秦川机床厂磨齿机种类
最新YK7332A数控成形砂轮磨齿机软件操作流程ch
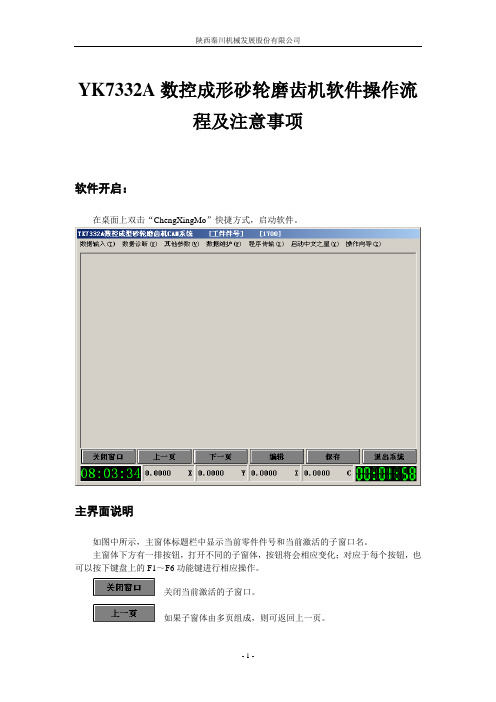
YK7332A数控成形砂轮磨齿机软件操作流程及注意事项软件开启:在桌面上双击“ChengXingMo”快捷方式,启动软件。
主界面说明如图中所示,主窗体标题栏中显示当前零件件号和当前激活的子窗口名。
主窗体下方有一排按钮,打开不同的子窗体,按钮将会相应变化;对应于每个按钮,也可以按下键盘上的F1~F6功能键进行相应操作。
关闭当前激活的子窗口。
如果子窗体由多页组成,则可返回上一页。
如果子窗体由多页组成,则可移至下一页。
子窗体打开时,其上的内容一般是不能直接修改的,只有单击编辑按钮才可以进行修改。
可以将子窗体中所作的数据修改保存到系统。
如果您选择了编辑按钮修改子窗体数据,则一定要选择保存按钮将所作修改保存,否则软件将拒绝进行下一步操作。
显示退出系统窗口。
在软件中,您单击那个按钮,那个按钮以黄色显示。
窗体最下方有两个时钟显示标签,其中左边时钟显示当前时间,右边时钟显示软件运行时间。
工件号选择件号管理窗口选取“数据输入”菜单中的“工件号选择”子菜单,显示“件号管理”窗口,此窗口以零件件号名称为索引列出数据库中所有可以调用的零件件号。
在此窗口中,您可以完成新增零件件号、删除已有零件件号、选取加工零件件号等一系列零件件号管理功能。
数据库定位按钮:将指针移到零件数据库的第一笔。
将指针移到零件数据库的上一笔。
将指针移到零件数据库的下一笔。
将指针移到零件数据库最后一笔。
以上是零件数据库的指针定位按钮。
除此以外,您还可以使用鼠标直接选择件号,或者使用键盘的上、下箭头键直接将指针定位于某条零件记录。
当指针定位于某条记录时,此记录将加亮显示,并且此记录状态栏显示箭头作为标记(如上图所示)。
件号管理按钮增加一条空记录。
删除当前零件记录。
将当前新零件记录保存到数据库。
取消编辑。
将当前新零件记录保存到数据库中,并刷新数据库记录。
退出件号管理窗体,进入齿轮几何参数输入窗体。
增加一条空记录:选择按钮您可以在当前记录前增加一空记录,用于加入新的零件,此时,您可以输入新的零件件号。
EMO MILAN 2009展出的磨齿机精品
的解 决 方案 。推 出 防 震 刀杆 、高 速 铣 削 、摆 线 铣
削 、插 铣 等 刀具 新 产 品 ,研发 了高 压 冷 却 具 ,开 发 r原 子 级 世界 领 先 的 涂层 技 术 ,节 能 节材 的近 精 成 形切 削技 术 ,应 用P B 等 新 材料 取 得新 成绩 。 中 C N 国株洲 钻石 欧洲 工 具公 司发 挥 国 内母 公 司 在原 材 料 、 涂层 技 术 和 现有 产 品 的 优 势 ,在 欧 洲 开 展全 方 位 经 营 ,扩 大全 系列样 本产 品推 广 ,取得 良好业 绩 。
的发展 趋势 。
柔 性与 可重构 技术 。数 控机 床 与机器 人 自动换 刀
5 世 界 机 床 市 场 需 求 趋 势
世 界 性 经济 危 机 必 将 孕育 着 技 术 的突 破 和 产 业 的变 革 。 国 际金 融 风 暴 对机 床 产 业 的 发展 究 竟 产 生 什 么 影 响 ?E 2 0 国际 机床 展 给 机 床 产 业 的 发 展 MO 0 9
现刀具 测 量和测 量数据 输 出等功 能 。
46 数 控 刀 具 .
刀具 行 业的 领军 企 业 山特 维 克 、伊 斯 卡 、肯 纳 这 次都 没 有 参展 。通 过 现 场 考察 和 交 流 获悉 ,瑞 典
山 高集 团 加 强管 理 和 全 球 网络 用 户 服 务 ,提供 完 整
断 提 高 ,已经 成 为 数 控 蜗 杆 砂 轮磨 齿 机 的 主要 竞 争 产 品 。 世 界 各 著 名 齿 轮 加 工 机 床 制 造 厂 家 都 纷 纷
∑P o集 团 、S m ues iMo u集 团及 德 国H F E ol a p t i/ d ! nl SL R
秦川简介2009
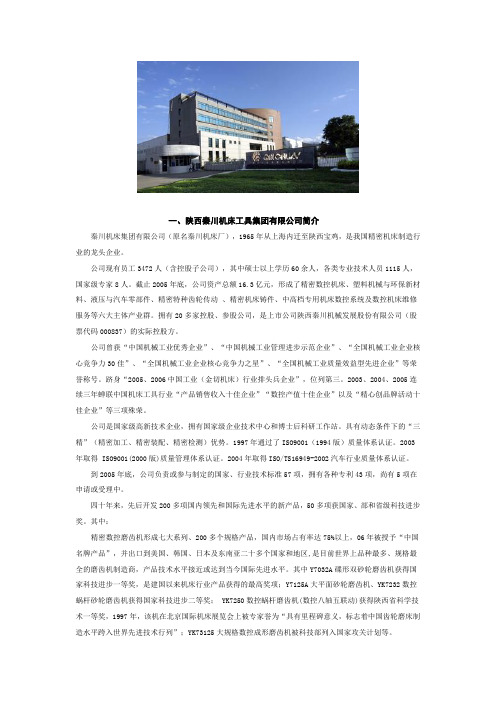
一、陕西秦川机床工具集团有限公司简介秦川机床集团有限公司(原名秦川机床厂),1965年从上海内迁至陕西宝鸡,是我国精密机床制造行业的龙头企业。
公司现有员工3472人(含控股子公司),其中硕士以上学历60余人,各类专业技术人员1115人,国家级专家8人。
截止2005年底,公司资产总额16.3亿元,形成了精密数控机床、塑料机械与环保新材料、液压与汽车零部件、精密特种齿轮传动、精密机床铸件、中高档专用机床数控系统及数控机床维修服务等六大主体产业群。
拥有20多家控股、参股公司,是上市公司陕西秦川机械发展股份有限公司(股票代码000837)的实际控股方。
公司曾获“中国机械工业优秀企业”、“中国机械工业管理进步示范企业”、“全国机械工业企业核心竞争力30佳”、“全国机械工业企业核心竞争力之星”、“全国机械工业质量效益型先进企业”等荣誉称号。
跻身“2005、2006中国工业(金切机床)行业排头兵企业”,位列第三。
2003、2004、2005连续三年蝉联中国机床工具行业“产品销售收入十佳企业”“数控产值十佳企业”以及“精心创品牌活动十佳企业”等三项殊荣。
公司是国家级高新技术企业,拥有国家级企业技术中心和博士后科研工作站。
具有动态条件下的“三精”(精密加工、精密装配、精密检测)优势。
1997年通过了ISO9001(1994版)质量体系认证。
2003年取得 ISO9001(2000版)质量管理体系认证。
2004年取得ISO/TS16949-2002汽车行业质量体系认证。
到2005年底,公司负责或参与制定的国家、行业技术标准57项,拥有各种专利43项,尚有5项在申请或受理中。
四十年来,先后开发200多项国内领先和国际先进水平的新产品,50多项获国家、部和省级科技进步奖。
其中:精密数控磨齿机形成七大系列、200多个规格产品,国内市场占有率达75%以上,06年被授予“中国名牌产品”,并出口到美国、韩国、日本及东南亚二十多个国家和地区,是目前世界上品种最多、规格最全的磨齿机制造商,产品技术水平接近或达到当今国际先进水平。
精密、超精密圆柱渐开线齿轮的加工方法

第17卷 第2期2009年2月 光学精密工程 Optics and Precision Engineering Vol.17 No.2 Feb.2009 收稿日期:2008205222;修订日期:2008207210. 基金项目:国家863高技术研究发展计划资助项目(No.2008AA042506)文章编号 10042924X (2009)022*******精密、超精密圆柱渐开线齿轮的加工方法王立鼎1,2,凌四营1,马 勇1,王晓东1,2,娄志峰1(1.大连理工大学精密特种加工及微系统教育部重点实验室高精度齿轮研究组,辽宁大连116023;2.大连理工大学微纳米技术及系统辽宁省重点实验室,辽宁大连116023)摘要:研究了精密、超精密圆柱渐开线齿轮的加工方法。
分析比较了锥形砂轮磨齿、蝶形砂轮磨齿、大平面砂轮磨齿、蜗杆砂轮磨齿和成形砂轮磨齿的工作原理及当前国内外精密、超精密圆柱渐开线齿轮的加工现状。
探讨了ISO1328:1997标准中2级以上精度超精密齿轮的加工。
最后,指出大平面砂轮磨齿机Y7125有着结构简单、传动链刚度高、磨齿精度高等优点,具有较大的改装空间。
通过一系列的研究工作,有可能将其改装精化成磨削超精密圆柱渐开线齿轮的加工母机,实现2级到1级精度超精密齿轮的加工。
1级精度超精密齿轮的研制成功,可提高齿轮的传递基准,从而可提高齿轮制造的技术水平。
关 键 词:圆柱渐开线齿轮;超精密齿轮;磨齿原理;精密加工中图分类号:T H132.413 文献标识码:AP rocessing m ethods of precision and u ltra 2precision cylindrical involute gearWAN G Li 2ding 1,2,L IN G Si 2ying 1,MA Y ong 1,WAN G Xiao 2dong 1,2,LOU Zhi 2feng 1(1.Hi g h 2p recision Gear Research Grou p ,Key L aboratory f or Precision &N on 2t ra ditional and M ico S ystem M achining of the Ministry of Education ,Dalian University of Technology ,Dalian 116023,China;2.Key L aboratory f or M ico/N ano Technolog y an d S ystem of L i aoni n g Provi nce ,D ali an U ni versit y of Technolog y ,D ali an 116023,Chi na )Abstract :In order to enhance technological level of gear manufact uring comp rehensively ,t he p rocess 2ing met hods of precision and ult ra 2precision cylindrical involute gears were researched.The work prin 2ciples of several gear 2grindings and machining stat uses of ult ra 2p recision cylindrical involute gears were analyzed and compared.Then ,machining of ult ra 2p recision gear above quality 2(ISO1328:1997)was p robed.Finally ,t he gear grinder Y7125wit h big plan wheel provided wit h t he advantages of st reamline st ruct ure ,high rigidity of t ransmission chain ,high accuracy of gear 2grinding and much room to modify was pointed.Research result s show t hat t he grinder Y7125is probably to be a master grinder of ult ra 2p recision cylindrical involute gear to produce ult ra 2precision gear from quality 2to quality 1.The develop ment of ult ra 2precision wit h quality 1can enhance t he gear normal and techno 2logical level of gear manufact uring.K ey w ords :cylindrical involute gear ;ultra 2precision gear ;principle of gear 2grinding ;precision machining1 引 言 齿轮是机械零件中重要的基础件,尤其是圆柱渐开线齿轮在常规机械、地面交通、船舶、航空航天机械、兵器及精密机床与仪器等领域应用广泛,每年需求量达数亿件之多。
数控磨齿机PPT课件

5、成型、蜗杆砂轮磨齿机已成为市场竞争的主流产品 蜗杆砂轮磨齿机高自动化。自动对刀技术、余量自动分配技术、自动上下料 技术、工件位置自动检测技术、随机动平衡技术、磨削过程监测技术等技术在 蜗杆砂轮磨齿机上的应用,大大提高了机床的自动化程度,使机床趋于无人化 工作。这不仅可提高加工效率、减小人工工作,还可以保证磨削工件的质量稳 定性; 成形砂轮磨齿机机--仪一体化。在机测量技术、余量自动分配技术可以大大 减小成形磨齿的调整时间,对于大型齿轮尤为显著。在采用机床运动坐标进行 在机测量时,机床的定位精度要高,阿贝误差效应要小。采用液体静压导轨通 常被认为是最佳方案。
目
1
磨齿机发展趋势
录
2 磨齿机厂家及典型磨齿机特点介绍
第1页/共48页
一、磨齿机发展趋势
齿轮制造技术可以追溯到19世纪末。1897年R.H.Pfanter发发明了第一台具 有近代滚齿机雏形的齿轮加工机床,1906年制造出了第一台带差动机构的滚 齿机产品,它既能加工圆柱正齿轮,也能加工圆柱斜齿轮。作为齿轮精加工技 术的磨齿工艺,最早是用于磨削插齿刀,首先出现的是大平面砂轮磨齿机。 20纪初随着汽车工业的发展,齿轮制造工艺也迅速发展,德国和美国先后研 制出锥形砂轮磨齿机和成形砂轮磨齿机。而对齿轮精加工技术最具有促进意义 的是1914年Maag发明了碟形双砂轮磨齿机,它首次使用了砂轮磨损自动补偿 技术,从而使制造精密齿轮成为可能,显著提高了齿轮磨削精度,但这种磨齿 机效率很低,直到20世纪30年代后期,瑞士研制出蜗杆砂轮磨齿机,磨齿工 艺才成为一种较高效率的齿轮精加工工艺。1974年出现了带有“电子齿轮箱” 的NC滚齿机,此后NC齿轮加工机床迅速发展。
第24页/共48页
•美国Gleason公司的genesisl30T WG 第25页/共48页
CIMT2019展品预览

Exhibition展会信息CIMT2019展品预览中国机床工具工业协会第16届中国国际机床展览会(CIMT2019)将于2019年4与15-20日在北京中国国际展览中心(新馆)举办。
作为世界四大名展之一,CIMT2019将汇集先进的机床工具技术产品,展示最新的技术成果和行业发展趋势。
现收集部分展商展品信息,以飧广大读者。
YKS7225数控蜗杆砂轮磨齿机YKS7225是一款采用连续展成法磨削原理的数控蜗杆砂轮磨齿机,配备SIEMENS840D sl数控系统,可实现从工件自动装夹、自动对刀、自动磨削及自动修整过程的全自动控制,特别适用于汽车、减速器等行业中大批量渐开线圆柱齿轮的精密磨削。
机床主要特点:(1)采用双工件主轴结构,大幅减少了辅助时间。
(2)高速磨削技术:砂轮磨削线速度最高达80m/s。
工件主轴的转速高达1 700r/min。
(3)多头蜗杆砂轮修整与磨削技术,提高了磨削效率。
(4)大功率高刚性的主轴设计,可实现大进给量高效磨削。
(5)采用大功率的修整主轴,修整效率可成倍提高。
(6)采用高质量的液压夹具,使得安装和卸载工件变得非常简单,夹具的安装和调整同样也很容易,缩短了辅助时间。
(7)砂轮主轴和工件主轴均采用直接驱动技术。
(8)用高精度同步控制技术和电子齿轮箱(EG)技术,可实现砂轮的精密修整和工件的精密磨削。
(9)自动对刀技术可以实现工件齿槽的自动对中和余量自动分配。
(10)滚轮的压力角可以自动调整,可实现修整角度的自动补偿。
(11)全中文磨削和修整软件极大地方便了用户操作。
YKS7225数控蜗杆砂轮磨齿机主要针对轿车、新能源车、精密减速器、电动工具等行业中大批量渐开线圆柱盘类及轴类齿轮的精密磨削。
该机床加工原理为连续展成法磨削,采用最新的双工件主轴结构和高精度的双主轴直接驱动技术、滚轮压力角自动调整等技术,配以自动上下料系统可使机床的加工效率得到大幅提高。
YK8030数控车齿机车齿加工是一种齿轮展成加工方法。
从CIMT2011看磨齿机行业发展

从CIMT2011看磨齿机行业发展马云【摘要】2011年4月,第11届国际机床展(CIMT2011)在北京举行,国内外知名齿轮加工机床生产商悉数到场,并展出其主打产品,如Gleason集团的P1200G数控成形砂轮磨齿机,利勃海尔集团LCS500成形砂轮磨齿机,瑞士Reishauer公司的RZ260数控蜗杆砂轮磨齿机等。
【期刊名称】《金属加工:冷加工》【年(卷),期】2011(000)019【总页数】5页(P25-29)【关键词】数控蜗杆砂轮磨齿机;齿轮加工机床;行业;数控成形;海尔集团;生产商;国内外【作者】马云【作者单位】陕西秦川机床工具集团有限公司,721009【正文语种】中文【中图分类】TG6162011年4月,第11届国际机床展 (CIMT2011)在北京举行,国内外知名齿轮加工机床生产商悉数到场,并展出其主打产品,如 Gleason集团的P1200G数控成形砂轮磨齿机,利勃海尔集团LCS500成形砂轮磨齿机,瑞士Reishauer公司的RZ260数控蜗杆砂轮磨齿机等。
其中,国内秦川机床MK009数控锥齿轮磨齿机,重庆机床YK7226数控万能磨齿机,南京二机齿轮机床有限公司的Y7232CNC完成了其在CIMT2011的齿轮加工机床产品的“首秀”,预示着齿轮加工机床行业竞争将更加激烈。
下面就参展的齿轮加工机床典型代表作以详细介绍。
一、国外磨齿机展品国外的磨齿机展品加工范围较上几届有所扩大,大多在φ300~φ1500mm之间,以高效、高精度、稳定可靠来争抢更多的市场。
1.Gleason/Pfauter/Hurth集团展出的P1200G数控成形砂轮磨齿机P1200G成形磨齿机 (见图1)凭借其优化磨削技术,大幅度提高生产效率是格里森新型成形磨齿机的最大特点。
这一卓越的技术成就在于同时使用多片砂轮进行磨削(用于粗磨和精磨),因此大幅度减少加工时间。
优化磨削技术除了能够大幅度提高生产效率以外,还能够提高产品质量,这得益于砂轮与工件齿面的接触条件的优化。
数控成形砂轮磨齿机砂轮修整技术
数控成形磨齿机砂轮修整技术郭召(秦川机床工具集团股份公司研究院宝鸡721009)摘要:介绍了数控成形砂轮磨齿机砂轮修整方法,对所述修整装置的原理及特点进行论述,最后对如何获得高的砂轮廓形精度进行了讨论。
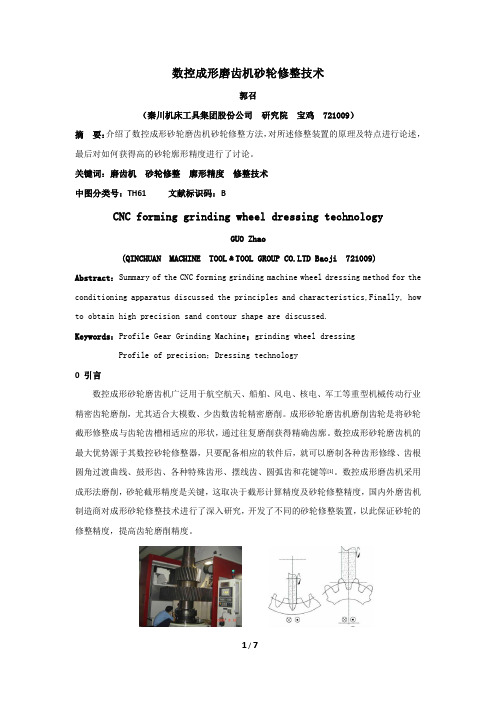
关键词:磨齿机砂轮修整廓形精度修整技术中图分类号:TH61文献标识码:BCNC forming grinding wheel dressing technologyGUO Zhao(QINCHUAN MACHINE TOOL﹠TOOL GROUP CO.LTD Baoji721009)Abstract:Summary of the CNC forming grinding machine wheel dressing method for the conditioning apparatus discussed the principles and characteristics,Finally,how to obtain high precision sand contour shape are discussed.Keywords:Profile Gear Grinding Machine;grinding wheel dressingProfile of precision;Dressing technology0引言数控成形砂轮磨齿机广泛用于航空航天、船舶、风电、核电、军工等重型机械传动行业精密齿轮磨削,尤其适合大模数、少齿数齿轮精密磨削。
成形砂轮磨齿机磨削齿轮是将砂轮截形修整成与齿轮齿槽相适应的形状,通过往复磨削获得精确齿廓。
数控成形砂轮磨齿机的最大优势源于其数控砂轮修整器,只要配备相应的软件后,就可以磨制各种齿形修缘、齿根圆角过渡曲线、鼓形齿、各种特殊齿形、摆线齿、圆弧齿和花键等[1]。
数控成形磨齿机采用成形法磨削,砂轮截形精度是关键,这取决于截形计算精度及砂轮修整精度,国内外磨齿机制造商对成形砂轮修整技术进行了深入研究,开发了不同的砂轮修整装置,以此保证砂轮的修整精度,提高齿轮磨削精度。
秦川机床YK73系列 数控成形磨齿机又添新丁
w 轴 :砂 轮修 整轴
S轴 :金刚石 滚轮旋 转轴 机床性能
( 、磨 削效 率高 。 1 ) 利 用成 形 法磨 削齿 轮 ,由于 砂轮 与齿 轮磨 削 接 触面积 大 ,单位时间磨削量大 ,磨 削效率高 。另外在 用成形 法磨削齿轮时 .由于磨具 电主 轴功率 大 .冷却
系统选 用大 流量 冷却 装置 ,可 采用深 切缓 进给 磨 削
差对机 械运 动精 度 的影 响 ,从 而提高 修 整器运 动精 吸雾装置 .及 时有效 处理机 床内部油雾 ,工作环境 干 度。 净 、卫 生。 机 床 圆工作 台 消隙结 构 采用单 蜗 轮 +液压 马达 机 床规格介绍
消 隙 ,消 隙力可调 .结构简单 可靠 ,提高 了稳 定性 。 另外 .为 了工件调 整 和测 量方便 .该机床 配备
ห้องสมุดไป่ตู้
容易 出现 爬行和 滞后 的情 况 ,机 床定位精 度尤其是 动态运 动精度大 大提 高 ,从 而保 证 了工件 的加 工精度 。 机 床静压 系统 采用 了恒 流系统 。恒流静压 的原理是在机 床设计 允许
范 围 内不论 负载如何 变化 .静压泵 站对每个 静压油腔 均供应恒 流量 的静 压油 。这种 方案的优点是 调整 方便 ,易于 控制 ,对 静压油清 洁度要 求相 对较 低 ,而且 对静压油 油温 的变化不敏感 ,提 高 了机 床的稳 定性 。另外 为保证机 床静压 系统 的稳 定工作 .机 床各导轨 静压油在 回油过 程中 ,均 采用两级 过滤 以保证静压 油的清洁 。静压 泵采 用德 国福 乌公司 多头齿轮 泵 ,该 泵 流量准 确稳 定且对 油 的清洁 度 要求相 对较低 ,工作 稳定 可靠 。
了随机 测 量 系统 。
加 工 范 围
大型齿轮磨削装备的关键技术
基金项目:国家科技重大专项(2014ZX04001-191);秦川机床工具集团股份公司科研项目(科研工作令2014G-科研-035号)收稿日期:2016年1月大型齿轮磨削装备的关键技术郭召秦川机床工具集团股份公司 引言目前,我国正在大力发展海洋资源勘探装备、大型舰艇、风电、核电、高速机车、航空航天、军工、大型工程机械等新兴产业。
这些行业要求齿轮传动在高速、重载、冲击多变及恶劣工况下具有高可靠性、长寿命、高传动效率和低噪音的工作性能。
大型、高精度硬齿面齿轮是重型机械传动行业中关键的动力传动元件,这些行业的快速发展造成对大型齿轮磨削装备的需求扩大。
大型磨齿装备概况传统的大型齿轮精密磨削加工多采用锥面砂轮磨齿机展成磨削,砂轮和工件齿面为点接触,工件分度运动采用蜗轮副单齿分度,加工效率低,上世纪90年代逐渐被淘汰。
德国KAPP公司在20世纪80年代初,开发了应用CBN砂轮的成形磨齿机,由于CBN砂轮万能性差,制造价格昂贵,没有得到普及推广。
到20世纪90年代末期,随着计算机技术及数控技术发展成熟,德国NILES及Pfauter、意大利Sampustensili等多家公司相继推出应用可修整普通砂轮的数控成形砂轮磨齿机。
机床操作界面实现人机对话,用户仅需输入磨削齿轮参数,即可完成成形砂轮截形计算及修整,实现工件自动循环磨削。
近年来,大型数控成形磨齿机发展呈现出以下特点:机床集成了在机测量、磨削自动对刀、磨削余量自动分配、磨削状态实时监测、砂轮在机动平衡等先进技术,机床加工精度达到GB/T10095.1-20083级精度,更符合大型、精密齿轮的加工需求。
主要的齿轮机床制造商均针对大型齿轮的加工提出各自的解决方案。
(1)德国KAPP-NILES德国卡帕集团拥有ZE系列、ZP系列、ZPI系列、ZPB系列多款大型磨齿机,为用户提供大型齿轮加工方案。
齿轮最大加工直径8m,最大模数40mm。
NILES磨齿机的特点是采用模块化设计,加工直径1m齿轮的机床与加工直径8m齿轮的机床采用同一磨削功能模块,仅在机床转台和床身长度上有区分。
发力新能源汽车的秦川机床——访秦川机床工具集团股份有限公司总裁胡弘先生
2018年 第 1 期 32特别策划 | Special Plan新能源&电动机电池电控发力新能源汽车的秦川机床——访秦川机床工具集团股份有限公司总裁胡弘先生□《汽车工艺师》记者 / 赵宇龙2017年,机床工具行业两极分化,强者恒强。
高端品牌的机床和功能部件供不应求,而国内两大机床企业却每况愈下。
大连机床破产重组;沈阳机床因连续两年净利润为负,深交所对其实施了退市风险警示,其股票简称由“沈阳机床”变更为“*ST 沈机”。
但规模第三、同样属于国有企业的秦川机床工具集团股份有限公司(以下简称“秦川机床”)则为国产机床争了一口气。
数据显示,秦川机床2017年前三季度营收收入同比增长15.53%。
受新能源汽车和商用车行业市场回暖影响,前三季度公司订单明显增加,盈利能力显著增强,预计同比将实现扭亏为盈。
初冬季节,《汽车工艺师》记者一行来到秦川机床,采访了秦川机床总裁胡弘先生。
定位新能源汽车新能源汽车包括混合动力汽车和纯电动汽车。
秦川机床的齿轮加工装备链,其中很大一部分是面向新能源汽车领域,这缘于磨齿工艺在汽车齿轮制造上的推广。
传统燃油车上用的齿轮加工磨齿工艺不是主导,主要是滚齿、剃齿和珩齿的工艺,这些工艺就能满足汽车齿轮的工艺要求,不用磨齿,当然也就用不到磨齿机。
“设备是跟工艺走的,只有有了这个工艺后,设备才能在这个流程当中发挥作用。
”胡总说。
胡总说,新能源汽车有一个特点,就是其电动机输出转速非常高,需要变速器减速。
传统燃油汽车的噪声主要来源于发动机,变速器的噪声是次要的,可忽略不计。
但是纯电动汽车电机的声音很小,这时候的噪声来源之一就变成了变Special Plan | 特别策划新能源&电动机电池电控速器,且电机的转速非常高,传动稍不平稳,噪声会更明显。
这时候人们就提出要提高齿轮箱的精度,如何提高?就是磨齿,并且是高效磨齿。
现在的精密高效磨齿机比传统的磨齿机又提高了一个等级。
甚至对齿轮磨削的纹理都要较高的要求。
《精密和超精密加工技术(第3版)》第4章精密和超精密加工的机床设备
第1节 精密和超精密机床发展概况
二、超精密机床进一步发展的规划
3.中国精密机床和超精密机床的发展情况 1987年北京机床研究所研制成功加工球面的JSC027型超精密车床。后来又研制成功JSC-035型数控 超精密车床。1998年,北京机床研究所制成的加工直 径800mm的NAM-800型CNC超精密金刚石车床(图 4-1)和SQUARE-200型等超精密铣床,哈尔滨工业大 学研制成加工直径300mm的CNC超精密车床, 2006 年,哈尔滨工业大学研制成加工KDP晶体的大平面超 精密飞刀切削机床(图4-2)。
第4章 精密和超精密加工的机床设备
4.1 精密和超精密机床发展概况及 4.2 典型超精密机床的简介 4.3 精密主轴部件
4.4 床身和精密导轨部件 4.5 进给驱动系统 4.6 微量进给装置
4.7 机床运动部件位移的激光在线检测系统 4.8 机床的稳定性和减振隔振
4.9 减少变形和恒温控制
2020/12/29
第1节 精密和超精密机床发展概况
二、超精密机床进一步发展的规划
2.日本提出的“超超精密机床”规划 日本也在原来超精密机床的基础上,再进一步 规划更高精度的机床。按日本的提法,也就是 研制“超超精密机床”。表4-2是日本提出 的该规划的各项指标。 该规划主要围绕提高超精密机床精度性能而 提出的设想,共有13个子课题,并已在20世纪 内完成。该规划是以纳米级精度作为目标的。
2020/12/29
第1节 精密和超精密机床发展概况
二、超精密机床进一步发展的规划
表4-1是POMA规划对精度的具体要求,该规 划已经实现。例如,美国Moore公司现在生产 的Nanotech-500FG五轴数控超精密机床的 主要精度指标都已达到上述要求。
圆柱齿轮磨齿机的选型
年 代发 明 的碟形 双砂 轮磨 齿机 在 国际市 场上几 十 年 来 尽显 风采 , 为磨 齿机 中最 高精度 的代 表产 品 , 作 它
可 磨削 出 3级 以上精 度 的齿轮 口 . ] 国 内碟 形 双 砂 轮 磨 齿 机 ( 0 2 于 1 7 Y7 3 ) 9 2年 由
维普资讯
松达到 DI N6级 精度 . 国 内生 产 的锥 形 砂 轮磨 齿 机 有 秦 川 机 床 厂 8 O
齿机 的最 高水平 . 由于效 率是 物 质 能量 的反 映 , 企 业 生命 力 的 是
年代 中期生 产 的 Y7 3 A 以及后 来应 用 了数控技 术 12 YK7 6 l 3等磨 齿机. 这 种机 床 的缺点 主要也 是 由于加 工原 理 的限制
齿机 机 床 厂 家 , 联 合 夹 具 专 业 厂 商 、 料 生 产 厂 商组 成 强 应 磨 大 的 综合 服 务 队伍 , 于 争夺 日趋激 烈 的 磨 齿机 市 场 具 有 现 对
实意 义 .
此 , 文从用 户 的角 度 出发 , 对 于 当前 得 到最广 泛 本 针
应 用 的两种 磨齿 机 , 力求 针对 不 同的磨 齿需 求 , 到 得
关
键
Hale Waihona Puke 词 : 圆 柱 齿轮 磨 齿机 ; 成 磨 ; 型 磨 展 成
文献标识码 : A
性 能 价格 比高 的选 择方 案.
中 图分 类 号 : TG 1 6 6 .
1 圆柱 齿 轮 磨 齿 机 的简 介 及 应 用 趋 势
圆柱 齿 轮 磨 齿 机 分 为 两 大 类 , 展 成 磨 和 成 即
NUM数控系统多套参数在YK7250A磨齿机上的发应用
曩 暑 : 暑
— —翌
蟹I蛹群
4.YK7250A运 用了 8套 V参数后磨 削的部 分 齿轮检测 结 果
脱 。
争嚣 工 冷加
I机床自动化 M
T o ols
上 vl …
(3) M8Z60B48 轮 : 达 刮 4 绒 精 , 『』l】 8
6
(2) M3Z70B36 f 轮 : 丛 刽 3级 精 俊 , 『』ll 7
PO051 9 900.O00(X)O (速度环 比例增益 ) t)0052 9 8.000000 (速度 环 积 5)-s,lf ̄j常 数 )
l 25l 2 7 @ 24 P0O5l 9 l】O0.000000 P0052 9 l5.000000
参(I5 工 冷加工
5 ’,3 V 4
Al#.XV A @ 8
PO051 9 800.O000(X)(速 度环 比 例增 益 ) P0052 9 l0.000000 (速 度环 积 分时 间 常 数 )
f 25l 2 @ 24 P005 l 9 l0(M】.000000 P0O52 9 l3.000000 PO251 2 7 A2# I A @ 8
YK7250A数 控 蜗 卡f砂 轮 皤 齿 机 是 一 利1性 能 好 、 效率 高 的数 控 精 密 齿 轮 磨 J末,用 于 磨 削标 准 的 或 修 肜 的 件 渐 肝 线 漪 轮 街面 ,适 用 于 航 空 、汽 车 、轮 舟f}、机 床 、纺织 机 械 、印 刷 机 械 、减 速 机 和 各 种 传 动装 置 巾 托 渐 肝 线 齿 轮 的 精 密 磨 削 它 是 原 来 YK7250瞎 机 的改进 机 型 , 主要 是将 砂 轮 主轴 改 为 卞轴 电动 机 驱 动 , 一I 件 (齿轮 ) 轴 改 为 力 矩 电 动 机 “接 驱 动、、木机 J术采 用 八 轴 五 联 动数 控 ,可 进 行 f{ 动磨 iJilj和修 祭 循 环 [太J所 有 的 T 件 参 数 和 磨 削 参 数 均 _I『通过 界 面输 入 ,所 以渊整 也很方 便
秦川机床推出蜗杆砂轮磨齿机
秦川机床推出蜗杆砂轮磨齿机
佚名
【期刊名称】《军民两用技术与产品》
【年(卷),期】2016(0)11
【摘要】秦川机床工具集团股份公司推出YKZ7230蜗杆砂轮磨齿机。
【总页数】1页(P35-35)
【关键词】蜗杆砂轮磨齿机;机床;股份公司;工具集
【正文语种】中文
【中图分类】TG616
【相关文献】
1.秦川三项数控蜗杆砂轮磨齿机达国际先进水平 [J],
2.秦川集团推出数控蜗杆砂轮磨齿机 [J],
3.秦川数控YK7632A数控蜗杆砂轮磨齿机 [J],
4.陕西秦川机械发展股份有限公司自主研制的YK7250数控蜗杆砂轮磨齿机通过鉴定 [J], 王宪文
5.秦川研发数控蜗杆砂轮磨齿机 [J],
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Y71系列锥面砂轮磨齿机
本类机床主要用于磨削渐开线直齿轮和斜齿轮(YK7163可用来磨齿条)。
机床按照展成---分度方式进行磨削,用一锥面砂轮借助于运动合成来展成出渐开线齿廓。
当所用砂轮的两侧面展成磨削工件时,砂轮的截面就相当于齿条的一个齿,所以,基本的工作原理就是齿条和正齿轮的啮合原理。
1、Y7163、 Y7163A、 YK7163规格说明及工作过程:
规格说明:最大工件直径Ф630mm
最大模数 12mm
工作过程简介:磨削过程中砂轮连同滑体一起进行垂直往复运动,其行程大于工件齿宽,展成运动借助于丝杆副和蜗轮副驱动,由工件台的纵向运动和回转台面的旋转运动合成来实现。
当砂轮退回原位而与工件脱离接触时,工件就分度到下一齿槽,不同尺寸的工件齿轮可借助于交换挂轮来相互协调。
当工件回转一周后,一个预先按照被磨工件参数调整好的计数机构就发出讯号使机床停止(YK7163采用数控系统控制)。
此类机床可按需要选择单面磨削或双面磨削方式
2、Y7132、 Y7132A
YM7132A、 YM7132A/1规格说明:
最大工件直径Ф320 mm
最大模数 6mm
本类机床主要用于粗加工中小型渐开线圆柱齿轮的齿面,特别是加工淬硬工件。
机床根据展成原理设计,其展成运动由一个绷紧在钢带上的滚圆盘相对于钢带做纯滚动而形成,砂轮的两锥面母线与垂直线呈一斜角(磨削角),因此,砂轮的磨削面相当于齿条的两个面,被加工的工件与滚圆盘连在一起相对于砂轮的磨削面做展成运动。
随着砂轮的磨削作用得到正确的渐开线齿形。
机床的展成方法有两种形式,一种是无差动展成,一种是差动展成。
无差动展成:是用一只滚圆盘来磨削相对应的一个工件;差动展成:借助挂轮机构的传动,使钢带支架得到附加移动。
用一只滚圆盘可以磨削分度圆尺寸在一定范围的工件,由于增加差动传动链的影响,其齿形与基节误差可能会相应的降低一级。
机床用机,电,液联合动作。
除展成运动外还有砂轮沿齿向的往复运动和工件的分度运动。
其中分度运动包括单面分度和连续,手动分度,单面分度是工件从右端展成到左端,然后分过一个齿;连续分度是工件在左端不断分齿:手动分度是工作台停在左端扳动手动分度开关一次,工件就分过一个齿。
机床的分度机构采用液压传动,蜗轮副分度,并配有分度用挂轮一套。
机床的油箱和润滑装置都是独立的,油液由风冷系统降温,电气和吸尘系统也是独立的,便于安装和维修。
3、Y7125A规格说明:
最大工件直径Ф250mm
最大模数 8mm
Y7125A磨齿机主要用于磨削直齿和螺旋齿的插齿刀,剃齿刀和标准齿轮的渐开线齿面。
在个别情况下,也可用来磨削正齿轮和螺旋齿轮的渐开线齿面。
该机床主要用户对象为汽车,拖拉机,航空,机床制造和工具制造等工业部门。
本机床采用创成法(滚切)原理,用砂轮的平端面磨削工件的渐开线齿面。
Y71系列锥面砂轮磨齿机
Y72系列蜗杆砂轮磨齿机
本类机床工作原理与滚齿类似,即用蜗杆砂轮(刀具)与齿轮(工件)连续展成啮合原理来磨削,数控系统保证蜗杆砂轮与齿轮间的严格同步比例传动,消除了机械同步传动带来的误差,提高了加工精度和齿轮齿面质量。
机床可采用位移磨削方法和普通磨削方法以适应高效精密磨削,机床采用人机对话方式编程,使机床更加容易操作,机床磨削过程可采用手动或自动两种工作循环。
蜗杆砂轮的休整过程采用半自动循环。
1、 YK723
2、 YE7232A
YE7232(T2)、 YE7232(T3)规格说明:
最大工件直径Ф320mm
最大模数 6mm
2、YK7236规格说明:
最大工件直径Ф360mm
工件模数 1~6mm
工件最小根径Ф20mm
工件齿数 12~260
工件压力角 15度~23度
工件螺旋角±45度
工件最大齿宽 190mm
3、YK7250规格说明:
工件外径Ф100mm ~Ф500mm
工件模数 2~8mm
工件齿数 10~260
工件压力角 15度~25度
工件螺旋角±30度
工件最大齿宽 200mm
YK7250八轴五联动数控蜗杆砂轮磨齿机是一种万能性好,效率高的数控精密齿轮磨床,曾获国家科技进步二等奖。
该机床主要用于磨削标准的或修形的圆柱渐开线齿轮齿面,适用于航空,汽车,轮船,机床,纺织机械,印刷机械,减速机及各种传动装置中使用的圆柱渐开线齿轮的精密磨削。
由于采用了八轴五联动数控装置,机床可输入的磨削参数进行自动的磨削和修形循环,磨削参数的输入界面方便美观,易于操作和调整。
Y72系列蜗杆砂轮磨齿机。