维宏维鸿四轴真四轴联动雕刻机运动控制卡说明书.doc
运动控制卡说明书

第一章概述1.1 PCI_SERVO4四轴运控卡的软硬件简介PCI_SERVO4四轴运控卡是基于PC机PCI总线的步进电机或数字式伺服电机的上位控制单元,它与PC机构成主从式控制结构:PC机负责人机交互界面的管理和控制系统的实时监控等方面的工作(例如键盘和鼠标的管理、系统状态的显示、控制指令的发送、外部信号的监控等等);该卡完成运动控制的所有细节(包括脉冲和方向信号的输出、自动升降速的处理、原点和限位等信号的检测等等)。
每块该卡可控制4轴步进电机或数字式伺服电机,并支持多卡共用,以实现多于四个运动轴的控制;每轴均可输出脉冲和方向信号,以控制电机的运转;同时,可外接原点、减速、限位等开关信号,以实现回原点、保护等功能,这些开关信号由该卡自动检测并作出反应。
另外,该卡还提供了适用于伺服系统的伺服使能和偏差清零信号接口,以及供用户使用的通用I/O接口。
该卡采用先进的专用控制芯片,具有梯形及S形升降速曲线,最高输出频率可达4MHz,带有编码器反馈端口,主要适用于数字式交流伺服系统或闭环的步进电机控制系统。
该卡配备了功能强大、内容丰富的运动控制驱动软件工具。
该卡在插补算法和运动函数的执行效率方面采用了更有效的方法,提高了插补精度、插补速度和实时性。
这些软件工具主要分为示范软件和运动函数库两大类。
利用PCI_SERVO4的示范软件既可以很快地熟悉该卡的软、硬件功能,又可以方便快捷地测试执行电机及驱动系统在完成各种运动时的性能特性。
该卡运动函数库用于二次开发,用户只要用VC++或Visual Basic等支持DLL调用的开发工具编制所需的用户界面程序,并把它与该卡运动库链接起来,就可以开发出自己的控制系统,例如:数控系统、检测设备、自动生产线等。
该卡的运动函数库能够完成与运动控制有关的复杂细节(比如:升降速、直线插补、圆弧插补等),这样就可以大大缩短控制系统的开发周期。
1.2PCI_SERVO4的结构PCI_SERVO4控制卡作为开发运动控制系统的平台,其结构是开放式的。
高精度四轴运动控制卡安全操作及保养规程
高精度四轴运动控制卡安全操作及保养规程1. 引言高精度四轴运动控制卡是一种用于控制四轴机械运动的设备,广泛应用于工业自动化领域。
为了确保设备的正常运行和延长使用寿命,必须严格遵守安全操作和保养规程。
本文将介绍高精度四轴运动控制卡的安全操作要点,以及保养规程,帮助用户正确使用和维护设备。
2. 安全操作要点2.1 使用前检查在使用高精度四轴运动控制卡之前,务必进行以下检查:•确保设备连接正常,电源线、数据线等连接稳固可靠。
•检查设备外壳是否有损坏。
•确保设备处于可靠的电源供应环境下。
2.2 正确连接设备在连接高精度四轴运动控制卡之前,请确保以下事项:•确认设备的电源输入标准,使用符合要求的电源。
•确保数据线正确连接,以避免因接触不良导致的运动控制错误。
2.3 注意电源安全•请勿使用受损的电源线或插座,以避免发生电气故障或触电风险。
•在使用设备时请注意电源开关的位置,确保操作人员迅速切断电源。
2.4 避免过载•确认设备的额定负载能力,不要超过标准负载限制。
•注意设备的运行状态,及时发现异常情况并采取相应措施。
2.5 妥善使用控制软件•使用合法官方发布的控制软件,并遵守软件使用许可协议。
•不要在未经授权的情况下修改或篡改软件,以防止不必要的风险。
3. 设备保养规程3.1 清洁设备•定期清洁设备表面和连接插孔,使用干净、柔软的布进行清洁。
•严禁在设备上使用含有酸、碱或石油成分的清洁剂。
3.2 防尘防湿•使用设备时应尽量避免灰尘和湿气的侵入,可在使用后覆盖设备。
•如设备需要长时间停用,请将设备存放在干燥通风的地方。
3.3 定期检查设备•定期检查设备连接线、电源线等是否有磨损或损坏的情况。
•定期检查设备的冷却风扇是否正常工作。
3.4 及时维护•注意设备运行状态,发现异常情况及时停止使用并联系售后服务人员。
•定期维护设备,更换易损件,以确保设备的可靠性和稳定性。
4. 总结高精度四轴运动控制卡在工业自动化领域发挥着重要的作用,为了确保设备的正常运行和延长使用寿命,我们必须严格遵守安全操作规程,并按照保养规程进行定期维护。
NCStudio V5_4 用户手册

维宏®雕刻机运动控制系统Ncstudio™版本软件用户手册二○○四年一月上海维宏科技有限公司感谢您选择了本公司的产品!本手册帮助您熟悉本公司的产品,了解系统组成配置等方面的信息。
本资料详细介绍系统安装过程及系统的各项功能,在使用本软件系统及相关的机床设备之前,请您详细阅读本手册。
这将有助于您更好地使用它。
由于软件、硬件的不断更新,您所收到的软硬件在某些方面可能与本手册的陈述有所出入。
在此谨表歉意。
升级记录添加了#SSCURWORKCOOR0, #SSCURWORKCOOR1, #SSCURWORKCOOR2变量,用于访问当前点的工件坐标。
NOTE: 使用这些变量之前必须用G906指令进行同步。
校正刀杆长度功能的第一次对刀和第二次对刀采用最新的指令取代了旧的两步式指令,更简洁。
在文件管理窗口中文件大小右对齐,并且每千位用逗号分隔。
手动步进窗口中小键盘上快捷键功能不再受数字锁的影响。
修正了TraceView偶尔不能及时刷新的错误。
改进了MaskEdit的编辑性能。
把复位的快捷键设为F12。
修正了暂停继续时主轴启动没有延时错误。
修正了高级开始的一个错误。
修正了G906同步后有些指令不能正确执行的问题。
增加了按照时间过期限制的功能。
增加了软限位自动减速的特性。
软限位时候不再有余差,而是精确地停在边界上。
错误提示颜色从"红背景、缺省(黑)文本色" 改为"红背景、黄文本色"。
在驱动程序中增加 _UNIONCONDITION_IMMSTOP 选项。
修正了暂停时候,有明显的速度大跳动问题。
增加了PLT文件加工的断点继续和高级开始功能。
文件位置更新时只考虑当前加工文件。
在系统参数之厂商参数之电机参数中,增加了Z轴最大速度参数的设定。
“单步”增加减速功能。
在NCBoard中改进了暂停时抬刀(落刀)、以及微调的算法。
改进了软限位算法,以前的版本加减速不正确。
错误修正:在"直接定位"编辑框中,掩码长度改成了每个轴10位,而提取数字时仍然用8位,当位数长时出错。
雕刻机参数设置说明书
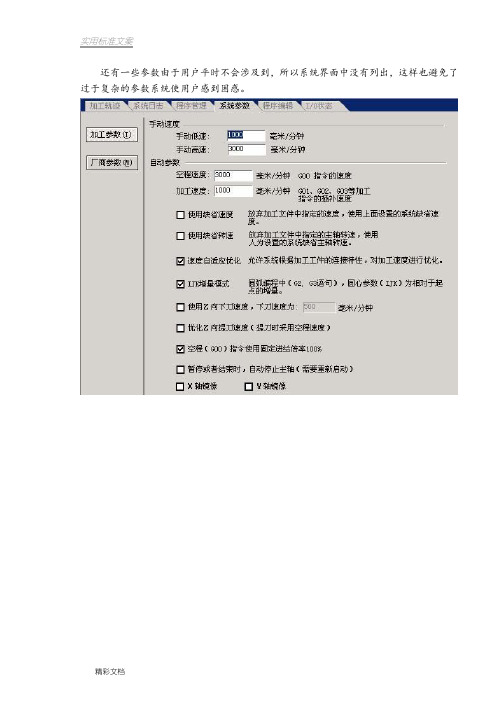
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
维宏卡 说明

PCIMC-3D控制卡说明书PCIMC-3D型计算机运动控制卡是维宏科技公司专门为NC STUDIO™运动控制系统(该系统是上海维宏科技有限公司自主开发、自有版权的运动控制系统)设计的配套板卡。
该卡插在PC机PCI槽内,通过它实现机床运动控制。
一、控制卡的结构PCIMC-3D型计算机运动控制卡外形见下图,该卡尺寸为160mm*120mm。
LED为一发光二极管用做状态指示。
系统上电启动时,LED闪烁发光。
启动后持续发光。
当NC STUDIO™运动控制软件启动后,LED熄灭。
DB15为15芯(针)插座,通过电缆与机床通讯。
底端为插脚,插在PC机PCI槽内。
二、控制卡的安装关闭主机电源,打开机箱盖,将运动控制卡插入任何一个空的PCI槽内,安装时,用手轻按运动控制卡两侧,确保运动控制卡牢固插入PCI槽,然后,旋紧固定螺钉,盖好机箱盖。
三、控制卡与驱动系统的连接NC STUDIO的机械运动控制信号通过插在计算机PCI扩展槽上的运动控制卡实现NC STUDIO软件系统与安装在机床电气箱的进给电机驱动系统的通讯。
PCIMC 运动控制卡与电机驱动系统连接之前,应先将机床与电气箱安装就位,用专用的15芯电缆将运动控制卡上的15芯插座与电气箱上的15芯插座连接,这样NC STUDIO运动控制卡与电机驱动系统的连接就完成了。
PCIMC-3D控制卡与机床连接线插头定义如下:J1接口定义(DB15RA/M,针):四、电气接线示意图为了控制主轴电机的转速,控制卡输出三个OC门信号,分别可控制主轴高速、中速、低速旋转。
这里要求变频器带分档控制。
如果选择DZJ-3转接板,则电气接线更简单。
三个轴六个方向的限位都用常闭开关,并将它们串联后,一端连到XW1,另一端连到XW2;限位释放按钮(常开,按下时接通)并接到XW1和XW2;紧停开关(常闭)两端分别连到ES1和ES2。
SPL、SPM、SPH用于控制变频器实现主轴转速的分档控制。
四轴控制器使用说明书

四轴控制器使用说明书目录版权申明 .................................................................................................... 错误!未定义书签。
第一章概述 .. (5)1.1 产品简介 (4)1.2应用领域 (4)1.3图片展示 (4)第二章PCB结构及功能 (6)2.1 MCU简述 (5)2.2 PCD4641简述 (6)2.2.1PCD4641概要 (6)2.2.2特长 (6)2.2.3主要功能介绍 (6)2.3 MCU控制芯片方式说明 (8)2.4 调试接口接线线序说明 (10)2.5 BOOT接头说明 (11)2.6启动开关 (11)2.7电气接口 (12)2.7.1驱动器接头 (12)2.7.2运动反馈信号接头 (14)2.7.3励磁时序信号和通用IO口接头 (13)第三章FSMC简介及接线说明 (15)3.1 FSMC简述 (15)3.1.1 FSMC概要 (15)3.1.2 FSMC映射地址空间 (17)3.1.3 技术优势 (16)3.2 MCU访问PCD4641线序说明 (17)第四章MCU使用FSMC访问PCD4641的具体实现 (18)4.1 PCD4641A并行接口方法 (20)4.2 命令 (19)4.2.1 启动方式命令 (19)4.2.2 控制方式命令 (20)4.2.3 寄存器选择命令 (23)4.2.4 输出模式命令 (24)4.2.5状态寄存器 (26)4.3 具体的C语言实现 (24)第五章上位机通信 (28)5.1 上位机与四轴控制器的硬件连接 (28)5.2 上位机与四轴控制器的通信连接 (29)5.3 如何控制四轴控制器 (30)第六章四轴控制器开发环境使用说明 (36)6.1 与PCB板的硬件连接 (36)6.2 驱动的安装 (32)6.3 IAR开发环境的安装 (34)6.4 IDE相关设置 (35)6.5 程序的开发设计 (42)第七章下载程序 (43)7.1 用USB串口线连接四轴控制器 (39)7.2 下载程序 (44)第八章使用安全注意事项 (43)第一章概述1.1 产品简介感谢您选择脉冲电子四轴控制器,为回报客户,我们将以品质一流的四轴控制器、完善的售后服务、高效的技术支持,帮助您建立自己的运动控制系统。
四轴立体式雕刻机设计说明书1
目录摘要 (1)ABSTRACT (1)第一章绪论 (3)1.1雕刻机的概述 (3)1.2 设计研制的雕刻机的特点 (3)1.3 研制的雕刻机功能及使用范围: (4)第二章系统分析与方案的订制 (4)2.1 三维雕刻机的设计参数 (4)2.2 雕刻机总体方案选择 (4)2.2.1 总体布局要求 (5)2.2.2 总体方案确定 (6)2.3 雕刻机运动系统方案设计 (7)2.3.1 坐标系统的确定 (7)2.3.2 总体结构 (8)2.3.3 主运动方案 (8)2.3.4 进给运动方案 (8)第三章主运动系统的设计及校核 (9)3.1 铣削力、扭矩和功率的计算 (9)3.2钻削力、扭矩和功率的计算 (11)3.3主运动系统的设计 (13)3.3.1主运动系统的方案 (13)3.3.2主轴电机的设计计算 (13)第四章进给运动系统设计计算 (14)4.1 Z方向进给运动系统设计简介 (16)4.1.1Z方向进给运动系统组成 (16)4.1.2滚珠丝杠副的选择及支撑用轴承的选择 (17)4.1.3电机的选择 (18)4.1.4联轴器的选择 (18)4.2 Y方向进给运动系统设计简介 (18)4.2.1Y方向进给运动系统组成 (18)4.2.2滚珠丝杠副的选择及支撑用轴承的选择 (19)4.2.3电机的选择 (19)4.2.4联轴器的选择 (19)第五章 A轴的结构与设计 (19)5.1轨道顶针底座的设计 (19)5.2齿轮箱齿轮的设计 (19)5.3齿轮材料的设计 (20)5.4齿轮传动的计算载荷 (20)5.5减速箱箱体的设计................................... .20 5.6电机的选择 (20)5.7卡盘的设计 (20)5.8顶针的选择 (21)结论 (21)参考文献 (22)摘要建国五十年,我国的机械工业虽然已经有了较大的发展,具备了一定的基础和规模,初步满足国民经济和人民生活的需要。
雕刻机维宏PCIMC-74A75A厂商手册-R3.13
Shanghai WeiHong Electronic Technology Co., Ltd.
感谢您购买了本公司的 PCIMC-74A/75A 运动控制卡,我们向您保证该运动控制卡具有十分 可靠的稳定性。 PCIMC-74A/75A 运动控制卡是由上海维宏电子科技股份有限公司自主开发的运动控制卡, 它与 NcStudio 运动控制软件配套使用,可完成各种雕刻机、雕铣机、钻孔机、切割机等的 运动控制,功能强大,使用方便。 当您购买 PCIMC-74A/75A 运动控制卡和配套 NcStudio 运动控制软件后,请仔细阅读本说 明书,这将有助于您更好地使用它。
6.1 专业术语详细解释.................................................................................................................................... 16 6.1.1 回机械原点(回参考点) ................................................................................................................... 16 6.2 电子齿轮比................................................................................................................................................ 16 6.2.1 电子齿轮 ............................................................................................................................................... 16
维宏四轴雕刻机运动控制系统Ncstudio V10用户手册(适用于PCIMC-75A控制卡)说明书
machine must be grounded. 4) When machine is not in use, please shut off the power. 5) Please pull out the BNC connector plugs, when the machine is not used for a period of
维宏数控运动控制系统中文V536forluoke用户手册

维宏®雕刻机运动控制系统NC STUDIO™版本5.3.6软件用户手册二○○三年二月上海维宏科技有限公司感谢您选择了本公司的产品!本手册帮助您熟悉本公司的产品,了解系统组成配置等方面的信息。
本资料详细介绍系统安装过程及系统的各项功能,在使用本软件系统及相关的机床设备之前,请您详细阅读本手册。
这将有助于您更好地使用它。
由于软件、硬件的不断更新,您所收到的软硬件在某些方面可能与本手册的陈述有所出入。
在此谨表歉意。
目录目录............................................................................................................................ I I 1概述.. (1)2系统安装与连接 (3)2.1NC STUDIO的系统基本配置 (3)计算机主机 (3)操作系统 (3)2.2NC STUDIO系统的安装 (4)安装NC STUDIO运动控制卡 (8)2.3NC STUDIO控制卡与驱动系统的连接 (9)安装运动控制卡驱动程序 (8)安装NC STUDIO软件 (4)3 NC STUDIO基本概念 (10)3.1操作模式与状态 (10)操作模式 (10)操作状态 (11)3.2机床坐标系 (11)机械坐标系 (12)工件坐标系 (12)4 NC STUDIO操作界面 (13)4.1标题栏 (14)4.2菜单栏 (15)4.3工具栏 (16)4.4数控信息栏 (16)4.5状态栏 (17)4.6数控状态窗口 (17)当前位置 (17)进给速度 (18)主轴转速................................................................................... 错误!未定义书签。
4.7自动操作窗口 (20)4.8手动操作窗口 (22)4.9加工轨迹窗口 (24)三维视图模式 (25)二维视图模式: (27)4.10系统日志窗口 (30)4.11程序管理窗口 (31)4.12系统参数窗口 (32)机械参数 (34)电气参数................................................................................... 错误!未定义书签。
雕刻机运动控制系统.doc

维宏®雕刻机运动控制系统Ncstudio™版本5.4软件用户手册二○○四年一月上海维宏科技有限公司感谢您选择了本公司的产品!本手册帮助您熟悉本公司的产品,了解系统组成配置等方面的信息。
本资料详细介绍系统安装过程及系统的各项功能,在使用本软件系统及相关的机床设备之前,请您详细阅读本手册。
这将有助于您更好地使用它。
由于软件、硬件的不断更新,您所收到的软硬件在某些方面可能与本手册的陈述有所出入。
在此谨表歉意。
升级记录1.V5.4.7●添加了#SSCURWORKCOOR0, #SSCURWORKCOOR1,#SSCURWORKCOOR2变量,用于访问当前点的工件坐标。
NOTE: 使用这些变量之前必须用G906指令进行同步。
●校正刀杆长度功能的第一次对刀和第二次对刀采用最新的指令取代了旧的两步式指令,更简洁。
●在文件管理窗口中文件大小右对齐,并且每千位用逗号分隔。
●手动步进窗口中小键盘上快捷键功能不再受数字锁的影响。
2.V5.4.10●修正了TraceView偶尔不能及时刷新的错误。
●改进了MaskEdit的编辑性能。
●把复位的快捷键设为F12。
3.V5.4.11●修正了暂停继续时主轴启动没有延时错误。
●修正了高级开始的一个错误。
4.V5.4.12●修正了G906同步后有些指令不能正确执行的问题。
●增加了按照时间过期限制的功能。
5.V5.4.13●增加了软限位自动减速的特性。
●软限位时候不再有余差,而是精确地停在边界上。
6.V5.4.14●错误提示颜色从"红背景、缺省(黑)文本色" 改为"红背景、黄文本色"。
●在驱动程序中增加_UNIONCONDITION_IMMSTOP 选项。
7.V5.4.15●修正了暂停时候,有明显的速度大跳动问题。
8.V5.4.16●增加了PLT文件加工的断点继续和高级开始功能。
●文件位置更新时只考虑当前加工文件。
●在系统参数之厂商参数之电机参数中,增加了Z轴最大速度参数的设定。
维宏系统雕刻机电子版使用教程

聊工机械雕刻机操作方法欢迎使用聊工数控雕刻机,首先我们先了解机器的结构1 机器有三个轴分别是X 轴(左右移动)Y 轴(前后移动)Z 轴(上下移动)。
了解其控制原理雕刻机主要是由电气控制柜----经过传输数据线连接到电脑,在电脑的主机箱子里面装有一个维宏控制卡------电脑里面装有一个维宏控制软件来控制。
操作方法:(一)定点方法1 平面板左下角定点方法在木板上的左下角或板上雕刻区域的左下角-----通过维宏控制软件用鼠标移动各个轴到左下角的位置-----然后各个轴在维宏控制软件里面的坐标轴清零。
2 平面板中心点定点方法在木板上的中心点或板上雕刻区域的中心点-----通过维宏控制软件用鼠标移动各个轴到中心点的位置-----然后各个轴在维宏控制软件里面的坐标轴清零三.断点续刻和高级开始功能断点续刻点击维宏控制软件里面的---操作——回工件原点----操作-----断点续刻—系统就可以继续从原来停下来的地方开始工作了。
高级开始功能点击维宏控制软件里面的---操作——回工件原点----操作-----高级开始—点具体位置-输入你要跳到的那一段程序的序号---系统就跳到你指定的位置开始工作了。
四.换刀和断刀时定点的的处理方法先记下当前段号再把刀抬到安全高度----点击维宏控制软件里面的---操作——回工件原点—换刀----然后把刀移到板上面-----然后在维宏控制软件里面的Z轴清零而X坐标轴和Y 坐标轴则不用清零。
-----点击维宏控制软件里面的---操作-----高级开始—点具体位置-输入你要跳到的那一段程序的序号(或者是刚才记下的短号)---系统就跳到你指定的位置开始工作了。
一、雕刻机安装前注意事项1.切勿在闪电或打雷时安装此设备,切勿在潮湿的地方安装电源插座,请勿触摸未绝缘的电源线。
2.上机操作人员必须经过严格的培训操作过程中必须注意人身安全和机器的安全,并严格按操作规程来操作电脑雕刻机。
3.电源电压要求210V-230V,若电源电压不稳或周围有大功率的用电设备,请一定要在专业技术人员指导下选择稳压电源。
维宏系统雕刻机电子版使用教程
聊工机械雕刻机操作方法欢迎使用聊工数控雕刻机,首先我们先了解机器的结构1 机器有三个轴分别是X 轴(左右移动)Y 轴(前后移动)Z 轴(上下移动)。
了解其控制原理雕刻机主要是由电气控制柜----经过传输数据线连接到电脑,在电脑的主机箱子里面装有一个维宏控制卡------电脑里面装有一个维宏控制软件来控制。
操作方法:(一)定点方法1 平面板左下角定点方法在木板上的左下角或板上雕刻区域的左下角-----通过维宏控制软件用鼠标移动各个轴到左下角的位置-----然后各个轴在维宏控制软件里面的坐标轴清零。
2 平面板中心点定点方法在木板上的中心点或板上雕刻区域的中心点-----通过维宏控制软件用鼠标移动各个轴到中心点的位置-----然后各个轴在维宏控制软件里面的坐标轴清零三.断点续刻和高级开始功能断点续刻点击维宏控制软件里面的---操作——回工件原点----操作-----断点续刻—系统就可以继续从原来停下来的地方开始工作了。
高级开始功能点击维宏控制软件里面的---操作——回工件原点----操作-----高级开始—点具体位置-输入你要跳到的那一段程序的序号---系统就跳到你指定的位置开始工作了。
四.换刀和断刀时定点的的处理方法先记下当前段号再把刀抬到安全高度----点击维宏控制软件里面的---操作——回工件原点—换刀----然后把刀移到板上面-----然后在维宏控制软件里面的Z轴清零而X坐标轴和Y 坐标轴则不用清零。
-----点击维宏控制软件里面的---操作-----高级开始—点具体位置-输入你要跳到的那一段程序的序号(或者是刚才记下的短号)---系统就跳到你指定的位置开始工作了。
一、雕刻机安装前注意事项1.切勿在闪电或打雷时安装此设备,切勿在潮湿的地方安装电源插座,请勿触摸未绝缘的电源线。
2.上机操作人员必须经过严格的培训操作过程中必须注意人身安全和机器的安全,并严格按操作规程来操作电脑雕刻机。
3.电源电压要求210V-230V,若电源电压不稳或周围有大功率的用电设备,请一定要在专业技术人员指导下选择稳压电源。
四轴控制器说明书(四轴脱机运动控制器说明手册)

四轴脱机运动控制器说明手册外观图:开机画面要求极为严格,固对一般低端卡(山寨卡)会有所排斥,请更换其它正品卡再读取!对于HDSD(TF),会因卡的问题,并不能完全认识,请更换其它的卡再读取!在存入TF卡中的文件与文件夹的总数量大于50个后不给予显示!“返回原点”Z轴升到安全高度,XY轴退“返回机械原点”:Z轴退到机械原点,Y轴退到机械原点,Y轴退到机械原点,(请注意配置脚,电平与使能)“对刀”Z轴下降(或升高),当碰到探针,停止运行后清Z轴坐标为对刀器偏移值,并Z轴抬刀得弹回高,此过程结束.(请注意配置脚,电平与使能)面板快徢键¢为“坐标清除操作”X轴单轴清零Y轴单轴清零Z轴单轴清零A轴单轴清零全轴清零退出功跟字意所示一样面板快徢键¤“手动点动”“手动”恢复手动“1mm”:当选取时后按对应的方向键,会移动相应的长度(增量移动方式)如想移动一个具体的长度,可以在输入筐输入具体的数字,(只能按”OK”后变成黄筐才能输入,返回变绿有效),按相应的轴方向键,即可.对应X+X-Y+Y-Z+Z-A+A-都有效面板快徢键X Y Z A 为“直接坐标操作”“运行到到”对应的轴会直接运行所指定的坐标中.“更变坐标”:对应的轴会直接变成所设定的数(此操作为不可逆,请慎重操作)面板快徢键S为“主轴操作”输入筐可填入转数,此参数的最高值在主机设定中可设置。
面板快徢键F为“手动给进速度操作”示筐中的D的值是手动给进速度。
面板快徢键G为“工件坐标系操作”选定G*,可以选取坐件坐标系,需要配合机械坐标来操作。
点击”机台配置”如下,后点击”电机参数”进入如下画面字意解释:脉冲当量:单位长度所需的脉冲个数,(每一毫米所需的脉冲量)支持浮点输入最高速度:此电机所能运行的最高速度(毫米/分钟),当输入超过系统所能达到的最大值时,会按系统所能达到的最大值为准.加速度: 电机所能运行的最高加速度.此值过小会严重影响多微线段的拐角速度脉冲电平: 1或0,高电平有效,还是低电平有效,由驱动器决定的方向电平:1或0高电平有效,还是低电平有效,改变此会改变运行方向脉冲宽度:脉冲有效的输出时间,只为一个量值,正常下可以取0.脉冲当量= 步进电机驱动细分数×(360/步进电机步进角度)/丝杆螺距例: 步进角度=1.8 丝杆螺距= 5mm 细分= 8脉冲当量= 8*(360/1.8)/5 = 320最高速度值: 要按照电机的能力最终确定,以不失步为原则,取最大速度值的70%,留30%余量给电机(步进电机的特性).T加速度表如下:加速度值的最终确定按电机的最大所能容忍的加速度值的70%为宜,保留30%突变值给电机,才能保证电机不会失步(步进电机的特性).脉冲电平与脉冲宽度的关系(注:实际宽度是给定宽度加系统默认度)方向电平:当方向电平为1是在轴正运行时,输出为高电平,反运行为低电平当方向电平为0是在轴正运行时,输出为低电平,反运行为高电平”打开文件”在显示栏中出现文件名,此文件名格式为标准的8_3格式8个字符名,3个后缀当显示中文时能有四个中文名,3个后缀,大于四个将不给全名显示,用~N代替旋动高级功能键,或上下功能键能翻页显示点击高级功能键的中间键或”OK”键可以选取文件,进入如下界面此时可以打开文件,或返回文件选择(重新选取),或退出到主界面点击”打开此文件”进入该文件内容显示如下现在可以浏览文件内容了,点击高级功能键中间键,或OK键可以调出始下子菜单的界面:可以选取是否从第一行开始,或N行开始,或指向N行进行显示,也可以直接返回文件选择重新选取文件扣选筐选定输入筐后,可以输入所需要的行数,输入后选”指向选取行”就可以直接跳跃到指定的行数,如对于超大,超多行,所用耗时间也会跟着变大!!如果输入的行数大于文件本身的行数,此时会指向文件的最尾端.点击:“从第一行始始”,”从选取行开始”这两项都会跳出到主界面来, 到此打开文件完毕.并把主键功有交给主界面区.”开始运行”就可以直接开始运行了!,如果在此之前有断点过,并且没更改过文件,此时会跳出一个窗口如下:第一项为安全高度,安全高度的作用:在当前头具的位置要移动到加工位置时会提起刀具,此高度就是安全高度,也可以看做Z轴的所在高度用扣选筐选定后可以更改这个值,也可以在高级功能里更改默认安全高度.“续点运行”:断点在N点至N+1之间点时,续点运行后会直接从N点开始,其中会重复N至N+1点之间已加工过的轨迹,并接入未完成的轨迹.“续点前运行” :断点在N点至N+1之间点时,续点前运行后会直接从N+1开始,会丢弃N至N+1行的加工轨迹,请多加注意.“退出”放弃本次运行.(注: 当断点续接运行行数超大时,因为要从头找出坐标系与续点,会有一定运算时间,TF卡的读写速度会影响当前的运算速度.在左上角会指示运行数)“限位输入”使能:是否选定限位功能脚位: 对于选定限位功能后,所对应的输入脚位(可选取1-16)电平: 输入高电平有效,还是低电平有效. (见模拟图)“机械原点”使能:是否选定限位功能脚位: 对于选定限位功能后,所对应的输入脚位(可选取1-16)电平: 输入高电平有效,还是低电平的效, (见模拟图)方向:返回至机械时XYZ方向,可正可负返回速度:返回至机械时与对刀时的速度以上的输入脚位对应着控制器的16个输入端,可以任意指定是那个脚位做为当前限位输入“文件管理”点击”文件管理”所进入左边图示的文件列表界面,可以添加新文件,删除文件,修改文件.点击所扣选筐指定的文件后会进入如下界面:“编缉此文件”:可以编辑所选定的文件“返回文件选择”: 重新选取文件“新建文件” :新建一个文件“删除文件”:删除选定的文件“返回主界面”:直接退回到主界面新建文件与删除文件界面:“编缉此文件”“编缉此行”对选定的行进行编缉控制器面板上的相应键,输入所需的G代码,后按”OK”键,保存返回,(前端是旧的参数行),面板修键中有”←”可以对输入出错的字符进行退位修改. “插入行” ,”删除此行”在所选取行的前端插入空行如图:“删除此行”,会删除指定行“返回行选择”返回G指令行再重新选定“返回文件选择”返回文件列表界面注: 如果文件最后一条指令没能运行到,请在文件最后加入一行空行!“主轴控制”M03,M04,M05M03顺时针运行: 此时关闭M04对应的脚位并开启M03对应的脚位M04逆时针运行: 此时关闭M03对应的脚位并开启M04对应的脚位M05 会同时关闭M03,M04的脚M07,M08,M09M07: 开启对应的脚位,不会影响M08M08: 开启对应的脚位,不会影响M07M09: 会同时关闭M07,M08的脚位延时: 启开M03,M04,M07,M08所用时间. PWM的位脚是固定为16脚,如开启这个脚位,对应于OUT输出应改去除,不然会因两者同时控制而冲突!PWM频率: 是指输出的频率Max S: 是指最大S对应于最大频率占空比= S(G指令给定的值)/(MAX S)如有需要控制复位时机台使能的请配置如下:当出现RESET灯闪动时,相应配置的脚位会输出相应的电平可用这个来控制四轴的使能端,或机台工作提示安全高度输入筐:输入后,保存在系统中G指令码参数:G2/G3超差是指手工计算或其它计算后输入G02/G03.是因为计算精度问题,使之圆弧圆心跟给定的值不一致,此刻,有一个容错值,系统会根据给定的参数,重新计算最理想的圆心坐标,详述可见G02/G03说明弦长: 系统拟合生成段弧形时的弧形弦长,详述请见G指令码说明高级操作功能:在待机时(没有运行加工)进行调速: 按住停止键不放(黑四方键),同时再旋动高级功能键,就可以直接调节运行速度百份比,在主屏幕上可以看到速度百份比(I:100-1)显示.在加工运行中,直接旋动高级功能键,可以调整运行速度的百份比, 在主屏幕上可以看到速度百份比(I:100-1)显示.超速133.33%运行操作:(1)运行加工中:下压高级功能键的中间键,旋动高级功能键,就可以超出系统给的最高速度33.33%,(2)在待机下:按住停止键不放(黑四方键), 下压高级功能键的中间键,旋动高级功能键,就可以了.(此操作应注意系统给定的参数最低限定,加速度与最高速度参数变量会因此而做新的调整,会使机台的整体性能超出预设值,所以要慎重使用!)接口模拟图所需电源为稳定直压12V,电流应大于1A,本控制器工作电流在于300MA-800MA左右在接入电源时,务必分清正负端!模拟图所示的”5V输出”是指输出的电源,此电流可提供500MA左右的电流给外部器件使!G指令解读G00:格式:G0X..Y..Z…A轴快速移动,G0用于快速定位刀具,没有对工件进行加工。
维宏四轴系统使用手册-文档资料
22
【Z+】、【Z-】、【高压系统】、【高压水】、【砂阀】、 【水开关】、【润滑油】、【模拟】
这些按钮分别控制着Z+ 、Z- 、高压系统、高压水、砂阀、水开关、 润滑油及模拟的开关。 正常状态下:按钮背景色为灰色,图标及提示文字颜色为黑色,而当按 钮处于按下状态时,该按钮背景色为绿色图标。用户可以通过按钮的颜 色区分各种泵和阀的状态,如高压水启停按钮按下时,该按钮呈绿色; 再点击一次该按钮,该按钮弹起并复 位为原来的灰色。
维宏四轴系统使用手册
主编:李建
演示软件版本:10.200.0
1
一、四轴维宏软件的安装
首先在电脑中找到维宏四轴软件的安装文件,如果安装文件遗失或损坏 的客户也可以向厂家索要。)为参数匹配客户需要提供设备名牌上DICM 制令号)
双击安装文件后出现中文/英文选择界面。 选择中文界面安装,出现程序 安装画面。
31
快捷图标按钮。
【移动】:
通过鼠标左键的拖动操作实现跟踪图形的移动操作。
【缩小】【放大】:
点击轨迹跟踪视图左边的【缩小】或
【放大】按钮,将分别使视图放大和缩小。
【显示当前加工点】:
单击窗口左侧的【显示当前加工点】按
钮,程序将自动移动视图使当前加工点位于视图中央的位置。
【调整至窗口大小】:
单击窗口左侧的【调整至窗口大小】按
我们可以在【常规画面】中点击鼠标右键,在弹出的窗口中选择属性,进入个 性化参数设置。
跟踪颜色板上可以设置背景颜色、指令对应的颜色、网格颜色、坐标轴颜色、
被选中轨迹的颜色等等。用户可以自己选择合适的颜色所以在指令对应颜色上分 为模拟轨迹颜色和真实轨迹颜色,模拟 G00/G01/G02/G03 颜色对应模拟轨迹, 而G00/G01/G02/G03 颜色对应真实轨迹。
雕刻机参数设置说明书
还有一些参数由于用户平时不会涉及到,所以系统界面中没有列出,这样也避免了过于复杂的参数系统使用户感到困惑。
手动速度:包括手动高速速度和手动低速速度,这两个值用来控制用户在“点动”模式下的运动速度。
●手动低速速度是指只按下手动方向键时的运动速度;●手动高速速度是指同时按下“高速”键时的运动速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
自动参数:●空程速度:G00 指令的运动速度;●加工速度:G01、G02、G03等加工指令的插补速度。
这两个值控制以自动方式运动时的速度,如果自动模式下的加工程序、或者MDI指令中没有指定速度,就以这里设定的速度运动。
注意:增量方式的运动速度是空程速度。
这两个值也可以在数控状态窗口中直接设定。
参见4.6节。
●使用缺省速度:是否放弃加工程序中指定的速度,使用上面设置的系统缺省速度。
●使用缺省转速:指示系统是否放弃加工程序中指定的主轴转速,使用人为设置的系统缺省转速。
●速度自适应优化:是否允许系统根据加工工件的连接特性,对加工速度进行优化。
●IJK增量模式:圆心编程(IJK)是否为增量模式,某些后处理程序生成的圆弧编程使用的IJK值是增量值。
关于这一点,请参考对应的后处理程序说明。
●使用Z向下刀速度:是否在Z向垂直向下运动时,采用特定的速度落刀速度。
●优化Z向提刀速度:是否在Z向垂直向上运动时,采用G00速度提刀。
点)。
●空程(G00)指令使用固定进给倍率100%:这个参数是一个选项。
指示系统在执行空程指令时,是否忽略进给被率的影响。
这样当改变倍率时,不影响空程移动的速度。
●暂停或者结束时,自动停止主轴(需要重新启动):设定当一个加工程序中途暂停或加工结束后,是否自动停止主轴转动。
●X轴镜像:设定X轴进行镜像。
●Y轴镜像:设定Y轴进行镜像。
换刀位参数:●使用换刀位:如果希望在加工完成后自动回到某个位置,请选择该选项。
其他换刀位参数只有在使用换刀位有效时,才起作用。
高性能四轴运动控制卡安全操作及保养规程

高性能四轴运动控制卡安全操作及保养规程1. 引言高性能四轴运动控制卡是一种关键设备,用于控制四轴无人机的运动。
为了保证设备的正常工作和延长使用寿命,需要严格遵守一系列的安全操作和保养规程。
2. 安全操作规程以下是使用高性能四轴运动控制卡时需要遵守的安全操作规程:2.1 适当培训在使用高性能四轴运动控制卡之前,必须接受专业培训,了解相关操作和安全知识。
2.2 室内使用在正常情况下,高性能四轴运动控制卡应该在室内环境下进行操作。
避免在雨天、风力较大或其它恶劣的气象条件下使用。
2.3 操作人员保护在操作过程中,必须佩戴适当的防护装备,包括安全帽、手套和护目镜等。
2.4 操作平台准备在操作之前,必须确保操作平台的稳定性。
避免操作平台上有杂物或者不稳定的物体。
2.5 对应操作规范按照高性能四轴运动控制卡的操作说明书进行操作,确保所有的操作都符合规范。
2.6 操作人员技术要求操作高性能四轴运动控制卡的人员必须具备一定的技术能力和经验,以确保操作的正确性。
2.7 避免超负荷运行在使用过程中,必须避免超过高性能四轴运动控制卡的最大负荷运行。
过高的负荷可能导致设备损坏。
2.8 充分休息在连续使用高性能四轴运动控制卡一段时间后,应给予设备充分休息时间,避免过度疲劳。
3. 保养规程为了确保高性能四轴运动控制卡的正常工作和延长使用寿命,需要进行定期的保养。
3.1 清洁定期清洁高性能四轴运动控制卡的外壳和内部部件,避免灰尘和杂物积聚影响设备的正常运行。
3.2 检查定期检查高性能四轴运动控制卡的连接线和接口,确保连接的稳固性和正常工作。
3.3 锁紧检查高性能四轴运动控制卡的螺丝和连接件是否松动,如果发现松动,及时将其锁紧。
3.4 散热保持高性能四轴运动控制卡的散热系统良好的工作状态,确保设备的正常散热,防止过热损坏。
3.5 环境保护尽量将高性能四轴运动控制卡放置在干燥、清洁、通风良好的环境中,避免潮湿和尘埃对设备造成损害。
运动控制卡说明书
运动控制卡说明书篇一:HY-JK02-M 5轴运动控制卡使用说明书HY-JK02-M 5-axis interface board manual Thank you for choosing our products,For your use of NC products better and faster,Please read this manualIn the test machine, note the following before 1, note that using the 5V power supply2, determine the stepper driver works (Model0) 3, to determine the drive wiring stepSecond, "the definition of the pin:5V 1A power supply, please take more than switching power supplies, power input received indicated on the map interfaceSpindle motor control is controlled via the parallel port PIN1. Spindle motor voltage must comply with the supply voltage range. Three "MACH software to useFigure 1Figure 1, open the MACH3 software, then select OK now mach3MILLFigure 2MACH3 open the interface shown in Figure 2, the action of commonly used button above, here we configure the MACH software.篇二:e cut 雕刻机运动控制卡使用说明您在收到板子之后。
维宏数控运动控制系统用户手册..

威克雕刻机控制系统VicStudio V5.4用户指南南京威克曼科技实业有限公司二○○四年五月目录1概述-----------------------------------------------1 1.1 系统结构及组成 ------------------------------------------------------1 1.2 控制软件特性 --------------------------------------------------------12系统安装与连接 -------------------------------------3 2.1VicStudio的系统基本配臵 --------------------------------------------3计算机主机操作系统2.2VicStudio系统的安装 ------------------------------------------------4安装软件安装运动控制卡重新起动计算机2.3其它安装问题 --------------------------------------------------------5 2.4卸载Vicstudio 系统 --------------------------------------------------5 2.5VicStudio控制卡与驱动系统的连接 -------------------------------------5 2.6雕刻机安装的步骤和要求-----------------------------------------------53VicStudio基本概念------------------------- ---------7 3.1操作模式与状态 ------------------------------------------------------7操作模式操作状态3.2机床坐标系 ----------------------------------------------------------8机械坐标系工件坐标系4 VicStudio的操作界面 --------------------------------10 4.1 标题栏---------------------------------------------------------------11 4.2 菜单栏---------------------------------------------------------------12 4.3 工具栏---------------------------------------------------------------13 4.4 数控信息栏-----------------------------------------------------------13 4.5 状态栏---------------------------------------------------------------13 4.6 数控状态窗口---------------------------------------------------------14加工状态和时间信息当前位臵进给速度机床控制4.7 自动操作窗口---------------------------------------------------------17 4.8 手动操作窗口---------------------------------------------------------18 4.9 加工轨迹窗口---------------------------------------------------------21三维视图穆式设臵个性化参数4.10 系统日志窗口--------------------------------------------------------24 4.11 程序管理窗口--------------------------------------------------------26 4.12 系统参数窗口--------------------------------------------------------26加工参数厂商参数4.13 程序编辑窗口--------------------------------------------------------30 4.14 输入输出状态(I/O状态)窗口-----------------------------------------31 5VicStudio的菜单系统---------------------------------335.1“文件”菜单--------------------------------------------------------33打开并装载卸载新建加工程序打开并编辑编辑当前加工程序保存另存为保存并装载关闭最近装载的加工程序最近编辑的加工程序退出5.2 “编辑”菜单--------------------------------------------------------36 5.3 “查看”菜单--------------------------------------------------------37工具栏状态栏全屏显示加工程序号跟踪加工程序当前行加工程序信息5.4 “操作”菜单--------------------------------------------------------39单步执行设臵当前点为工件原点设臵当前点工件坐标回工件原点开始暂停停止进入仿真模式并开始仿真高级开始断点继续微调对刀回机床原点复位限位释放5.5 “机床”菜单--------------------------------------------------------48 5.6 “窗口”菜单--------------------------------------------------------485.7 “帮助”菜单--------------------------------------------------------486 操作步骤-------------------------------------------49 6.1 开机----------------------------------------------------------------49 6.2 机床复位------------------------------------------------------------49 6.3 载入加工程序--------------------------------------------------------49 6.4 手动操作------------------------------------------------------------50 6.5 确定工件原点--------------------------------------------------------50 6.6 执行自动加工--------------------------------------------------------506.7 直接定位功能--------------------------------------------------------517 使用注意事项---------------------------------------52 7.1 程序跳段执行注意事项------------------------------------------------52 7.2 多任务执行注意事项--------------------------------------------------52 7.3 安全操作规程---------------------------------------------------------52 7.4 注册功能的说明-------------------------------------------------------53 7.5 雕刻机机械部分的保养维护---------------------------------------------53 7.6 主轴电机(雕刻头)的使用、保养和维护---------------------------------54附录 VicStudio Ver5.4快捷键一览表---------------------------54附.1 全局快捷键---------------------------------------------------------54附.2 手动窗口快捷键-----------------------------------------------------55附.3 加工轨迹窗口快捷键-------------------------------------------------561概述1.1系统结构及组成雕刻机主要由两部分组成:机床及运动控制系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.1维鸿系统的安装
在安装新的维鸿前,请删除旧版本的维鸿。
删除的方法请参考程序卸载一节。
维鸿系统包括软件和运动控制卡两部分。
所以,系统的安装也分为两个阶段:软件安装和运动控制卡的安装。
总体上,请您在安装完软件之后再安装运动控制卡,这样运动控制卡的驱动程序就不需要单独安装。
所以简单以说,可以分为这样几个步骤:
(1)安装维鸿软件,待安装程序提示关闭计算机后,关闭计算机。
(2)关闭计算机后,安装运动控制卡。
(3)重新启动计算机,进入Windows操作系统后,略微等待一会,待Windows
自动完成配置,整个安装工作就算完成了。
(4)运行维鸿系统。
下面详细介绍其中的关键步骤。
维鸿软件安装
请按照下面的步骤安装软件:
(1)打开计算机电源,启动计算机,系统自动运行进入Windows操作系统。
如果你还没有安装Windows操作系统,请首先安装该操作系统。
(2)Windows操作系统启动后,注意请关闭其他正在运行的程序。
(3)解压维鸿V2.0免安装包,打开里面的dotNetFrameWork文件夹,安装
dotNetFx40_Full_x86_x64.exe
(4)打开维鸿V2.0文件夹,右键创建桌面快捷方式
(5)双击打开桌面快捷键方式,运行维鸿。
维鸿软件驱动安装
USB设备驱动支持XP、win7或win8等32位操作系统,任何一个小的错误都有可能安装驱动失败。
1. 将USB数据线连接到电脑任意USB接口,若出现新硬件向导信息提示中选“是,仅这一次(I)”选项,点击“下一步”。
在出现新硬件向导信息提示中选“从列表或指定位置安装(高级)”选项,点击“下一步”。
2. 选择“在搜索中包括这个位置(O)”选项,点击“浏览”。
3. 选择“维鸿控制设备驱动”文件夹,点击“下一步”。
4.在找到新的硬件向导对话框中选中对应的驱动,点击“下一步”(第一次安装时会自动跳过)。
5在硬件安装对话框中点击“仍然继续”。
6等待几秒后,跳出对话框后,点击“完成”。
7安装完成后,可右击“我的电脑”->“属性”->“硬件”->“设备管理器”->“通用串行总线控制器”中查看。
USB设备驱动安装成功,重新插拔后既可使用。
使用过程中最好在同一个USB口中使用,更换USB口第一次使用时系统都会要求安装驱动。
维鸿控制卡接线图
将运动控制卡插入任何一个空的、USB形式匹配的口内,插入运动控制卡。
安装运动控制卡时,用手轻按运动控制卡两侧,确保运动控制卡牢固插入导轨中,与导轨接触良好、可靠,而且不存在摇晃的情况,并且按照图纸接好线路图。
这样运动控制卡的安装就完成了。
接线注意事项:
1.如果驱动器是单端输出方式(共阳极),只需要接
VDD与COM,AP-与PUL-,AD-与DIR-
2.如果驱动器是差分输出方式,接线如图,需要额
外把PUL+与DIR+与VDD并联
3.回零感应器
图上为二线制感应器的接线方式,如果是三线制
需要接V12
4.本控制卡所有感应器电压需要12V,并且是NPN感
应器,其他5V与24V不可以使用,机械型开关
可以正常使用
5.传感器简易接线参考图如下:
6.急停:需要接常闭开关
7.启动:外部启动按钮,需要在已经加载G代码的
情况下,接常开按钮
8.对刀仪信号请使用普通的开关量信号的对刀块即
可。
变频器主轴接线:
备注:1.变频器需要改为端子起停方式,而非面板起停。
图上DI与COM 为启动信号,AI与G为模拟量信号。
2.模拟量口需要是0-10V,如果不准确,调整维鸿板子的可调电阻。
3.变频器UVW输出到电机的地方,这3根线需要绕磁环(尺寸:36*23*15)至少10圈,并且把磁环放在离变频器UVW输出端子最近的地方,以此来抗干扰稳定运行
4. 如果是伺服,与上面一样,在伺服输出到电机的地方接磁环维鸿手轮接线图
软件参数设置说明(厂家参数密码NcStudio)
1.线性轴分辨率= 螺距/一圈脉冲数
旋转轴分辨率= 360度/一圈脉冲数
系统分辨率大于等于他们即可
维鸿系统设置:1个脉冲所走的角度
360度÷(电机1圈脉冲数×驱动器细分数×减速比)
例如:二相57电机,细分数16,减速比50:1
360÷(200×16×50)=0.00225
2.
系统最大移动速度需要大于空程速度与各轴速度.
需要微调,如果电机动不了,就渐进的往上提高移动速度直到电机能够动作。
3.浮动对刀.需要正确的设置进到速度与退刀速度,可以参考上面的各轴移
动速度。
备注:一定要正确的设置对刀块厚度才能准确对刀。
4.主轴参数. 主轴启动时间,指在运行系统后,主轴从开启到运行第一行
G代码中间间隔的时间。
5.回零参数。
如果回零方向不是自己想要的方向,请更改回零方向1或者
-1.
回零过程:
1.机械回零开始后,以接近速度第一次回零
2.碰到回零感应器后,以回零速度进行第一次反向运动
3.离开回零感应器后,开始进行第二次反向运行。
注意这个距离非常
短。
4.紧接着再次接触到回零感应器,进行第三次反向,反向距离可以设
置回退距离进行调整。
5.达到回退距离,回零完毕,设置当前点为机械零点位置。
6.一键清空A轴机械坐标以及偏移坐标。
目前软件没有倍系补偿功能,当A轴一直往同一个方向运动的时候,数值会很大,再次运行同样的刀路文件,如果A轴没有装回零感应器,那么过程时间非常长,所以再次增加一键清空A轴坐标功能。
7.轨迹仿真界面
当运行数据量很大,以至于上千万行的时候,轨迹图像数据就会非常庞大,如果不想卡顿,那么请手动清空一次轨迹。
但是我们已经尽全力保证无论数据多大的情况下,正常运行不会出现MACH3一样的占用CPU 爆满的情况。