型材下料套料计算表
型材理论重量计算表

HT200 100 100 5 10 3 5 95 1.651
槽钢
材料牌号 截面高h(mm) 截面宽b(mm) 竖梁厚度d(mm) 横梁厚度t(mm) 圆角r1(mm) 过度圆角r(mm) 材料总长(mm) 重量(kg)
HT200 100 100 5 10 3 5 95 1.647
材料名称 灰铸铁 灰铸铁 灰铸铁 灰铸铁 灰铸铁 灰铸铁 球墨铸铁 球墨铸铁 球墨铸铁 工程铸钢 碳素结构钢 优质碳素结构钢 优质碳素结构钢 优质碳素结构钢 碳素工具钢 碳素工具钢 易切削结构钢 易切削结构钢 不锈钢 不锈钢 不锈钢 不锈钢 不锈钢 纯铜 加工黄铜 加工黄铜 加工青铜 铸造黄铜 铸造黄铜 铸造黄铜 铸造黄铜 加工白铜 加工白铜 加工白铜 铸造青铜
密度 7.2 7.2 7.2
7.35 7.35 7.35
7.2 7.2 7.2 7.8 7.85 7.85 7.85 7.85 7.85 7.85 7.85 7.85 7.93 7.93 8.1 8.1
8 8.9 8.8 8.8 8.8 8.43 8.5 7.7 7.45 8.9 8.9 8.9 8.8 7.85 7.85 7.85 7.85 7.85 7.85 7.85 7.85
HT200 100
95 5.667
二填一
角钢
材料牌号 截面长B(mm) 截面宽b(mm) 角钢厚度d(mm) 圆角r1(mm) 过度圆角r(mm) 材料总长(mm) 重量(kg)
HT200 100 100 5 3 5 95 0.668
工字钢
材料牌号 截面高h(mm) 截面宽b(mm) 竖梁厚度d(mm) 横梁厚度t(mm) 圆角r1(mm) 过度圆角r(mm) 材料总长(mm) 重量(kg)
套材表

1、50*25*1.2铝管去除料头长度= 50毫米,刀具宽度= 5毫米->正在处理:FT0521,银白M:-1,L:0使用定尺料- 颜色:银白,去料头:50毫米1) 1 支,6 米::1490x2 ;1250x2 ;料头:4502) 12 支,6 米::1250x4 ;475x1 ;料头:4503) 1 支,6 米::1250x2 ;475x7 ;料头:804) 2 支,6 米::475x12 ;料头:1905) 1 支,6 米::475x11 ;料头:670型材:FT0521 数量:17 颜色:银白定尺:6米(0.1Kg/0.1Kg=92.32%) 2、百叶边框料->正在处理:HP501,银白M:-1,L:0M:0,L:0M:6,L:1使用定尺料- 颜色:银白,去料头:50毫米1) 1 支,6 米::1196x4 ;563x2 ;料头:102) 1 支,6 米::1196x4 ;553x2 ;料头:303) 11 支,6 米::1196x4 ;536x2 ;料头:644) 1 支,6 米::1436x2 ;608x5 ;料头:35) 1 支,6 米::1013x2 ;983x3 ;943x1 ;料头:26) 1 支,6 米::1063x2 ;983x3 ;793x1 ;料头:527) 1 支,6 米::903x2 ;913x2 ;943x1 ;953x1 ;料头:3928) 1 支,6 米::953x1 ;963x2 ;973x3 ;料头:1229) 3 支,6 米::973x6 ;料头:8210) 1 支,6 米::973x3 ;793x1 ;608x3 ;料头:37911) 4 支,6 米::608x9 ;料头:43312) 1 支,6 米::608x8 ;536x1 ;503x1 ;料头:013) 1 支,6 米::536x11 ;料头:014) 1 支,6 米::536x10 ;503x1 ;料头:32型材:HP501 数量:29 颜色:银白定尺:6米(0.2Kg/0.2Kg=97.04%) 3、百叶片->正在处理:HP502,银白M:-1,L:0M:0,L:0M:1,L:0使用定尺料- 颜色:银白,去料头:50毫米1) 32 支,6 米::524x5 ;459x7 ;料头:572) 9 支,6 米::524x11 ;料头:1313) 1 支,6 米::524x2 ;459x6 ;料头:2108型材:HP502 数量:42 颜色:银白定尺:6米(0.2Kg/0.3Kg=97.14%)需要型材重量=.5Kg, 实际使用重量=.5Kg, 实际材料总价=13.46元, 材料利用率=96.18% ############################################################。
下料工时计算表

6.7
作业时间
5.6
气割
基本时间 划线
辅助时间(分钟)
钻
作业时间
引 割
ห้องสมุดไป่ตู้
(分钟) 打磨割瘤 测量检验 合计
孔
6.706 2
1.5
0.6
0.5 4.6 11.3
8.4
说明: 引割孔时间可根据图纸取0或1.5,厚度≤12及无需钻孔时,时间取0;
13.0
切管机
辅助时间(分钟)
基本时间(分 钟)
测量检验 合计
16
尺寸(mm) 外径 壁厚
划线
清除 飞边毛刺
测量 检验
合计
基本时间 (分钟)
作业时间 (分钟)
16
100 50 0.3 0.5 0.3 1.1 25.1
26.2
气
工艺参数
尺寸(mm)
切割长度
板厚
20
1000
10
圆形
引割孔时间可根据图纸取0或1.5,厚度≤12
切管机
工艺参数
辅助时间(分钟)
尺寸(mm) 外径 壁厚
作业时间(分钟)
0.3 1.1
5.8
6.9
说明: 对于高速钢、硬质合金钢按本定额标准提高50%执行;
聚四氟材质基本时间为3min/件;
下料长度≥3m时,工时定额追加齐头时间,即基本时间×2;
板厚 2
压角长度 380
钢板宽度 490
辅助时间
0.3
基本时间
5.3
1、计算过程中应该考虑一次多件折弯,多件排列折弯时,压角长度为单件压角长度合计,得出基本时间除以数量得出单件基本时间
手孔支耳5件/次;
2、压角长度≥1500并且板厚≥4的工件,追加一次基本时间;
铝合金门窗下料计算公式大全,你掌握了吗?

铝合金门窗下料计算公式大全,你掌握了吗?你需要什么牌子的公式凤铝的要不要凤铝:70c 边锋=窗户高上下滑=窗户宽—30MM勾光企=上下滑包外-43(外)=上下滑包外—53(内)上下方=(上滑—90MM)/2(两开) (上滑—180MM)/4 (四开)纱窗高=外勾企—25MM纱窗宽=上方+60MM888 边锋=窗户高上下滑=窗户宽—30MM勾光企=上下滑包外-55(外)=上下滑包外—65(内)上下方=(上滑—110MM)/2(两开) (上滑—220MM)/4 (四开)纱窗高=外勾企—33MM纱窗宽=上方+80MM898 边锋=窗户高上下滑=窗户宽—30MM勾光企=上下滑包外-55(外)=上下滑包外—65(内)上下方=(上滑—95MM)/2(两开) (上滑—190MM)/4 (四开)纱窗高=内勾企纱窗宽=上方+60MM如何制作铝合金窗户(1)断料。
断料,又称“下料”,是铝合金门窗制作的第一道工序,也是关键的工序。
断料主要使用切割设备,材料长度应根据设计要求并参考门窗施工大样图来确定,要求切割准确;否则,门窗的方正难以保证,断料尺寸误差值应控制在2mm范围内。
一般来说,推拉门窗断料宜采用直角切割;平开门窗断料宜采用45°角切割;其它类型应根据拼装方式来选用切割方式。
(2)钻孔。
铝合金门窗的框扇组装一般采用螺丝连接,因此不论是横竖杆件的组装,还是配件的固定,均需要在相应的位置钻孔。
型材钻孔,可以用小型台钻或手枪式电钻,前者由于有工作台,所以能有效保证钻孔位置的精确度;而后者是因为操作方便。
钻孔前应根据组装要求在型材上弹线定位,要求钻孔位置准确,孔径合适,不可在型材表面反复更改钻孔,因为孔一旦形成,则难以修复。
(3)组装。
将型材根据施工大样图要求通过连接件用螺丝连接组装。
铝合金门窗的组装方式有45°角对接、直角对接和垂直对接三种。
横竖杆的连接,一般采用专用的连接件或铝角,再用螺钉、螺栓或铝拉钉固定。
型材下料汇总表

室内: 白色
室外: 白色
长度(mm) 424 90-90 1.300 424
单价(元/吨) 0.00
总长度(m) 1127.84 1127.84
重量(公斤) 1466.19 1466.19
室内: 白色
室外: 白色
长度(mm) 590.2 740.2
数量 断面 米重(kg/m) 28 90-90 1.385 184 90-90 1.385 212
0.00
总金额 0.00 0.00
总金额 0.00 0.00 0.00
总金额 0.00 0.00 0.00
总金额 0.00 0.00 0.00
米重(kg/m) 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590 1.590
总长度(m) 16.53 136.2 152.73
重量(公斤) 19.17 157.99 177.16
室内: 白色
室外: 白色
长度(mm) 1756 4156
数量 断面 米重(kg/m) 92 90-90 1.590 251 90-90 1.590 343
单价(元/吨) 0.00 0.00
总长度(m) 161.55 1043.16 1204.71
各种型材理论重量自动计算表--余姚金贝莱公司
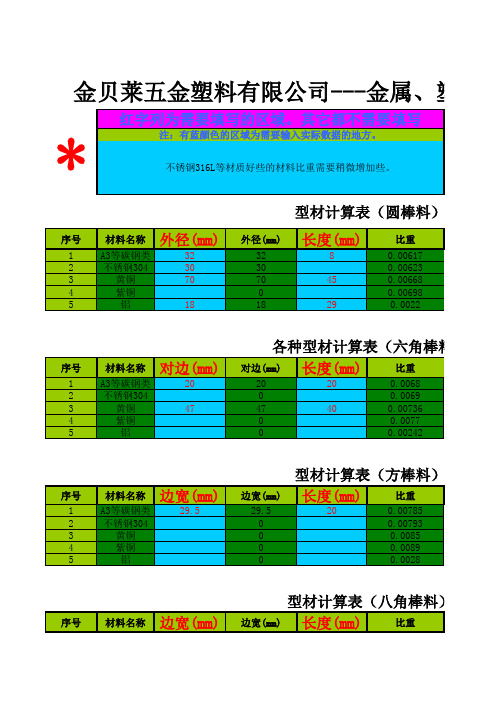
序号材料名称边宽(mm)边宽(mm)长度(mm)比重*型材计算表(八角棒料)型材计算表(方棒料)各种型材计算表(六角棒料)金贝莱五金塑料有限公司---金属、塑料红字列为需要填写的区域。
其它都不需要填写注:有蓝颜色的区域为需要输入实际数据的地方。
不锈钢316L等材质好些的材料比重需要稍微增加些。
型材计算表(圆棒料)型材计算表(钢管料)型材计算表(板材料)金贝莱五金塑料有限公司---金属、塑金贝莱五金塑料有限公司---金属、塑料型材理论重量计算表(棒、管、板材料)金贝莱五金塑料有限公司---金属、塑料型材理论重量计算表(棒、管、板材料)莱五金塑料有限公司---金属、塑料型材理论重量计算表(棒、管、板材料)金贝莱五金塑料有限公司---金属、塑料型材理论重量计算表(棒、管金贝莱五金塑料有限公司---金属、塑料型材理论重量计算表(棒、管、板材料)金贝莱五金塑料有限公司---金属、塑料型材理论重量计算表(棒、管金贝莱五金塑料有限公司---金属、塑料型材理论重量计算表(棒、管金金贝莱五金塑料有限公司---金金贝莱五金塑料有限金金贝莱五金塑料有限金贝莱五金塑料有限公司---金属、塑金贝莱五金塑料有限公司---金金贝莱五金塑料有限金贝莱五金塑料有限重量(g)材料吨位价格(元)料)单个材料价格(元)料)棒料)、塑料型材理论重量计算表(棒、管、板材料)料)料)料)属、塑料型材理论重量计算表(棒、管、板材料)金贝莱五金塑料有限公司---金属、塑料型材理论重量计算表(棒、管金贝莱五金塑料有限公司---金属、塑料型材理论重量计算表(棒、管。
型材零件下料表的使用说明

型材零件下料表的使用说明沪东中华造船(集团)有限公司信息技术研究所2009年3月型材零件下料表的使用说明船体设计系统可生成型材零件下料表(见附表),供车间下料用。
现对型材零件下料表的使用作如下说明:1. 零件名零件名由分段名及件号以斜杠/连接而成。
2. 型材规格型材规格的编码形式表示如下表所示。
3. 下料方式下料时型材平铺,角钢或球扁钢折边向下。
零件有两端,称为端头1和端头2。
下料有两种方式:正落方式和反落方式。
当端头1在左方时为正落方式,当端头1在右方时为反落方式。
无论那种方式,量取尺寸时都从端头1开始量取,正落方式时,从左向右量,反落方式时,从右向左量。
=================================================== 正落方式:| || |-----------------------基准边----------------------端头1 →端头2=================================================== 反落方式:| || |-----------------------基准边----------------------端头2 ←端头14. 材料牌号给出型材的材料牌号,例如:A 表示A 级钢。
5. 下料长度表中长度栏给出零件基准边的长度L1,以毫米为单位。
注意:该长度不包括余量,也不包括冲角。
零件是否有冲角,由端头1和端头2的D1值决定。
当D1小于0时,有冲角;大于0时,无冲角。
因此,下料总长应该是长度栏给出的长度再加上两端冲角的尺寸(如果D1小于0),该长度以第2行圆括号()内的数字L2表示。
对需逆直线撑弯的零件,零件基准边的长度L1通常是零件弯曲加工前的基准边的长度,但按TRIBON系统的配置的不同,L1有可能是零件弯曲成形后基准边的长度。
在不能确定究竟是加工前的长度还是加工后的长度时,零件弯曲成形前的下料长度应该这样获取:L1=Un-U1。
下料表
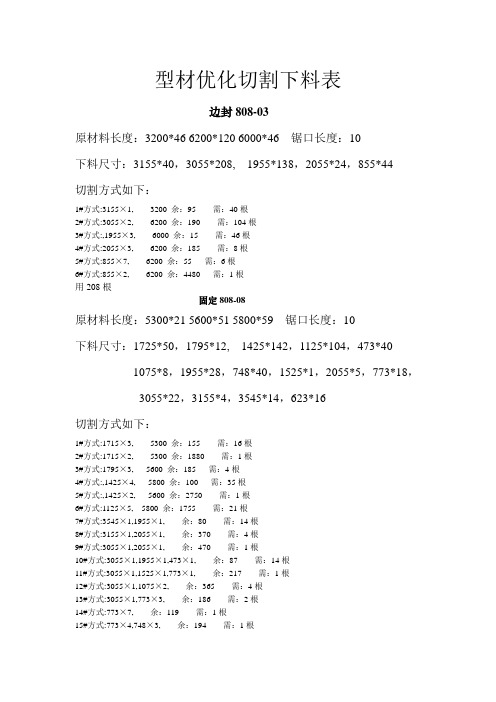
型材优化切割下料表边封808-03原材料长度:3200*46 6200*120 6000*46 锯口长度:10下料尺寸:3155*40,3055*208, 1955*138,2055*24,855*44切割方式如下:1#方式:3155×1, 3200 余:95 需:40根2#方式:3055×2, 6200 余:190 需:104根3#方式:,1955×3, 6000 余:15 需:46根4#方式:2055×3, 6200 余:185 需:8根5#方式:855×7, 6200 余:55 需:6根6#方式:855×2, 6200 余:4480 需:1根用208根固定808-08原材料长度:5300*21 5600*51 5800*59 锯口长度:10下料尺寸:1725*50,1795*12, 1425*142,1125*104,473*40 1075*8,1955*28,748*40,1525*1,2055*5,773*18,3055*22,3155*4,3545*14,623*16切割方式如下:1#方式:1715×3, 5300 余:155 需:16根2#方式:1715×2, 5300 余:1880 需:1根3#方式:1795×3, 5600 余:185 需:4根4#方式:,1425×4, 5800 余:100 需:35根5#方式:,1425×2, 5600 余:2750 需:1根6#方式:1125×5, 5800 余:1755 需:21根7#方式:3545×1,1955×1, 余:80 需:14根8#方式:3155×1,2055×1, 余:370 需:4根9#方式:3055×1,2055×1, 余:470 需:1根10#方式:3055×1,1955×1,473×1, 余:87 需:14根11#方式:3055×1,1525×1,773×1, 余:217 需:1根12#方式:3055×1,1075×2, 余:365 需:4根13#方式:3055×1,773×3, 余:186 需:2根14#方式:773×7, 余:119 需:1根15#方式:773×4,748×3, 余:194 需:1根16#方式:748×7, 余:294 需:5根17#方式:748×2,623×6, 余:286 需:1根18#方式:623×8,473×1, 余:53 需:1根19#方式:623×2,473×8, 余:470 需:1根20#方式:473×11, 余:287 需:1根21#方式:473×6, 余:2702 需:1根--------------------------------------------------------------用130根固上滑808-12原材料长度:5800*32 5300*29 锯口长度:10下料尺寸:1425*80,1125*52, 1725*50,1735*12,1075*4 3545*8,1525*1切割方式如下:1#方式:1725×3, 5300 余:95 需:21根2#方式:1425×4, 余:60 需:20根3#方式:1125×5, 余:125 需:10根4#方式:1125×4, 余:1260 需:1根5#方式:3545×1,1525×1, 余:710 需:1根6#方式:3545×1,1075×2, 余:75 需:1根7#方式:3545×1, 余:2245 需:6根用60根下滑808-02原材料长度:5800*35 5300*33 锯口长度:10下料尺寸:1425*90,1225*52, 1725*60,1735*12,1075*4 3545*8,1525*1切割方式如下:1#方式:1425×4, 5800 余:55 需23根2#方式:1125×5, 5800 余:35 需:10根3#方式:1125×2, 5800 余:3500 需:1根5#方式:3545×1,1735×1, 余:0 需:8根6#方式:1735×3, 余:65 需:1根7#方式:1735×1,1725×2, 余:85 需:1根8#方式:1725×3, 余:95 需:19根9#方式:1725×1,1525×1,1075×1, 余:945 需:1根10#方式:1075×3, 余:2045 需:1根用65根下滑插板808-09A原材料长度:5800*33 锯口长度:10下料尺寸:1425*62,1125*52, 1075*4 ,3545*6切割方式如下:1#方式:3545×1,1425×1, 余:810 需:6根2#方式:1425×4, 余:60 需:14根3#方式:1125×5, 余:125 需:10根4#方式:1125×4,1075×1, 余:175 需:1根5#方式:1075×3, 余:2545 需:1根用32根上滑808-01原材料长度:5300*9 锯口长度:10下料尺寸:1725*12,1425*10,切割方式如下:1#方式:1725×3, 余:36 需:4根2#方式:1425×3, 余:1105 需:3根3#方式:1425×1, 余:3855 需:1根用8根中立808-11原材料长度:5800*12 锯口长度:10下料尺寸:748*20,773*21,473*40,623*14,573*2,切割方式如下:1#方式:773×7, 余:319 需:3根2#方式:748×7,473×1, 余:11 需:2根3#方式:748×6,623×1,573×1, 余:36 需:1根4#方式:623×9, 余:103 需:1根5#方式:623×4,573×1,473×5, 余:270 需:1根6#方式:473×12, 余:4 需:2根7#方式:473×9, 余:1453 需:1根用11根反盖板808-09原材料长度:5200*29 锯口长度:10下料尺寸:2055*5,2045*26,3155*4,3055*22,切割方式如下:1#方式:3155×1, 余:2035 需:4根2#方式:3055×1,2055×1, 余:70 需:5根3#方式:3055×1,2045×1, 余:80 需:17根4#方式:2045×2, 余:1090 需:4根5#方式:2045×1, 余:3145 需:1根--------------------------------------------------------------用31根。
型材下料套料计算表

148 (mm) 100 (mm)
6 (mm) 9 (mm) 21.4 (kg/m)
10050 (mm) 12000 (mm)
15.65 (m)
`
弦:
a: b: 理论单重(G)
30 (mm) 50 (mm) 11.78 (kg/m)
则会造成错误,无法真确使用,白色框为输入数据框。
量计算(―a×b×t) 1000 (mm) 50 (mm) 4 (mm) 1 (块) 1 1.57 (kg)
0.6 (m) 5.53 (kg/m)
27 1 89.59 (kg)
注意:以下各公式黑色部分为公式,不可修改,不要填入数值,否则会造成错误,无法真确使用,白色
双轴对称焊接工字形截面等截面梁截面单重计算
外包高(H) 翼缘宽(b) 腹板厚度(tw) 翼板厚度(t) 理论单重(G)
250 (mm) 150 (mm)
6 (mm) 8 (mm) 29.9 (kg/m)
钢板重量计算(―a×b×t)
长度a: 宽度b: 厚度t: 数量n: 折减系数: 理论重量(G)
单轴对称焊接工字形截面等截面梁截面单重计算
外包高(H)
600 (mm)
上翼缘宽(b1) 下翼缘宽(b2) 腹板厚度(tw) 上翼厚度(t1) 下翼厚度(t2) 理论单重(G)
320 (mm) 220 (mm)
6 (mm) 16 (mm) 16 (mm) 94.6 (kg/m)
4.5 (mm) 6 (mm)
理论单重(G)
19.7 (kg/m)
热轧(中)翼缘H型钢单重计算 计算规格:HM(H ×b×tw×t)
外包高(H)
翼缘宽(b)
腹板厚度(tw)
型材重量和表面积计算

2.7890 kg 1.8240 kg
5.8999 kg 7.5224 kg
0.0000 kg 0.0000 kg
2.2022 kg 2.8365 kg
6.6216 kg 8.5286 kg
10.9116 kg 0.3273 kg
10.9804 kg 0.3294 kg
4.0729 kg 0.1222 kg
1 1.29 m= m=
b
a= b=
65.00 mm 3.00 mm
5.8404 kg 7.5224 kg 0.175168 m2
表面积 等边角钢
a= b= 80.00 mm 9.00 mm
b
a
1 0.03
m= m=
10.8015 kg 0.3240 kg 0.00906 m2
表面积
有部份误差
h
b d
1
m= m=
0.0000 kg 0.0000 kg 0 m2
s
D
表面积
钢管
s = wall thicknes壁厚
S
D = diameter (outside)直径
D
S
D= s=
32 mm 3.5 mm
1 0.65
m= m=
2.4600 kg 1.6088 kg 0.06571392 m2
表面积 方管
53.3769 kg 89.4062 kg
PPH
35.9844 kg 61.2784 kg
木材
22.4903 kg 37.6712 kg
0.9884 kg 1.5400 kg
0.6664 kg 1.0382 kg
4.15275552
0.4165 kg 0.6489 kg
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
a: b: 理论单重(G)
30 (mm) 50 (mm) 11.78 (kg/m)
则会造成错误,无法真确使用,白色框为输入数据框。
量计算(―a×b×t) 1000 (mm) 50 (mm) 4 (mm) 1 (块) 1 1.57 (kg)
0.6 (m) 5.53 (kg/m)
27 1 89.59 (kg)
选择公式 中)翼缘H型钢单重计算
148 (mm) 100 (mm)
6 (mm) 9 (mm) 21.4 (kg/m)
10050 (mm) 12000 (mm)
15.65 (m)
`
型钢重量计算 (―a×b×t)
长度a: 每米重量b:
数量n: 折减系数: 重量(G)
根据中国标准热轧H型钢(GB/T Nhomakorabea1263-1998)设计,请根据型号选择公式
热轧(窄)翼缘H型钢单重计算 计算规格:HN(H×b
×tw×t) 外包高(H)
150 (mm)
翼缘宽(b)
150 (mm)
腹板厚度(tw) 翼板厚度(t)
4.5 (mm) 6 (mm)
理论单重(G)
19.7 (kg/m)
热轧(中)翼缘H型钢单重计算 计算规格:HM(H ×b×tw×t)
外包高(H)
翼缘宽(b)
腹板厚度(tw)
翼板厚度(t)
理论单重(G)
热轧(宽)翼缘H型钢单重计算 计算规格:HW(H×b
×tw×t)
勾股定理计算公 式
外包高(H) 翼缘宽(b) 腹板厚度(tw) 翼板厚度(t) 理论单重(G)
长度a: 宽度b: 厚度t: 数量n: 折减系数: 理论重量(G)
单轴对称焊接工字形截面等截面梁截面单重计算
外包高(H)
600 (mm)
上翼缘宽(b1) 下翼缘宽(b2) 腹板厚度(tw) 上翼厚度(t1) 下翼厚度(t2) 理论单重(G)
320 (mm) 220 (mm)
6 (mm) 16 (mm) 16 (mm) 94.6 (kg/m)
注意:以下各公式黑色部分为公式,不可修改,不要填入数值,否则会造成错误,无法真确使用,白色
双轴对称焊接工字形截面等截面梁截面单重计算
外包高(H) 翼缘宽(b) 腹板厚度(tw) 翼板厚度(t) 理论单重(G)
250 (mm) 150 (mm)
6 (mm) 8 (mm) 29.9 (kg/m)
钢板重量计算(―a×b×t)
理论单重(G)
114 (mm) 4 (mm)
10.85 (kg/m)
矩形钢管单重计算(□a×b×t)
a:
50 (mm)
b:
50 (mm)
t:
3 (mm)
理论单重(G)
4.43 (kg/m)
圆钢单重计算(●d) d:
理论单重(G)
8 (mm) 0.39 (kg/m)
矩形方钢单重计算(■a×b)
勾: 股:
200 (mm) 200 (mm)
6 (mm) 8 (mm) 35.5 (kg/m)
C(Z)型钢单重计算(C(Z) a×b×c×t)
a:
180 (mm)
b:
70 (mm)
c:
20 (mm)
t:
2.5 (mm)
理论单重(G)
7.07 (kg/m)
0.95*G
6.71 (kg/m)
圆钢管单重计算(◎a×t) a: t: