预热器漏风控制系统简介2016版
回转式空气预热器漏风分析及其在安装中的预防对策

工程技术科技风2016年10 J J b: D01:10.19392/ki.l671-7341.201619072回转式空气预热器漏风分析及其在安装中的预防对策李诚中国能建西北电力建设第一工程有限公司陝西渭南714000摘要:空气预热器属于热交换设备,在加热空气的过程中,烟气的热能可以被空气预热器充分利用,从而达到预热空气的目的。
由此可见,空气预热器有利于确保锅炉效率的提升,降低烟气温度同时也吸收了热能。
针对大规模的锅炉电站来讲,通常都设有回转式的空气预热器,在锅炉后 侧布置空气预热器。
然而在运行中,空气预热器很难彻底杜绝漏风现象,因而造成较大损失。
对于回转式的空气预热器,有必要在安装过程中分析预 热器装置的漏风现象;结合预热器安装的具体情况,探求预防漏风的可行对策。
关键词:回转式空气预热器;漏风分析;安装;预防对策对于电站锅炉而言,回转式空气预热器应当构成其中的重要部分。
通常情况下,在锅炉后侧可以布置回转式的空气预热器,通过这种方式 来实现换热。
然而,回转式设备通常很难克服运行中的漏风。
近些年来,各类电站都加装了大容量的机组,与之相应的预热器也表现出更显著 的漏风现象。
具体在安装时,安装预热器的相关人员有必要从根源入手来减少 装置的漏风总量,在此基础上把漏风量限制于特定范围内[1]。
通过改进 预热器的安装流程,能够预防回转式装置在后期运行时的漏风,有序控 制空气预热器的正常运行。
一、分析漏风现象从基本构成来看,回转式空气预热器具体包含了动态和静态的两 类构件。
在这其中,静止的构件包含冷端连接板、中间梁、热端连接板以 及膨胀装置等,而转动的构件包含各类模块组件、转子和轴承等。
针对 动静构件而言,需要在两类构件的连接处设置密封。
预热器在具体运行 时,传热元件可以确保实时性的传热。
预热器包含了热端和冷端这两个区域,二者分别处在预热器的上 下端。
空气预热器设有烟道,可以用来传送热能。
在后期的预热过程中,风侧可以吸收传送的热能,这种状况下的烟气就会降低温度,由此提高 了预热器在这个阶段的送风温度[2]〇经过分析可知,空气预热器可以划分为外壳和转子这两个重要的 构件。
上海锅炉厂空气预热器的漏风控制技术介绍与业绩
49
华润镇江 5#
600MW
5.21%
江苏电试 所
2005 双密封,LCS
50
华润镇江 6#
600MW
5.01%
江苏电试 所
2005 双密封,LCS
51 山西霍州 330MW 5.45% 山西电科 2005 双密封,无LCS
1#
52
山西霍州 2#
330MW
53 宁海1# 600MW
54 宁海2# 600MW
71 黄岛6# 660MW
72 维坊3# 660MW
73 维坊4# 660MW
74 青岛3# 300MW
75 青岛4# 300MW
76 夏港5# 300MW
77 夏港6#
78
国华沧 东1#
79
华电包 头1#
80
华电包 头2#
81 漳山7#
300MW 300MW 600MW 600MW 600MW
82 漳山8# 600MW
负荷阶段预热器漏风。 6. 采用端面布置旁路密封。冷端旁路密封片从转子外侧移到转子下
方,有效实现了转子冷端的自密封,转子下垂后使得此处几乎在 零密封间隙条件运行,大大降低了轴向漏风来源。 7. 通过磨合方式获得最小安全运行间隙。通过采用适当提高传动电 机功率,允许转子依靠磨合方式获得接近零的安全运行间隙,避 免安全间隙偏离运行工况造成不必要的额外漏风。 8. 采用随动静密封盘减小中心密封间隙。随动静密封盘在安装阶段 能非常简单的和中心筒对中,避免密封盘偏心导致中心漏风过 大。 9. 采用新型端轴气封。此气封在转子存在一定偏摆时也能随转子运 动,有效控制预热器内热空气和灰尘漏出。 10. 采用新型传热元件,适当缩小转子直径减小携带漏风。新传热元 件提高了换热效率、布置紧凑,使得降低转子高度或直径成为可 能,转子容积减小,携带漏风就得到减少。 11. 合理采用中心驱动,避免围带漏风。对小型预热器,中心驱动也 有较好的安全性,采用中心驱动方式能降低轴向漏风。 12. 采用软密封、抽气密封等最新控制手段,能进一步降低漏风率。 上述控制漏风手段,大部分为上锅首创使用,拥有多个专利,取得 了良好的密封效果:60-100万机组的漏风率目前能稳定控制在5%以下, 部分机组漏风率达到了3~4%的国际一流水平。对30万及以下的小型机 组,采用上述手段设计或改造后,漏风率指标下降明显,漏风率普遍控 制在5~6%的国内一流水平。上海锅炉厂将继续努力,保持和扩大在预 热器漏风控制性能领域的优势。
600MW锅炉空预器漏风程序及说明书

空预器漏风控制系统说明书南京创能电力科技开发有限公司一、概述1.主要用途及适用范围回转式空气预热器是指转子旋转而风罩固定的一种空气预热器。
高温烟气自上而下流经转子一侧,加热转子中的蓄热元件。
当已加热的蓄热元件转到另一侧(空气侧)时,空气从下往上流经蓄热元件,把热量带走,达到预热空气的目的。
由于转子受热时上下存在温差,发生蘑菇状变形,使上部扇形板与转子径向密封片间的间隙增大。
(见下图)图(1)由于密封间隙增大,造成空气预热器的泄漏增加,使能量损耗增大。
如果控制住了漏风量,就可以在不增加送风机能耗的情况下,保证锅炉的总风量供应。
空气预热器漏风控制系统,就是通过测量调节来控制上部扇形板与转子上部径向密封板之间的间隙,在任何运行工况下,能保持该部的最小间隙,减少了漏风量,达到节能降耗、提高整个机组的效率的目的。
本系统同时可以检测多路故障(如转子停转、传感器异常、电机过载等)并进行故障处理和报警。
⑴使用环境条件环境条件应满足:相对湿度:<85%RH大气压力L:86—106Kpa无爆炸、腐蚀和破坏绝缘的介质建议将控制柜安装在远离热源的地方;若控制柜、现场信号箱、提升机构为露天安装,则建议在设备上方加装防雨棚。
⑵安全应将控制柜、现场信号箱可靠固定在平台上,并保持良好的接地。
二、设备描述每台锅炉有两台空气预热器,每台预热器热端有三块扇形板,每块扇形板对应有一套高温间隙传感器和一台提升机构。
系统由高温间隙传感器、扇形板提升机构、转子停转检测开关和控制柜四部分组成,具体如下:高温间隙传感器探头六个(含安装板)现场信号箱六个(内有接线盒、电缆及信号变送器)扇形板提升机构六台控制柜一台转子停转检测开关二个(含安装支架)1、高温间隙传感器本传感器属电涡流式传感器,它可以连续测量密封扇形板下表面与转子法兰上表面之间的间隙,并把间隙值转化为电信号,具有较好的稳定性和较宽的线性范围,可在烟气腐蚀及多粉尘的环境中工作。
⑴技术参数测量范围:0-20mm精度等级:1%供电电压:220VAC(由稳压电源提供)输出信号:4-20mA线性测量范围:0-18mm工作温度:<4000C相对湿度:<95%重复性误差:<1%⑵安装传感器由探头、高频接线盒、信号变送器以及高频连接电缆组成,其中接线盒、信号变送器、高频联接电缆安装在现场信号箱中。
空预器漏风率控制

空预器漏风率控制发表时间:2017-10-23T14:56:57.230Z 来源:《电力设备》2017年第17期作者:宋晓龙[导读] 摘要:本文介绍了应用于火电机组中空气预热器(下文简称:空预器)漏风率控制,通过分析空预器漏风发生的原因并通过控制安装过程提出有效办法,经多个安装项目实际应用证明,严格的过程控制和有效的施工方法,能够保证运行过程中系统的可靠、稳定,能够有效的降低机组空预器的漏风量,为机组安全、环保、高效、节能提供了有力保障。
(山东电力建设第三工程公司)摘要:本文介绍了应用于火电机组中空气预热器(下文简称:空预器)漏风率控制,通过分析空预器漏风发生的原因并通过控制安装过程提出有效办法,经多个安装项目实际应用证明,严格的过程控制和有效的施工方法,能够保证运行过程中系统的可靠、稳定,能够有效的降低机组空预器的漏风量,为机组安全、环保、高效、节能提供了有力保障。
关键词:空预器、漏风率、漏风控制1、引言空预器作为火力发电厂设备中的重要组成部分,它是一种提高锅炉热交换性能,降低热量损耗的一种预热设备。
空预器的作用是将尾部中排出烟气中带出的携带热量,通过散热片传导到进入锅炉前的空气中,将空气预热到一定温度,从而提高锅炉的热交换性能,降低能量消耗。
常用的空预器多用于燃煤电站锅炉,一般可分为两种:管箱式、回转式,其中回转式又分为风罩回转式和受热面回转式两种。
本论文中仅对回转式空气预热器进行讨论。
本论文以杰拉达发电厂350MW机组空预器漏风控制为例,分析可能存在的漏风原因,并在安装过程和调试过程中控制并找出合理的解决办法。
2、回转式空气预热器漏风率分析及解决办法摩洛哥JERADA 1X350 MW工程安装哈尔滨锅炉厂生产的超临界参数变压直流炉,本项目安装2台回转式空气预热器。
预热器转子正常转数为1r/min,预热器对称布置锅炉尾部。
回转式空气预热器由外壳定子、转子、换热元件、密封件、轴承、驱动装置、润滑油冷却系统等组成。
空气预热器漏风率控制

一、空预器概况:****热电一厂2×350MW热电联产机组工程使用的空气预热器为哈尔滨锅炉厂设计制造,型号为30.5-Ⅵ(T)-2450-QMR 的三分仓回转式空气预热器。
单台机组配置有两台同型号的空气预热器,布置于锅炉尾部烟道下方。
主要部件有转子、外壳、支承轴承、导向轴承、冷端中心桁架、热端中心桁架、冷一次风中心桁架、热一次风中心桁架、冷端连接板、热端连接板、扇形板、密封装置、传动装置、吹灰、清洗装置、润滑油系统等。
1#预热器转子从俯视图看为逆时针方向旋转,2#预热器转子从俯视图看为顺时针方向旋转。
转子名义直径φ11818mm,立式倒置,三分式,一次风开口70°逆转,传热元件总高2450mm。
以防止和减少漏风,空气预热器的径向、周向和轴向均有密封装置,密封片由考登钢制成。
空气预热器漏风率的控制,直接关系到整台机组运行的出力及经济性,漏风不仅增大锅炉排烟热损失,而且加重了因烟温降低所造成的设备低温腐蚀,也增加了风机电耗,漏风问题严重时还会因风量不足直接影响锅炉出力。
根据****热电一厂提出的精细化质量管理的目标:空预器漏风率<5%,空气预热器漏风率小组对漏风发生的原因进行了详细的分析,并对分析出的原因针对性地制定了一系列的控制措施,以确保漏风率<5%的目标的实现。
二、空气预热器漏风原因分析1、携带漏风:携带漏风是由于预热器自身旋转时,造成空气随传热元件旋转进入烟气侧,形成漏风。
这部分漏风是回转式空气预热器本身结构决定的,不可消除。
2、回转式空气预热器的一次风压比二次风和烟气侧的风压均高很多,加上转子与外壳之间有间隙的存在,因此不可避免地存在一次风向二次风侧和烟气侧的直接泄漏以及二次风向烟气侧的漏风。
分为轴向漏风、周向漏风、径向漏风三部分组成。
3、由于回转式空气预热器自身变形,引起密封间隙过大。
装满传热元件的空气预热器转子或静子处于冷态时,扇形板与转子端面为一间隙很小的平面。
而当空气预热器运行时,转子和静子处于热态,热端转子径向膨胀大于冷端转子;同时由于中心轴向上膨胀,加上自重下垂,使转子产生蘑菇状变形,扇形板与转子或静子端面密封的外缘间隙,在热态时比冷态时增大很多,形成三角状的漏风区,如图1所示。
空气预热器漏风控制系统运行维修说明书

目录一、机械部分运行维修说明书1.概述2.扇形板设计3.执行系统及连杆机构4.转子位置传感器二、电气部分运行维修说明书1.概述2.屏幕的操作3.运行4.故障处理5.维护一、机械部分运行维修说明书1.概述:为了减少空气预热器热端的漏风,该容克式空气预热器设有漏风控制系统。
在投运时,该系统使扇形板定时向下跟踪转子的热态变形,减少扇形板与转子径向密封面之间的间隙(减少漏风面积)。
漏风面积是由于经过转子(从热端至冷端)的温度梯度而来。
并随着梯度的增大而增加。
当转子的一端(热端)较另一端(冷端)为热时,转子不均匀地膨胀,使转子产生蘑菇状变形。
于是转子的热端径向密封的间隙增大,引起漏风面积增大而漏风控制系统使扇形板下弯,跟踪转子的热态变形减少漏风面积,从而减少漏风量。
扇形板的位臵由一转子位臵传感器检测。
此传感器检测径向密封与热端扇形板外侧的间隙并保持一最小运行间隙。
2.扇形板设计可调式的扇形板设计在其内侧端吊于导向端轴过渡套上,在近外侧端连接到有电动机的漏风控制驱动系统。
外侧端只是按控制系统的要求下调或回复。
扇形板平面是一平面的密封表面。
扇形板的内侧端,随转子中心筒的膨胀而上移。
扇形板的外侧端利用跟踪系统,在热端膨胀状态(启动或增负荷时)随转子移动以减少内侧端径向密封与扇形板的摩擦。
3.执行系统及连杆机构每一扇形板有一独立的执行系统,由二只电动机,一齿轮减速器,驱动轴联轴器,一只钟面指示器组成。
该执行系统的另一特点是可以手动移动扇形板。
齿轮减速器上有一轴可以用手摇曲柄转动而调节扇形板。
当系统失去电源,可用手摇曲柄使扇形板回复。
执行系统的连杆机构为一简单的推杆机构,两根推杆旋入各自执行机构的提升螺钉的上端并在下端通过一“密封座”。
在转子壳体内各推杆的下端以销钉与扇形板的提升突耳连接。
4.转子位臵传感器传感器定期检测转子相对于扇形板的位臵。
这些扇形板不是连续地跟随转子,而是在一定的时间间隔以其所装的转子位臵传感器下调跟踪转。
回转式空气预热器漏风分析及控制措施

回转式空气预热器漏风分析及控制措施摘要:回转式空气预热器是目前大多数火电机组锅炉采用的热交换设备,降低空气预热器的漏风量,可以提高锅炉的安全性和经济效益,掌握正确的安装程序,注意安装细节,提高安装精度可以减少空预器的漏风量。
关键词:空气预热器漏风密封安装控制1.空气预热器概况和漏风分析1.1三分仓回转式空气预热器主要是从烟气中吸收热量,然后通过连续转动的传热元件把热量传给冷空气,扇形仓在径向分隔着转子的圆柱形外壳,转子之外装有转子外壳,转子外壳的两端同烟风道相连。
预热器装有径向密封和旁路密封及轴向密封,形成预热器的一半流通烟气,另一半流通空气。
当转子慢速转动时,烟气和空气交替流过传热元件,传热元件从热烟气吸收热量,然后这部分传热元件受空气流的冲刷,释放出贮藏的热量,这样空气温度大为提高,从而能提高锅炉的出力和运行的经济性。
1.2空气预热器主要由膨胀装置、下中心桁架、支承轴承、主座架、侧座架、转子中心筒、上中心桁架、导向轴承、转子模式扇形仓、转子外壳板、冷端连接板、热端连接板、驱动装置、转子密封装置、调节装置等组成。
1.3空预器漏风主要有间隙漏风和携带漏风两种现象,间隙漏风主要是因为预热器位于烟、风系统的进出口位置,空气侧为正压侧,风的压力高;而烟气侧为负压侧,烟气压力低,二者之间存在压力差,这是漏风的动力,压差越大,漏风就会越严重;携带漏风是由于转子内具有一定的容积,当转子旋转时必定携带一部分风进入烟气侧,从而造成风量的流失,由于目前预热器普遍采用很低的转速,所以携带漏风在总漏风量中所占的比例非常小。
因此预热器的漏风主要是间隙漏风。
2.空预器安装过程中控制漏风的措施2.1空预器定子部分的安装控制2.1.1膨胀装置安装:需正确的划线定位、膨胀装置配合面的毛刺、杂物要清理干净,且涂适量黄油,安装时聚四氟乙烯面朝上放置。
2.1.2支撑轴承组件安装:支撑轴承不仅承受着整个转子的重量,还直接影响着中心筒、导向轴承、转子密封等的安装。
回转式空气预热器漏风控制简析

回转式空气预热器漏风控制简析摘要:回转式空气预热器是目前大中型电站锅炉上广泛采用的尾部换热设备,而漏风率高一直是该类设备所面临的极大困难,漏风不仅增大排烟热损失和风机电耗,当漏风严重时,由于送入炉膛参加燃烧的空气不足,还将直接影响锅炉的出力。
所以在回转式空气预热器技术中,降低漏风即密封技术占有很重要的地位。
本文主要通过分析引起空气预热器漏风的各种因素,从而对如何控制空气预热器的漏风量提出建议。
关键词:空气预热器、间隙、漏风、密封。
0引言回转式空气预热器在热态运行时,同时位于烟风系统的进口和出口。
烟气自上而下流动,烟气温度逐渐降低,空气自下而上流动,温度不断升高。
致使转子的温度热端大于冷端,转子的热端膨胀量大于冷端的膨胀量,加之转子自身重量的影响,转子就会发生蘑菇状变形,使密封间隙增大。
为了使空气预热器在热态工作时获得良好的密封效果,这就需要在冷态安装的过程中严格控制各处的间隙,实践表明设计和安装好的回转式空气预热器的密封漏风量一般为8%~10%,而漏风严重时可达到20%~30%。
1漏风的影响因素及原因回转式空气预热器的漏风主要包括密封漏风和携带漏风两种,转子是运动部件,而机壳是静止部件,动静部件之间一定留有间隙,该间隙就为漏风提供了渠道,同时由于空气侧为正压,而烟气侧为负压,这就为漏风提供了动力,此种由于间隙和压力的存在而产生的漏风称为密封漏风。
同时由于转子内部存在一定的容积,转子在旋转的过程中,不可避免的会将部分气体带入另一侧,此种漏风称为携带漏风。
携带漏风与转子的容积和转动速度有关,由于空气预热器转子的转动速度均较低,携带漏风量通常不超过1%,因此要控制空气预热器的漏风率就要主要从密封漏风着手。
在回转式空气预热器中空气的漏风量的计算公式为:G=(1)G:空气预热器的漏风量;K:漏风系数;A:漏风面积;∆:密封片两侧的压差;Pρ:介质的密度。
由于空气的密度我们可以近似的看成是一常熟,该式表明空气预热器的漏风率与漏风系数成正比;与密封间隙的面积成正比;与密封片两侧介质的压差的平方根成正比。
浅谈容克式空气预热器的漏风控制系统

l 漏风 的 产 生
由于 回 转 式 预 热 器主 要 是 由 回转 体 ( 转 子 )与 非回转 体 ( 子外 壳等 )组成 ,这 两者 转 之 间总 会有 间隙存 在 。又 由于空气 与烟气 之间 存 在 静 压 差 , 部 分 空 气 在 压 力 的 作 用 下 流 向烟 气 。此外 当转 子作 回转运动 时 ,转子 从 宝气 侧 到烟 气 侧 ,存 在于 转子 内的那 部分 空气 也会被 带 入 烟 气 中 去 。 漏 风 增 加 了送 风 机 和 引 风 机 的 负荷和 耗 电率 .严 重 的甚至会 限制锅 炉 出力 。 降低漏风 对锅 炉运行 是有 利的 ,但 是这应 该 控 制 在 一 个 合 理 的 范 围 内 从 技 术 上 看 ,零
W ANG L . i . n x
Ab ta t T eme h s a dt to ss ligrda sa o i la a ei j n sr m i h ae t sr c: h c  ̄im n womeh d ovn il e l r r e k g n Lu gto ar e t ae a f a r
维普资讯
第 1 第 1期 8卷 20 0 2年 1月
电
站
系
统
工
程
Ⅵ).8No I 1I . Jn.2 0 a . o2
P owe ห้องสมุดไป่ตู้S s e r y t m En n e i g gi e rn
文童 编 号 :1 0 — 0 X(0 2 0 — 0 10 0 5 06 2 0 )10 2— 3
件数量 越 少、结构越 简单 的 设备越 安全 。
2 热端 扇形 板 自动 跟 踪 系统
空气预热器漏风率控制

空气预热器漏风率控制一、空预器概况:****热电一厂2×350MW热电联产机组工程使用的空气预热器为哈尔滨锅炉厂设计制造,型号为30.5-Ⅵ(T)-2450-QMR 的三分仓回转式空气预热器。
单台机组配置有两台同型号的空气预热器,布置于锅炉尾部烟道下方。
主要部件有转子、外壳、支承轴承、导向轴承、冷端中心桁架、热端中心桁架、冷一次风中心桁架、热一次风中心桁架、冷端连接板、热端连接板、扇形板、密封装置、传动装置、吹灰、清洗装置、润滑油系统等。
1#预热器转子从俯视图看为逆时针方向旋转,2#预热器转子从俯视图看为顺时针方向旋转。
转子名义直径φ11818mm,立式倒置,三分式,一次风开口70°逆转,传热元件总高2450mm。
以防止和减少漏风,空气预热器的径向、周向和轴向均有密封装置,密封片由考登钢制成。
空气预热器漏风率的控制,直接关系到整台机组运行的出力及经济性,漏风不仅增大锅炉排烟热损失,而且加重了因烟温降低所造成的设备低温腐蚀,也增加了风机电耗,漏风问题严重时还会因风量不足直接影响锅炉出力。
根据****热电一厂提出的精细化质量管理的目标:空预器漏风率<5%,空气预热器漏风率小组对漏风发生的原因进行了详细的分析,并对分析出的原因针对性地制定了一系列的控制措施,以确保漏风率<5%的目标的实现。
二、空气预热器漏风原因分析1、携带漏风:携带漏风是由于预热器自身旋转时,造成空气随传热元件旋转进入烟气侧,形成漏风。
这部分漏风是回转式空气预热器本身结构决定的,不可消除。
2、回转式空气预热器的一次风压比二次风和烟气侧的风压均高很多,加上转子与外壳之间有间隙的存在,因此不可避免地存在一次风向二次风侧和烟气侧的直接泄漏以及二次风向烟气侧的漏风。
分为轴向漏风、周向漏风、径向漏风三部分组成。
3、由于回转式空气预热器自身变形,引起密封间隙过大。
装满传热元件的空气预热器转子或静子处于冷态时,扇形板与转子端面为一间隙很小的平面。
空气预热器间隙控制系统及维护
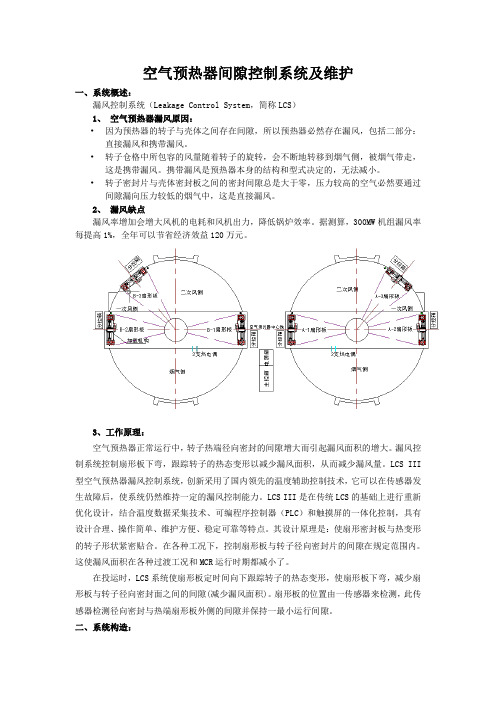
空气预热器间隙控制系统及维护一、系统概述:漏风控制系统(Leakage Control System,简称LCS)1、空气预热器漏风原因:•因为预热器的转子与壳体之间存在间隙,所以预热器必然存在漏风,包括二部分:直接漏风和携带漏风。
•转子仓格中所包容的风量随着转子的旋转,会不断地转移到烟气侧,被烟气带走,这是携带漏风。
携带漏风是预热器本身的结构和型式决定的,无法减小。
•转子密封片与壳体密封板之间的密封间隙总是大于零,压力较高的空气必然要通过间隙漏向压力较低的烟气中,这是直接漏风。
2、漏风缺点漏风率增加会增大风机的电耗和风机出力,降低锅炉效率。
据测算,300MW机组漏风率每提高1%,全年可以节省经济效益120万元。
3、工作原理:空气预热器正常运行中,转子热端径向密封的间隙增大而引起漏风面积的增大。
漏风控制系统控制扇形板下弯,跟踪转子的热态变形以减少漏风面积,从而减少漏风量。
LCS III 型空气预热器漏风控制系统,创新采用了国内领先的温度辅助控制技术,它可以在传感器发生故障后,使系统仍然维持一定的漏风控制能力。
LCS III是在传统LCS的基础上进行重新优化设计,结合温度数据采集技术、可编程序控制器(PLC)和触摸屏的一体化控制,具有设计合理、操作简单、维护方便、稳定可靠等特点。
其设计原理是:使扇形密封板与热变形的转子形状紧密贴合。
在各种工况下,控制扇形板与转子径向密封片的间隙在规定范围内。
这使漏风面积在各种过渡工况和MCR运行时期都减小了。
在投运时,LCS系统使扇形板定时间向下跟踪转子的热态变形,使扇形板下弯,减少扇形板与转子径向密封面之间的间隙(减少漏风面积)。
扇形板的位置由一传感器来检测,此传感器检测径向密封与热端扇形板外侧的间隙并保持一最小运行间隙。
二、系统构造:本系统由系统主要包括扇形板提升机构、电涡流传感器、温度辅助控制装置、转子测速停转报警装置、主控柜、就地操作柜。
1、扇形板提升机构每块扇形板配一套扇形板提升机构,如下图所示,电动机通过减速器降速后,通过传动轴及联轴器与二只螺旋升降机连接。
空气预热器漏风控制
台空预器漏风控制系统的调试及常见故障分析摘要:本文介绍了台山二期1000MW机组空预器漏风控制系统的调试过程,包括手动、冷态、热态调试。
系统的常见故障以及排除方法。
关键字:调试故障方法0引言空预器漏风与密封间隙成正比,与压差的平方根成正比。
因此,从预热器设计的角度力图减小漏风的唯一途径是将密封间隙,控制在最小限度。
空气预热器漏风控制系统的设计原理是:使扇形密封板与热变形的转子形状紧密贴合。
在各种工况下,扇形板在规定的间隙内跟随着转子径向密封片,使漏风率在各种过渡工况和MCR运行时期都减小了。
1热工主要设备介绍空气预热器漏风控制系统主要包括加载机构、传感器、热电偶温度辅助控制装置、转子测速停转报警装置和电器控制五部分。
其中加载机构配有力矩保护装置;传感器包括行程限位开关、初级限位开关、次级限位开关、传感器探头;热电偶测量烟气进口处温度;转子测速停转报警装置包括三个接近开关。
2系统调试2.1 准备工作1) 扇形板处于零位置,即允许扇形板向上或向下移动一定的距离,并不会损坏装置,此时行程指示开关箱中“完全回复”和“最大变形”的限位开关与档块都末碰到,传感器的探测头与传感瓣也末碰撞,“初级限位开关”与“次级限位开关”也末动作。
2) 检查主控箱与分控箱的接地是否良好。
3) 检查电气控制箱对外接钱是否安全、可靠、正确。
4) 两路用户电源进线的相序是否正确。
5) 检查主控箱与分控箱内所有自动开关都处于断开位置。
6) 检查停转报警装置接线是否正确。
7) 检查热电偶温度辅助控制装置接线是否正确。
2.2 手动调试1) 合上动力箱内的空气开关QS1、QS2、Q1、Q2。
再合上主控箱内220V空气开关Q3。
2) 打开主控箱面板上电源开关,电源指示灯亮,触摸屏和PLC通电。
此时触摸屏、PLC运行。
3) 待触摸屏启动完成,屏幕显示欢迎界面,按键进入主页。
4)若此时预热器转子尚未旋转,故触摸屏主页上停转联锁开关应置“OFF”。
浅析空气预热器漏风控制装置的常见问题及改进

浅析空气预热器漏风控制装置的常见问题及改进摘要:对某厂1000MW超超临界机组空气预热器漏风控制装置的常见问题进行了分析,并针对性地对有关设备、系统进行了治理和优化改造,经过改造优化后,空气预热器漏风控制装置的投用率增加,提高了设备运行的可靠性和经济性。
关键词:空气预热器;漏风控制装置;扇形板积灰1、引言漏风产生的原因,是由于空气预热器转子(旋转部分)以及转子外壳(非旋转部分)组成,这动静部分之间总是会存在着间隙的。
在机组正常运行期间,烟气和空气之间存在压差,空气部分压力高,烟气部分压力低,所以部分空气在压力的作用下流向烟气侧。
转子在旋转的过程中,转子从空气侧转向烟气侧时,原存在于转子内部的空气被带入到烟气中去。
漏风会增加一次风机,送风机,引风机的电耗和负荷,严重时甚至影响机组的出力,因此,保证空气预热器漏风控制装置的正常运行,对于机组的安全经济性运行是很有必要的。
2、机组概况某厂1000MW超超临界燃煤机组锅炉为上海锅炉厂设计制造,单炉膛塔式布置,直流变压力运行,一次中间再热,正压直吹式制粉系统,每台锅炉配备两台三分仓容克式空气预热器,该空气预热器设有漏风控制系统(leakage control system,以下简称LCS)。
LCS漏风控制系统安装于炉侧尾部烟道两台空气预热器内部,可以跟踪空预器转子的热态变形,减少空气预热器烟气之间的漏风面积,降低锅炉排烟损失。
该控制系统分为A侧和B侧,共有6个LCS子系统,分别为A1、A2、A3、B1、B2、B3,每个LCS子系统各有一台提升装置。
LCS漏风控制系统是由提升装置装置、电位器、激光探头和控制柜组成。
3、LCS常见的问题3.1 减速箱缺油减速箱未及时加油会造成减速箱缺油,会导致涡轮蜗杆磨损,从而引起齿轮啮合不完全,导致提升装置长时间不能提升到位。
3.2 机械部分问题吊杆止口螺丝断裂,平面轴承损坏等机械部分问题会引起LCS电机空转,从而使LCS无法向上提升。
空气预热器漏风控制系统[实用新型专利]
![空气预热器漏风控制系统[实用新型专利]](https://img.taocdn.com/s3/m/ba8ee6af33687e21ae45a9ac.png)
专利名称:空气预热器漏风控制系统
专利类型:实用新型专利
发明人:匡俊,马玉顺,杨晋慧,吴毅贤,邱冬雷申请号:CN200620044452.0
申请日:20060801
公开号:CN2938185Y
公开日:
20070822
专利内容由知识产权出版社提供
摘要:一种空气预热器漏风控制系统,包括高温间隙传感器、扇形板提升机构和电气控制柜,所述高温间隙传感器可将检测到的间隙信号反馈至电器控制柜的PLC,所述高温间隙传感器包括一焊接在转子上的传感瓣,一带有探头的探杆,以及一杠杆,所述杠杆通过一可调支承与探杆连接在一起,所述杠杆上设有初级限位开关和次级限位开关,在所述杠杆下方,开关与探杆之间设有一支点,该支点更靠近探杆一方,支点的作用是将探杆的位移成比例放大至限位开关。
本实用新型空气预热器漏风控制系统由于采用机械触发式的高温间隙传感器,该传感器通过杠杆装置将探头的位移放大至限位开关,提高了精确度,保证了间隙控制在最小限值。
申请人:上海市东方海事工程技术有限公司
地址:200011 上海市黄浦区高雄路185号
国籍:CN
更多信息请下载全文后查看。
回转式空气预热器冷端漏风原因分析及控制措施

回转式空气预热器冷端漏风原因分析及控制措施杜艳青;张春晖;杨迪【摘要】目前国内火电机组发电负荷普遍低于设计负荷,回转式空气预热器热变形不充分,致使冷端漏风增加,加剧空气预热器冷端腐蚀和堵灰,降低锅炉效率,增加运行成本.针对以上问题,分析了回转式空气预热器冷端漏风的形成机理,从动密封和静密封两方面着手,提出了多种方式相结合的冷端漏风控制方法.【期刊名称】《华电技术》【年(卷),期】2016(038)004【总页数】4页(P15-17,21)【关键词】回转式空气预热器;冷端漏风;动密封;静密封【作者】杜艳青;张春晖;杨迪【作者单位】上海市东方海事工程技术有限公司,上海200011;上海市东方海事工程技术有限公司,上海200011;上海市东方海事工程技术有限公司,上海200011【正文语种】中文【中图分类】TK223.3+4空气预热器(以下简称空预器)是火力发电机组中锅炉的重要部件之一,其主要作用是利用锅炉尾部烟气来加热锅炉燃烧所需的空气,是一种热交换设备,包括受热面回转式(容克式)和风罩回转式(罗特缪勒式)两种设计形式,目前国内市场上主要使用容克式空预器。
回转式空预器主要由转子和外壳组成,转子框架中叠装若干蓄热体,由驱动装置驱动转子旋转。
烟气进入预热器后,加热转子内部的蓄热元件,转子转到空气侧后,将蓄热元件所带热量释放给流经转子的空气,转子连续旋转,换热过程也持续进行。
在考核空预器性能的各项指标中,漏风率是其中最重要的指标之一。
国内现有交付运行的机组,1年内满负荷状态下空预器漏风率处于6%以内,非满负荷运行状态下漏风率大大高于6%。
漏风率过大,将直接降低锅炉的运行效率,增加燃煤消耗量,因此,降低空预器漏风率对提高火力发电的经济性至关重要。
受空预器结构所限,各大生产厂商将漏风率降低的重点放在空预器热端,目前,减少热端漏风的方式多种多样,如何在空预器冷端更进一步降低漏风率,是一个值得重视的方向。
回转式空预器漏风主要由携带漏风和直接漏风组成[1]。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
预热器漏风控制系统
哈尔滨润河科技有限公司
二〇一六年一月
润河科技是一家集火力发电厂锅炉空气预热器密封技术、落煤管气动清堵技术、空冷岛防冻技术研发、设计、设备制造、技术咨询及配套服务为一体的高科技公司。
润河科技拥有国际领先的回转式空气预热器密封技术的七项知识产权、落煤管气动清堵技术的两项知识产权及空冷岛防冻技术的一项知识产权。
具有丰富的预热器密封、落煤管气动清堵及空冷岛防冻安装、施工、调试及改造经验。
润河科技长期致力于回转式空气预热器密封技术、落煤管气动清堵技术及空冷岛防冻技术推广及应用,并受到广大用户的好评。
在原有回转式空预器密封技术的基础上,为克服柔性密封技术存在的不足,公司开发出具有世界领先水平的预热器漏风控制系统。
1.预热器漏风控制系统由两部分构成 1.1用双密封片代替通常的单密封片
在径向密封和轴向密封均采用双密封片的硬密封,双密封片形式见图1。
图1
双密封片结构加长了狭窄通道,产生更多的涡流,风流过时阻力变大,从而达到减少漏风的目的。
见图2。
图2
1.2 双金属扇形板自动跟踪装置
1.2.1热态热端“三角漏风区”治理现状
热态热端扇形板和转子密封角钢的间隙——“三角漏风区”是转子和定子之间的最大漏风处。
是漏风率能否降低的关键。
现有柔性密封(弹簧片密封、钢丝刷密封、折页密封)封堵了“三角漏风区”,使漏风率大幅度下降,漏风率一般在3.5%—5.0%之间,但是柔性密封的最大问题是寿命短,一般一年左右均开始损坏,维修量大。
现有的预热器漏风控制系统是“哈锅”、“上锅”为代表的预热器在采用,它的特点是在热端扇形板上加装了能让扇形板跟随密封角钢随动的自动调节装置,漏风率一般在3.8%—5.0%之间。
其不足之处在于,自动调节装置的测量、控制、执行部分均由电子元件、电机等构成,极易损坏和产生误动作,一般一至两年都退出了工作。
1.2.2双金属扇形板自动跟踪装置
双金属扇形板自动跟踪装置全图,见图3。
右侧的双金属管插入烟道中,金属管和烟道通过波纹管过度。
图3
1.2.2.1装置特点
经久耐用——寿命与电厂同步。
免维护 ——所有的元件无需加油等。
运行稳定——装置的特殊结构使其不会产生误动作。
事故时自动退出——装置上设有自动提升装置。
1.2.2.2装置的构成 见图
4
图4
1.2.2.3装置的运动原理
在图4中,曲臂通过固定轴定位在机体上。
当温度升高时,双金属管受
热膨胀,外管膨胀量大,内管膨胀量小,外管拖动内管向外移动,曲臂右侧向下运动,通过立杆、横梁、扇形板调整螺栓带动扇形板向下移动。
当温度逐渐下降时,双金属管膨胀变小,外管收缩量大,内管收缩量小,外管拖动内管向内移动,曲臂右侧向上运动,通过立杆、横梁、扇形板调整螺栓带动扇形板向上移动。
当预热器自转电机电流升高,有卡滞危险时,紧急提升机将自动(或远程操控)将扇形板在6秒内提升到冷态初始位置,动作顺序是电机带动立杆、横梁、扇形板调整螺栓、扇形板向上运动。
故障解除后可手动将扇形板恢复到正常的自动跟踪工作状态。
2. 预热器漏风控制系统的技术指标
第一年漏风率在3.5%——5%之间
第二——四年漏风率≤6%
3. 预热器漏风控制系统的改造工期
15天
4. 预热器漏风控制系统的优点
经久耐用——装置寿命与电厂同步,硬密封的双密封片可保用一个大修期。
免维护——所有的元件无需加油等。
运行稳定——装置的特殊结构使其不会产生误动作。
双金属管的运动幅度大小是由金属属性决定的,随着温度变化而伸缩,安全可靠。
事故时自动退出——装置上设有自动提升装置。
5.改造业绩
双金属扇形板自动跟踪装置投入运行见图5
图5。