁测定是检测啤酒原料汁中的澱粉、芳香物质、色素的含量,用于检
测原料和配方是否合格。
4、发酵糖测定
发酵糖测定用于测定酿造酒中水溶性糖分含量,以便计算原料糖精比。
5、酒精度测定
采用蒸馏仪测量啤酒的酒精度,以便检测啤酒是否符合市场标准及酿
造标准的要求。
二、酿造工艺计算
1、煮沸温度控制
采用温度传感器进行煮沸温度控制,确保原料汁在适当的温度下进行
煮沸,以提高原料汁的芳香物质含量。
2、发酵糖浓度控制
采用比重计进行发酵糖浓度控制。
根据发酵糖浓度的不同确定酿造中的糖液浓度和酒精度控制。
3、发酵温度控制
采用温度计测量发酵罐内温度进行发酵温度控制,确保发酵温度在正常范围内。
4、发酵时间控制
采用时间定时器控制发酵时间。
年产30万吨啤酒厂工艺设计和物料衡算

年产30万吨啤酒厂工艺设计和物料衡算年产30万吨啤酒厂工艺设计和物料衡算热凝固物回收主要是在煮沸锅中,达到一定煮沸强度后,麦汁会产生热凝固物,,这其中含有大量酒花物质,可以将其加入过滤槽中,随着麦汁的过滤,就可以使一部分酒花物质进入麦汁……酵母中回收啤酒主要有板筐压虑机,振动式膜分离机和叉流过滤机,前者酵母破碎严重,第二个价格太贵,第三个即便宜又好用。
主要是使酵母液在陶瓷膜孔上做切向运动,清液能从孔中滤出,叉流过滤机主要通过压差控制回收量2.1.1原料加工处理;啤酒酿造需要四种原料:大麦、酒花、水和酵母。
这些原料的质量决定着所生产啤酒的质量。
了解这四种原料的特性及其对工艺的影响,是对起进行加工处理的前提,只有这样才能有针对性地进行工艺控制。
2.1.1.1麦芽的制备大麦为啤酒酿造提供必需的淀粉,这些淀粉在啤酒厂的糖化车间被转变成可发酵性浸出物。
种植适合酿造啤酒的大麦品种非常重要,因为这些这些大麦制成的麦芽,浸出物含量很高。
麦芽有大麦制成,制麦芽的目的是在大麦颗粒中形成酶并使大麦颗粒中的某些物质发生转化。
因此大麦需要发芽并只能发芽一段时间。
有大麦制成的麦芽,其外表几乎和大麦一样。
麦芽的制造包括如下几个步骤:大麦进厂接受,清选,分级和输送;大麦的干燥与储存;大麦浸泡;发芽;麦芽干燥;干燥后的麦芽处理;2.1.1.2原料的称量本设计的投料量比较大,所以用传统的倾翻计量称就不再适用,本设计里面使用的是电子计量称,该称为了能够准确的称量,投料过程不能太快,它分为:前容器,称重容器和后容器。
2.1.1.3麦芽的粉碎糖化是为使麦芽中的酶尽可能作用并分解麦芽中的内容物,麦芽必须粉碎。
粉碎是一个机械破碎过程。
在这一过程中,必须保护麦皮,因为麦皮将作为过滤槽中的过滤介质。
糖化是要尽可能是酶与麦芽内容物接触并分解。
对此需将麦芽粉碎,粉碎的越细,则酶的作用面就越大,也能更好地对内容物进行分解。
麦芽粉碎越细,麦糟体积就越小;麦芽粉碎越细,麦糟层的渗透性就越差,麦糟就越快被吸紧,过滤时间就越长。
啤酒课程设计计算书-完美版 (2)
课程设计计算书作者:学号:院系:专业:题目:13.5万吨12°浅色啤酒厂糖化发酵工艺设备设计重点设备—糖化锅指导者:魏群刘月华评阅者:姓名职称2015 年 11 月吉林目录第1章工艺计算 (3)1.1 计算依据 (3)1.2 以100Kg混合原料生产11°浅色啤酒物料计算 (3)1.2.1 糖化物料的计算 (3)1.2.2 澄清冷却物料的计算 (6)1.2.3 主发酵的计算 (6)1.2.4 后发酵的计算 (7)1.2.5 成品啤酒的计算 (7)1.2.6 换算成100L成品啤酒的各项数据 (7)1.2.7 换算成13.5万吨成品啤酒量各项数据 (7)1.2.8 换算成每日生产量各项数据 (7)第2章设备计算 (9)2.1 贮箱计算 (9)2.2 碎机生产能力的计算 (10)2.3糖化 (11)2.3.1糊化锅 (11)2.3.2糖化锅 (12)2.3.3过滤槽 (14)2.3.4蒸煮锅 (15)2.4旋涡沉淀槽 (16)2.5薄板冷却器 (18)2.6水箱 (21)2.7糖化用泵的选择 (21)2.8发酵设备计算 (21)2.9 硅藻土过滤机 (26)2.10 清酒罐 (27)第3章重点设备及其计算 (28)第1章工艺计算1.1 计算依据(1) 以100Kg混合原料计算,麦芽:玉米=70:30,酿造12°浅色啤酒。
(2) 工艺损耗以国家颁布的一级企业先进指标为计算依据。
(3) 基础数据:选澳大利亚麦芽,年产13.5万吨12°浅色啤酒,麦芽:玉米=70:30,重点设备糖化锅。
图1-1 生产原料数据图年生产320天,生产旺季每天糖化6次,生产淡季每天糖化3次,每年总糖化次数为1440次。
1.2 以100Kg混合原料生产11°浅色啤酒物料计算1.2.1 糖化物料的计算(1) 谷物清净磨碎损失重量(kg)采用干法粉碎:麦芽清磨损失:gm =m×Pm=70×0.66%=0.462(kg)大米清磨损失:gn =n×Pn=30×0.60%=0.180(kg)总损失:g= gm+ gn=0.642(2) 100kg混合原料中含浸出物重量(G)(湿法粉碎)麦芽:Gm =(m-gm)×(1-Wm)×Em=(70-0.462)×(1-5.2%)×81%=53.40(kg)(干法破碎)=m(1- Wm )×Em=70×(1-5.2%)×81%=53.75(kg) (湿法破碎)大米:Gn =(n-gn)×(1-Wn)×En=(30-0.180)×(1-12%)×93%=24.40(kg)(干法破碎)=n(1- Wm )× En=30×(1-12%)×93%=24.55(kg) (湿法破碎)则:E=Gm +Gn=53.5+24.5=78(kg)(3) 糖化用水计算(G水)酿造12°浅色啤酒的头号麦汁的浓度一般为12%—14%,现取13%,糖化时原料利用率Φ=98%,原料含水率和糖化时水分蒸发量忽略不计。
啤酒工艺计算

第三章工艺计算3.1.1 物料横算基础数据根据表3-1的基础数据,先进行100kg原料生产11°P啤酒的物料衡算,然后进行100L11°P啤酒的物料衡算,最后进行800吨/天啤酒厂的物料衡算表3-1啤酒生产基础数据项目名称百分比﹪说明定额指标原料利用率98.5麦芽水分 5.0大米水分12 无水麦芽浸出率75 无水大米浸出率95原料配比麦芽70 大米30损失率冷却损失 5.0发酵损失 1.5 对热麦汁而言过滤损失 1.0装瓶损失 1.0总损失率啤酒总损失率8.5 对热麦汁而言3.1.2 100㎏原料生产10°P啤酒的物料衡算热麦汁量根据表2-1可得原料收得率分别为:原料麦芽收得率为:0.75(100-5)÷100=71.25%原料大米收得率为:0.95(100-12)÷100=83.6%混合原料收得率为:(0.7×71.25%+0.3×83.6%)×98.5%=73.83%由上述可得100kg混合原料可制得10°P热麦汁量为:(73.83÷10)×100=738.3(kg)查《啤酒工业手册》得10°P麦汁在20°C的密度为1.04kg/L。
而100°C 热麦汁比20°C时的麦汁体积增加1.04倍。
故,1.热麦汁(100°C)体积为:738.3÷1.04×1.04=738.3(L)2.冷麦汁量为:738.3×(1-0.05)=701.38(L)3.发酵液量为:701.38×(1-0.015)=690.86(L)4.过滤酒量为:690.86×(1-0.01)=683.95(L)5.成品啤酒量:683.95×(1-0.01)=677.11(L)3.1.3生产100L 10°P啤酒的物料衡算根据上述衡算结果知,100kg混合原料可生产10°P淡色啤酒约677.11L,故可得下述结果:1.生产100L 10°P淡色啤酒需耗混合原料量为:100÷677.11×100=14.77(kg)2.麦芽耗用量:14.77×70%=10.34(kg)3.大米耗用量:14.77×30%=4.43(kg)4.酒花耗用量:对浅色啤酒,热麦汁中加入的酒花量为0.2%,故酒花耗用量为:738.3÷677.11×100×0.2%=0.218(kg)同理,100kg原料耗酒花:677.11÷100×0.218=1.48(kg)5.热麦汁量:738.3÷677.11×100=109.04(L)6.冷麦汁量:701.38÷677.11×100=103.58(L)7.发酵液量:690.86÷677.11×100=102.03(L )8.滤过酒量:683.95÷677.11×100=101.01(L)9.成品酒量:677.11÷677.11×100=100(L )10.湿糖化糟量:设排出的湿麦糟含水分80% 湿麦芽糟量:[(1-0.05)(100-75)/(100-80)] ×10.34=12.28(kg )湿大米糟量:[(1-0.12)(100-95)/(100-80)] ×4.43=0.97(kg)故湿糖化糟量:12.28+0.97= 13.25(kg ) 同理,100kg 原料产生湿糖化糟:677.11÷100×13.25=89.72(kg)11.酒花糟量:设酒花在麦汁中的浸出率为40%,酒花糟含水分以80%计,则酒花糟量为:kg654.0100)80100(100)40100(218.0=⨯-⨯-⨯同理,100kg 原料产生湿酒花糟:677.11÷100×0.654=4.43(kg )12.酵母量(以商品干酵母计)生产100L 啤酒可得2kg 湿酵母泥,其中一半作生产接种用,一半作商品酵母用,即为1kg 。
啤酒工艺学毕业设计第三部分
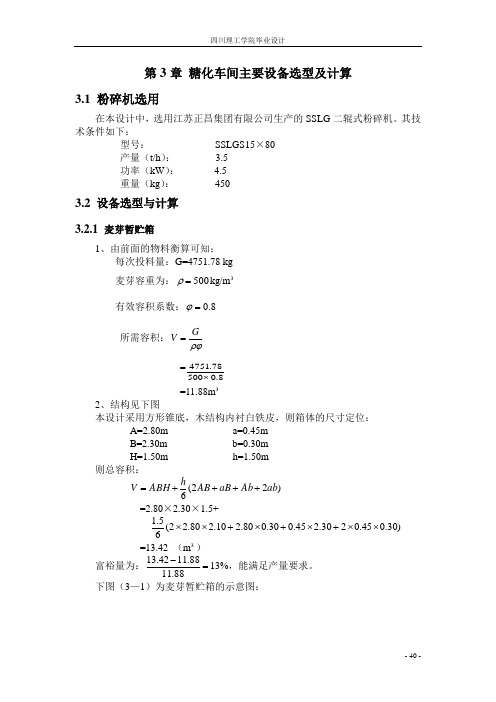
第3章 糖化车间主要设备选型及计算3.1 粉碎机选用在本设计中,选用江苏正昌集团有限公司生产的SSLG 二辊式粉碎机。
其技术条件如下:型号: SSLGS15×80 产量(t/h ): 3.5 功率(kW ): 4.5 重量(kg ): 4503.2 设备选型与计算3.2.1 麦芽暂贮箱1、由前面的物料衡算可知: 每次投料量:G=4751.78 kg 麦芽容重为:500=ρkg/m ³ 有效容积系数:8.0=ϕ所需容积:ρϕGV==8.050078.4751⨯=11.88m ³ 2、结构见下图本设计采用方形锥底,木结构内衬白铁皮,则箱体的尺寸定位: A=2.80m a=0.45m B=2.30m b=0.30m H=1.50m h=1.50m 则总容积: )22(6ab Ab aB AB h ABH V ++++==2.80×2.30×1.5+)30.045.0230.245.030.080.210.280.22(65.1⨯⨯+⨯+⨯+⨯⨯=13.42 (m ³) 富裕量为:=-88.1188.1142.1313%,能满足产量要求。
下图(3—1)为麦芽暂贮箱的示意图:3.2.2 麦芽粉暂贮箱1、所需容积计算已知单次投料量为:4751.78kg 麦芽粉的比容:C=2.560m ³/t有效容积的系数取为:7.0=ϕ,则所需容积为: ϕGCV ==7.010560.278.47513-⨯⨯=17.38 (m ³)2、结构采用方形锥底,木结构,内衬白铁皮,则定箱尺寸为: A=3.50m a=0.50m B=2.00m b=0.30m H=2.00m h=2.0m 则其总容积为: )22(6ab aB Ab AB h ABH V ++++==3.50×2.00×2.00+32(2×3.50×2.00+3.50×0.30+0.50×2.00+2×0.50×0.30)=19.12 (m ³) 富裕量为:38.1738.1712.19-×100%=10%,能满足产量要求。
年产5000t啤酒物料衡算(啤酒工业手册)

第二章工艺计算及车间设备布置第一节工艺计算一、物料衡算〔一〕麦芽生产1、根底数据〔见表7-2-1〕表7-2-1 麦芽生产根底数据2、100公斤精选大麦生产浅色麦芽的物料计算〔精选大麦为经过粗选,分级工序后的大麦〕〔1〕浸渍大麦大麦的干物质含量=〔100-W1〕=〔100-13〕 =87〔公斤〕 浸渍总损失=n+t=〔1+0.8〕%=1.8% 大麦浸渍后含干物质量=87×〔1-1.8%〕 =85.43〔公斤〕浸渍大麦重量=4510010043.85210010043.85-⨯-⨯=W=155.3〔公斤〕 浸渍大麦容重以660公斤/3米计算浸渍大麦容积=660100032.155⨯=235.3〔升〕 〔2〕绿麦芽精选大麦浸麦,发芽过程的总损失为 n+t+m=〔1+0.8+7〕%=8.8%100公斤精选大麦发芽后,绿麦芽的干物质含量: 87×〔1-8.8%〕=79.34〔公斤〕绿麦芽质量等于=2-10010034.79W ⨯=4310010034.79-⨯ =139.2(公斤〕 绿麦芽的容量以410公斤/3米计算:绿麦芽容积=4102.139×1000=339.5〔升〕精选大麦容重以635公斤/3米计算:那么 精选大麦容量=635100×1000=157.5〔升〕由精选大麦制成半成品绿麦芽的容积增加倍数为:5.1575.339=2.16〔倍〕附:100公斤精选大麦〔G1〕的呼吸损失,发芽室水分蒸发和发芽过程二氧化碳释出量:① 发芽呼吸损失:S=G1×1001100W -×100m=100×10013-100×1007=6.09〔公斤〕 ② 发芽室水分蒸发W=S 〔0.55+31003W W -〕=6.09〔0.55+43-10043〕=7.94〔公斤〕—每公斤淀粉燃烧时所蒸发的水分③ 发芽过程二氧化碳释出量 ××6.09=9.927〔公斤〕 —每公斤淀粉燃烧释出的CO2,〔3〕成品麦芽根据根底数据,干麦芽〔成品麦芽〕含水分为3.5% 除根损失 q=4%那么100公斤精选大麦得麦芽根量: 87×4%=3.48〔公斤〕 除根后成品麦芽干物质量为: 79.34-3.48=75.86〔公斤〕那么100公斤精选大麦制成成品麦芽的重量为:5.3-10086.75×100=78.6〔公斤〕或100×5.3-10013-100×100478.01-100)(+++ =78.6〔公斤〕成品麦芽容重以500公斤/3米计算成品麦芽容积=5006.78×1000=157.2〔升〕〔4〕原大麦根据根底数据:清麦及杂谷别离损失 P=10% 分级损失 R=5%那么100公斤精选大麦,需原大麦〔即商品大麦〕量为:)(510-100100+×100=117.6〔公斤〕原大麦容重为650公斤/3米原大麦容积为=6506.117×1000=181〔升〕或分级前大麦重量为:10-100100×100=111.1〔公斤〕大麦精选率%=原大麦量(公斤)精选大麦量(公斤)×100%=6.117100×100%=85%麦芽生成率%=精选大麦量(公斤)除根后麦芽量(公斤)×100%=1006.78×100%=78.6%成品麦芽对原大麦的生成率为:6.1176.78×100%=66.8%生产100公斤成品麦芽需用原大麦量为:6,796.117×100=149.7〔公斤〕生产100公斤成品麦芽需用精选大麦量为:6.78100×100=127.2〔公斤〕〔5〕浮麦根底数据浮麦损失n=1%那么100公斤精选大麦中,浮麦为87×1%=0.87〔公斤〕 浮麦含水分35%那么浮麦重量=35-10087.0×100=1.34〔公斤〕设浮麦在空气中枯燥后,其水分为13%那么干浮麦重量=13-10087.0×100=1〔公斤〕干浮麦容重以500公斤/3米计算 那么100公斤精选大麦得浮麦容积为:500t×1000=2〔升〕〔6〕麦根设麦根含水分10%100公斤精选大麦的麦根量为10-10048.3×100=3.87〔公斤〕麦根容重以350公斤/3米计,其容积为:35087.3×1000=11.06〔升〕〔7〕精选大麦100公斤精选大麦容积为:635100×1000=157.5〔升〕3、麦芽生产物料衡算表〔表7-2-2〕 表7-2-2 麦芽生产物料衡算表* 指枯燥浮麦含水分13%计。
啤酒工艺计算案例

啤酒工艺计算案例
此案例描述的是生产一千桶啤酒的工艺,以及对相关工艺的计算。
1、酿造原料的投入:
麦芽:4.9吨,每吨制造啤酒精度为11.5%,且烹饪时间为60分钟,收率为65%,投入成本为80元/吨,总投资成本为3.92万元。
其它原料:包括水、啤酒花、酵母等,水投入量为50立方米,每立
方米投入成本为2元,总投资成本为1千元;啤酒花投入量为0.3吨,投
入成本为20元/公斤,总投资成本为6千元;酵母投入量为10公斤,投
入成本为8元/公斤,总投资成本为80元;其它原料总投入成本为7千元。
总投入成本:麦芽投入成本为3.92万元、其它原料投入成本为
13.08万元,总投入成本为17万元。
2、酿造工艺:酿造工艺分为几个步骤:碾磨、和麦、熬煮、糖化、
发酵、冷却、筛选、滤除、灌装等步骤。
(1)碾磨:将麦芽碾碎进行碾磨,投入量为4.9吨,收率为65%,
投入成本为3.92万元,总投资成本为3.92万元。
(2)和麦:将麦芽和水比例为1:4,加入啤酒花和酵母,和麦时间
为2小时,投入成本为1千元,总投资成本为1.2万元。
(3)熬煮:在60分钟内将和麦物经熬煮,投入成本为2千元。
啤酒发酵工艺计算

4960kg啤酒发酵工艺计算一、主发酵中排出的二氧化碳量每1hl 12°P 麦汁中含有12kg 浸出物,其中2/3为可发酵性糖,即8kg 可发酵性糖被酵母发酵。
8kg 可发酵性糖可分解为4kg 乙醇和4kg 二氧化碳。
也就是说,在为期6天的主发酵中,1hl 麦汁可形成4kg 二氧化碳。
例1:如果每天发酵200t 麦汁的话,在6天主发酵中形成的CO 2量为: 200×10×4 = 8,000kg啤酒中溶解的二氧化碳量为0.3kg/hl 则200t 啤酒中溶解的二氧化碳量为: 200×10hl ×0.3kg/hl = 600kg这样,在6天的主发酵中,从主酵间逸出的二氧化碳量为: 8,000kg -600kg = 7,400kg所以,每天逸出的二氧化碳量为: 7,400kg ÷6 = 1,223kg每天逸出的二氧化碳体积为: 1223kg ÷2m 3/kg = 616m 3即:主酵期间,每天逸出的二氧化碳量为616 m 3。
二、发酵车间收得率由于接种麦汁的容量是在低温状态下测定的,因此不需要校正系数。
计算公式:发酵车间收得率Ag=例2: 由4,960kg 比尔森型麦芽投料生产出331hL 浓度为11.4%(质量分数)的定型麦汁(即打出麦汁的质量浓度为11.09kg/hL )。
接种麦汁量为321hL ,浓度为11.2%(质量分数,相当于质量浓度11.68kg/hL )。
求:糖化车间收得率As 与发酵车间收得率Ag 的差值为多少?解:As= = 76.24%Ag= =75.59%差值为:As -Ag =76.24%-75.59%=0.65%三、计算发酵罐的体积和酵母产量例3:一锥形发酵罐的总麦汁高度为9.4m,直径为4.2m,锥形高度为3.6m,求此罐可容纳多少百升麦汁?发酵结束后大约能产生多少公斤酵母?能生产多少公斤商品干酵母?计算如下:(1)柱体高度= 9.4m-3.6m = 5.8m柱体部分容积:公式V Z =πr2hVZ=3.14×2.1×2.1×5.8 = 80.31m3锥体部分容积:公式VK=1/3πr2hV K = 1/3×3.14×2.1×2.1×3.6 = 16.62m3V = V Z +V K= 80.31+16.62 = 96.93m3 = 969.3hL(2)每百升麦汁在发酵后形成1.5~2.5公斤泥状酵母,取中间值为2.0公斤酵母产量= 969.3×2.0 = 1938.6公斤(3)主酵形成泥状酵母(含水量为85%),平均40%用于再生产菌种,60%用于制造商品干酵母粉(含水量为7%)商品干酵母= 1938.6×(1.0-85%)×60%/(1.0-7%)= 187.6公斤四、清洗液对于例3计算中的锥形罐需要多少清洗液?每米周长需清洗液30hL/h锥形罐周长=πD = 3.14×4.2 = 13.2m则13.2m周长需清洗液量= 13.2m×30hL/h·m = 396hL/h = 11L/s(必要的清洗液量为11L/s)五、主发酵后嫩啤酒的产量麦汁经过主发酵,由于泡盖、酵母沉淀及输送等因素出现体积损失,取损失系数为2.0% 所以嫩啤酒产量= 冷麦汁量×(100%-2.0%)六、成品啤酒的计算啤酒过滤损失为0.5~1.0%,输送管路损失为0.1~0.2%,装瓶损失为1.0~4.0%可取成品啤酒损失为后酵啤酒体积的3.5%.成品啤酒产量= 后酵啤酒体积×(100%-3.5%)成品啤酒总收得率= 成品啤酒量÷热麦汁量第五章酵母的添加、回收和保存第一节酵母的添加一、啤酒厂酵母扩培、回收与添加的关系(见图5.1)图5.1 啤酒厂酵母扩培、回收与添加的关系二、酵母添加方法1.干加法在酵母接种器内,放入适量的冷却麦汁,再将洗涤保存的酵母泥,倾去上部清水,量出所需要的酵母量(0.6~0.8%左右),加入接种器内,使麦汁与酵母混合均匀。
年产量15万吨啤酒厂工艺计算

目录摘要 (3)1 啤酒生产工艺 (3)1.1 啤酒生产工艺简介 (3)1。
2 产品方案 (4)1.2.1 生产规模 (4)1.2.2 主要原料规格 (4)1。
2.3 生产品种及数量 (4)1。
3劳动定员 (5)2 啤酒厂糖化车间的物料衡算 (5)2。
1 啤酒生产基础数据 (5)2。
2物料衡算 (5)2.2。
1 100kg原料(75%麦芽,25%大米)生产11°啤酒的基础物料衡算 (6)2.2.2 生产100L,11°啤酒消耗原料物料衡算 (6)2。
2。
3 年产150000吨11°啤酒的物料衡算表 (8)3 啤酒厂糖化车间的热量衡算 (10)3。
1糖化工艺流程图 (10)3。
1.1糖化用水耗热量Q1 (11)3。
1.2第一次米醪煮沸耗热量Q2 (12)3.1。
3第二次煮沸前混合醪升温至70°C的耗热量Q3 (13)3。
1.4第二次煮沸混合醪的耗热量Q4 (14)3.1。
5洗糟水耗热量Q5 (15)3.1.6麦汁煮沸过程耗热量Q6 (15)3.1。
7糖化一次总耗热量Q总 (16)4 糖化蒸汽耗用量计算 (16)4。
1一次糖化蒸汽耗用量 (16)4。
2 糖化小时最大蒸汽耗用量Dmax (16)4。
3 吨酒蒸汽耗用量 (16)4。
4 150000t/年啤酒厂糖化总热量衡算表 (16)5工艺耗水量计算(含冷却水) (17)5。
1糖化用水 (17)5.2 洗槽水用量 (17)5。
3糖化室洗刷用水 (17)5。
4 澄清槽洗刷用水 (17)5。
5 CPI装置洗涤用水 (17)5.6过冷却器洗洗刷用水 (17)5.7硅藻土过滤机洗刷用水 (18)5.8清酒罐洗刷用水 (18)5.9洗瓶机洗刷用水 (18)5.10 杀菌机用水 (18)5。
11包装车间地面用水 (18)5.12 鲜啤酒桶洗刷用水量 (18)5。
13其他用水 (18)6 150000t/年啤酒厂发酵车间耗冷量计算 (18)6。
啤酒碳足迹及计算案例

啤酒碳足迹及计算案例咱今儿个来唠唠啤酒的碳足迹,这事儿可挺有趣的呢。
一、啥是啤酒的碳足迹。
简单来说,啤酒从原料种植开始,到最后被你喝进肚子里,这整个过程中都会产生温室气体排放,这些排放的总和就是它的碳足迹。
就像啤酒在地球上留下了一串“碳排放脚印”,这脚印有大有小,取决于很多因素哦。
二、啤酒生产环节中的碳排放源。
1. 原料种植。
麦芽是啤酒的主要原料之一。
种植大麦(麦芽的来源)的时候,会用到化肥和农药,生产这些化肥和农药就会排放温室气体。
比如说,制造氮肥的过程中会释放大量的二氧化碳,就像一个不断在喘气的小怪物。
而且,农业机械在田里耕种、收割的时候,也会消耗燃油,燃油一烧,二氧化碳就冒出来啦。
啤酒花也是重要原料。
种植啤酒花同样需要土地、水和肥料等资源,这些都会带来碳排放。
想象一下,那些用来灌溉啤酒花的水泵在抽水的时候,电是哪儿来的?如果是烧煤发电,那又会增加碳排放。
2. 酿造过程。
首先是糖化。
把麦芽粉碎后煮成麦芽汁,这个过程需要加热。
如果是用传统的化石燃料锅炉来加热,那可不得了,大量的二氧化碳就这么产生了。
这就好比是一个大火炉在不停地往大气里吐烟圈,每个烟圈都是二氧化碳分子。
发酵环节也不简单。
酵母在工作的时候会产生二氧化碳,但这里产生的二氧化碳一部分会被收集利用(比如用来给啤酒充气),可发酵过程中的温度控制设备需要用电,电的来源又可能涉及到碳排放。
如果是一个小啤酒厂,用的是比较老旧的制冷设备,那碳排放就更多了。
过滤和包装。
过滤啤酒要用到各种设备,这些设备的运行需要能源。
包装就更明显了,玻璃瓶、易拉罐的生产都需要消耗大量能源。
比如说,生产一个玻璃瓶,要经过高温熔化玻璃原料、成型等工序,每个环节都在排放温室气体。
就像玻璃瓶在诞生的过程中经历了一场“碳排放之旅”。
3. 运输和销售。
啤酒生产出来后,要运到各地的酒吧、超市。
如果是用大卡车运输,卡车烧柴油,那一路上就会排放二氧化碳。
而且运输的距离越远,排放的就越多。
《全国啤酒工业主要经济技术指标统一计算方法》
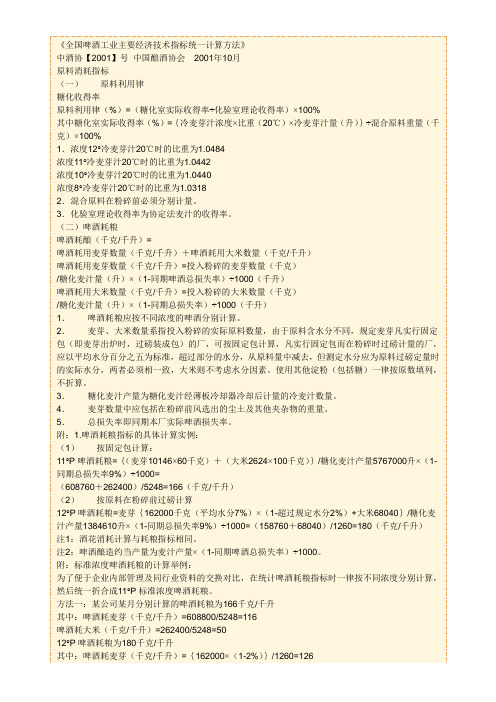
某公司全月折合11°P标准浓度啤酒耗粮为165.8千克/千升
其中:麦芽(千克/千升)=
(608800+158760)/(5246+1374.5)=115.9(千克/千升)
大米(千克/千升)=
(262400+68040)/(5248+1374.5)=49.9(千克/千升)
其中:啤酒耗麦芽(千克/千升)=608800/5248=116
啤酒耗大米(千克/千升)=262400/5248=50
12°P啤酒耗粮为180千克/千升
其中:啤酒耗麦芽(千克/千升)={162000×(1-2%)}/1260=126
啤酒耗大米(千克/千升)=68040/1260=54
根据要求将不同浓度的啤酒耗粮折合成11°P标准浓度啤酒耗粮,具体方法是将12°P啤酒酿造约当产量折合成11°P啤酒酿造约当产量:
1.浓度12°冷麦芽汁20℃时的比重为1.0484
浓度11°冷麦芽汁20℃时的比重为1.0442
浓度1麦芽汁20℃时的比重为1.0318
2.混合原料在粉碎前必须分别计量。
3.化验室理论收得率为协定法麦汁的收得率。
(二)啤酒耗粮
啤酒耗酿(千克/千升)=
3.糖化麦汁产量为糖化麦汁经薄板冷却器冷却后计量的冷麦汁数量。
4.麦芽数量中应包括在粉碎前风选出的尘土及其他夹杂物的重量。
5.总损失率即同期本厂实际啤酒损失率。
附:1.啤酒耗粮指标的具体计算实例:
(1)按固定包计算:
11°P啤酒耗粮={(麦芽10146×60千克)+(大米2624×100千克)}/糖化麦汁产量5767000升×(1-同期总损失率9%)÷1000=
根据公式计算出全月折11°P标准浓度啤酒耗粮为165.8千升/千升
啤酒工艺学毕业设计第二部分
第2章 工艺计算2.1 全厂物料衡算2.1.1 原始数据 (1) 定额指标原料利用率 98% 麦芽水分 6% 大米水分 12% 无水麦芽浸出率 75% 无水大米浸出率 95% (2) 原料配比大米 30% 麦芽 70%(3) 损失率冷却损失 3.0% 过滤损失 1.0% 发酵损失 1.0%装瓶损失 0.5%总损失 5.5% (4) 生产时间二三季度为生产旺季,占全年的70%,以170天计算。
2.1.2 全场物料衡算(一)以100㎏原料(大米粉+麦芽粉)生产10°P 淡色啤酒为依据计算。
1、热麦汁量①原料麦芽的收得率=0.75×(100-6)%=70.5% ②原料大米的收得率=0.95×(100-12)%=83.6%③混合原料的收得率=(70%×70.5%+30%×83.6%)×98%=73.93% 则100㎏原料生产10°P 热麦汁的量为:1093.73×100=739.30又因为10°P 麦汁在20℃时的比重为1.04005,而100℃的热麦汁比20℃的麦汁体积要增加1.040倍,所以:①100㎏原料生产10°P 麦汁量的体积为:04005.130.739 ×1.040=739.26 (L )②冷麦汁的量:79.26×(1-0.03)717.08 (L )③发酵液量为:717.08×(1-0.01)=709.91 (L )④过滤酒量为:709.91×(1-0.01)=702.81 (L )⑤成品酒量为:702.81×(1-0.005)=699.30 (L )(二) 生产100L10°P 淡色啤酒的物料衡算从以上可知100㎏混合原料可以生产成品啤酒699.30L 。
1、计算生产100L10°P 淡色啤酒的物料衡算①生产100L10°P 啤酒所需的原料为:30.699100×100=14.30 (㎏)②麦芽耗用量为:14.30×0.7=10.01 (㎏)③大米耗用量为:14.30×0.5=4.29 (㎏)④酒花耗用量为 对浅色啤酒,热麦汁中加入的酒花量为0.28㎏/100ml 。
耗冷量的计算

耗冷量的计算[12]发酵工艺流程图1 发酵工艺流程图工艺技术指标及基础数据 12°淡色啤酒的密度为1012=1.012年产12°淡色啤酒210004200L/1.012 =212524t ;每年5月至9月以及2月为旺季,每天糖化6个批次,余下六月为淡季,每天糖化3次,每年共糖化1480次,取1500次; 主发酵时间6天,2锅麦汁装1个发酵灌; 12°Bx 麦汁比热容c 1=4.0kJ /(kg ·K );冷媒用15%酒精溶液,比热容c 2=4.18kJ /(kg ·K ); 麦芽糖厌氧发酵热q=613.6 kJ /kg ; 麦汁发酵度60%根据发酵车间耗冷性质,可分成工艺耗冷量和非工艺耗冷量两类,即:94℃热麦汁冷麦汁(6℃)过冷却至-1℃锥形发酵罐过滤冷却清酒罐贮酒ntt Q Q Q +=工艺耗冷量1.麦汁冷却耗冷量Q 1使用一段式串联逆流式麦汁冷却方法,使用的冷却介质为2℃冷冻水, 出口温度为85℃,糖化车间送来的热麦汁温度为94℃,冷却至发酵起始温度6℃。
根据表3-1啤酒生产物料衡算表,可知每糖化一次得热麦汁148748.6L ,而相应的麦汁密度为1048kg/m 3。
故麦汁量53.1558887486.1481048=⨯=G kg又知11°麦汁的比热容为4.0kJ /(kg ·K ),工艺要求在1h 内完成冷却过程,则所耗冷量τ/)(211t t G Q c -=1/)694(0.453.155888-⨯⨯=4.53002093=kJ/h 式中 t 1和t 2——分别为麦汁冷却前后温度(℃) τ——冷却操作过程时间(h )根据设计,每个锥形发酵灌装2锅麦汁,则麦汁冷却每灌耗冷量4.53002093221⨯==Q Q f8.106004186=kJ/h相应的冷冻介质(2℃的冷水)耗量)285(18.48.106004186)('1'211-=-=t t C Q M m 40.305540=kJ/h式中 '1t 和'2t ——分别是冷冻水的初温和终温℃m G ——水的比热容kJ /(kg ·K )发酵耗冷量1.发酵期间发酵放热'2Q假定麦汁固形物均为麦芽糖,而麦芽糖的厌氧发酵放热量为613.6 kJ /kg ,麦汁发酵度为60%,则1L 麦汁放热量18.44%60%126.6130=⨯⨯=q kg根据物料衡算,每锅麦汁的冷麦汁量为144284L ,则每锥形灌发酵放热量24.12748934214428418.44'0=⨯⨯=Q kJ由于工艺规定主发酵时间为6天,每天糖化6锅麦汁,并考虑到发酵放热的不平衡,取系数1.5,忽略主发酵期的麦汁升温,则发酵高峰期耗冷量262465.1'0'2⨯⨯⨯⨯=Q Q28865.124.12748934⨯⨯==398404.2kJ/h 2.发酵后期发酵液降温耗冷''2Q主发酵后期,发酵温度从6℃缓慢降至-1℃,每天单罐降温耗冷量70.453.1558882)]1(6[21''0⨯⨯⨯=--=Gc Q=8729757.68kJ工艺要求此过冷过程在2天内完成,则耗冷量(麦汁每天装3个锥形灌)86.545609)224/(3''0''2=⨯=Q Q kJ/h3.发酵总耗冷量Q 2''2'22Q Q Q +=86.5456092.398404+==944014.06kJ/h 4.每罐发酵耗冷量0Q69.872975724.12748934''0'00+=+=Q Q Q=21478691.92kJ5.发酵用冷媒耗量(循环量)M 2发酵过程冷却用稀酒精液作冷却介质,进出口温度为-8℃和0℃,故耗冷量)818.4/(06.944014)8/(22⨯=⨯=m c Q M=28230.09kg/h 6.酵母洗涤用冷无菌水冷却的耗冷量Q 3在锥形灌啤酒发酵过程,主发酵结束时要排放部分酵母,经洗涤活化后重复用于新麦汁发酵,一般可重复使用5~7次。
啤酒配方计算-手工全麦版

实际麦汁重度 利用率 1.043 30 1.043 22 1.043 6 法计算,把余下的一行数据输入0即可。
IBU 19.80 12.10 0.00
大于0.5偏苦
有参考依据。由于酿造环境与 动计算结果,已锁定,如有需
2013自酿啤酒相关计算
出糖效率 最初估计 糖化效率 61% 预计初始麦汁比重 预计麦汁最终比重 实际糖化率(%) 实际初始重度 实际最终重度 预计体积(L)
52.1
1.052 1.012 实际理论酒精度计算 % 85 5 5 5
酒精度计算(vol%) 麦芽成分 大麦芽2L 慕尼黑20L 巧克力500L 小麦2L
IBU(苦味计算)
酒花投入时间 90 45 0
实际麦汁体积 酒花重量(g) 酒花α -酸含量(%) (L) 6 11 10 5 11 10 5 0 10 备注:此处采用三次投花法,若采用二次投法计算,把余下的一行数据输入
IBU(苦味计算)
IBU的国际范围20-40 麦汁颜色L
32 54
口感BU:GU
5.2
颜色(L) 2 20 500 2
3.8
酶 Y Y N Y
分钟 90 45 30 15 10 5 0
不同煮沸时间和麦芽汁密度下的颗粒啤酒花不同煮沸时间和麦芽汁密度下的颗粒啤酒 密度1.032_50 密度1050-65 密度1065-75 33 30 28 30 28 26 24 22 21 18 17 16 12 12 10 8 8 7 6 6 5 5 5 4 备注:一般自酿可参考,个别的啤酒花,以上数据会有变化。此处采用倒计 1IBU相当于1L啤酒 1mgα -酸
1.96 0.12 0.12 0.12
时间和麦芽汁密度下的颗粒啤酒花的利用率(%) 几种典型啤酒的IBU(参考) 比尔森Pilsner 35 IBU 棕色啤酒Amber Ale 20 - 22 IBU 印度啤酒IPA 45 - 50 IBU 波特黑啤Porter 25 - 27 IBU
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
糖化工艺糖化工艺基础性计算:以12B×麦汁为例:热麦汁为580HL(合计为60吨);热麦汁浓度12%;第一麦汁浓浓15%;配料比:麦芽75%,大米25%;麦芽绝干浸出率82%,水分%,比热g•C;大米绝干浸出率98%,水分15%,比热J/g•C;原料利用率98%。
原料浸出率计算:1.原料浸出率=麦芽绝干浸出率(1-麦芽含水量)×麦芽配料比+大米绝干浸出率×(1-大米含水量)×大米配料比=82%×(1-%)×75%+93%(1-15%)×25%=%2.每吨煮沸后麦汁量=(原料浸出率×原料利用率)/煮沸终了麦汁浓度=%×98%/12%=吨3.投料量计算:煮沸麦汁量580HL(合计为60吨)时,投料量为60/=吨,麦芽用量为×75%=吨,大米用量为吨4.糖化用水量计算:糖化用水量=总投料量×总浸出率×原料利用率×(1-第一麦汁浓度)/第一麦浓度-原料总含水量=×%×98%(1-15%)/15%-(×%+×15%)=吨设糖化锅用水为W,则糊化锅为-W,合醪时根据热平衡原理,糖化锅吸热=糊化锅放热,即糖化锅用水量为吨,糊化锅用水量为吨;糖化锅料水比1:,糊化锅料水比1:5.洗糟水量计算:洗糟水量=热麦汁/(1-煮沸强度)-总浸出量-糖化总用水量-原料总含水量=60/(1-9%)-60×%×98%--(×%+×15%)=27吨6.糖化锅投料及添加剂量计算:麦芽:7100Kg,水:吨,35-55℃下料,,50-55℃蛋白质分解休止时间为30分钟,下料温度、蛋白质分解温度和时间根据麦汁最终分析结果作相应的调整。
蛋白质分解时间要用慢搅拌,酿造水用硫酸钙调整适当的硬度,用乳酸来调节PH值,甲醛(36%要求纯度含量在200-250PPM之间),如加入过多,对酒体抗氧化性差,一般添加量为200ML/吨麦汁,用量=7200/36%=。
7.糊化锅投料及添加剂量计算:大米:2350Kg,水:吨,下料时加入液化酶/吨大米,8.酿造水调整计算:硫酸钙加入要求下料液含钙离子120PPM,冷麦汁中含钙离子浓度为50PPM以上,硫酸钙浓度>85%,糊化适当按料比稍多加一点,一般钙离子浓度为20-30PPM 左右即可,硫酸钙添加应考滤洗糟水在内,如可能一小部分在煮沸锅中加入,乳酸(80%)调整糖化醪PH值为-(以合醪后麦汁为准,尽量满足糖化醪PH值-,最终麦汁PH值为-糖化作业条件:糖化温度在62-68℃;糖化时间确定,实际糖化过程用慢搅,用碘检;糖化温度、时间按麦汁分析结果相应调整,以达到更有效的糖化工艺;糖化期间用慢搅。
麦汁过滤:加热到75℃,醪液进入过滤槽中,过滤加热水到筛板平为准,倒醪时间<10分钟,尽量避免有氧气摄入;在热麦汁过滤回流6分钟,当浊度<14EBC为止才可过滤;第一麦汁浓度控制在-,洗糟水温76℃,残糖~。
麦汁煮沸条件:酒花:20~30%初次压泡分解苦味基础;40~50%第二次在煮沸后40分钟加入,主要是为了增苦味;30~40%煮沸终了前7分钟,主要是为了增香。
必须用乳酸调最终麦汁PH值为~,PH值在煮沸前调整;煮沸时间90分钟;煮沸强度9%. 麦汁浓度调整作业: 浓度计算-糖化收得率=最终麦汁量煮沸强度密度/投料量;麦汁终前满锅麦计算,及加水所计算(略);最终麦汁总量580HL。
回旋沉淀糟:除热凝固物,沉淀30分钟;必要时加锌~;麦汁冷却60分钟,麦汁充氧发酵工艺(简略) 熟化稳定化作业:外观糖度4P以下,熟化温度8℃,酵母细胞数20106个/ML以下,封罐:熟化阶段13P发酵液糖度需降到以下时封罐,14P需降到以下封罐压力≤,熟化时间10天以内,冷却温度0~-2℃,稳定时间7天以上,感观检查,为了除去酵母而进行离心分离15分钟,经过30分钟60℃加热的啤酒不得有VDK气味和味道(每代酵母检测一次),熟化工序接近结束时,双乙酰的量应在/L以下,熟化结束后,以达到下列3个项目为准,对冷却开始进行判断:熟化时间达到规定的7天以上,双乙酰分析值在以下,除去酵母后的加热啤酒中感官上无VDK 的气味和味道贮酒酵母排放作业:封罐后,每周排放酵母两次,在贮酒罐冷却开始后达到2~3℃的当天及过滤前排放贮酒罐底酵母,温度降到-℃后,每周排放酵母一次,直至滤酒前过滤作业:只对符合生啤味的特性的,完全熟化的啤酒进行过滤稳定剂添加:作为啤酒的稳定剂,可以使用必要量的硅胶,添加量300~500g/Kl,添加量必须满足物理耐久性,反应时间在10分钟以上,添加设备:硅胶添加罐;抗氧化剂:可以添加18~22PPM的亚硫酸氢钠,其它的稳定剂经过批准后可以使用;啤酒温度:在硅藻土过滤机出口啤酒的温
度应为3℃以下;二氧化碳添加:必要时在移送到过滤机途中的啤酒添加二氧化碳,控制二氧化碳含量为~/L 脱氧水:为最低浓度控制清酒溶解氧,硅胶,硅藻土等的调配只能使用脱氧水;滤酒过程可以添加脱氧水调控啤酒浓度;脱氧水标准:溶解氧≤,温度2~4℃,~硅藻土过滤:硅藻土等过滤助滤剂以混合和使用量,见标准过滤助滤剂调配指导书;将过滤机加满脱氧水,排除空气;预涂前硅藻土和水按一定比例加入添加罐,搅拌均匀;理想的预涂是过滤成功的基础,第一次预涂后必须循环,浊度降至以下,方可进行第二次预涂,第二次预涂后循环浊度降至以下,方可进酒;滤酒时,根据标准过滤助滤剂调配指导书,硅藻土添加水比,粗细土比例及添加速度需根据滤酒浊度和过滤机压力上升情况进行调配;滤酒时控制缓冲罐压力为~,过滤过程中硅藻土过滤机出口浊度控制在以内,一旦超过时,应立即循环至浊度小于,再继续滤酒,循环时间超过30分钟,过滤机中酒液必须全部滤入酒头酒尾罐中;滤酒开始后硅藻土用量达到350KG,过滤机进口压力达到,滤酒浊度不易控制应停止滤酒,用脱氧水将过滤机内酒排出后刷洗;过滤过程中任何冲击性操作都有会导致过滤失败。
P VPP过滤:VPP过滤机第一次使用,向计量罐中加入150KGPVPP干粉,再加入85℃热水至液位达到80%开搅拌,保温浸泡24小时后使用预处理:计量罐中PVPP全部使用完或生产特殊安排停产36小时以上,必须对PVPP再生处理;控制PVPP计量罐中PVPP浓度为10~20%,苦味低于此值,向计量罐中加追PVPP干粉使浓度合格,再加水至液位达到80%开搅拌,保温浸泡24小时后,用2%碱液进行再生杀菌P VPP过滤作业:将PVPP过滤机中加满脱氧水排除空气;预涂采用一次预涂法,计量罐液位计下降200L左右,循环10分钟观出口视镜要求清亮透明;进酒循环,向PVPP过滤机中进清酒,酒顶水开始回收酒头;滤酒时添加PVPP,调到计量泵每小时添加量为100~300L/小时;计量罐中PVPP全部使用完或生产时特殊安排停产超过36小时以上时需进行PVPP再生处理P VPP再生:将计量罐中余的PVPP 全部加入过滤机中,并将计量罐冲洗干净;用80~85℃,2%热碱进满过滤机;准备第二次热碱,用新碱将过滤机在碱顶出后,循环20分钟;用80~85℃热水将碱顶出排放,加酸10秒中和,热水杀菌40分钟,冲洗脱氧水40HL;将PVPP从过滤机下甩下压入计量罐中加水至液位计至2000L 清酒:为了避免接触氧气,清酒罐中只能用二氧化碳背压,压力为;清酒罐出口处啤酒溶解氧规定为以下,以后加以改善,进一步减少溶解氧量;同品种清酒先进先出;清酒保存时间15天以内7天以内可连续进酒;酒头酒尾7天以内可连续进酒,每次使用最长不超过10天。