T形接头焊丝定额计算
焊缝强度(计算书)

完全焊透的对接焊缝和T形连接焊缝设计计算书Ⅰ.设计依据:《钢结构设计手册上册》(第三版)《钢结构设计规范》GB 50017-2003Ⅱ.计算公式和相关参数的选取方法一、焊缝质量等级的确定方法:焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质星等级:1在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车衔架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝.其质量等级不应低于二级。
4不要求焊透的T形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50 t的中级工作制吊一车梁,焊缝的外观质量标准应符合二级;2)对其他结构,焊缝的外观质量标准可为三级。
——(GB50017—2003 7.1.1)二、焊缝连接计算公式1、完全焊透的对接接头和T形接头焊缝计算公式1)在对接接头和T形接头中,垂直于轴心拉力或轴心压力的对接焊缝或对接与角接组合焊缝,其强度应按下式计算:拉应力或压应力:c t wf f tl 或≤=σ ( GB 50017-2003 7.1.2 -1) 参数:N ——轴心拉力和轴心压力(N );w l——焊缝计算长度,为设计长度减2t (有引弧板时可不减)(mm ); t ——对接接头中连接件的较小厚度;T 形接头中为腹板的厚度(mm );w c w t f f 、——对接焊缝的抗拉、抗压强度设计值(查表2-5可得)(N/mm 2);2)在对接接头和T 形接头中,承受弯矩和剪力共同作用的对接焊缝或对接与角接组合焊缝,其正应力和剪应力应分别进行计算。
焊接材料消耗定额标准
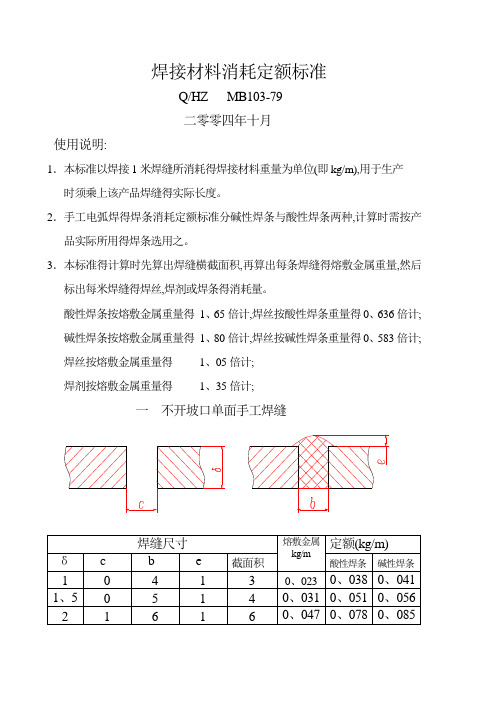
焊接材料消耗定额标准 Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的 1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的 1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三 V型坡口单面手工焊缝四 V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额CG1-30型气割机切割规范钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热. Ito-Bessyo计算预热温度公式:T0=[])C︒-350C25(.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量: [C]P=0.005S[C]X(S为板厚)————成分碳当量: [C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
焊接材料消耗定额标准
焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月使用说明:1.本标准以焊接1米焊缝所消耗得焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝得实际长度。
2.手工电弧焊得焊条消耗定额标准分碱性焊条与酸性焊条两种,计算时需按产品实际所用得焊条选用之。
3.本标准得计算时先算出焊缝横截面积,再算出每条焊缝得熔敷金属重量,然后标出每米焊缝得焊丝,焊剂或焊条得消耗量。
酸性焊条按熔敷金属重量得1、65倍计,焊丝按酸性焊条重量得0、636倍计;碱性焊条按熔敷金属重量得1、80倍计,焊丝按碱性焊条重量得0、583倍计;焊丝按熔敷金属重量得1、05倍计;焊剂按熔敷金属重量得1、35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝七不开坡口丁字接头单面手工焊缝注:双面焊定额加倍、δ1≥δ、八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0、4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热、Ito-Bessyo计算预热温度公式:T0=——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量: [C]P=0、005S[C]X(S为板厚)————成分碳当量: [C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0、5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处得内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线得位置决定得一个常数,与K系数得关系:Y=(π/2)×K。
焊接材料消耗定额标准

...... .焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月...z使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝1二不开坡口双面手工焊缝三V型坡口单面手工焊缝2四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝3六单面U型坡口手工焊缝4七不开坡口丁字接头单面手工焊缝5注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)九油缸缸底焊缝焊丝定额67CG1-30型气割机切割规钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒-350C.0(25——T0预热温度(℃)——[C]=[C]X+[C]P8————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/909钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的侧半径; T: 材料厚度; θ: 折弯角度;Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。
(整理)ui焊接材料消耗定额标准1.0

使用说明:
1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;
碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;
焊丝按熔敷金属重量的 1.05倍计;
焊剂按熔敷金属重量的 1.35倍计;
一不开坡口单面手工焊缝
二不开坡口双面手工焊缝
三V型坡口单面手工焊缝
四V型坡口双面手工焊缝
五对称双面X型坡口手工焊缝
六单面U型坡口手工焊缝
八单面V型坡口角度手工焊缝(双面焊)。
焊缝强度(计算书)
完全焊透的对接焊缝和T形毗连焊缝设计计算书之青柳念文创作Ⅰ.设计依据:《钢布局设计手册上册》(第三版)《钢布局设计规范》 GB 50017-2003Ⅱ.计算公式和相关参数的选取方法一、焊缝质量等级的确定方法:焊缝应根据布局的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用分歧的质星等级:1在需要停止疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级.2不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级.3重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车衔架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝.其质量等级不该低于二级.4不要求焊透的T形接头采取的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接毗连采取的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的布局和吊车起重量等于或大于50 t的中级工作制吊一车梁,焊缝的外观质量尺度应符合二级;2)对其他布局,焊缝的外观质量尺度可为三级. ——(GB50017—2003 )二、焊缝毗连计算公式1、完全焊透的对接接头和T 形接头焊缝计算公式1)在对接接头和T 形接头中,垂直于轴心拉力或轴心压力的对接焊缝或对接与角接组合焊缝,其强度应按下式计算:拉应力或压应力:w c w t wf f tl N或≤=σ ( GB 50017-2003 -1)参数:N ——轴心拉力和轴心压力(N );w l ——焊缝计算长度,为设计长度减2t (有引弧板时可不减)(mm );t ——对接接头中毗连件的较小厚度;T 形接头中为腹板的厚度(mm );w c w t f f 、——对接焊缝的抗拉、抗压强度设计值(查表2-5可得)(N/mm 2);2)在对接接头和T 形接头中,承受弯矩和剪力共同作用的对接焊缝或对接与角接组合焊缝,其正应力和剪应力应分别停止计算.但在同时受有较大正应力和剪应力处(例如梁腹板横向对接焊缝的端部),应按下式计算折算应力:w t f 1.13221≤+τσ (GB55017—2003 .2-2)注:1当承受轴心力的板件用斜焊缝对接,焊缝与作用力间的夹角θ符合,当tgθ≤1.5时焊缝的强度可不计算.2 当对接焊缝和T形对接焊缝与角接组合焊缝无法采取引弧板和引出板施焊时每条焊缝的长度计算时应减去2t附表1-1 焊缝的强度设计值注:1. 自动焊和半自动焊所采取的焊丝和焊剂,应包管其熔敷金属的力学性能不低于《埋弧焊用碳钢焊丝和焊剂》GB/T 5293—1999和《低合金钢埋弧焊用焊剂》GB/T 12470—2003中相关规定.2. 焊缝质量等级符合《钢布局工程施工质量验收规范》GB 50205—2001的规定.其中厚度小于8mm钢材的对接焊缝,不该采取超声波探伤确定焊缝质量等级.3. 对接焊缝在受压区的抗弯强度设计值取wf,在受拉区c的抗弯设计值取wf.t4. 表中厚度系指计算点的钢材厚度,对轴心受拉和轴心受压构件系指截面中较厚板件的厚度.Ⅲ. 完全焊透的对接焊缝和T形接头焊缝计算:一、计算参数:N---轴心拉力: 3.000 KNθ---焊缝与轴线的夹角(0°< θ≤90°°l w---焊缝计算长度,为设计长度减2t(有引弧板时可不减):3000.000 mmt---在对接接头中毗连件的较小厚度;T形接头中为腹板的厚度:30.000 mm完全焊透的焊逢及其受力示意图二、焊缝强度校核钢材商标:Q235钢焊缝质量等级:一级f W t---焊缝抗拉强度设计值: 205.000 N/mm2f W c---焊缝抗压强度设计值: 205.000 N/mm2f W v---焊缝抗剪强度设计值: 120.000 N/mm2焊接方法和焊条型号:自动焊、半自动焊和E43型焊条手工焊受力方式:轴向拉力正应力:σ=N*sinθ/t/l w=0.029 N/mm2σ≤f W t=205.000 N/mm2剪应力:τ=N*cosθ/t/l w=0.017 N/mm2τ≤f W v=120.000 N/mm2【焊缝强度设计值知足要求】。
焊材消耗定额标准

焊材消耗定额标准HBPC-CHB-0011.本标准适合于手工电弧焊、氩弧焊、气体保护焊、自动埋弧焊。
2.制定本标准的依据和参考资料相应的焊缝标准、焊接工艺规程及生产实际情况。
3.附表中给出各种坡口形式的熔焊金属重量,具体焊接材料由相应的焊接工艺指定。
4.计算公式熔焊金属重量公式见附表焊条消耗定额(Kg)=熔焊金属重量×1.7焊丝消耗定额(Kg)=熔焊金属重量×1.04埋弧自动焊焊剂定额(Kg)=焊丝消耗定额×1.75.附表F=δ×b+2/3B×C附表2单面不开坡口带垫板对接焊缝附表3单面不开坡口有底对接焊缝F=δ×b+4/3B×C附表4双面对称X型坡口对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×CF=δ×b+(δ-p)/2×tg(α/2)+2/3B×C 附表6双边V型坡口有底对接焊缝F=δ×b+δ×tg(α/2)+2/3B×CF=δ×b+δ×tg(α/2)+2/3B×C附表8双面不开坡口埋弧自动焊对接焊缝F=δ×b+4/3B×C附表9双边V型坡口埋弧自动焊对接焊缝F=δ×b+(δ-10)/2×tg(α/2)+4/3×(E+4) 附表10对称X型坡口埋弧自动焊对接焊缝F=δ×b+(δ-p)/2×tg(α/2)+4/3B×C附表11无坡口单面角焊缝F=K/2+K×h 注:无坡口双面角焊缝按两条焊缝计算附表12有坡口单面角焊缝附表13水冷壁(光管+扁钢)纵向焊缝焊材消耗定额标准附表14管子对接V型坡口熔焊金属计算表。
焊缝强度(计算介绍模板)
完全焊透的对接焊缝和T形连接焊缝设计计算书Ⅰ.设计依据:《钢结构设计手册上册》(第三版)《钢结构设计规范》 GB 50017-2003Ⅱ.计算公式和相关参数的选取方法一、焊缝质量等级的确定方法:焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质星等级:1在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车衔架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝.其质量等级不应低于二级。
4不要求焊透的T 形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50 t 的中级工作制吊一车梁,焊缝的外观质量标准应符合二级;2)对其他结构,焊缝的外观质量标准可为三级。
——(GB50017—2003 7.1.1) 二、焊缝连接计算公式1、完全焊透的对接接头和T 形接头焊缝计算公式 1)在对接接头和T 形接头中,垂直于轴心拉力或轴心压力的对接焊缝或对接与角接组合焊缝,其强度应按下式计算:拉应力或压应力:w c w t wf f tl N或≤=σ ( GB 50017-2003 7.1.2 -1)参数:N ——轴心拉力和轴心压力(N );w l ——焊缝计算长度,为设计长度减2t (有引弧板时可不减)(mm );t ——对接接头中连接件的较小厚度;T 形接头中为腹板的厚度(mm );w c w t f f 、——对接焊缝的抗拉、抗压强度设计值(查表2-5可得)(N/mm 2);2)在对接接头和T 形接头中,承受弯矩和剪力共同作用的对接焊缝或对接与角接组合焊缝,其正应力和剪应力应分别进行计算。
焊工焊接定额的编制

焊工焊接定额的编制焊工焊接定额的编制一、定额编制方法1.准备时间准备时间是深入生产现场,根据现场实际情况确定工时。
2.基本时间基本时间是根据生产实际中的焊接形式,焊缝长度焊丝直径,焊接方法等一系列的计算而得。
3.辅助时间为保证实现基本工作而执行的各种操作所消耗的时间4.休息时间和生理需要时间具体看工作量的大小而定。
5.结束时间结束时间就是所有焊接完成后的整理工作时间,如使用的焊接方法越多,整理的时间越长,根据相对的焊接方法给出合理的时间定额。
二、焊接定额计算1.准备时间①简单的工作时:10分钟;②中等复杂的工作时:17分钟;③复杂的工作时:24分钟。
2.基本时间焊接基本时间Tj Tj=A*L/(V*S* )(min)其中A为焊缝横截面面积mm2,L为焊缝长度m,V为焊接速度(m/min),S为焊丝横截面面积mm2,ω为焊丝的熔敷率。
实芯CO2气体保护焊丝熔敷率取85%,药芯焊丝熔敷效率取90%,手工焊条的熔敷率取80%由于工件重量不同,在焊接基本时间的基础上乘以相应的系数:一般情况下:W≤5kg 时,系数取1,5﹤W≤10kg时,系数取1.05,10﹤W≤20kg时,系数取1.1,20﹤W≤100kg 时,系数取1.15,W >100kg时,系数取1.2。
焊接位置的不同所花费的时间也不同,因此,针对位置取不通的系数值,一般情况下:平焊位置1.0,横焊位置1.2,立焊位置1.3,仰焊位置1.4。
3.辅助时间它包括:①换焊条时间(t1)。
换焊条时间是以焊缝金属的体积乘以熔敷1厘米3焊条金属时所需要的平均更换焊条时间②测量和检查焊缝时间(t2)。
测量和检查焊缝的时间是以焊缝长度乘以与焊缝位置有关的指标来确定。
③清理焊缝和边缘时间(t3)。
清理焊缝和边缘的时间与焊缝长度(米)和熔敷金属的层数有关,可按下式求得:t3=L[0.6+1.2(n-1)](分)式中n——层数。
④焊件翻身时间(t4)。
焊件翻身所消耗的时间与焊件的重量有关,如:W≤5kg时,每次翻转时间为1min,5﹤W≤10kg时,每次翻转时间为2min;10﹤W≤20kg时,每次翻转时间为3min,20﹤W≤100kg 时,每次翻转时间为6min,W>100kg时,每次翻转时间为10min。
焊缝强度、定额计算.
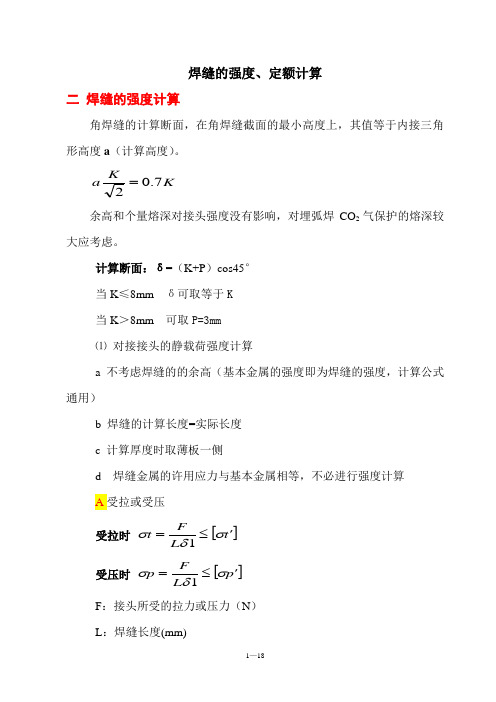
焊缝的强度、定额计算二 焊缝的强度计算角焊缝的计算断面,在角焊缝截面的最小高度上,其值等于内接三角形高度a (计算高度)。
K Ka7.02= 余高和个量熔深对接头强度没有影响,对埋弧焊CO 2气保护的熔深较大应考虑。
计算断面:δ=(K+P )cos45° 当K ≤8mm δ可取等于K 当K >8mm 可取P=3mm ⑴ 对接接头的静载荷强度计算a 不考虑焊缝的的余高(基本金属的强度即为焊缝的强度,计算公式通用)b 焊缝的计算长度=实际长度c 计算厚度时取薄板一侧d 焊缝金属的许用应力与基本金属相等,不必进行强度计算 A 受拉或受压受拉时 []'≤=t L Ft σδσ1 受压时 []'≤=p L Fp σδσ1F :接头所受的拉力或压力(N ) L :焊缝长度(mm)δ1 接头中较薄板的厚度σt 、σp 接头受拉或受压焊缝中所承受的应力(Mpa ) [σt ′]焊缝受拉或弯曲时的许用应力(Mpa ) [σp ′]焊缝受压时的许用应力(Mpa ) 例1:两块板厚5mm ,宽为500mm 的钢板,对接在一起,两端受到284000N 拉力,材料为Q235-A ,[σt ′]=142MPa ,试校核其焊缝强度?已知:δ=5mm ,焊缝长度L=500mm ,F=28400N ,[σt ′]=142MPa ,求σt <[σt ′] 解:[]Mpa t Mpa <L F t 1426.11355002840001='=⨯==σδσ∴该对接接头焊缝强度满足要求,结构工作是安全的注:1)单位化为mm ;2)应有校核的结论Bτ:接头焊缝中所承受的切应力(Mpa ) Q : 接头所受的剪切力[τ′]:焊缝许用的剪切应力(Mpa ) 例2两块板厚为10mm 的钢板对接,焊缝受到29300N 的切力,材料为Q235,试设计焊缝的长度?已知:δ1=10mm ,Q=29300N ,[τ′]=98 Mpa 。
焊缝强度(计算书)【范本模板】
完全焊透的对接焊缝和T形连接焊缝设计计算书Ⅰ.设计依据:《钢结构设计手册上册》(第三版)《钢结构设计规范》 GB 50017-2003Ⅱ.计算公式和相关参数的选取方法一、焊缝质量等级的确定方法:焊缝应根据结构的重要性、荷载特性、焊缝形式、工作环境以及应力状态等情况,按下述原则分别选用不同的质星等级:1在需要进行疲劳计算的构件中,凡对接焊缝均应焊透,其质缝等级为:1)作用力垂直于焊缝长度方向的横向对接焊缝或T形对接与角接组合焊缝,受拉时应为一级,受压时应为二级;2)作用力平行于焊缝长度方向的纵向对接焊缝应为二级。
2不需要计算疲劳的构件中,凡要求与母材等强的对接焊缝应予焊透,其质量等级当受拉时应不低于二级,受压时宜为二级。
3重级工作制和起重量Q≥50t的中级工作制吊车梁的腹板与上翼缘之间以及吊车衔架上弦杆与节点板之间的T形接头焊缝均要求焊透,焊缝形式一般为对接与角接的组合焊缝。
其质量等级不应低于二级.4不要求焊透的T形接头采用的角焊缝或部分焊透的对接与角接组合焊缝,以及搭接连接采用的角焊缝,其质量等级为:1)对直接承受动力荷载且需要验算疲劳的结构和吊车起重量等于或大于50 t的中级工作制吊一车梁,焊缝的外观质量标准应符合二级;2)对其他结构,焊缝的外观质量标准可为三级。
-—(GB50017—2003 7。
1。
1)二、焊缝连接计算公式1、完全焊透的对接接头和T形接头焊缝计算公式1)在对接接头和T形接头中,垂直于轴心拉力或轴心压力的对接焊缝或对接与角接组合焊缝,其强度应按下式计算:拉应力或压应力:c t wf f tl 或≤=σ ( GB 50017-2003 7。
1.2 -1) 参数:N ——轴心拉力和轴心压力(N );w l-—焊缝计算长度,为设计长度减2t (有引弧板时可不减)(mm); t ——对接接头中连接件的较小厚度;T 形接头中为腹板的厚度(mm ); w c w t f f 、—-对接焊缝的抗拉、抗压强度设计值(查表2-5可得)(N/mm 2);2)在对接接头和T 形接头中,承受弯矩和剪力共同作用的对接焊缝或对接与角接组合焊缝,其正应力和剪应力应分别进行计算。
焊丝用量的计算方法
焊丝用量的计算方法
在进行焊接过程中,焊丝是不可或缺的重要材料。
正确计算焊丝用量可以帮助我们更好地控制成本和减少浪费。
首先,我们需要计算焊接的总长度。
焊接长度是指焊接的两个物体之间的距离,它可以通过物体的尺寸和焊缝的长度来确定。
加上焊缝两端的间隔,就是焊接总长度。
其次,我们需要确定焊接所需的焊丝直径。
焊丝直径的大小通常根据焊接材料的厚度、焊缝的宽度和焊接方式来确定。
选择合适的焊丝直径可以确保焊接质量和强度。
最后,我们可以使用以下公式来计算焊丝用量:
焊丝用量 = 焊接总长度 x 焊丝重量 / (π x 焊丝直径)
其中,π为圆周率,焊丝重量可以从焊丝供应商提供的规格表中获取。
需要注意的是,在计算焊丝用量时应该考虑到浪费和损耗。
通常情况下,焊丝用量要比理论值略高一些,以确保足够的材料和强度。
总之,正确计算焊丝用量可以帮助我们更好地控制成本和减少浪费。
选择合适的焊丝直径和考虑到损耗可以确保焊接的质量和强度。
焊接材料消耗定额标准[详]
![焊接材料消耗定额标准[详]](https://img.taocdn.com/s3/m/919fa70cbe23482fb4da4c98.png)
word格式文档焊接材料消耗定额标准Q/HZ MB103-79二零零四年十月专业整理使用说明:1.本标准以焊接1米焊缝所消耗的焊接材料重量为单位(即kg/m),用于生产时须乘上该产品焊缝的实际长度。
2.手工电弧焊的焊条消耗定额标准分碱性焊条和酸性焊条两种,计算时需按产品实际所用的焊条选用之。
3.本标准的计算时先算出焊缝横截面积,再算出每条焊缝的熔敷金属重量,然后标出每米焊缝的焊丝,焊剂或焊条的消耗量。
酸性焊条按熔敷金属重量的1.65倍计,焊丝按酸性焊条重量的0.636倍计;碱性焊条按熔敷金属重量的1.80倍计,焊丝按碱性焊条重量的0.583倍计;焊丝按熔敷金属重量的 1.05倍计;焊剂按熔敷金属重量的 1.35倍计;一不开坡口单面手工焊缝二不开坡口双面手工焊缝三V型坡口单面手工焊缝四V型坡口双面手工焊缝五对称双面X型坡口手工焊缝六单面U型坡口手工焊缝4七不开坡口丁字接头单面手工焊缝6注:双面焊定额加倍. δ1≥δ. 八单面V型坡口角度手工焊缝(双面焊)7九油缸缸底焊缝焊丝定额8CG1-30型气割机切割规范9钢板常用材料:A3、A3F、B3F、20、35、45、16Mn、16MnCu、15MnV 常用厚度:5、6、8、10、12、14、16、18、20、22、25、28、30、32、36、40、46、50、60碳当量计算公式(国际焊接学会):C eq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15 (%)当C eq>0.4%时,焊接接头淬硬倾向大,易出现冷裂纹,需预热.Ito-Bessyo计算预热温度公式:T0=[])C︒-350C(25.0——T0预热温度(℃)——[C]=[C]X+[C]P————尺寸碳当量:[C]P=0.005S[C]X(S为板厚)————成分碳当量:[C]X=C+(Mn+Cr)/9+Ni/18+7Mo/90钢板最小弯曲半径圆钢最小弯曲半径钢管最小弯曲半径L=(0.5π×R+Y系数×T)×(θ/90)L: 钣金展开长度; R: 折弯处的内侧半径; T: 材料厚度; θ: 折弯角度; Y系数: 由折弯中线的位置决定的一个常数,与K系数的关系:Y=(π/2)×K。