臭氧浓度计算
空气消毒的计算公式

空气消毒的计算公式在食品生产工艺中,对于无菌生产洁净区域环境的微生物进行有效的控制,需要选择适宜的消毒灭菌剂,以保证“无菌食品”生产所必需的相应洁净度环境。
在这里,臭氧作为一种广谱杀菌的“绿色”消毒剂应为首选。
下面介绍一下臭氧设备的选择方法:臭氧用量计算臭氧总用量公式为W=NV/(1-S)公式中W——臭氧总用量,mg/h;V——总体积,m3;S——臭氧的衰败率,S=40%; N——车间消毒保持的臭氧浓度,mg/m3。
根据卫生部《消毒技术规范》2002版及实际应用经验,三十万级取N =10ppm=20mg/m3;十万级取N =15ppm=30mg/m3;万级取N =20ppm=40mg/m3;百级取N =30ppm=60mg/m3。
例如:某工厂为空气灭菌,洁净室需10万级,臭氧浓度为15ppm(30mg/m3),消毒体积4000 m3,则所需臭氧产量为W=NV/(1-S)= 30*4000/(1-40%)=200000mg/h= 200 g/h由此,考虑臭氧消耗及其他因素,可选用一台200g/h臭氧发生器。
臭氧在中央空调系统总空气消毒,灭菌设计依据在食品生产工艺中,对于无菌生产洁净区域环境的微生物进行有效的控制,需要选择适宜的消毒灭菌剂,以保证“无菌食品”生产所必需的相应洁净度环境。
在这里,臭氧作为一种广谱杀菌的“绿色”消毒剂应为首选。
下面介绍一下臭氧设备的选择方法:V=V1+V2+V3 V-总消毒体积、V1-洁净区体积、V2-管道体积、V3-循环风量(送风量)空气体积的损失。
在计算过程中,由于V2较小,可忽略不计。
V3实际上等于循环风量(送风量)×1.1%根据《消毒技术规范》的标准确定臭氧的投加量(g/h),食品车间(十万级)一般选用臭氧浓度为15ppm(30mg/m3),那么臭氧发生器的产量:W=NV/(1-S)=N×(V1+V3×1.1%)/(1-S)。
臭氧消毒用量
臭氧消毒用量的计算洁净级别三十万级取消毒需要保持臭氧浓度N=5mg/M3,十万级取N=10 mg/M3,万级取N=30mg/M3,百级取N=40mg/M3。
臭氧总用量计算公式为:W=NV/(1-S),式中,W-臭氧总用量(mg/M3);S-臭氧衰减率S=40%;V-总体积(M3);N-洁净区域消毒需要保持的臭氧浓度(mg/M3)。
其中V=V1+V2+V3,式中,V1-洁净区域总体积;V2-空调风道体积;V3-补充新风量造成臭氧损失的有效体积(V3=总风量×20%常规新风更换率×10%(保持洁净区域的正压补充新风量)×60%=总风量×1.2%) 。
臭氧发生器选型一般按以下方法计算:1、 该药厂洁净厂房总体积设为V12、 送风管道体积设为V23、 为保持洁净区正压所补充的新风量,折算体积为V34、 整个洁净厂房洁净度级别针对上述数据,可采用如下方案:W=C×V/(1-S) (其中S--为臭氧的衰退系数一般取0.61,C—臭氧浓度)参照卫生部《消毒技术规范》的标准确定臭氧灭菌的浓度C:空气中浮游菌: 2--4ppm物体表面的沉降菌落:10—15ppmV= V1+ V2+ V3×(系统循环总风量m3/h×25%常规新风更换率)×10%(保持洁净区正压补充的新风量)×39%(计算应用臭氧量时臭氧半衰率的预算值)。
二 臭氧的安全用量臭氧行业标准(一)安全浓度工业卫生标准:国际臭氧协会:0.1ppm 美国:0.1ppm 德国、法国、日本:0.1ppm 中 国:0.15ppm(二)臭氧基本性质*臭氧的英文名字叫 0ZONE ,分子式O3,分子量48, 是氧气(O2)的同素异形体,由三个氧原子组成,常温下臭氧是淡蓝色,草腥味气体,1ppm 臭氧 =1.963mg/m3,标准状态下,臭氧密度ρ= 2.144g/L,空气ρ= 1.293g/L。
臭氧浓度单位换算

臭氧浓度单位换算1. 引言臭氧是一种常见的大气污染物,它对人类健康和环境都有着重要的影响。
为了更好地了解和监测臭氧的浓度,科学家们开发了各种不同的单位来表示臭氧浓度。
本文将介绍一些常用的臭氧浓度单位,并提供相应的换算方法。
2. ppm(parts per million)ppm是最常见的衡量臭氧浓度的单位之一。
它表示每百万个空气分子中有多少个是臭氧分子。
通常,ppm被用于描述低至中等浓度范围内的臭氧含量。
换算方法:•ppm到mg/m³:要将ppm转换为毫克/立方米(mg/m³),需要知道空气中臭氧分子的摩尔质量和空气密度。
具体计算公式如下:–mg/m³ = (ppm × M) / (22.4 × ρ)•其中M是臭氧分子的摩尔质量,ρ是空气密度。
•mg/m³到ppm:将mg/m³转换为ppm可以使用以下公式:–ppm = (mg/m³ × 22.4 × ρ) / M3. ppb(parts per billion)ppb是另一种常用的臭氧浓度单位,它表示每十亿个空气分子中有多少个是臭氧分子。
通常,ppb被用于描述低浓度范围内的臭氧含量。
换算方法:•ppb到μg/m³:要将ppb转换为微克/立方米(μg/m³),需要知道空气中臭氧分子的摩尔质量和空气密度。
具体计算公式如下:–μg/m³ = (ppb × M) / (22.4 × ρ)•μg/m³到ppb:将μg/m³转换为ppb可以使用以下公式:–ppb = (μg/m³ × 22.4 × ρ) / M4. 单位换算示例为了更好地理解和应用上述换算方法,我们来看一个具体的示例:假设我们有一个臭氧浓度为100 ppm的样本,我们想将其转换为mg/m³和ppb。
臭氧量计算

1、臭氧总用量的计算公式为:
其中:
W—臭氧总用量,单位:mg/h。
S—臭氧的衰减率。
在温度大于25℃,相对湿度大于60%,取S=60%。
按照我公司的实际经验,考虑到制药企业的实际情况,取S=60%
N—车间消毒需保持的臭氧浓度,根据卫生部《消毒技术规范》,和我公司实际经验。
(a) E级D级均按D级设计,N取10ppm≈20mg/m3
(b) C级,N取15ppm≈30mg/m3
(c) B级A级,N取20ppm≈40mg/m3。
V—净化间总体积。
即生产洁净区体积与空调系统(HV AC)风道体积及机箱的总和,单位:m3。
X%—关闭新风不严或泄漏所造成的臭氧损失的百分率及风管体积折算,约为20-50%;由于此次设计方案考虑泄露造成的臭氧损失要大一些因此选取X为50%。
臭氧消毒浓度应用标准

臭氧消毒浓度应用标准空间、器具、容具消毒、保鲜、除臭净化空气中使用臭氧参考浓度3摘自:化学工业出版社,2003.3《臭氧技术及应用》臭氧运用---水处理目前在世界范围内,纯净水、天然水(山泉水、矿泉水、地下水等经过过滤等工序制成),已普遍采用臭氧消毒。
在自来水二、臭氧空间消毒标准及规范1 食品车间食品加工车间臭氧浓度要求相对较低,一般达到2.5ppm即可。
对于不同的食品储存间要根据所储存的物质不同设计不同的臭氧浓度。
臭氧投加方式一般采用布管式,对于小车间可采用开放式。
2 制药厂2.1 计算方法根据《消毒技术规范》及实际应用经验,三十万净化级取C = 2.5ppm = 5mg/m3;十万净化级级取C = 5ppm = 10mg/ m3;万净化级取C = 15ppm = 30mg/ m3;百级取C = 20ppm = 40mg/ m3 。
计算方法:利用 HVAC系统集中投加时,臭氧发生器选用按以下方法计算:首先计算实际臭氧消毒体积,实际体积由三部分组成V = V1 + V2 + V3,V1洁净区空间体积,V2空气净化系统体积,V3循环时空气损失体积,实际计算过程中V3等于循环系统总风量的1.2%。
(1)W = C×v/d w:实际选用臭氧发生器的产量,单位为g/h。
c:单位体积臭氧投加量。
V:实际臭氧消毒体积。
d:臭氧衰退系数0.42。
(2)若设计臭氧浓度按空间浮游菌为5ppm,消毒体积10000m3,送风流量100000m3/hV1=10000 m3V2 = 忽略不计V3 = 100000×1.2% = 1200实际臭氧消毒体积V = V1 + V2 + V3 =11200m3臭氧投加量W = C×V/d = 5×2×11200/0.4208 = 266.159g/h推荐选择臭氧发生器的产量为280g/h.2.2 内置式示意图主机一般安装在中效过滤器后段或高效过滤器前段参考资料1、卫生部《消毒技术规范》,1991;122、技术监督局,卫生部,《消毒与灭菌效果的评价方法和标准》GB15981-19953、国家医药管理局推行GMP、GSP委员会《药品生产验证指南》.1994;44、化学工业出版社,2003.3《臭氧技术及应用》5、李汉忠.《洁净消毒剂—臭氧》.1996;66、解放军第二军医大薛广波.《实用消毒学》人民出版社1996;648-4727、南京军区后勤部军事医学研究所史江等《消毒与灭菌》1989(3):1438、白希尧等《臭氧及其应用研究》9、HACCP中国——《HACCP实用指南》、《食品生产企业HACCP体系实施指南》、《食品生产企业HACCP体系咨询与审核》。
aqi计算方法

aqi计算方法
AQI是空气质量指数的缩写,是一种衡量环境空气质量的方法。
它的计算方法是基于五种主要空气污染物的浓度,包括臭氧(O3)、
二氧化硫(SO2)、二氧化氮(NO2)、一氧化碳(CO)和颗粒物(PM2.5和PM10)。
这些污染物在空气中的浓度越高,AQI得分就越高,空气
质量越差。
AQI的计算过程是将每种污染物的浓度与相应的AQI公式相比较,然后选择最高的得分作为整个AQI的得分。
每个污染物的浓度和AQI 公式如下:
- 臭氧:1小时平均值,AQI = 100 *(1小时平均值 / 0.125 ppm)^ 1.3
- 二氧化硫:24小时平均值,AQI = 100 *(24小时平均值 / 0.03 ppm)^ 0.5
- 二氧化氮:1小时平均值,AQI = 100 *(1小时平均值 / 0.053 ppm)^ 1.5
- 一氧化碳:8小时平均值,AQI = 100 *(8小时平均值 / 9 ppm)^ 0.5
- PM2.5和PM10:24小时平均值,AQI = 100 *(24小时平均值/ 35 ug / m3)^ 0.5
AQI的分数范围从0到500,其中0表示空气质量优秀,500表
示空气质量非常差。
AQI分数越高,空气质量越差,对健康的影响也越大。
当AQI超过100时,敏感人群可能会感到不适,而当AQI超过
300时,所有人都可能受到不利影响。
总之,AQI是一种有效的空气质量测量方法,它可以帮助人们了解空气质量状况,采取适当的措施来保护健康。
臭氧浓度检测方法及计算公式

臭氧浓度检测方法及计算公式臭氧是一种强氧化剂,具有很强的杀菌消毒、漂白、除味等特性,因此广泛应用于水消毒、食品加工杀菌净化、食品贮藏保鲜、医疗卫生和家庭消毒净化等方面的产品。
在臭氧发生器生产和应用中,一定的臭氧浓度是保证消毒氧化效果、节约能源和防止污染的重要参数。
1. 臭氧发生器产量的标定发生器的臭氧产量是其最主要、最基本的技术指标,而产量又是通过测定臭氧浓度后计算得出的。
严格说,没有测定臭氧浓度的可靠手段就不可能生产出合格产品,目前市场臭氧发生器产量虚报假冒主要表现为没有臭氧浓度指标或不真实。
2. 臭氧浓度保证消毒效果只有保证和其它消毒杀菌剂一样,只有达到足够的剂量,作用一定时间才能达到消杀效果。
例如当臭氧浓度为0.08~0.6ppm 时,对空气中细菌繁殖体中的大肠杆菌作用30min ,其平均杀灭率达84.60~99.9% ,而空气中臭氧浓度为0.34~0.85ppm 时,作用10~30min ,其杀灭率可达99.47~99.97% 。
又如臭氧对空气消毒时,当浓度为0.21mg/L 时,作用10min 对金黄色葡萄球菌杀灭率达90.81% ,如提高浓度为0.72mg/L 时,作用时间仍为10min ,杀灭率可达99.99% 。
一般讲臭氧的浓度愈高其杀菌效果愈好。
3. 环境臭氧浓度不能过高臭氧除了对人类有益的一面外,同时它又是一种对环境污染的物质,我国环境空气质量标准(GB3095-1996 )中规定臭氧的浓度限值(1 小时平均)一级标准为0.12mg/m 3 ;二级标准为0.16mg/m 3 ;三级标准为0.20mg/m 3 。
臭氧的工业卫生标准大多数国家最高限值为0.1ppm (0.20mg/m 3 )。
因此利用臭氧消毒杀菌浓度不应过高,臭氧发生器的产量不是越高越好。
例如:一般家庭用室内杀菌的臭氧发生器产量应在200mg/h 左右,最高不要超过400mg/h 。
这样,在臭氧杀菌工作30~60min 后,室内残余浓度低于果品家卫生标准要求。
臭氧检测方法

臭氧浓度检测方法大致可分为“化学分析法”、“物理分析法”、“物理化学分析法”三类。
1.化学检测法碘量法碘量法是最常用的臭氧测定方法,我国和许多国家均把此法作为测定气体臭氧的标准方法,我国建设部发布的《臭氧发生器臭氧浓度、产量、电耗的测量》标准CJ/T — 94 中即规定使用碘量法。
其原理为强氧化剂臭氧(O 3)与碘化钾(KI)水溶液反应生成游离碘(I 2)。
臭氧还原为氧气。
反应式为:O 3 + 2KI + H 2O → O 2 + I 2 + 2KOH游离碘显色,在水中浓度由低至高呈浅黄至深红色。
用硫代硫酸钠(NaS2O3 )标准液滴定(硫代硫酸钠应加入碱式滴定管中,带橡胶和玻璃珠的),游离碘变为碘化钠(NaI),反应终点为完全褪色停止。
反应式为:I2 + 2Na 2S2O 3→ 2NaI + NaS4O 6两反应式建立起O3反应量与NaS2O3消耗量的定量关系为1molO 3:2mol NaS2O 3,则臭氧浓度C(O3)计算式为:C(O3)= V1x L*48 /2 V 0(mg/L )式中:C(O3)——臭氧浓度,mg/L ;V1 ——硫代硫酸钠标准液用量,ml ;L ——硫代硫酸钠标准液浓度,mol/L ;V 0——臭氧化气体取样体积,ml 。
操作程序及方法参照标准CJ/ — 94 。
测定标准型发生器浓度很方便。
臭氧化气体积用流量计计数,NaS2O 3浓度一般配制为L ,测定精度可达± 1% 。
测定空气中臭氧浓度时,应用在气体采样器抽气定量。
为保证测定精度,NaS2O 3 配为L 。
测定水溶臭氧浓度亦可用此公式计算,只是V0代表采水量,取1000ml。
NaS2O3浓度为L 。
碘量法优点为显色直观。
不需要贵重仪器。
缺点是易受其氧化剂如NO 、CI2等物质的干扰,在重要检测时应减除其它氧化物质的影响。
硫代硫酸钠的标定准确称取0.15g在120度干燥至恒量的基准重铬酸钾,置于碘量瓶中,加入50ml水使之溶解。
臭氧饱和溶液浓度计算公式

臭氧饱和溶液浓度计算公式臭氧是一种具有强氧化性的气体,在水中能够溶解并产生消毒和氧化作用。
因此,臭氧饱和溶液的浓度对于水处理和消毒过程非常重要。
在实际应用中,我们常常需要计算臭氧饱和溶液的浓度,以便控制水质和消毒效果。
本文将介绍臭氧饱和溶液浓度的计算公式及其应用。
臭氧饱和溶液浓度的计算公式如下:C = K P。
其中,C表示臭氧饱和溶液的浓度,单位为mg/L;K为溶解系数,通常为0.03;P表示臭氧的分压,单位为atm。
根据这个公式,我们可以通过测量臭氧的分压来计算臭氧饱和溶液的浓度。
在实际应用中,我们可以通过不同的方法来测量臭氧的分压。
常用的方法包括化学分析法、电化学法和光学法等。
通过这些方法测得的臭氧分压值,再代入上述公式,就可以得到臭氧饱和溶液的浓度。
臭氧饱和溶液浓度的计算公式为我们提供了一个简单而有效的方法来控制水质和消毒效果。
通过测量臭氧的分压并计算其浓度,我们可以及时调整臭氧的投加量,以保证水质的安全和消毒效果的达到。
除了计算臭氧饱和溶液的浓度,我们还可以通过这个公式来优化臭氧的投加方式。
通过实时监测臭氧的分压并计算其浓度,我们可以根据水质和消毒需求来调整臭氧的投加量和投加方式,以提高消毒效果并节约臭氧的使用成本。
总之,臭氧饱和溶液浓度计算公式为我们提供了一个重要的工具来控制水质和消毒效果。
通过测量臭氧的分压并计算其浓度,我们可以及时调整臭氧的投加量,以保证水质的安全和消毒效果的达到。
同时,我们还可以通过这个公式来优化臭氧的投加方式,提高消毒效果并节约臭氧的使用成本。
希望本文能够对臭氧饱和溶液浓度的计算和应用有所帮助。
臭氧消毒浓度和条件
臭氧消毒浓度和条件尽管在中国许多公司使用臭氧对洁净室进行消毒,许多业内人士对其消毒效果也将信将疑。
本文汇总了国内外不同法规/ 指南对臭氧消毒浓度及其条件的要求,供大家参考:消毒技术规范和GB 28232 《臭氧发生器安全与卫生标准》空气消毒:臭氧对空气中的微生物有明显的杀灭作用,采用20mg/m3 浓度的臭氧,作用30min ,对自然菌的杀灭率达到90% 以上。
表面消毒:用臭氧气体消毒,臭氧对物品表面上污染的微生物有杀灭作用,但作用缓慢,一般要求60mg/m3 ,相对湿度≥70% ,作用60 min ~120min 才能达到消毒效果。
验证指南消毒时关闭相应的新风进口和回风排放阀门,使整个被消毒的洁净区空气通过净化系统风管形成循环,臭氧发生器即开始工作。
如每日做空气灭菌,一般可开机1~1.5h ;如每周以臭氧代替化学试剂熏蒸对物体表面、墙壁、地面及设备灭菌,一般可开机2~2.5h 。
对空气中浮游菌,臭氧灭菌浓度为(2~4)×10^-6 ;对物体表面的沉降菌,为(10 ~15)×10^-6 设计、应用臭氧灭菌60min 达到相对浓度后,继续保持一段时间(1~1.5h),即可达到对机器设备和建筑物体表面沉降菌杀灭的目的。
PDA TR 70 无菌生产设施的清洁消毒程序原理用气体处理小范围或大规模操作可选的另一种方式是使用臭氧。
臭氧是通过氧气加高电压制成。
该系统使用了高浓度的臭氧气体,集成一个气体发生器向待消毒区域内释放臭氧。
该系统的设计规范通常为臭氧浓度200ppm 或更高(注释:臭氧1ppm ≈2mg/m3, 200ppm ≈400mg/m3),相对湿度80% 或更高,处理时间取决于区域的大小,自身的生物负载和区域内的障碍物情况。
这个系统已经在多个产业环境内使用,并且现在正在被考虑作为GMP 操作中可能的备选。
每当化学剂用于大规模气体处理或雾化处理洁净室时,必须考虑安全性。
如果未采用正确的防范措施来保证化学消毒剂被遏制在拟处理区域范围内,那么所讨论的所有消毒剂都能够导致人员的伤害或死亡。
臭氧消毒浓度计算
臭氧消毒浓度计算-----摘自网络●根据《消毒技术规范》及实际应用经验,三十万净化级取C=2.5ppm =5mg/m3;十万净化级级取C=5ppm =10mg/m3;万净化级取C=15ppm =30mg/m3;百级取C=20ppm =40mg/m3●消毒浓度计算过程根据《消毒技术规范》及实际应用经验,利用 HVAC系统集中投加时,臭氧发生器选用按以下方法计算:首先计算实际臭氧消毒体积,实际体积由三部分组成V = V1 + V2 + V3,V1洁净区空间体积,V2空气净化系统体积,V3循环时空气损失体积,实际计算过程中V3等于循环系统总风量的1.2%。
(1)317车间洁净区十万净化级取C = 5ppm = 10mg/ m3;(2)W = C×v/d w:实际选用臭氧发生器的产量,单位为g/h。
c:单位体积臭氧投加量。
V:实际臭氧消毒体积。
d:臭氧衰退系数0.42。
(3)317车间洁净区设计臭氧浓度按空间浮游菌为5ppm,洁净一区消毒体积2701.7m³, 额定送风流量60000m3/h,消毒时送风量为30000m3/h;洁净二区消毒体积3058.5m3,额定送风流量72500m3/h,消毒时送风量为36250m3/h。
(4)臭氧消耗计算317车间洁净一区实际臭氧消毒体积V = V1 + V2 + V3 =2701.7+30000×1.2%=3061.7m³/h;臭氧投加量W=10mg/m³×10-3×3061.7 m³/h÷0.42=72.9g/h317车间洁净二区实际臭氧消毒体积V = V1 + V2 + V3 =3058.5+36250×1.2%=3493.5m³/h;臭氧投加量W=10mg/m³×10-3×3493.5m³/h÷0.42=83.18g/h221、222车间洁净区空间消毒2小时,设置臭氧发生器产生臭氧总量为90g/小时,可以满足洁净区空间消毒臭氧浓度需求。
臭氧量度算公式
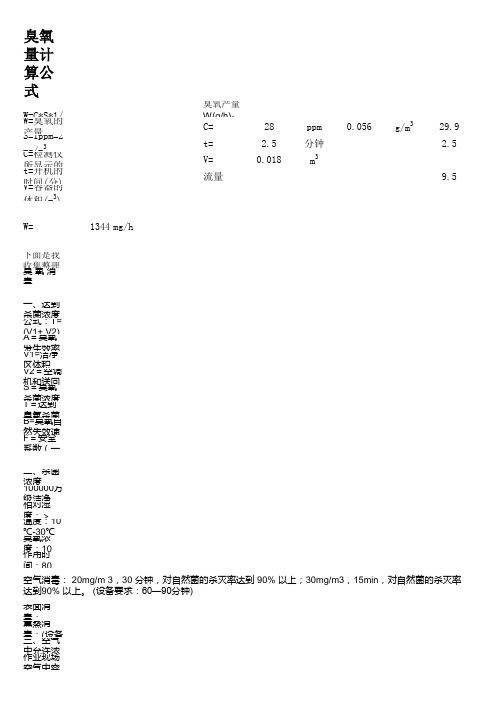
臭氧量计算公式W=C*S*1/V*60/t臭氧产量 W(g/h):=臭氧浓度(g/m3)×空气流量(m3/h)。
W=臭氧的产量C=28ppm0.056g/m329.9 S=1ppm=2mg/m3t= 2.5分钟 2.5 C=检测仪所显示的浓度(ppm)V=0.018m3t=开机的时间(分)流量9.5 V=容器的体积(m3)W=1344mg/h下面是我收集整理的一些资料:臭氧消毒一、达到杀菌浓度所需时间公式:T= (V1+ V2)×S/(A-B)×FA=臭氧发生效率(L/min)V1=洁净区体积V2=空调机和送回风管路的体积S=臭氧杀菌浓度T=达到臭氧杀菌浓度所需时间(min)B=臭氧自然失效速度(L/min),可通过密闭容器试验获得;F=安全系数(一般为2不易过大)二、杀菌浓度100000万级洁净区:相对湿度:>45% (设备要求:50%--85%)温度:10℃-30℃ (设备要求: 4℃-35℃)臭氧浓度:10 mg/m3作用时间:80 min空气消毒: 20mg/m 3,30 分钟,对自然菌的杀灭率达到 90% 以上;30mg/m3,15min,对自然菌的杀灭率达到90% 以上。
(设备要求:60—90分钟)表面消毒:60mg/m3,相对湿度≥ 70% , 60min ~ 120min ,才能达到消毒效果。
薰蒸消毒:(设备要求:120—150分钟)三、空气中允许浓度作业现场空气中容许的阀限值为0.2mg/m3。
四、排风时间臭氧稳定性极差,常温下即可自行分解为氧,停止发生后,通风30--60分钟后,其浓度与大气水平一样。
臭氧在空气中的半衰期一般为20-50分钟,随温度与湿度的增高而加快。
(设备要求:≥30分钟)五、含量测定方法一在500ml锥形带塞玻璃瓶中,加入350ml蒸馏水和20ml20%KI溶液,在排气管分流取臭氧气2L通入锥形瓶,再滴5ml浓度为3mol/L的H2SO4溶液,静置5分钟后用0.1000mol/L的Na2S2O3滴定,反应至浅黄色时加1ml0.5%的淀粉指示剂,滴定至无色,计算消耗的量,每毫升mol/l的Na2S2O3溶液相当于48.00mg的臭氧。
臭氧阀值规范及浓度计算
臭氧阀值规范及浓度计算在气相条件中,臭氧杀灭微生物的效果,取决这几个主要因素:臭氧阀值浓度,即当臭氧空气浓度在达到此浓度要求时,才能具有杀灭微生物的能力;微生物种类;处理时间;臭氧分布方式;空间内的温度和湿度条件;室内墙面、顶棚、地板及其他装饰材料的还原性影响等气相条件下,臭氧对微生物的杀灭效果是有区别的,经实验证明,臭氧对人、动物的致病菌、病毒具有很强的溶菌性杀灭作用。
影响气相臭氧杀菌效果的环境因素主要是温度和湿度。
一般情况下,温度低、湿度大则杀灭效果好,相对湿度>70%,杀灭效果能很好的体现出来。
这是由于相对湿度提高,可以使细胞膨胀,细胞壁变薄,使之更容易受到臭氧的渗透溶解。
臭氧的毒性、腐蚀性及安全性解释:臭氧是无毒物质安全气体,谈到它的毒性主要是其强氧化能力,在浓度高于1.5ppm以上时,人员须离开现场,原因是臭氧刺激人的呼吸系统,造成呼吸系统的应激性反应,严重的会造成可逆性伤害,为此,国际臭氧协会(IOA)制定卫生标准:国际臭氧协会:0.1ppm,接触10小时;美国:0.1ppm,接触8小时;中国:0.15ppm,接触8小时。
文献报告,臭氧浓度在0.02ppm时,嗅觉灵敏的人便可觉察,称为感觉临界值,浓度在0.15ppm时为嗅觉临界值,一般人都能嗅出,也是卫生标准点。
当浓度达到1-10ppm时,称为刺激范围。
事实上安全使用臭氧完全可以保证人的健康不受危害。
臭氧应用一百多年来,至今世界上无一例因臭氧中毒死亡事故发生。
在具体使用中,臭氧消毒过程应与人员隔离,一般的臭氧发生装置都是自动控制的,只要设定好相关参数,即可以实现无人职守,这与化学消毒剂喷雾消毒需要专门培训过的人员现场操作相比,对人员的身体健康更有保证的。
臭氧具有很强的氧化性,臭氧可以氧化很多金属,铝、锌、铅与臭氧接触会产生氧化腐蚀,但含25%Cr的铬铁合金(不锈钢)基本上不会受臭氧腐蚀。
臭氧对普通橡胶腐蚀作用最大,所以在应用中应使用耐腐蚀的硅橡胶或添加耐腐剂的橡胶制品。
臭氧浓度测定与发生器臭氧产量计算
臭氧浓度测定与发生器臭氧产量计算臭氧浓度测定与发生器臭氧产量计算臭氧浓度测定与发生器臭氧产量计算--第五次全国消毒学学术交流会报告李汉忠臭氧作为用物理方法产生的化学消毒剂,在我国已应用多年。
在医疗卫生、食品、水处理行业作为杀菌消毒剂,臭氧具有高效、广谱、无残余污染及应用方便变的优点,获得广泛应用。
臭氧浓度和产量是发生装置——臭氧发生器的重要技术指标。
在应用中,臭氧浓度是保证消毒效果的直接参数。
因此,臭氧浓度测定对于消毒器械的监督检测与实际消毒杀菌应用都是重要的技术手段。
一、臭氧浓度的分类与单位目前臭氧浓度检测分为臭氧源浓度、空气应用浓度、水溶臭氧浓度与环境臭氧浓度四类,浓度值差别很大。
臭氧源浓度最高。
作为水处理应用的标准发生器多在10mg/L(10g/m3)以上,目前使用氧气源的最高臭氧浓度已达到300mg/L。
国际通行用体积百分比浓度标称臭氧源浓度,如空气源为1-2%,氧气源为2-4%。
1%空气臭氧浓度为12.9mg/L,1%氧气臭氧浓度为14.3mg/L。
空气净化处理应用的“开式”臭氧发生器臭氧浓度较低,一般在100 mg/m3以下。
空气应用臭氧浓度在1mg/m3-10mg/m3之间。
卫生消毒界习惯用pp m作单位,即体积百万分之一浓度。
对于空气中的臭氧,1ppm=2.14m g/m3,一般取为1ppm=2mg/m3。
水溶解臭氧,则1ppm=1mg/L。
水应用中臭氧溶解浓度在0.1mg/L-10mg/L之间。
低值作为水消毒净化要求的最低浓度,高值是作为“臭氧水消毒剂”可达到浓度值。
环境臭氧浓度值最低。
按GB3095-82规定,一、二、三级环境质量标准分别为0.12/0.16/0.20mg/m3。
卫生部规定我国臭氧工业卫生标准为0.30mg/m3。
二、臭氧浓度测定方法臭氧应用一百年来,发展了化学法、光学法、电化学法,热化学法等多种臭氧检测技术,研制推广了多种检测仪器和装置。
根据浓度范围、要求精度与应用领域,选择不同的测定方法。
洁净区臭氧浓度测算

中央空调净化HVAC系统臭氧对洁净区的消毒灭菌一般来说,在制药厂或者是食品加工厂洁净区面积较大,多用中央空调净化系统完成对各洁净区的净化消毒。
传统的消毒方法是用甲醛熏蒸,甲醛熏蒸的弊病不少,用臭氧消毒来代替是一个好方法。
其方法是将臭氧发生器直接放在空调净化系统的风道中,称为内置臭氧发生器。
臭氧随着风道的气流,送入各洁净区,对洁净区进行消毒灭菌,剩余臭氧吸入回风口,由中央空调带走。
也可以将臭氧发生器放在中央空调风口的外面,将臭氧打入中央空调的风道中,然后被送入各洁净室,称为外置式臭氧发生器。
外置式臭氧发生器安装检修方便,但制造成本要高一点。
两种方法消毒效果都是一样的。
按照卫生部消毒规范的要求,对空气消毒的臭氧浓度是5ppm,但事实上,洁净区的消毒不仅是对空气的消毒,实际上还包括了对物体表面的消毒,所以,我们设计的浓度为10ppm。
每天上班前开机二小时,上班时关机,就可以保证一天内洁净区的浮游菌和沉降菌达到GMP的要求。
据检测报告,应用臭氧发生器,各洁净区在40分钟内,臭氧浓度均达到10ppm以上,菌检全部合格。
而且每天都合格,完全替代了令人头痛的甲醛熏蒸大消毒。
同时,使非生产作业减少,能耗减少,取得了满意的效果。
空间的消毒灭菌,对于中央空调净化系统以外的洁净室,或需要灭菌的其他房间则需单独进行灭菌处理。
方法是选用臭氧发生器,直接安装在该房间内。
根据需要设定消毒时间,消毒结束便自动关机,l 臭氧灭菌在HVAC(中央空调)系统应用方案在医药生产工艺中,对于无菌生产、洁净生产洁净区域环境的微生物进行有效的控制,需要选择适宜的消毒灭菌剂,杀灭洁净环境内空气中和浮在机械设备、模具、容器、建筑物表面上的杂菌,以保持“无菌药品”生产所必须的相应洁净度环境(无菌室)。
1、应用机理与优越性利用HVAC系统的循环风作为臭氧的载体,即将臭氧发生器生产的臭氧化气体由HVAC系统中净化风机产生的压力风源,扩散至所控制的整个洁净区域,并且使空气中臭氧浓度均匀,在洁净区域的生产环境中不增加任何消毒设备,即可达到灭菌的目的,同时对HVAC系统起到杀灭杂菌和霉菌的效果,实践发现,该消毒灭菌方式还能对高效过滤器起到溶菌疏导作用,延长其使用寿命。
水中臭氧浓度测量
水中臭氧浓度测量——碘酊法一、方法原理概要:臭氧(O3)是一种强氧化剂,与碘化钾(KI)水溶液反应可游离出碘,在取样结束并对溶液酸化后,用0.1000mol/L硫代硫酸钠(Na2S2O3)标准溶液并以淀粉溶液为指示剂对游离碘进滴定,根据硫代硫酸钠标准溶液的消耗量计算出臭氧量。
其反应式为:O3+2KI+H2O=O2+I2+2KOH——————(1)I2+2Na2S2O3=2NaI+Na2S4O6——————(2)二、试剂:1、碘化钾(KI)溶液(2%):溶解20g碘化钾(分析纯)于1000mL煮沸后冷却的蒸馏水中,用棕色瓶保存于冰箱中,至少储存一天后再用。
此溶液1.00mL含0.020g碘化钾。
2、(1+5)硫酸(H2SO4)溶液:量取浓硫酸(p=1.84;分析纯)溶于5倍体积的蒸馏水中。
3、C(Na2S2O3·5H2O)=0.1000mol/L硫代硫酸钠标准溶液;使用分析天平准确称取24.817g硫代硫酸钠(Na2S2O3·5H2O;分析纯)用新煮沸冷却的蒸馏水定溶于1000mL的容量瓶中。
或称取25g硫代硫酸钠(Na2S2O3·5H2O;分析纯)溶于1000mL新煮沸冷却的蒸馏水中,此溶液硫代硫酸钠浓度约为0.1mol/L。
再加入0.2g碳酸钠(Na2CO3)或5mL三氯甲烷(CHCL3);标定,调整浓度到0.1000mol/L,贮于棕色瓶中,储存的时间过长时,使用前需要重新标定(标定方法见附录A)。
4、淀粉溶液:称取1g可溶性淀粉,用冷水调成悬浮浆,然后加入约80mL煮沸水中,边加边搅拌,稀释到100mL;煮沸几分钟后放置沉淀过夜,取上清液使用,如需较长时间保存可加入1.25g水杨酸或0.4g 氯化锌。
三、实验程序及方法:量取1mL的碘化钾溶液,倒入500mL的吸收瓶中,再加入一定体积的待测液,即加入1mL(1+5)硫酸溶液(使pH值降至2.0以下)并摇匀,静置5min。
臭氧杀菌计算原理及公式
臭氧杀菌计算原理及公式根据卫生部的臭氧发生原理公式得出以下计算公式:W=CV(1-S)计算结果如下:W:需要选择机器的臭氧发生量g/h。
C:臭氧浓度10PPm,在工作状态下折算为19.63mg/m3。
V:灭菌空间总体积。
S:臭氧传递工作一个小时后臭氧自然衰退率为61%。
V=V1+V2+V3V1:洁净空间体积。
V2HVAC:系统空间体积,通常为V1*20%.V3:保持洁净区域正压补充的新风对臭氧造成的损失=HVAC系统循环总量*1-2%。
万级局部百级取2%,10万级取1.5%,30万级取1%。
注:根据以上计算公式:每克臭氧约可灭菌空间为20M3左右。
常用臭氧数据1.臭氧发生器的规格是按照臭氧产生的重量单位划分的。
臭氧产量的单位是mg/h或g/h(毫克/小时、克/小时),即臭氧发生器工作1小时能够产生多少重量单位的臭氧。
2.臭氧在空气中的浓度单位是ppm或mg/m?;臭氧在水中的浓度单位是ppm或mg/L。
换算方法:在空气中时1ppm=2 .144mg/m?;在水中时,1ppm=1mg/L3.臭氧在大气中达到一定的浓度时就会造成环境污染。
我国规定在居住环境,臭氧浓度超过0.16mg/m3时就构成空气污染;在作业场所,臭氧浓度超过0.2mg/m3时就构成污染。
4.空气中的臭氧浓度达到0.02ppm时,嗅觉灵敏的人便可察觉,称之为感觉临界值,浓度在0.15ppm时为嗅觉临界值,一般人即可嗅出,这也是卫生标准点。
研究表明,空气中臭氧浓度引起人员一定反应的浓度为0.5-1ppm,时间长了会感到口干等不适,浓度在1-4ppm会引起人员咳嗽。
原因就在于,作为强氧化剂,臭氧几乎能与任何生物组织反应。
5.在对食品厂、药厂、化妆品厂的生产车间消毒时,在车间洁净度不超过30万级时,空气中的臭氧浓度达到10-20mg/m?即可,并且要密闭作用30分钟的时间;如果同时需要对车间内已有的设备和物品消毒,臭氧浓度需要达到20-30mg/m?;如果是对10万级、万级、局部百级洁净度的车间消毒时,臭氧浓度须达到30-100mg/m3。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
臭氧浓度计算
臭氧设备选型公式:
(1)房间体积x浓度X1.1(风管体积的经验系数)/0.4208(臭氧衰减系数)/0.8(新风损耗)
/1000
(2)(房间体积+风柜风量X0.1)x臭氧浓度/0.2
30万级C=2.55PPm ,5mg/m³、10万级C=5PPm ,10mg/m³、1万级
C=15PPm ,30mg/m³、100级C=20PPm ,40mg/m³、
设:V1为洁净区空间体积,V2为HVAC系统空间体积,V3为保持洁净区正压所补充的新风对臭氧造成的损失
则灭菌空间的总体积(V)计算为:V=V1+V2+V3
V3的确定:根据实践,归纳出较为可靠的经验公式如下:V3≈HVAC系统循环总风量m3/h*25%(常规新风更换率)×10-20%(保持洁净区正压补充的新风量)×39%(应用臭氧时臭氧半衰期的预算值),即V3=HVAC系统循环总风量
×1~2%。
臭氧发生器的选择:先按臭氧灭菌的效率,即参照《消毒技术规范》的标准确定臭氧灭菌的浓度(C):对空气中浮游菌,臭氧灭菌浓度为2~4ppm;对物体表面的沉降菌落,浓度为10~15ppm(臭氧灭菌浓度参考《消毒技术规范》)。
臭氧的自然半衰期(S),参比状态下为23min左右,一个小时的衰退率为61%。
设计:应用臭氧灭菌60min时达到要求浓度后,继续保持一段时间(1~1.5小时),即可得到机械设备和建筑物体表面沉降菌落彻底杀灭的作用,达到化学熏蒸大消毒的效果。
例:灭菌空间总体积(V)为1000m3,灭菌要求为替代化学熏蒸大消毒,对设备和建筑物体表面沉降菌落进行灭菌。
按照上述要求空气中臭氧浓度(C)应达到10ppm以上(在工作状态下,折算为19.63mg/m3),臭氧发生器工作一小时后臭氧自然衰退率(S)为61%,需选择机器的臭氧发生量g/h(W):W=CV/(1-S)=19.63×1000/(1-61%)≈50.33(g/h)
可选择每小时产量为50g的臭氧发生器。
设:V1为洁净区空间体积,V2为HVAC系统空间体积,V3为保持洁净区正压所补充的新风对臭氧造成的损失
则灭菌空间的总体积(V)计算为:V=V1+V2+V3
V3的确定:根据实践,归纳出较为可靠的经验公式如下:V3≈HVAC系统循环总风量m3/h*25%(常规新风更换率)×10-20%(保持洁净区正压补充的新风量)×39%(应用臭氧时臭氧半衰期的预算值),即V3=HVAC系统循环总风量
×1~2%。
臭氧发生器的选择:先按臭氧灭菌的效率,即参照《消毒技术规范》的标准确定臭氧灭菌的浓度(C):对空气中浮游菌,臭氧灭菌浓度为2~4ppm;对物体表面的沉降菌落,浓度为10~15ppm(臭氧灭菌浓度参考《消毒技术规范》)。
臭氧的自然半衰期(S),参比状态下为23min左右,一个小时的衰退率为61%。
设计:应用臭氧灭菌60min时达到要求浓度后,继续保持一段时间(1~1.5小时),即可得到机械设备和建筑物体表面沉降菌落彻底杀灭的作用,达到化学熏蒸大消毒的效果。
例:灭菌空间总体积(V)为1000m3,灭菌要求为替代化学熏蒸大消毒,对设备和建筑物体表面沉降菌落进行灭菌。
按照上述要求空气中臭氧浓度(C)应达到10ppm以上(在工作状态下,折算为19.63mg/m3),臭氧发生器工作一小时后臭氧自然衰退率(S)为61%,需选择机器的臭氧发生量g/h(W):W=CV/(1-S)=19.63×1000/(1-61%)≈50.33(g/h)
可选择每小时产量为50g的臭氧发生器。
设:V1为洁净区空间体积,V2为HVAC系统空间体积,V3为保持洁净区正压所补充的新风对臭氧造成的损失
则灭菌空间的总体积(V)计算为:V=V1+V2+V3
V3的确定:根据实践,归纳出较为可靠的经验公式如下:V3≈HVAC系统循环总风量m3/h*25%(常规新风更换率)×10-20%(保持洁净区正压补充的新风量)×39%(应用臭氧时臭氧半衰期的预算值),即V3=HVAC系统循环总风量
×1~2%。
臭氧发生器的选择:先按臭氧灭菌的效率,即参照《消毒技术规范》的标准确定
臭氧灭菌的浓度(C):对空气中浮游菌,臭氧灭菌浓度为2~4ppm;对物体表面的沉降菌落,浓度为10~15ppm(臭氧灭菌浓度参考《消毒技术规范》)。
臭氧的自然半衰期(S),参比状态下为23min左右,一个小时的衰退率为61%。
设计:应用臭氧灭菌60min时达到要求浓度后,继续保持一段时间(1~1.5小时),即可得到机械设备和建筑物体表面沉降菌落彻底杀灭的作用,达到化学熏蒸大消毒的效果。
例:灭菌空间总体积(V)为1000m3,灭菌要求为替代化学熏蒸大消毒,对设备和建筑物体表面沉降菌落进行灭菌。
按照上述要求空气中臭氧浓度(C)应达到10ppm以上(在工作状态下,折算为19.63mg/m3),臭氧发生器工作一小时后臭氧自然衰退率(S)为61%,需选择机器的臭氧发生量g/h(W):W=CV/
(1-S)=19.63×1000/(1-61%)≈50.33(g/h)
可选择每小时产量为50g的臭氧发生器。