超磁致伸缩驱动器
超磁致伸缩驱动器原理分析及实验研究
磁致伸 缩现 象是 指 铁 磁 体在 外 磁 场 中磁 化 时 ,
移域 、 微动力 ( 薄膜 材料 ) 和力 学 传 感领 域 都有 良好
其长度 及体 积 均 发 生 变 化 , 掉 外 磁 场 后 , 又恢 去 其
复原来 的 尺 寸 。磁 致 伸 缩 材 料 是 实 现 电 磁 能一 机
向 : 控 制 技 术 与 自动 化 。E m i sl e 0 @ 13 emo 车辆 — al oi r 7 6 .o : d0
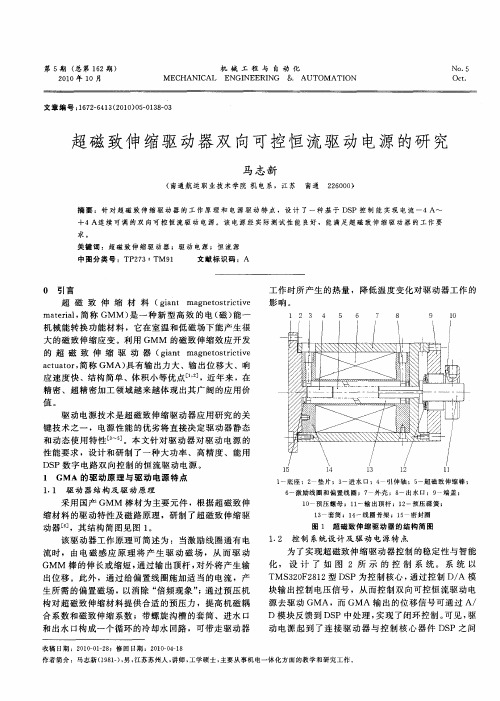
图 1所示 。驱 动器 中的隔板 沿轴 向把 驱动器 分为两
1 期 1
席建敏 , : 等 超磁致 伸缩驱 动器原理分析及 实验研究
表 2 驱 动 器 主 要 设 计 参 数
超磁 致伸缩 微 位 移驱 动 器 工作 原 理 为 : 磁 致 超
伸缩驱动器是利用 G M 棒在外 部磁场发 生变化 M
时, 发生 相 应伸 缩 变 形 的 规 律设 计 制 作 的 , 构 如 结
第一作者简介 : 建敏 (9 4 ) 男 , 席 18 一 , 福建人 , 硕士研 究生 , 研究 方
于智 能材料 的一种 , 被视 为 2 世 纪提 高军工 与高 新 l
技术 的战 略性 功 能材料 … 。 应用超 磁 致 伸 缩 材 料 开 发 的产 品 已被 证 明 其
文依据 超磁 致伸缩 材 料 特性 , 研究 超 磁致 伸 缩 致动 器 的位 移输 出特性 , 示 超 磁 致伸 缩 致动 器 在 不 同 揭
输 出特性之间的变化 关系。通过 已有设备构建实验平 台, 在不同的条件 下对驱 动器输 出特性进行 实验 , 实验 结果与理论分析
一
致 , 示 了输入 与输 出的特性 , 揭 为驱动器 的优化奠定 了基 础。
超磁致伸缩驱动器位移放大机构现状及应用研究
三角形放大机
在理 论 上 可 以 达 到 3 倍 ~4 倍 的 放 大 效 果,同 时 具
实现系统的精密定位 [4].柔性铰链 放 大 机 构 根 据 运
构、
桥式放大机构.
1
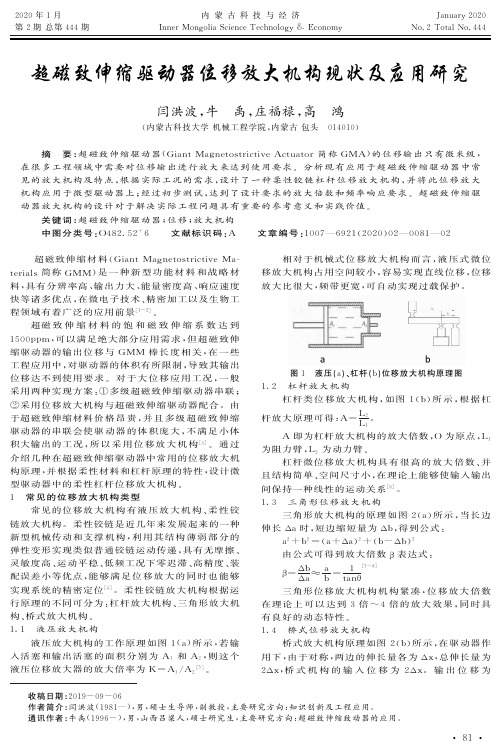
1 液压放大机构
液压放大机构的工作原 理 如 图 1(
若输
a)所 示,
入活塞和输出活塞 的 面 积 分 别 为 A1 和 A2 ,则 这 个
并将此位移放大
机构应用于微型驱动器上;
经过初步测试,
达到了设计要求的放大倍数和频率响应要求.超磁致伸缩驱
动器放大机构的设计对于解决实际工程问题具有重要的参考意义和实践价值.
关键词:
超磁致伸缩驱动器;
位移;
放大机构
中图分类号:
O4
8
2
5
2+6 文献标识码:
A 文章编号:
1
0
0
7—6
9
2
工程应用中,
对驱动器的体积有所限制,
导致其输出
位移达不到使 用 要 求. 对 于 大 位 移 应 用 工 况,一 般
采用两种实现方案:
① 多级超磁致伸缩驱动器串联;
② 采用位移放大机构与超磁致伸缩驱动器配合.由
于超磁致伸缩材料 价 格 昂 贵,并 且 多 级 超 磁 致 伸 缩
驱动器的串联会使 驱 动 器 的 体 积 庞 大,不 满 足 小 体
作者简介:闫洪波(
1981—),男,硕士生导师,副教授,主要研究方向:知识创新及工程应用.
通讯作者:牛禹(
1996- ),男,山西吕梁人,硕士研究生,主要研究方向:超磁致伸缩致动器的应用.
81
总第 444 期
内 蒙 古 科 技 与 经 济
超磁致伸缩驱动器的热致输出及其抑制方法
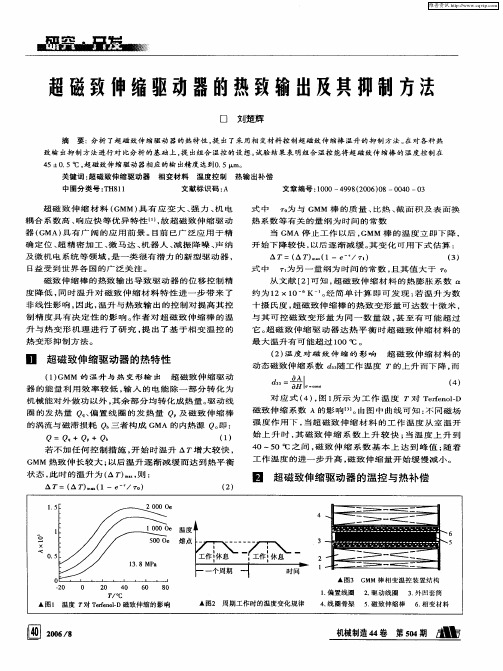
对 应 式 ( , 1 示 为 - 作 温 度 T对 T r n lD 4) 图 所 1 - ef o— e 磁 致 伸 缩 系 数 A的影 响 b 。 图 中 曲 线 可 知 : 同 磁 场 】由 不 强 度 作 用 下 , 超 磁 致 伸 缩 材 料 的 工 作 温 度 从 室 温 开 当 始 上 升 时 , 磁 致 伸 缩 系 数 上 升 较 快 ; 温 度 上 升 到 其 当 4 0~5 0℃ 之 间 , 致 伸 缩 系 数 基 本 上 达 到 峰 值 ; 着 磁 随
( ) = Q/ … △麒
(, 5}
式 中 △ 表 示 相 变 材 料 的 熔 化 潜 热
关键词 : 磁致伸缩驱动器 超 相 变 材料 温度控制 热 输 出 补偿
中图 分 类 号 :H 1 T 81
文 献 标 识 码 : A 式 中
文 章 编号 :0 0— 9 8 2 0 )8— 0 0— 3 1 0 4 9 (0 6 0 0 4 0 o 与 GMM 棒 的 质 量 、 热 、 面 积 及 表 面 换 为 比 截
升 与 热 变 形 机 理 进 行 了 研 究 , 出 了 基 于 相 变 温 控 的 提 热变形 抑制 方法 。
从 文献 [】 知 , 磁 致 伸缩 材料 的热膨 胀 系数 2可 超 约为 1 2×1 K~。 简 单 计 算 即 可 发 现 : 温 升 为 数 0 经 若 十摄 氏度 , 磁致 伸 缩棒 的 热致变 形 量 可达 数十 微米 , 超 与其 可 控磁 致 变形 量 为 同一 数量 级 , 至有 可 能 超过 甚 它 。 磁 致 伸 缩 驱 动 器 达 热 平 衡 时 超 磁 致 伸 缩 材 料 的 超
工 作 温度 的进一步 升 高 , 致伸 缩 量开 始缓 慢减 小 。 磁
基于DSP的超磁致伸缩换能器驱动电源设计
(ol eo n r ai n i ei , hn ’ n e i X ’ 10 4, hn ) C l g f m t nE gn r g C aga U & m ̄, ia 7 0 6 C i e fI o o e n n n a
同 时 完 成 阻 抗 匹 配 和 调 谐 功 能 ; 馈 电路 则 对 换 能 器 的工 作 反
电 流 进 行 采 样 , 过 软 件 可 方 便 实 现 过 流 保 护 , 时 根 据 电 通 同 流 值 进 行 频 率 跟 踪 , 件 调 整 正 弦 波 频 率 , 使 换 能 器 工 作 软 以
( 安 大 学 信 息 工 程 学 院 ,陕 西 西安 7 06 ) 长 10 4
摘 要 :为 了提 高 稀 土 超 磁 致 伸 缩 换 能 器 驱 动 电 源 的 效 率 以及 实 用性 , 用 D P 器件 T 3 0 2 1 采 S MS 2 F 8 2作 为 主控 芯 片 . 结
合 混合 脉 宽调 制 方 法 实 现 S WM 波形 。采 用半 桥 型 逆 变 电路 实现 S WM 的 功 率 放 大 , 对 隔 离驱 动 电路 、 馈 电 路 P P 并 反
第2 0卷 第 l 2期
V0 .O 1 2
No 1 .2
电子 设 计 工 程
El cr n c De in Engne rn e to i sg i eig
21 0 2年 6月
Jn 2 2 u . 01
基于 D P的超 磁 致伸缩换能 器驱动 电源设计 S
超磁致伸缩驱动器双向可控恒流驱动电源的研究
关键 词 :超 磁 致 伸 缩驱 动器 ;驱 动 电 源 ; 恒流 源
中 图分 类 号 :TP 7 T 9 23: M 1
文献 标 识 码 :A
0 引 言
工 作 时所 产生 的热量 ,降低 温度变化 对驱 动器工作 的
影响。
l 2 3 4 5 6 7 8 9 1 O
1 (
—
-
21 0 0年 第 5期
,一 —
R1 R2 +
…
—
.
—
—
.
择R s为0 1a 5W 的锰 铜 丝线 绕 电阻 ,R ~R . / 均选
R3
( j, c RL -  ̄2 、 + —C( + R 1 a ) oLC
。 … … … 。
… () 5
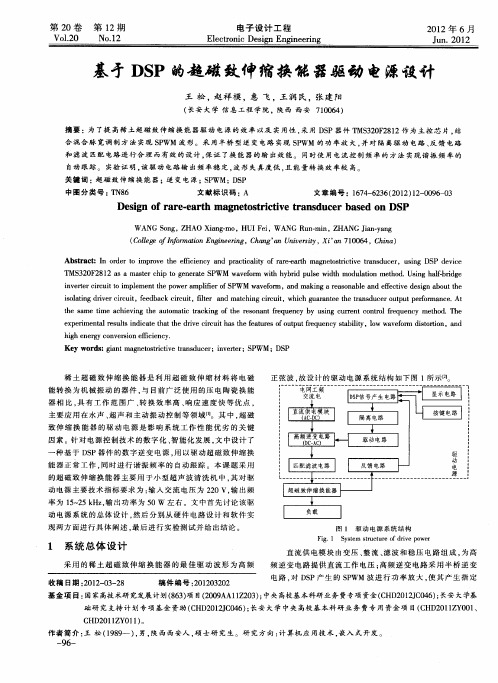
1 2 控 制 系 统设 计 及 驱 动 电 源 特 点 .
ห้องสมุดไป่ตู้
为 了实现超 磁致伸 缩驱 动器控制 的稳定 性与智 能 化 , 设 计 了 如 图 2所 示 的 控 制 系 统 。 系 统 以 T 3O 21 Ms 2 F 8 2型 D P为控制 核心 , 过控制 D/ S 通 A模 块输 出控制 电压信 号 ,从 而控 制双 向可控恒 流驱动 电 源 去驱动 G MA,而 GMA 输 出的位 移信号 可通过 A/ D模块 反馈 到 DS P中处理 , 实现 了闭环控 制 。 可见 , 驱 动 电源 起 到 了连接 驱 动器 与 控制 核 心 器件 D P之 间 S
作 者 简 介 :马 志新 (9 1) 男 , 1 8 一 , 江苏 苏 州 人 , 师 , 学 硕 士 , 讲 工 主要 从 事 机 电 一体 化 方 面 的 教 学和 研 究 工 作 。
超磁化条件下超磁致伸缩作动器迟滞现象研究
摘 要 :论 述 了超磁 致伸 缩材料 的主要 物理 特性 , 通过 对其 迟滞现 象的 实验观 测 , 指 出迟 滞现 象对超磁
致伸 缩作动 器 的精确控 制 造成 的影响. 提 出 了超 磁 化 的 方 法 对 迟 滞 现 象 进 行 改 善 , பைடு நூலகம் 通 过 实验 进 行 了验
证, 最后 从理 论上 对其 有效 性做 了分 析论 述. 研 究表 明: 采 用 超磁 化 后 , 作 动 器 的 力 一磁 耦 合 关 系更 明
基金项 目: 国 家 自然科 学 基金 资 助 项 目 ( 5 1 0 7 8 1 4 2 ) 作者简介 : 郭雪涛( 1 9 8 7 一) , 男, 硕士研究生 , 研究方向 : 桥 梁 与隧 道 工 程
第 4期
郭雪 涛等 : 超磁 化条 件下 超磁 致伸 缩作 动器 迟滞 现象研 究
—
1 超磁 致伸 缩材 料 的物 理 特 性
国 内外 学者对 超磁 致伸 缩材料 进行 了大量 的实 验研 究 , 其 主 要 物 理 特 性 有 磁 致 伸缩 现 象 、 倍 频 效 应、 预压应 力特 性 、 迟 滞现象 、 高频 特性 差 、 温度敏 感 现象 , 其力 磁耦 合呈 非线性 , 以及 在预 压应力 下其 磁 致伸 缩率具 有跳 跃 性. 这 些特 性 影 响 了磁 致 伸 缩 材 料在 驱动器 中的应用 , 通过 对这 些性能 的研 究 , 以便
第2 3卷 第 4期
2 0 1 3年 1 2月
Vo 1 . 2 3 . No . 4
De c . 2O1 3
超 磁 化 条 件 下 超 磁 致 伸 缩 作 动 器 迟 滞 现 象 研 究
郭 雪涛 ,王 修 勇 ,孟 庆 甲
基于Preisach磁滞理论的超磁致伸缩驱动器建模
Mo d e l i ng o f Gi a nt Ma g n e t o s t r i c t i v e Ac t ua t o r Ba s e d o n Pr e i s a c h The o r y
xu Ho n g x i a n g ,C HE N L o n g ,Z HU Y u c h u a n ,J I ANG X i n
T r a n s m i s s i o n a n d C o n t r o l , Z h e j i a n g U n i v e r s i t y , H a n g z h o u Z h e j i a n g 3 1 0 0 2 7, C h i n p p l i c a t i o n s .I n o r d e r t o d e s i g n a n d u s e t h e GMA e f f e c t i v e l y ,a s u i t a b l e h y s t e r e s i s n o n l i n e a r i t y mo d e l s h o u l d b e e s t bl a i s h e d .A P r e i s a c h — b a s e d n u me i r c a l mo d e l f o r d e s c i r b i n g t h e n o l i n e a r h y s t e r e s i s o f G MA wa s d e iv r e d o n t h e s t u d y o f t h e c l a s s i c P r e i s a c h mo d e l ,
2 0 1 3年 1 0月
机床 与液压
超磁致伸缩材料微位移驱动器的设计与实验研究

超磁致伸缩材料微位移驱动器的设计与实验研究超磁致伸缩材料是一种具有广泛潜力的材料,能够将电能转化为微小的机械位移。
在工程应用中,超磁致伸缩材料已经被广泛应用于制作微机械系统的驱动器。
本文将介绍一种利用超磁致伸缩材料制作的微位移驱动器。
首先,我们的驱动器采用由铁、镍和锰等金属组成的超磁致伸缩材料。
在外加磁场的作用下,这些金属会经历瞬间的热膨胀和冷缩,从而产生微小的机械位移。
为了实现微位移的驱动,我们需要将超磁致伸缩材料嵌入到微机械结构中,并将其与控制电路相连。
具体来说,我们将超磁致伸缩材料嵌入到一个微型支架上,并将其固定在基板上。
接着,我们设计了一个微型电极,将其与控制电路相连,并放置在支架的顶部。
在施加外加电压时,电极会产生电场,从而产生磁场,使得超磁致伸缩材料发生瞬时的热膨胀和冷缩,从而产生微小的机械位移。
在实验中,我们采用了ATMEL AVR单片机作为控制电路,并通过程序控制施加的外加电压,从而控制微小的机械位移。
实验的结果表明,我们的微位移驱动器能够非常精确地控制机械位移,达到了微米级的精度。
总之,我们通过利用超磁致伸缩材料制作了一种新型的微位移驱动器,并实现了对微型机械系统的精确控制。
这种驱动器具有极高的应用潜力,在微机械系统、生物医学等领域均有着广阔的应用前景。
1. 超磁致伸缩材料的优势利用超磁致伸缩材料制作微位移驱动器具有很多优势。
首先,超磁致伸缩材料具有非常高的灵敏度和响应速度。
由于它的内部结构可以产生瞬时的热膨胀和冷缩,使得它可以非常快速地从电能转化为机械能。
其次,超磁致伸缩材料还具有比较大的变形能力。
在外加磁场的作用下,它可以发生更大的位移,从而实现更大的机械作用力。
这使得它可以广泛应用于微机械系统的驱动器中。
最后,由于超磁致伸缩材料的制造工艺相对简单,成本也比较低,因此它也具有比较好的经济性和可扩展性。
2. 微机械系统的应用微机械系统是一种基于微米级随机运动的物理现象,其组成的微型机器可以执行多种任务。
国内外超磁致伸缩材料及作动器的
科技信息1.超磁致伸缩材料的特点与应用1.1超磁致伸缩材料的特点磁致伸缩材料主要有三大类:磁致伸缩的金属与合金、铁氧体磁致伸缩材料和稀土金属间化合物磁致伸缩材料。
前两种称为传统磁致伸缩材料,其磁致伸缩应变过小,没有推广应用价值。
而稀土金属间化合物磁致伸缩材料也称为稀土超磁致伸缩材料。
与其他智能材料相比,稀土超磁致伸缩材料具有以下特点:应力负载大(可达700MPa)、能量转换率高(机电耦合系数可达0.75)、温度适应范围宽(小于200℃)、响应快(微秒级)、驱动电压低(小于30V)等。
另外具有频率特性好,工作频带宽;稳定性好,无疲劳,无过热失效等优点。
因此有专家认为,稀土超磁致伸缩材料可广泛应用到机械、电子、航天、农业等其他领域,是21世纪的战略材料。
1.2超磁致伸缩材料的应用分析迄今已有1000多种超磁致伸缩材料器件问世,应用面涉及航空航天、国防军工、电子、机械、石油、纺织、农业等诸多领域,大大促进了相关产业的技术进步。
超磁致伸缩材料在声频和超声技术方面也有广阔的应用前景,国外已用超磁致伸缩材料来制造出超大功率的超声波换能器。
日本已用稀土超磁致伸缩材料来制造海洋声学断层分析系统和海洋气候声学温度测量系统的水声发射换能器,可用于测量海水温度和海流的分布图。
德国材料研究所已将超磁致伸缩薄膜材料应用于微型泵的研究之中。
随科技发展的日新月异,超磁致伸缩材料的重要性必将越来越突出,应用也将更广泛。
预计未来超磁致伸缩材料的应用领域包括航空航天、超精密机械加工、海洋工程、汽车制造、石油产业等。
1.3超磁致伸缩材料在我国的研究与应用在国内,北京钢铁研究总院于1991年率先制备出GMM棒材,此后又开展了低频水声换能器、光纤电流检测、大功率超声焊接换能器等的研究。
北京科技大学采用具有自主知识产权的一步法工艺和设备生产稀土超磁致伸缩材料,减少了过程污染,杂质和氧含量低,合金成分控制准确,提高了材料的性能和产品的一致性;同时易于实现自动化控制,生产效率比传统工艺提高了100-150倍,成本大大降低。
超磁致伸缩致动器功率驱动装置的谐波分析及抑制
中 图分 类 号 : H1 T 2 T 3 1 T 6; P 3; B 8 文 献标 识码 : A
谐 波 , 出 了谐 波 的 频 谱 分 布 规 律 和 影 响 总 谐 波 系 数 的 因 素 。 分 析 了 L C 滤 波 器 的 滤 波 特 性 , 指 C R 提
出了采 用在 P WM 逆 变器后加 入 L C C R低 通 滤波 器 来抑 制 高次谐 波 以及 选 用 大的调 制 深 度 来减 小 总
州 渤 海 活 塞 股 份 有 限 公 司 , 东 滨 州 2 6 0 ) 山 5 6 2
摘 要 : 对 S WM 调 制 的超磁 致 伸缩 致动 器功 率 驱动 单元 输 出的 电压 中含有 大 量的 高次 谐 波会 对 致 针 P 动 器带 来振 动 、 声及 对致 动 器造成破 坏 等 问题 , 用傅 里叶级 数 分析 了 P 噪 利 WM 逆 变器输 出电压 中的
文章 编 号 :0 1— 2 5 2 1 ) 9— 0 1 0 10 2 6 (0 2 0 00 — 5
超 磁 致 伸 缩 致 动 器功 率驱 动装 置 的 谐 波 分 析 及 抑 制 木
李 永 林 明 星 张 承 瑞 , 鹏 王 奇 峰 刘 小斌 , , 翟 , ,
(. 1 山东 大 学 机 械 工程 学院 , 南 2 0 6 ; . 济 5 0 1 2 山东 大 学 威 海分 校 , 山东 威 海 2 4 0 ; . 6 2 9 3 山东 滨
,
WA G Q — n 。 I iobn N i eg ,LU X a —i f
简述超磁致伸缩驱动器特点
简述超磁致伸缩驱动器特点【摘要】超磁致伸缩驱动器是一种新型的驱动器,具有工作原理简单、结构紧凑、响应速度快、能效高等特点。
其工作原理是通过外加磁场使材料发生磁致伸缩效应,从而产生位移。
其结构特点包括由驱动单元、传感器单元和控制单元组成,整体设计紧凑高效。
超磁致伸缩驱动器的优点在于具有高精度、高稳定性、低能耗等特点,适用于精密仪器和机械设备的驱动。
在工业应用中,超磁致伸缩驱动器在提高生产效率、降低成本和改善品质方面发挥着重要作用。
未来,随着科技的不断进步,超磁致伸缩驱动器将在机械制造、航空航天等领域有着广阔的发展前景。
通过以上分析,超磁致伸缩驱动器具有许多优点和应用前景,是一种具有潜力的新型驱动器技术。
【关键词】超磁致伸缩驱动器、工作原理、结构特点、优点、工业应用、发展前景、引言、结论1. 引言1.1 引言超磁致伸缩驱动器是一种利用磁致伸缩效应实现驱动动作的新型驱动器,具有许多独特的特点和优势。
在工业领域,超磁致伸缩驱动器已经得到广泛的应用,为生产制造提供了更为高效和精准的驱动方案。
本文将从超磁致伸缩驱动器的工作原理、结构特点、优点、工业应用及发展前景等方面进行介绍和分析,以期让读者更加深入地了解和认识这一创新的驱动技术。
超磁致伸缩驱动器的工作原理是基于磁致伸缩效应,通过施加外部磁场使材料产生形变,从而实现驱动功能。
其结构特点主要包括驱动装置、磁场产生器、控制系统等部分,整体设计紧凑且高效。
优点包括响应速度快、精度高、能耗低、寿命长等特点,适用于各种复杂的工业场景。
超磁致伸缩驱动器在工业应用中发挥着重要作用,如在自动化生产线、医疗设备、航空航天等领域,都有广泛的应用。
未来,随着技术的不断创新和发展,超磁致伸缩驱动器将会有更加广阔的应用前景。
通过本文的介绍,相信读者对超磁致伸缩驱动器的特点和作用有了更加清晰的认识,同时也对其未来的发展充满期待。
部分至此结束。
2. 正文2.1 超磁致伸缩驱动器的工作原理超磁致伸缩驱动器的工作原理是基于磁性形状记忆效应的。
磁致伸缩材料的详细说明

2) 电阻小,易产生涡流损耗,故高频特性较差,一般在低频工况下使用;
3) 性脆,抗拉强度低,使用时通常要施加预压力;
4) 在正负磁场的作用下,超磁致伸缩材料均具有伸长变形特征,其变形量与磁场的关系为非线性。
1.2驱动器结构设计及工作原理
根据超磁致伸缩材料的驱动性及磁路原理,采用台州市椒光稀土材料有限公司提供的国产Terfenol-D棒材,研制了超磁致伸缩位移驱动器。
所研制的超磁致伸缩微位移驱动器工作原理可简述为:当给激励线圈通有电流时,由电磁感应原理将产生驱动磁场,从而驱动超磁致伸缩Terfenol-D棒的伸长或缩短,通过输出顶杆,对外将产生输出位移。此外,通过给偏置线圈施加适当的电流,产生所需的偏置磁场,以消除“倍频现象”;通过预压机构对超磁致伸缩材料提供合适的预压力,提高机磁耦合系数和磁致伸缩系数;通过冷却机构以保持驱动器在恒温下工作,减少温度变化对驱动器工作的影响。
1 超磁致伸缩材料厂驱动器的结构与工作原理
1.1超磁致伸缩材料的磁一机本构方程
对于超磁致伸缩材料,选择磁场强度H、温度T、应力σ作为独立变量,磁感应强度B、应变ε作为因变量,可得相应的磁一体本构方程:
(1)
式中:S是恒磁场、恒温下的弹性柔顺系数矩阵;
D是恒应力、恒温下磁致伸缩应变系数矩阵,下标t表示矩阵的转秩;
3 结论
在分析GMM工作特性的基础上,研制了超磁致伸缩微位移驱动器,通过建立测控系统进行实验获得了驱动器相关的性能参数:当给驱动器加载150N的预压力,通以1.6A电流以实现 的偏置磁场时,驱动器具有最理想的线性位移输出,且输出位移范围可达40μm以上,如果在长时间连续运行中保证GMA的定位精度则需引入高精度温控装置。实验结果表明所研制的驱动器满足实现微位移高精度控制的基本性能要求。
超磁致伸缩驱动器自适应精密驱动控制研究
Ad a p t i v e Hi g h P r e c i s i o n Di s p l a c e me n t Co n t r o l f o r Gi a n t Ma g n e t o s t r i c i t v e Ac t u a t o r s
摘 要: 超磁致伸缩驱动器( GMA ) 虽然具有很多优 点, 但是超磁致伸缩材 料( G MM) 在磁化 过程 中存 在磁 滞非线性 , 磁滞 误差 可达 2 0%, 要解 决这一 问题 , 必须对 G MA采 用精确 有效 的方法 实现建模 , 并用 于 G MA驱动 位移精密控 制 。 研 究 中采用 L MS 算法对研 制的 G MA进 行 自适应系统模 型辨识 , 用不 同频率 的正弦信 号和方波信号作 为输 入, 辨识模 型都 能精 确逼近 G MA输 出信 号, 辨识精度高达 0 . 0 6 9 m; 最后采用 F x . L MS 算法对 GMA进行 驱动位移控制实验 , 通过 在线 辨识有效减小磁滞误差 , 提 高控制 精度 。
ma g n e t i z a t i o n p r o c e s s , wh i c h c a r l i n d u c e t h e e r r o r u p t o 2 0% i n d i s p l a c e me n t c o n t r o 1 . T o s o l v e t h i s p r o b l e m,t he GM A n e e d s t o b e mo d e l e d b y a p r e c i s e nd a e fe c t i v e me t h o d , S O ha t t t h e mo d e l c a n b e a p p l i e d t o p r e c i s e d r i v i n g c o n t r o l o f GM A. I n hi t s r e s e a r c h , LM S a l g o r i t h m wa s u s e d f o r a d a p t i v e i d e n t i i f c a t i o n o f t h e GM A s y s t e m, b y wh i c h t h e GM A s y s t e m c o u l d b e e ic f i e n t l y mo d e l e d o n l i n e .Th e i d e n t i ic f a t i o n mo d e l , c a p a b l e o f a c h i e v i n g 0 . 0 6 9 g m p r e c i s i o n , C n a a c c u r a t e l y a p p r o a c h t h e o u t p u t d i s p l a c e me n t o f GM A wi h t d i f e r e n t t y p e s o f i n p u t c u r r e n t s i g n a l s a n d f r e q u e n c i e s . Fi n a l l y , he t F x - L MS a l g o it r h m
超磁致伸缩执行器及其在流体控制元件中的应用(1).
超磁致伸缩执行器及其在流体控制元件中的应用(1):超磁致伸缩材料是一种新型的功能材料,在查阅大量文献的基础上,介绍了超磁致伸缩执行器的原理和分类及其在流体控制元件中的应用研究现状,并对超磁致伸缩执行器在流体机械中的应用前景进行了展望。
关键词:超磁致伸缩执行器流体控制元件0.引言液压伺服系统的性能主取决于组成该系统的阀、泵和液压马达等流体控制元件的性能。
因此提高流体控制元件的性能一直是人们努力的目标。
传统的流体控制元件主采用电动机、电磁铁作为驱动元件。
近年来,随着一些新型功能材料的出现,使大幅度提高流体控制元件的性能成为可能。
超磁致伸缩材料就是一种新型的电(磁)─机械能转换材料,具有在室温下应变量λ大,能量密度高,响应速度快等特性,国外以将它应用于伺服阀、比例阀和微型泵等流体控制元件中,并取得了一些进展。
本文就这方面情况做些介绍。
1.超磁致伸缩执行器1.1超磁致伸缩材料[1][2]超磁致伸缩材料(Giant Magnetostrictive Material)有别于传统的磁致伸缩材料(Fe、Co、Ni等),是指美国水面武器中心的Clark博士于70年代初首先发现的在室温和低磁场下有很大的磁致伸缩系数的三元稀土铁化合物,典型材料为Tbx Dy1-xFe2-y。
式中x表示Tb/Dy之比,y代表R/Fe之比,x一般为0.27~0.35,y为0.1~0.05。
这种三元稀土合金材料已实现商品化生产,典型商品牌号为Terfenol-D(美国的Edge Technologies公司)或Magmek86(瑞典的Feredyn AB公司),代表成分为Tb0.27Dy0.73Fe1.93。
与压电材料(PZT)及传统的磁致伸缩材料Ni、Co等相比,超磁致伸缩材料具有独特的性能:在室温下的应变值很大(1500~2000ppm),是镍的40~50倍,是压电陶瓷的5~8倍;能量密度高(14000~25000J/m),是镍的400~500倍,是压电陶瓷的10~14倍;机电耦合系数大;响应速度快(达到μs 级);输出力大,可达220~880N。
超磁致伸缩微位移驱动器的非线性迟滞建模及控制方法

超 磁 致 伸 缩微 位 移 驱 动 器 的非线 性 迟 滞建 模 及 控 制 方 法水
唐 志峰 吕福在
( 江大 学现 代制造 工 程研 究所 浙
项 占琴
杭 州 3 2 ) 0 7 1 0
摘要 :针对超磁致伸缩微位移驱动器 ( MA)的非线性迟滞特性 ,通 过密度 函数法和 , 函数法建立 GMA 的两种 G
a基本滞回算子尹甜嘞基本滞回算子的叠加图3经典prcisach模型经典preisach模型可以表示为6y式中加权函数也被称为权重函数密度函数或分布函数它的取值局限于口一平面上的三角形丁内称为preisach平面可表示为实际中口和不可能无限大因此属口不失一般性假定一屈0preisach平面区域如图4a所示三角形区域l在丁之外密度函数o在任意时刻r可以分为两个子区域若输入的初始状态f0屈则滞回算子输出一1这时整个三角形丁区域均为叫幻它对应于负饱和状态如图4b
量 程 内的 位 置 跟 踪 和 轨 迹 跟 踪 误 差 分 别 达 到 3 m、2 m。 关键词:超磁致伸缩 迟滞 控制
中图分类号:T l1. T 6 . il31 H1 1 6
GMM 棒 所需 的预 压力 ,底 座和 端 盖通 过连 接杆 和
0 前 言
精 密 驱 动 技 术 是 现 代 制 造 技 术 的 关 键 技 术 之
别采用开环、 普通 PD和带 Pesc I ri h前馈补偿 的 PD三种控制器对 G a I MA 的位置跟踪和轨迹跟踪两种控制 问题进行
试验研究 , 结果表 明带 Pesc ri h前馈补偿 的 PD控制器可显著提 高 G a I MA的响应速度和跟踪精度 , GMA在 10l 使 0 a m
维普资讯
第4卷 期 3 第6
超磁致伸缩致动器功率驱动器设计
龙源期刊网
超磁致伸缩致动器功率驱动器设计
作者:李永林明星张承瑞翟鹏
来源:《电机与控制学报》2013年第07期
摘要:针对超磁致伸缩致动器现有功率驱动器存在损耗大、发热大、效率低、功率小等不足,为满足超精密场合以及宽范围调整的要求,分析基于PWM逆变器设计的超磁致伸缩致动器功率驱动器的特性,提出采用模块化分层设计建模原理对各单元分别设计并建立模型的方案,在此基础上将各单元串联,设计超磁致伸缩致动器功率驱动器并建立其模型。
通过仿真分析及实验,验证该驱动器设计方案的正确性,以及模型分析对超磁致伸缩致动器控制系统设计的指导作用。
关键词:超磁致伸缩致动器;功率驱动器;PWM逆变器;滤波器;bode图
中图分类号:TM910;TP23 文献标志码:A 文章编号:1007-449X(2013)07-0022-05。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电子雕刻机雕刻头的使用及发展
发布:2008-9-6 10:29:08 来源:模具网编辑:佚名
摘要:介绍了电子雕刻机雕刻头的研究现状与发展。
目前成熟应用的主要是电磁驱动式的,分为摆动式和直动式,具有雕刻频率高、雕刻质量好的特点;同时介绍了工作原理不同于电磁式雕刻头的电子束雕刻和激光雕刻,尤其激光雕刻,具有强大的发展潜力;以及正在研究和发展的压电陶瓷和超磁致伸缩驱动器,这些功能材料的应用研究为雕刻头的发展提供了很好的参考
方向。
关键词:雕刻头电磁驱动;激光雕刻;电子束雕刻;压电陶瓷;超磁致伸缩驱动器
凹版印刷以其印品墨层厚实、颜色鲜艳、饱和度高、印版耐印力高、印刷速度快等优点在图文出版和包装印刷领域内占据重要的地位。
目前,电雕凹版因技术先进、成本低、制版质量高且稳定、适应范围广、利于环保等优点已在凹版制造中占主导地位,一直是近年来的主流雕刻方法。
印版的好坏是决定印刷质量的一个关键因素,凹版电子雕刻效率的高低直接影响到整个凹版制版的进程。
印版是电雕系统根据数字化的图文信息驱动雕刻头在版辊上雕刻网穴后处理而成,因此,雕刻头的驱动装置在整个制版过程中起着重要作用。
从上个世纪60年代开始,此领域的科技人员不断探索,希望能提高电子凹版雕刻的效率及质量,雕刻效率及质量可以从多方面提高,提高电子雕刻机的雕刻频率是一种最有效最直接的途径。
德国、美国、瑞土和日本在电子雕刻技术方面处领先地位,我国在这方面的研究基本为空白「5」。
文中主要介绍了电子雕刻头的研究现状及发展方向。
1 电子机械雕刻
电子机械雕刻是由电·机械转换器驱动雕刻刀,在滚筒上雕刻出网穴的一种方法,其关键在于电·机械转换器的工作性能。
1.1 常用结构的原理及特点
一般而言,磁钢产生稳恒磁通,控制线圈产生控制磁通,二者差动叠加产生驱动衔铁运动的电磁力,带动衔铁运动。
1.2 转动式电磁铁
结构原理如图1所示「2」,磁钢在气隙中产生稳恒磁场,在控制线圈未加电时,通过装配时的调试,衔铁处于相对平衡位置;当控制线圈加电时,衔铁被极化,产生磁力拉动衔铁转动,图中显示了衔铁的一种极化方式。
当控制线圈加以高频变化的电流或电压时,衔铁便产生高频摆动,带动雕刻刀进行雕刻工作。
高刚度的回复弹簧是利用衔铁所在扭杆的弹性扭转来得到,结构简单,高刚度易实现;且带有稳恒磁场调节结构,可以调节电磁铁系统的工作点,使磁钢发挥最好效能;控制线圈只有一个,与采用2个控制线圈的相比,简化了结构,缩小了体积。
Hell公司的电雕机采用的摆动式雕刻头如图2所示,其衔铁结构如图3所示。
通过衔铁的摆动带动金刚石雕刻刀在版辊上雕刻凹穴,利用扭杆的扭转变形来实现高刚度回复弹簧的功能,并且其半圆型的一端用来调节扭杆的刚度,输出杆上有阻尼环,用来调节电磁铁系统的输出特性。
1.3 直动式电磁铁「2-3」
结构原理如图4所示,带有雕刻刀的直动轴固定在衔铁上,装配时调节衔铁,使之在磁场中处于相对平衡状态,当控制线圈未加电时,磁钢的引力不能使衔铁产生动作;当控制线圈加电时,衔铁产生极性,在电磁力的作用下,克服衔铁刚度,运动一定位移。
给控制线圈加以高频电压或电流,衔铁产生上下运动,从而带动雕刻刀的垂直运动,完成在版辊上雕刻凹穴的工作。
在此结构中,衔铁的运动是平动,气隙两侧是异名磁极;高刚度回复弹簧通过衔铁的弹性变形得到。
国外某些公司采用该结构原理,也可以达到很高频率。
该结构电磁铁结构较复杂,体积也较大,装配调试也有一定的难度。
在电子机械雕刻方面,Hell公司雕刻头的雕刻频率由起初的4000Hz发展到如今的12800Hz,MDC公司的VISION3雕刻头达到8100Hz,在网穴深度稍减时可达8600Hz,提高了生产效率,电子雕刻具有雕刻网穴的深度和面积均可变化、重复性强的优点,且雕刻过程中无污染。
2 激光雕刻和电子束雕刻
2.1 激光雕刻「5-8」
20世纪70年代,激光就开始在胶印、凹印制版领域发挥作用,在90年代,国外的公司开始激光直接雕刻的研究。
激光直接雕刻铜版,在技术上一直认为是不可行的,但它可以直接雕刻锌。
瑞士MDC公司通过制版工艺的改进,实现激光直攘雕刻。
先在钢辊上电镀一薄层镍,然后再在其表面镀铜,随后又镀了一层锌。
这层锌可吸收激光能量并被蒸发,随之蒸发的还有其下面的铜,便生成了载墨的网穴。
雕刻后,像其他雕刻滚筒一样,最终在滚筒上镀一层坚硬的铬。
还开发了大约500W功率的YAG激光器,每秒能雕刻7万个网穴。
直接激光雕刻系统主要由3部分组成:高能量的激光;激光传输系统;光学系统,通过调节焦距,来调节单位面积上的能量。
激光的原理如图5所示。
激光脉;中的聚焦点直径和入射能量决定网点的几何形状。
简单的直接激光雕版系统只能调整能量的大小,而激光聚焦点的直径根据所需的网点预先设置,在雕版过程中不能改变。
网点直径由激光聚焦点的直径决定。
先进的SHC(NewSuperHalfautotypiealCell)调整方法使每个激光脉;中的2个参数:能量和聚焦点的直径都可以调整。
“先进”意味着每个网点的几何形状——网点的直径和网点的深度可以相互独立,在确保直接激光雕版的精度下任意调整。
Hell解决了激光直接雕刻铜版的技术困难,在Drupa2004上展示了所研制的可直接在铜版或铬版上进行雕刻的激光雕刻机样机,给业界带来了巨大反响。
随着激光技术的发展,激光雕刻不仅体现了电子机械雕刻的优点,而且具有许多自身的优点,比如无接触雕刻等,目前该方法制作版辊成本稍高,但其众多优点使其成为雕刻发展的一个方向。
2,2 镀铜凹版的电子束雕刻「1」
如图6所示,采用高能电子束可以对镀铜的凹版滚筒进行雕刻。
电子束由热阴极产生,在2.5 -5万V电场的加速下射向滚筒表面。
在此过程中、电子束受到电磁场的会聚控制。
在小于1的时间内使电子束会聚到网穴所应该达到的直径。
电子束按所需网穴深度大小在镀铜层上作用一定时间,以便达到所需深度。
每个网穴的雕刻时间不长于6,以此达到巧万个网穴/a 的高频率。
在滚筒表面上,电子束的动能转化为热能,使铜熔化和汽化,残留在网穴边缘的熔化物被刮刀刮掉。
由此可知,电子束凹版雕刻所形成的网穴是开口面积和凹下深度都变化类型的。
由手电子束的能量会与空气中的各种离子碰撞而损失,因此,电子束雕刻必须在真空装置内进行。
使用高能电子束发生器和真空仓,造成设备成本高昂,最终导致其难以实用化。
由于电子束离子与金属表面的吸附作用,使得所雕刻的网穴偏深,尤其在雕刻中调颜色的网穴时,得不到预期效果「9」。
3正在研究和发展的雕刻头
3,1 压电陶瓷(PZT)
在压电陶瓷两端加以电场,压电陶瓷发生伸长现象,这是压电陶瓷内部的晶体结构变化引起的。
利用压电晶体的逆压电效应,实现电机械转换「10」。
单片压电陶瓷的伸长量很小,一般要多片叠加成压电陶瓷堆,以满足雕刻位移要求;其输出力很大,可以比电磁力大10倍左右。
对压电陶瓷堆力口以高频变化电压时,其伸缩随之变化。
理论上可达1—2.5万网穴/s的雕刻频率「4」。
压电晶体会产生较大的滞环,必须设计合适的驱动电路以减小压电晶体的滞环影响kllJ。
压电陶瓷9区动器结构如图7所示。
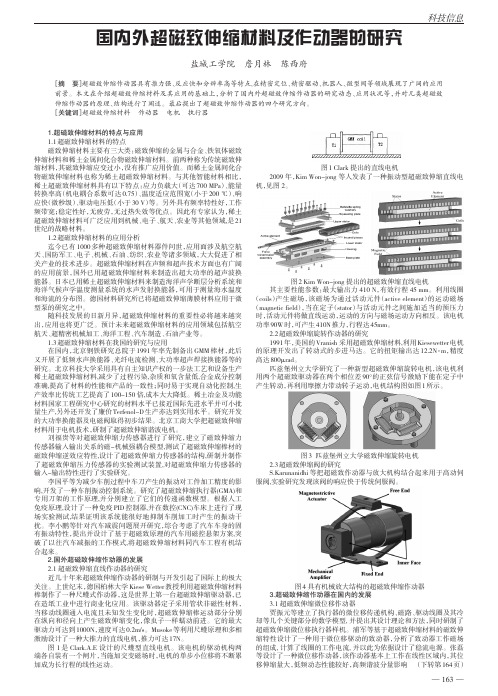
超磁致伸缩材料(Giant Magnetostrictive Material,简写为GMM)是一种新型功能材料,具有高刚度、磁滞小、应变大、响应速度快、能量传翰密度高和输出力大等特点「12-13」。
GMM电呻几械转换98常见结构如图8所示,当给线圈提供电流时,在线圈内产生磁场,超磁致伸缩材料便产生长度变化,推动输出件工作,其具体工作情况见文献「13」在电子雕刻中需要高频率,输出力并不需要很大,因此GMM的翰出力大的优点并不适用于此处;GMM的输出是非线形的,受热效应的影响较大,这些都需要进行补偿,特别是高频时必须处理好焦耳热效应和涡流;此外,GMM需专门的驱动装置来提供磁场,材料本身价格也较高「12」。
虽然如此,GMM所具有的许多优异性能,仍使其成为高频电斗几械转换器开发的尸个参考方向。
4 结语
电子机械雕刻头主要有摆动式和直动式,其特点是雕刻频率高,雕刻质量好,且已产品化,为许多制版企业应用;激光雕刻,经过多年的发展,在版辊雕刻方面已表现出了优异性能,目前虽然成本较高,但其表现出了强大的发展潜力。
在发展电子机械雕刻头方面,压电陶瓷和超磁致伸缩等功能材料是很好的发展方向。
(end)。