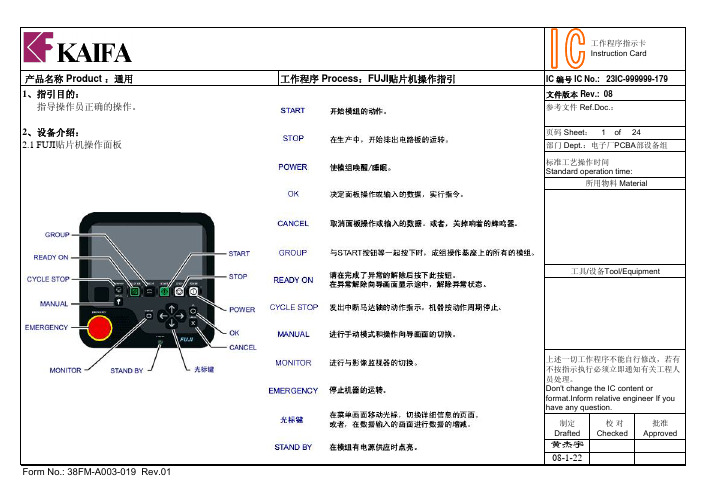
FUJI贴片机培训资料
FUJI贴片机软件FLEA基础讲义

) Line Reporter(
) Schedule Builder(
浏览器 , 规格保持器 , 跟踪浏览器 , 宏 , 度表编制器),Schedule Assembler(进度表汇编器),Schedule Viewer(进度表
) Spec Keeper(
显示相应的视图模式的组。组窗格显示可由选择[View]-[Group List]来切换。 右边的窗格是内容窗格,该窗格显示被选定组的内容。
1-3 视图模式
不同的视图模式用来管理不同类型的资料。各个视图模式和各自的简要叙述
如下: Jobs (任务)
该视图模式显示局部和全局任务目录。在该视图模式处于启动态时可编辑、
封装数据的连接。外形编辑器用来创建和编辑外形资料。封装编辑器用来创建和
编辑封装资料。
非相关模式
当使用此模式时,零件号码、外形名称和封装名称的资料将使用同一个文件
名保存。其中没有不同零件数据的内部相互连接。 这种模式将会阻止用户同时 在不同的零件中修改外形数据和封装数据。这种模式与Fuji 以前的主系统MCS
Toolbar (工具栏)
菜单栏下方是工具栏。按鼠标左键工具栏上的按钮可完成一些常用的命令。
Icon bar (图标栏)
工具栏下方,屏幕左侧是图标栏。图标栏分为数组,按鼠标左键灰色钮上的
组名称可打开各个组。按鼠标左键图标栏中的某一选项可以改变显示或打开程 序。在[Macros]组中,可以添加新的宏快捷按钮。在[Shortcuts]组中,还可以 添加Fuji Flexa之外的应用程序的快捷方式。
移动、增加、删除任务。在视图中,按鼠标左键两次某任务可打开该任务。
Part Library (零件库)
FUJI贴片机培训资料
FUJI贴片机培训资料FUJI贴片机是一种高精度的机械设备,用于在电路板上自动贴放电阻、电容、芯片等电子元件。
为了确保操作人员的安全和设备的稳定性,需要进行专业的培训。
以下是FUJI贴片机培训的一些重要资料:1、安全操作规程在操作FUJI贴片机之前,必须了解并遵守安全操作规程。
例如,必须佩戴安全眼镜、手套、穿防护鞋等。
此外,操作人员必须熟悉紧急停机按钮的位置和使用方法,以应对任何意外情况。
2、设备结构与原理了解FUJI贴片机的结构和工作原理对于操作人员非常重要。
操作人员需要了解设备的各个部件及其功能,以及机器的运行机制。
3、操作流程和注意事项操作人员需要学习如何正确地启动和停止机器,以及如何处理各种故障和异常情况。
在操作过程中,需要注意机器的各项参数,如位置、速度、气压等。
此外,操作人员需要了解各种元件的特点和贴放技巧,以确保电路板的质量和稳定性。
4、维护和保养为了保证FUJI贴片机的正常运行和使用寿命,需要进行定期的维护和保养。
操作人员需要学习如何正确地清洁机器、更换部件和调整参数等。
5、质量意识和质量控制操作人员需要了解质量意识和质量控制的基本知识,以确保机器贴放的元件符合要求。
操作人员需要学习如何检查机器贴放的位置、角度和精度,以及如何处理不合格的电路板。
总之,FUJI贴片机培训对于操作人员的安全和设备的稳定性非常重要。
操作人员需要全面了解机器的结构、原理、操作流程、维护保养、质量意识等方面,才能正确地使用和维护机器。
雅马哈贴片机培训资料全雅马哈贴片机培训资料大全在现代工业生产中,贴片机是不可或缺的设备之一。
它能够高效地将各种电子元件贴装到电路板上,为电子产品提供稳定、可靠的制造工艺。
而雅马哈贴片机作为行业内的知名品牌,拥有广泛的应用和市场份额。
为了帮助读者更好地了解和掌握雅马哈贴片机,本文将详细介绍其种类、特点、应用领域以及培训资料,以便读者能够全面了解该设备的技术和应用。
雅马哈贴片机是日本雅马哈公司研发和生产的一款精密贴装设备,主要用于电子元件的贴装。
FUJI贴片机软件FLEXA基础讲义

相似。当这种模式处于激活状态时,只有一个组件被用来创建和编辑零件资料。
在安装过程中,需要确定使用的模式。在Fuji Flexa 中的预设模式为相关模式。
,按鼠标左键 。在弹出的对话 这可以在用户服务器计算机进行修改。按鼠标左键[Start]后,顺序选择
[Programs] [Fuji Flexa]
[FlexaServer Setup]
键减号,减号会变为加号,信息被隐藏。从菜单栏的[View]菜单中,通过选择 [Job
Information],可以决定显示或是隐藏任务信息栏。窗口显示任务信息栏中选择 的资料。可以同时打开多个资料窗口。
1-5 Part Data
在Director窗口,依次选择[Tools] [ Part Number Editor…]或直接双击 任何一项Part number资料,就可以进入Part edit窗口。零件资料由零件编辑器 (Part Editor)创建和编辑。当零件资料使用相关模式时,零件资料将由零件 号码编辑器,外形编辑器和封装编辑器来创建和编辑。此外,零件模板是由模板 编辑器来创建和编辑的。零件数据也可以通过导入数据或者使用新零件向导来手 工创建。本手册主要介绍相关模式零件资料的制作。
目录
第一章 Fuji Flexa软体构造及概论
1-1 Direct框架 1-2 视图 1-3 视图模式 1-4 JOB Builder 1-5 Part Data 1-6 Mark Editor
第二章 程式创建基本流程
第三章 导入Centroid Cad创建程式
3-1 手动创建一个程式(JOB) 3-2. 输入Centroid CAD 数据 3-3. 导入BOM文件 3-4 导入或创建程式中需要的零件资料 3-5. 在 JOB 中导入或制作定位点数据(Mark) 3-6. 给 JOB 增加一条生产线 3-7. 输入机器配置(configuration)处理(process)数据 3-8. Job 尺寸的设定 3-9. 分配基准定位点到机器上 3-10. 平衡生产线 3-11. 优化顺序brary (外形库(仅对相关模式有效))
贴片工艺培训
7、頻閃燈電源 供應頻閃燈的電源。
1、设备外观图介绍
8、中型不元件排出盒 9、小型不良元件排出盒 NG元件排放到此處,可裝卸。 10、搬運軌道 搬運電路板 11、電路板升降臺 裝卸時支撐電路板 12、定位相機 讀取基準定位點等 13、固定料站平臺 裝載料帶供料器的固定平臺。
2、设备架构
元件貼裝系統 貼裝工作頭貼裝工作頭是由Z、Q、R 軸的伺服馬達,12 個吸嘴,定位相 機,元件相機所構成。 影像處理系統 定位相機讀取生産電路板上的基準定位點,並進行貼裝位置補正的照相機 。元件相機識別被吸取在吸嘴上的元件的形狀和尺寸的照相機。本機器上裝載1 台CCD 照相機。
1. 吸嘴下降至置件位置 2. 置件平台到達正確位置承接 3. 關閉真空閥門 4. 真空破壞
• • • •
12st:10st最終置件角度還原 13st:3st預轉角度還原 14st:置件工作頭A位置檢知 15st:置件工作頭方向檢知 確認12st/13st是否完成角度還原動作
5、20个工作站功能介绍
Nozzle Holder Helical Gear
1070~2670 2030(最低點)
1330~2530 750~2990
一、凸輪箱(CAM BOX)簡介
一、凸輪箱(CAM BOX)簡介
1、平板凸輪 SPRING:1st、waste tape cutter 12st、fine-theta reverse clutch up/down CYLINDER:1st、nozzle up/down【valve change】 1st、feeder tape advance 3st、pre-theta clutch up/down 10st、fine-theta nozzle up/down 【5st、positioning】 11st、nozzle up/down 【valve change】 13st、pre-theta reverse clutch up/down 18st、nozzle change
fujiflexa 培训手册
Fujiflexa培训手册一.程序的制作(从文本文件转入*.txt)二.先打开fuijflexa director菜单,进入到director窗口,再进入job building窗口,新建一个程序名字和版本号。
三.在job building窗口中从tool菜单里找到options菜单,单击该选项进入窗口,选择origin 菜单,然后根据所给数据的原点来定义程序的坐标原点,定义好后单击OK退出。
四.在job building 窗口中从file菜单选择import菜单再进入下一级菜单,选择菜单job菜单再进入下一级菜单,选择centroid CAD data菜单,然后单击该菜单项(会询问delete the current job?回答yes.),进入到centroid CAD导入窗口,选择需要导入的文本文件,然后在单击edit按钮,进入CAD import setting wizard窗口,1.单击options按钮,进入CAD data format窗口(如果同时导入top和bottom,在specify side前的方框里打钩,然后分别在top和bottom的后面填上区分的字符),选择好后单击Ok按钮退出。
2.单击set units按钮,进入CAD data units窗口,在coordinate data format 框里coordinate units选择单位mm,再在multipler选择1;在angle data format框里angle units 选择单位degrees,再在multipler选择1,然后单击Ok按钮退出。
3.在CAD data format框里选择delimited fields,如果在坐标文件中包括mark点坐标,在include fiducial sequence data block前的方框中打钩,然后按next按钮,进入下一窗口。
4.进入part sequence窗口后,在field delimiter框里选择TABS,在start line 里选择line 选项并填上贴片元件的开始行(例:3),然后在end line 里选择end file line, 然后按next按钮,进入下一窗口。
FUJI贴片机培训资料

一、设备简介
一、设备简介
CNC绕线机是一种精密的机械设备,它广泛应用于电子、电机、电器等行业的 线圈制作过程中。该设备能够通过计算机数控系统精确控制线圈的形状、大小和 结构,从而满足各种产品的需求。
二、设备组成
二、设备组成
CNC绕线机主要由以下几个部分组成: 1、主机:包括基座、转动轴、夹具等,是绕线机的主体部分。
5、遵守其他相关的安全规定。
五、常见问题及解决方法
五、常见问题及解决方法
1、设备无法启动:检查电源连接是否正常,检查控制系统是否正常。 2、设备运行过程中出现异常噪音:可能是机械部件松动或损坏,应立即停机 检查。
五、常见问题及解决方法
3、线圈形状不正确:可能是夹具或转动轴的问题,也可能是参数设定错误, 应进行检查和调整。
五、常见问题及解决方法
4、线圈张力不合适:可能是张力调节器的问题,应进行检查和调整。 5、编码器故障:可能是伺服系统的问题,应进行检查和维修。
谢谢观看
7、保养:定期对设备进行保养, 以保证设备的正常运行。
四、安全注意事项
1、操作员必须经过培训合格后 才能操作该设备。
2、在设备运行过程中,禁止将 手伸入设备内部。
2、在设备运行过程中,禁止将手伸入设备内部。
3、如果设备出现故障或异常情况,应立即停机并报告维修人员。
4、保持设备及周围环境的清洁 和整洁。
14、根据需要组织教师外出参观学习。(根据外出机会而定)
(一)加强理论学习,提高教师理论水平。
15、继续发挥环境育人的功能通过环境创设评比促进班级环境创设水平的提 高。(两周一次)
(一)加强理论学习,提高教师理论水平。
16、根据本班幼儿的实际情况制定班规,树立良好班风培养孩子良好的学习、 生活习惯。(9月第一周各班根据本班幼儿的实际情况1、每位教师要认真完成继续教育培训任务。学时必须符合上级要求。 12、发挥名教师、骨干教师的示范辐射作用,开展结对子活动为青年教师搭 建平台开展业务培训。(结对子人员安排9月下旬公布)
富士贴片机编程指导书

前、后面操作切换暂停/停止运转准备这个键只有当机器开机的时候,电源开关打开,还需要按一下这个键才能接入电源想要中途暂停或停止,可以按下这个键机器操作程式编辑前,先让我们来简单的了解下各按件,及其功能;熟悉一下各菜单栏内都有哪些指令。
急停按钮启动遇到紧急情况下,第一时间按下它电源接入也就是所谓的开始,不管发出什么指令,都需要按下这个键来开始也就是所谓的复位当机器报警过,或被其他干扰过,需要按下这个键来复位设备两面都可以操作,通过这个开关可以,切换或固定操作面操作面按键的介绍自动程序维修保养A维修保养B维修保养C首先在主菜单栏中选择“程序”,点击进入子菜单栏,点击“选择编辑程序”进入画面后点击“新建”,跳出对话框“是否可以新建文档”,点击“是”,对话框消失,此时点击页面右下角“返回”,关闭画面,回到主页然后继续选择子菜单栏中“编辑”,进入后点击“电路板”,进行PCB 板尺寸的编辑,这里面的参数,我们只要对“电路板尺寸X ”、“电路板尺寸Y ”、“电路板的厚度”这三个参数进行更改,其他不变。
①②①③②往下划到底,“电路板的厚度”在倒数第二行程式编辑原点纵向,也就是所谓的宽横向,也就是所谓的长(手工测量方法)XY然后跳出一个对话框,输入此时所做PCB的文件名,好了之后点“保存”,关闭对话框,之后再点击此页面右下方“返回”,返回主页面。
回到主页面,选择“机器操作”,进入子菜单栏,继续点击“变更搬运轨道宽度”。
进入到操作界面内,此时页面上按键成灰色,需要按一下操作面板上“运转准备”按照手工测量方法分别量出三个的尺寸,对号输入即可。
好了之后点击此页面下方“保存”。
②①③①②此时“运转准备”按键由跳灯变为绿灯常亮,屏幕页面上按键由灰色变为黑色,现在点击屏幕右上方“开始调整”跳出对话框,按照提示,按下操作面板上“启动”按钮,设备开始运转,轨道宽度在变化完成之后,设备停止运转,此时点击“OK ”,对话框消失,这是取一块PCB板放入机器内,试一下轨道宽度,是否合适,试完后,确定好进板方向,PCB 板直接放在轨道上,然后点击屏幕右下方“返回”回到主界面,继续点击“搬运轨道的操作”①③②进入到操作界面,点击“取入新电路板”跳出对话框,按照提示,按下操作面板上“启动”按钮,这时PCB 板被载入机器内,再点击右下方“返回”退出该页面回到主界面,继续点击“程序”,选择“编辑”进入后,继续点击“顺序”,开始马克点的编辑。
SMT贴片实操设备使用培训教材
FUJI FUJI NXT
22
飞达PITCH设定(1 飞达PITCH设定(1)
装料完成后,按照以下方法对第一个元件调整至吸取位置 1.根据料带的具体情况设定相应的送料间距开关
FUJI FUJI NXT
23
飞达PITCH设定(2 飞达PITCH设定(2)
FUJI FUJI NXT
2.按下前进按钮,是元件料带前进。 3.牧师第一个元件,到接近吸取点时放开按钮,停止元件料带前进。元件料带 送过头时,请按下后退按钮使其返回。
24
飞达PITCH设定(3 飞达PITCH设定(3)
4.然后按下原点调整按钮,使元件料带前进。牧师第1个元件,在满足下面条 件的地点停止元件料带。 备注:如果连续按住远点调整按钮0.5秒以上,就会以连续运转模式使元件料 带前进。 『1』第1个元件露出料带导盖的开口部,或者在开后前不远处。 『2』如果是W12至W56机型,则需要在满足条件1)的前提下,使料带上的 凹槽中心处于划线位置上。
目 录
SMT 贴片实操设备使用
NXT培训课题 培训课题 NXT的主要构成部分 各部件的功能简介 操作面板 操作画面 错误的显示画面 手动指令模式的画面 可以执行的手动指令 开始生产 停止生产 NXT开机操作步骤 拉出模组 飞达使用 页码 1 2-3 4 5 6 7 8 9 10 11-12 13-16 17-28
备注)如果生产准备还没有齐全,在校正后显示换线向导。
9
停止生产
CYCLE STOP与STOP 的区别
按照机器的动作周期是生产暂时停止 1.请按下CYCLE STOP.按机器的动作周期停止生产动作。
FUJI FUJI NXT
1
电路板送出后,是机器停止(一块生产停止) 1.在生产中请按下STOP按钮。机器继续运转直到完成模组内的电 路板的生产。此时,在操作画面的状态区域内显示“STOP) 的示意图。
富士X系贴片机培训教材

[ 传送 ]、[ 生产 ] 的顺序变化。 3. 显示出使用的模式后,按下 [ 返回 ] 键,返回 [ 主画面 ]。
触摸屏的阅读及使 用方法
操作者可以使用机 器前面的触摸屏对机器 进行操作。在触摸屏上 显示的各种画面上显示 出一系列的操作指令键, 触摸指令键后显示出更 进一层的指令,相关的 指令以群组的形式显示。
用语集
Board ( 子电路板 )组成一块电路板的数个相同电路中的每一块称为子电路板,各个子电路板作为 1 块电路板进行生产后分 割成子电路板。
补件模式
对于发生类似元件吸取错误和影像处理错误的元件错误时,可以设定补件模式。对于元件错误的补件模式有三种:「自动补件」、「错误 停止」、「错误通过」,用户可以设定采用何种模式。 自动补件: 如果发生元件吸取错误或是元件影像处理错误,机器根据 「最大补件次数」所设定的次数自动地进行补件。 错误停止: 如果发生吸取错误或是影像处理错误,机器停止生产。 错误通过: 即使发生吸取错误或是影像处理错误,也不进行补件动作而进入下一道顺 序。 操作步骤
警告:
运转·操作前请记住 [ 紧急停止 ] 按钮的位置 *请事先记住 [ 紧急停止 ] 按钮的位置,以便在紧急情况下能迅速按下。 操作开始前请确认安全功能 *开始操作前,请确认 [ 紧急停止 ] 按钮、防护罩安全开关等安全功能的动作。 请不要拆除安全开关 *请不要拆除安全开关,导致其安全功能失效。 *安全开关失效时,因他人的误操作而按下 [ 启动 ] 按钮时,有可能被卷入机器。 同时有 2 人以上操作时,请确认机器内部是否有人 *与其他人协同操作时,请在确认没有其他人进入机器内部之后再操作机器。如果一个人正在接触机器而另一个人运转机 器,有可能引起机器和人接触而受伤。
SMT贴片机FUJI CP7 高级培训教材
___________________________________________________________
___________________________________________________________
第 2 站: 大零件吸件成败 检知:
" 笔 记 : _________________________________________________
___________________________________________________________ ___________________________________________________________ _________________________________________ 预转:为减小由于惯性所
4. 动手操作机器时,身体不要接触机器的可动部分。
5. 机器外罩、安全门处于敞开的状态下,请勿运转机器。
6. 在运转和操作机器之前请记住紧急停止开关的位置。
7. 在运转和操作机器之前请确认安全功能是否有效。
8. 不可以拆除机器上任何安全保护装置。
9. 即使在停止状态,也要确认安全后再接触机器。
10. 在通电的情况下,严禁直接将插头拔下或是插上。
第 10 站: 初始角度还原 :RQ 马达将置件工作头还原至初始位置,为吸嘴切换做准 备。当到达初始位置时,可被吸嘴离合器初始位置感应器(Nozzle origin) 感 知。 吸嘴原点位置检测:初始角度还原确认 离合器啮合检查:啮合检查传感 器(Meshing check)检查离合器是否正 常啮合
FUJI贴片机培训资料PPT课件

9.为了防止突然启动造成事故,维修之前请卸掉空气供给源的管子,排放出 内部的空气后再进行维修。
10.为了防止人身伤害,进行修理、调整、更换零件的作业后,请一定确认螺 丝、螺母是否拧紧。
11.拔掉电源时,请手拿插头,不要拿电线拔。
12.机器运转常、故障或停电时,请立即关掉电源。 2.机器抬起或移动时,请注意不要让机器翻倒或倒下。 3.为了避免机器在工作中移动发生事故,请把脚轮固定锁紧。 4.设备应水平放置。 5.为了防止触电、漏电、火灾事故,机器工作中请不要对电缆施加力量。 6.为了防止因不熟练造成的事故,请由熟悉机器的维修人员来修理、调整机器。 另外更换备件时,请使用本公司的标准零件。 7.为了防止因不熟练导致的事故或触电事故,有关电气方面的修理、保养(包 括接线)请由电气专门技术人员或委托本公司来修 理。 8.为了防止错误动作造成事故,请不要使用电源超过220V±10%的电压。 5 9.为了防止错误动作造成事故,请不要使用气源超过0.5±0.05MPa 的压缩空气。 10.为了防止电器零件的损坏造成的事故,从寒冷的地方移动到温暖的地方时, 容易发生结霜,请在水滴完全干燥后再打开电源。 11.为了防止电气零件的损坏造成的事故,打雷时请停止使用机器,并拔掉电 源插头。 12.为了防止触电事故,请不要在卸掉地线的情况下运转机器。 13.机器在运动中绝对禁止拆放供料器,否则会造成机器头部零件撞坏的危险。
一般,转塔上安装有十几到二十几个贴片头,每个贴片头上安装 2~4个真空吸嘴(较早机型)至5~6个真空吸嘴(现在机型)。由于转塔的 特点,将动作细微化,选换吸嘴、送料器移动到位、取元件、元件识 别、角度调整、工作台移动(包含位置调整)、贴放元件等动作都可以 在同一时间周期内完成,所以实现真正意义上的高速度。目前最快的 时间周期达到0.08~0.10秒钟一片元件。 这类机型的缺点在于:
FUJI贴片机操作指引new
A JOB名
图1
模组面盖的LED灯的不同颜色的含义:
红色——该位置需上料但没有上或上了物料但没有确认;(红色闪烁)物料用尽或物料无法吸起。
绿色——该位置已经确认过(FEEDER型号及步距设置正确)。
Sub2 Sub1
表示当前需要更换的物料
的物料编号
表示当前需要更换的物料
的料盘号红色表示当盘物料已用尽绿色表示当前选中的料盘
TRAY的缺口方向朝左上方
用磁铁固定TRAY的两边
的两边
Sub1Sub2
表示当前所补的料是第1行绿色箭头表示吸料的顺序
表示当前所补的料是第1列
绿色表示当前选中的料盘红色表示当盘物料已用尽
绿色箭头表示吸料的顺序
表示当前所补的料是第3列
④
②③
①
Mark点
,原则上塑料带需从前端位置绕过,但如果因静电或封装问题造成的侧立、反面、。
XPF贴片机操作指导书

XPF贴片机操作指导书1. 目的文件讲述了FUJI XPF贴片机的基本使用方法和操作指导,工程部和生产部必须按照此文件,以获得高品质的零件贴装。
2.范围本文件适用用于公司所有的 XPF贴片机。
3.权责3.1 生产部负责按该文件的内容来执行。
3.2 工程部负责维护、监督生产部正确操作。
4. 定义无5.内容5.1开机程序打开控制计算机(FUJICAM PC)并连接电缆到机器。
在FUJICAM PC故障或不使用时,可直接连接进行(5.1.1)5.1.1在机身前右下方顺时针旋转交流输入开关90°,将电源开关置“┃”位置。
5.1.2按压“SYSTEM ON”按钮开机。
5.1.3等待机器激活,此过程约几分钟直到显示LOG ON窗口,并显示初始化完成。
5.1.4利用显示的键盘输入操作员名及密码,按LOG ON进入主画面。
5.1.5释放所有紧急按钮,关闭防护门,检查机器活动区域无异物。
5.1.6按压“READY ON”按钮,机器伺服系统可以工作。
5.2 产前准备(此部分由生产部负责)5.2.1技术员根据生产部门提供的生产型号,在主屏按[PRODUCTION],然后按[SELECTPROGRAM]显示机器程序,选择对应程序,按[DOWN LOAD]调出程序。
5.2.2核对程序的送料器排位设置无误。
在主屏按[PLOGRAM],然后按[EDITOR]编辑机器程序,选择[FEEDER SETUP]调出程序送料器排位,用MI核对程序的送料器排位设置无误。
5.2.3检查送料器安装无误。
要求送料器类型正确,物料安装正确到位,送料器安装到MFU上正确到位。
5.2.4核对程序的吸嘴设置无误,在主屏按[PROGRAM],然后按[EDITOR]编辑机器程序,选择[MOZZLE]调出程序吸嘴排位,核对程序的吸嘴设置无空缺及无不合用。
5.2.5 设置机器的吸嘴及吸嘴中心测定。
5.2.5.1回到主屏按[NOZZLE EXCHANGE SIDE1]或[NOZZLE EXCHANGE SIDE2],[START],机器贴装头移动到机器前边或后边,根据吸嘴排位要求更换吸嘴,在主屏按[PRODUCTION],然后按[NOZZLE EDITOR],再按[SET ALL PROGRAM NOZZLES]设置机器的吸嘴。
Fuji贴片机nxt3操作

Fuji贴片机nxt3操作此操作大纲将介绍Fuji贴片机nxt3的主要步骤和相关信息。
准备工作检查设备是否处于正常工作状态,并确保所有配件和工具齐全。
确定贴片任务的要求和参数设置。
加载元件将元件正确放置在元件盘中,注意避免受到静电干扰。
确保元件盘与机器对齐,并按照说明进行固定。
设置程序打开nxt3控制面板,选择所需的操作程序。
根据贴片任务的要求,进行程序参数的设置和调整。
开始贴片将待贴片的PCB板正确放置在贴片机上。
点击开始按钮,贴片机开始自动贴片。
质量检查在贴片完成后,进行视觉检查和质量控制。
如有错误或不良贴片,及时处理并调整参数。
完成工作将已贴片的PCB板取出,并进行必要的标记和记录。
清理和维护贴片机,确保设备处于良好状态。
在操作过程中,请遵循安全操作规程,避免造成人身伤害或设备损坏。
请仔细阅读Fuji贴片机nxt3的操作手册,以了解更多详细信息和特殊要求。
如遇到问题或疑惑,请及时寻求专业人士的帮助和支持。
在操作Fuji贴片机nxt3之前,需要进行一些准备工作。
这包括检查机器是否正常运行,确认所需的零件和材料已经准备好,以及校准机器的相关设置。
确保所有安全措施已经采取,并准备好任何必要的文档或工具。
在操作Fuji贴片机nxt3之前,需要将需要贴片的零件加载到机器的供料器中。
确保零件正确放置,并按照机器的操作手册或指导进行操作。
确认零件的数量和顺序与工作要求相符。
在操作Fuji贴片机nxt3之前,需要根据工作要求设置适当的贴片参数。
这可能包括贴片速度、贴片力度、贴片位置等。
根据工作要求进行相应的调整,并确保设置正确。
步骤四:开始贴片一切准备就绪后,可以开始实际的贴片操作。
按下开始按钮,让机器开始自动贴片。
确保观察贴片过程中是否有任何异常情况,如零件偏移、错误贴片等。
如果发现异常情况,尽快停止贴片,并进行必要的调整和修正。
贴片完成后,需要进行质量检查以确保贴片质量符合要求。
检查贴片的准确性、精度和连接是否牢固。
FUJI 贴片机编程培训教材

2
3 在嵌板工具栏内选择歩进和反复选 项(PCB单板数据复制) 4
1.反复(拼板):电 路板连板数(例如: 4×4) 2.间隔(间距X/Y): 参照YAMAHA基板位移 信息坐标进行设定 3.展开方法:选择机 器贴片路径顺序。 4.设置完成,点击确 定。
19 of
53
6.1 拼板设定
拼板数据自动生成(在窗口内可以看 到每块拼板的数据),点击关闭,完 成拼板制作。 *当拼板数据有偏差时,需使用复制 子电路板方式对其依次输入(参照 YAMAHA拼板位移坐标进行设定)
2
3 4 5
5
3.1导入CAD
1
在菜单栏中鼠标点击 文件---选择导入--2 3 4
到job---然后选择 “Centroid数据”
6
3.1导入CAD
1
2
鼠标点击CAD文件名右侧参照链接口
在电脑桌面找到YAMAHA离线编程 导出的csv文件,点击打开即可自动 进入链接状态。
7
3.2 CAD导入设定名
15 of
53
4.4 CAD数据导入执行
状态显示: CAD导入 正常结束
开始导入CAD坐标,鼠标点击确 定,调整元件原点自动执行。
CAD导入正常结束,点击关闭即 可跳入下个编程界面。
16 of
53
5.1 基板长宽厚设定
PCB板长/宽/厚度
编 辑 功 能 区
在编辑功能区选择 Generar(PCB板尺寸)--Panel Information(PCB 板相关数据设定
22 of
53
7.3 基板标记设定
1
进入MARK设置画面后, 点击定位点类型 “Fiduciai Mark”---在 定位点名栏内输入基准点 名称(如:mark1)---鼠 标点击创建,完成MARK 点新建。
FUJI贴片机软件FLEXA基础讲义
Transmission Control (传输控制)
该视图模式在上层窗格中显示保存在局部和全局目录中的任务。在下层窗格 中显示生产线以及被选择机器的生产程序。在该视图处于启动态时,可察看工厂 中某一机器的生产程序,并经拖放操作下达任务。仅当激活该视图时才能删除有
器在基板上发现该定位点后就跳过那块子板(即不在那块子板上置件)。对于那 些在指定位置无跳过定位点的子板则置件。跳过定位点有两类:
基板(Panel):这类跳过定位点作为主跳过定位点。尽管某块子板是否被跳过 取决于跳过定位点是否存在,但在实际生产环境中这个情形是不常见的。由于在 生产中跳过某块子板的情形很少见,利用主跳过定位点可减少拼版上每块子板的 跳过定位点检测所需的时间。主跳过定位点被定义为基板上的一个跳过定位点, 如指定了主跳过定位点幷被机器检测到,该机器将对拼版上的每一块子板检测跳 过定位点幷跳过有定位点的子板。如未检测到主跳过定位点,则机器不检测每块 板的跳过定位点而直接置件,从而消除了检测跳过定位点所耗费的时间。
Job Builder,Part Editor(零件编辑器),Part Number Editor*(零件号码
编辑器),Shape Editor*(外形编辑器),Package Editor*(封装编辑器),Part
Template Editor(零件模板编辑器),Mark Editor(定位点编辑器),Line
框中的[User Server]选项卡中的“Systems Settings”部分,选择[Display part data in relational mode](以相关模式显示零件资料)。
1-6 Mark Editor
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
富士机
富士机主要动作机构
பைடு நூலகம்
轨道 Table 贴片头 元件相机 供料器
安全标识
机器的紧急停止 · 按下机器上的任何一个[ 紧急停止] 按钮。 选择[ 紧急停止] 按钮,切断伺服系统的动力电 源,机器立即停止运转。[ 紧急 停止] 按钮是锁定式的,解除时请顺时针方向旋 转。 · 要重新开始运转机器时,请首先打开[ 紧急停止] 按钮,按下[ 运转准备] 按 钮。接通动力电源后[ 启动] 按钮闪烁。
维修保养
频闪灯半透镜和棱镜面的清扫 (每周)要点 频闪灯单元被油迹、灰尘沾污后,会成为光量不足、读 取的影像歪斜等原因,容易引起影像处理错误。半透镜 或者棱镜表面的微量污垢,请用清扫器具进行擦拭。 方法操作前请务必切断主电源。 1. 准备清扫器具。 2. 请用安装有清洁纸的刮板擦去粘附在半透镜和棱镜表 面的污垢。
设备安全
发生异常、故障或停电时,请立即关掉电源。 2.机器抬起或移动时,请注意不要让机器翻倒或倒下。 3.为了避免机器在工作中移动发生事故,请把脚轮固定锁紧。 4.设备应水平放置。 5.为了防止触电、漏电、火灾事故,机器工作中请不要对电缆施加力量。 6.为了防止因不熟练造成的事故,请由熟悉机器的维修人员来修理、调整机器。 另外更换备件时,请使用本公司的标准零件。 7.为了防止因不熟练导致的事故或触电事故,有关电气方面的修理、保养(包 括接线)请由电气专门技术人员或委托本公司来修 理。 8.为了防止错误动作造成事故,请不要使用电源超过220V±10%的电压。 5 9.为了防止错误动作造成事故,请不要使用气源超过0.5±0.05MPa 的压缩空气。 10.为了防止电器零件的损坏造成的事故,从寒冷的地方移动到温暖的地方时, 容易发生结霜,请在水滴完全干燥后再打开电源。 11.为了防止电气零件的损坏造成的事故,打雷时请停止使用机器,并拔掉电 源插头。 12.为了防止触电事故,请不要在卸掉地线的情况下运转机器。 13.机器在运动中绝对禁止拆放供料器,否则会造成机器头部零件撞坏的危险。
机器生产操作界面
按下[FUJI] 键后显示出以下的菜单
动作条件的设定
选择生产程序
在[ 主画面] 上选择[ 生产]、[ 读取程序],显示出保存在机器 的硬盘或是软盘上的程 序一览表的〈程序选择〉对话框
机器操作主界面
吸嘴相关的操作
吸嘴相关的操作 更换吸嘴 本机器备有简易更换吸嘴的功能。 手动更换 1. 在[ 主画面] 上选择[ 机器操作]、[ 吸嘴移动到更换位置],显示出 吸嘴更换位置对话 框。 2. 输入更换位置(Stage-Slot), 按下[ 启动] 按钮。将吸嘴头移到吸嘴 更换的位置。请 打开机器的后盖,更换吸嘴。 3. 将贴装头移到更换位置。松开MFU。(固定料站时仅仅移动) 4. 将MFU 从机器上拆下。 5. 用手指将吸嘴向上压,旋转后取下。 6. 装入新的吸嘴,在向上旋转的同时旋转。 7. 将MFU 安装到机器上。
SMT富贴士片机培训资料
安全事项
贴片机设备特点:高速,精密,复杂(机、电、操作) 实际使用贴片机和附属装置的操作人员以及保养、维修人员为了避免发生人身 伤害事故,须注意以下事项: 1.为了防止触电事故,在打开电源的情况下请不要打开电器箱。 2.为了防止人身伤害,请不要在卸掉安全外罩、装置等情况下运转机器。 3.为了防止人身伤害,请不要把头发、衣服等卷进传送带链条中。 4.工作中不要戴手套。 5.为了防止人身伤害,维修时(加油、调整、日常维修)请关掉电源。 6.为了防止人身伤害,请在供电电路上安装漏电断路器。 7.机器运转时,注意手不要碰到驱动部分。 8.为了防止炎症,皮肤皱裂,如果眼睛或身体上沾到润滑油请立即清洗。 9.为了防止突然启动造成事故,维修之前请卸掉空气供给源的管子,排放出 内部的空气后再进行维修。 10.为了防止人身伤害,进行修理、调整、更换零件的作业后,请一定确认螺 丝、螺母是否拧紧。 11.拔掉电源时,请手拿插头,不要拿电线拔。 12.机器运转时,请不要将身体探入机器内。
开机主画面
关机( 不切断电源时) 按下[ 主画面] 的[ 注销] 按钮后,返回到[Logon] 画面。 关机 请按以下步骤结束生产后切断机器的电源。 操作步骤: 1. 选择[ 主画面] 的[ 关机] 键。显示出关机的确认 信息。 2. 选择[OK] 键。机器进入关机步骤。 3. 将电源主开关OFF。 如果长期不对机器接通电源或者进行伺服箱或控 制箱内的调整的话,必须将主电源开关 OFF。
转塔型(Turret)
元件送料器放于一个单坐标移动的料车上,基板(PCB)放于一 个X/Y坐标系统移动的工作台上,贴片头安装在一个转塔上,工作 时,料车将元件送料器移动到取料位置,贴片头上的真空吸料嘴在 取料位置取元件,经转塔转动到贴片位置(与取料位置成180度),在 转动过程中经过对元件位置与方向的调整,将元件贴放于基板上。 这类机型的优势在于: 一般,转塔上安装有十几到二十几个贴片头,每个贴片头上安装 2~4个真空吸嘴(较早机型)至5~6个真空吸嘴(现在机型)。由于转塔的 特点,将动作细微化,选换吸嘴、送料器移动到位、取元件、元件识 别、角度调整、工作台移动(包含位置调整)、贴放元件等动作都可以 在同一时间周期内完成,所以实现真正意义上的高速度。目前最快的 时间周期达到0.08~0.10秒钟一片元件。 这类机型的缺点在于: 贴装元件类型的限制,并且价格昂贵。
富士机加润滑油
保养---加油
保养---加油
保养---加油
保养---加油
保养---加油
富士机感应器
图片
富士机操作机构
按钮 电源开关 程序输入接口 服务器电脑
富士机操作步骤
操作界面 生产程序的组成 参数的设置
机器的启动和关机
机器的启动和[ 主画面] 的显示 尽管本章的所有说明基本都是从[ 主画面] 开始的,但是此画面并不是机器 启动后自动显 示的画面。请按照下面的步骤启动机器,使其显示[ 主画面]。 操作步骤 1. 启动与机器相连接的监控电脑。 2. 把机器上的电源总开关置于”ON”的位置。 3. 按下[ 接通控制电源] 按钮后启动机器。机器启动后,此时显示[Logon] 画面。 4. 选择[Operator] ( 操作者名) 或者[Password] ( 密码) 的输入框后显示出键 盘。 5. 用画面上显示的键盘上输入[Operator]( 操作者名) 和[Password]( 密码), 选择 [Logon] 键进行注册
富士机主体
富士机主体
维修保养
4.1 吸嘴内部的清扫 (每周)要点 吸嘴用真空来吸取元件。因此,当大气中的灰尘和粘结剂等 微小颗粒会比较容易地吸附在吸嘴内部,造成吸嘴堵塞的原 因。当吸嘴堵塞时,会引起吸取元件的吸取率下降,所以当 发现异常时或者定期地进行吸嘴内 部的清扫。方法请使用适当尺寸的捅针,排除吸嘴内的异物。 请用蘸过酒精的布擦拭吸嘴的前端进行清扫。
SMT工艺流程
Screen Printer
Mount
Reflow
贴片机的介绍
拱架型(Gantry) 元件送料器、基板(PCB)是固定的,贴片头(安装多个真 空吸料嘴)在 送料器与基板之间来回移动,将元件从送料器取出,经 过对元件位置与 方向的调整,然后贴放于基板上。由于贴片头是安装于 拱架型的X/Y坐 标移动横梁上,所以得名。
吸嘴相关的操作
拱架型
这类机型的优势在于: 系统结构简单,可实现高精度,适于各种大小、形 状的元件,甚 至异型元件,送料器有带状、管状、托盘形式。适于 中小批量生产, 也可多台机组合用于大批量生产。
这类机型的缺点在于: 贴片头来回移动的距离长,所以速度受到限制。
拱架型
对元件位置与方向的调整方法: 1)、机械对中调整位置、吸嘴旋转调整方向,这种方法能达到 的精 度有限,较晚的机型已再不采用。 2)、激光识别、X/Y坐标系统调整位置、吸嘴旋转调整方向, 这种方法可实现飞行过程中的识别,但不能用于球栅列陈元件 BGA。 3)、相机识别、X/Y坐标系统调整位置、吸嘴旋转调整方向, 一般相机固定,贴片头飞行划过相机上空,进行成像识别,比 激光识别耽误一点时间,但可识别任何元件,也有实现飞行过 程中的识别的相机识别系统,机械结构方面有其它牺牲。