S7-200温度控制
基于s7-200 PLC的温度控制系统设计毕业设计

1绪论 (1)2 系统的介绍 (3)2.1系统的描述 (3)2.2系统的功能 (3)2.3 系统的流程图 (4)3 硬件设计 (5)3.1 温度变送器 (5)3.3PLC的简介 (10)3.3.1 PLC主机的选型 (10)3.3.2 PLC的输入和输出模块的选型 (11)3.4 PID (12)3.4.1 PID在PLC中的回路指令 (14)3.4.2 回路输入输出变量的数值转换方法 (15)3.4.3 实数归一化处理 (15)3.4.4 PID参数整定 (15)3.5可控硅 (16)4 软件设计 (17)4.1软件的设计 (17)4.2 程序的编写 (18)致谢 (23)参考文献 (24)附录1 (25)附录2 (28)1外文文献 (28)摘要随着科学技术不断进步和社会飞速发展,热水器成为人民日常生活息息相关的电器产品;。
设计方法也开始多种多样,从而使全自动热水机显得更加智能化。
可编程控制器(PLC)以微处理器为核心,普遍采用依据继电接触器控制系统电气原理图编制的梯形图语言进行程序设计,编程容易,功能扩展方便,修改灵活而且结构简单,抗干扰能力强。
S7-200系列可编程控制器指令丰富,可以接各种输出、输入扩充设备,有丰富的特殊扩设备,其中的模拟输入设备和通信设备更是符合全自动洗衣机控制系统的要求与特点。
本设计选择S7-200为核心部件,着重进行硬件接口设计,利用梯形图和指令表进行编程,实现了水的加热控制系统的自动化。
在整个设计程序以及程序结束的处理操作过程中,更快捷。
总之,整体梯形图的设计简练,有很强的可读性及操作性。
关键字:PLC、继电接触器、可编程控制器、自动化ModelAlong with the constant progress of science and technology and the social rapid development, the water heater become People's Daily life is closely linkedElectrical products; . Design method are also beginning to varied, so that the automatic hot water machine appear more intelligent. Programmable controller (PLC) in the microprocessor as the core, the widely used electrical principle diagram based on relay contactor control system establishment of ladder diagram programming language, programming easy, convenient function extension and modification flexible and simple structure, strong anti-jamming capability.S7-200 series programmable controller instruction is rich, can meet various output and input expansion equipment, has a lot of special equipment, and the analog input equipment and communication equipment is in accordance with the requirements and features of fully automatic washing machine control system.This design choose S7-200 as the core part, emphatically carries on the hardware interface design and programming using ladder diagram and instruction list, automate the water heating control system. Throughout the design process, in the process of the processing operations by the end of the program and more quickly. In a word, the whole ladder diagram design concise, has the very strong readability and operability.Key words: PLC, relay contactor, PLC, automation1绪论温度及湿度的测量和控制对人类日常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。
S7-200中的PID控制(温度控制举例)

Slide 12
1
PID温度控制示例-实现过程
通过PID向导配置PID回路 PID相关指令及回路表 通过文本显示向导配置TD200C显示屏 编写程序
Slide 13
1
实现过程-通过PID向导配置PID回路
步骤
1 进入PID配置向导
2选择要配置的PID回路
Slide 6
6
PID温度控制示例
提纲
PID控制理论简介 PID温度控制示例
工作原理 任务目标 实现过程
Slide 7
7
S7-200 PID 温度控制
PID温度控制示例
工作原理 任务目标 实现过程
Slide 8
8
PID温度控制示例-工作原理
PID温度控制系统是一个闭环系统,由 PLC的输出控制加热器对热电阻的加热 程度.
1. 选择一个未使用的V存储区来存放模块的配置信息,可 以点击“建议地址”按钮,让系统来选定一个合适的存 储区。这里PID回路存储区的首地址为VB400。
2. 点击“下一步”按钮。
Slide 20
2
配置PID回路-步骤7:指定子程序和中断程序
1. 为向导子程序和中断程序命名。 2. 点击“下一步”按钮。
相关指令
通过向导完成对PID回路的 配置后回生成子程序 “PIDx_INIT”。
Slide 24
2
PID相关指令及回路表- PIDx_INIT指令
PIDx_INIT 指令根据在PID向导中设 置的输入和输出执行 PID 功能。 每次扫描均调用该指令。
PIDx_INIT 指令的输入和输出取决 于在PID 向导中所作的选择。例 如,如果选择“增加PID手动控制 ”功能则在指令中将显示 Auto_Manual(自动/手动切换)和 ManualOutput(手动模式下的输出 值)输入,如果在 PID 向导的“ 回路报警选项”屏幕中选择“使 能低限报警(PV)”,则在指令 中将显示LowAlarm(低限报警) 输出。
PLCS7_200温度控制系统方案

纺织职业技术学院毕业设计(论文)基于PLCS7-200温度控制系统毕业设计肖志敏班级电气1012班专业电气自动化技术所在系机电工程系指导老师靖文完成时间2012年12月17日至2013年6月16日基于PLCS7-200温度控制系统毕业设计摘要温度是工业生产中常见的工艺参数之一,任何物理变化和化学反应过程都与温度密切相关。
在科学研究和生产实践的诸多领域中, 温度控制占有着极为重要的地位, 特别是在冶金、化工、建材、食品、机械、石油等工业中,具有举足轻重的作用。
对于不同生产情况和工艺要求下的温度控制,所采用的加热方式,燃料,控制方案也有所不同。
例如冶金、机械、食品、化工等各类工业生产中广泛使用的各种加热炉、热处理炉、反应炉等;燃料有煤气、天然气、油、电等。
温度控制系统的工艺过程复杂多变,具有不确定性,因此对系统要求更为先进的控制技术和控制理论。
可编程控制器(PLC)可编程控制器是一种工业控制计算机,是继承计算机、自动控制技术和通信技术为一体的新型自动装置。
它具有抗干扰能力强,价格便宜,可靠性强,编程简单,易学易用等特点,在工业领域中深受工程操作人员的喜欢,因此PLC已在工业控制的各个领域中被广泛地使用。
关键字:温度控制 PLC 新型自动装置AbstractTemperature is the common industrial production process parameter, any physical change and chemical reaction process closely is related with the temperature. In scientific research and production practice of many areas, temperature control occupied an extremely important position, especially in the metallurgical, chemical, building materials, food, machinery, petroleum industry, which play a decisive role role. For different production conditions and technological requirements of temperature control, the way of heating, fuel, control scheme is also different. For example, metallurgy, machinery, food, chemical and other types of industrial production is widely used in all kinds of heating furnace, heat treatment furnace, reactor; fuel gas, natural gas, oil, electricity etc.. Temperature control system of the process is complex and changeable, uncertain, so the system requires more advanced control technique and control theory.Programmable logic controller ( PLC ) programmable controller is a kind of industrial control computer, is the successor of computer, automatic control technology and communication technology as a whole new type of automatic device. It has strong anti-interference ability, low price, high reliability, easy programming, easy to use and other characteristics, in the industry in the field by the project operator like, so PLC has in the various fields of industrial control has been widely used.Key words:temperature control PLC automatic device目录引言 (4)1、温度控制系统的意义 (4)2、温度控制系统背景 (4)3、研究介绍 (4)第一章硬件设计 (6)第1节硬件配置 (6)第2节 I/O分配表 (8)第3节硬件接线图 (9)第二章软件设计 (10)第1节 PID控制程序设计 (10)第2节 S7-200程序设计流程图 (14)第3节存地址分配与PID指令回路表 (15)第4节 S7-200程序设计梯形图 (16)第三章组态编程 (21)第1节 PLC通信配置与通信方式 (22)第2节网络的通讯PPI协议 (22)第3节组态软件 (23)第4节组态定义外部设备和数据变量 (24)第5节组态界面 (26)第6节启动组态 (26)结论 (28)致 (30)参考文献 (31)引言1、温度控制系统的意义温度及湿度的测量和控制对人类日常生活、工业生产、气象预报、物资仓储等都起着极其重要的作用。
基于S7-200温度控制系统设计
题目: 基于S7-200温度控制系统设计姓名:学院:专业:班级:学号:指导教师: 职称:目录摘要 .................................................................... 1关键字 .................................................................. 1Abstract. ............................................................... 1Key words ............................................................... 21 绪论 ................................................................. 21.1 课题研究的背景及意义 ............................................... 21.2 国内外研究概况 ..................................................... 21.2.1 控制理论的发展状况 ............................................... 21.2.2 温度控制发展现状 ................................................. 31.3 PID控制与智能控制.................................................. 31.3.1 传统PID控制 ..................................................... 31.3.2 智能控制 ......................................................... 31.4 论文的总体结构 ..................................................... 42 温度控制系统的理论分析与研究 ......................................... 42.1 温度对象控制特点 ................................................... 42.2 温度控制的数学模型 ................................................. 42.2.1 温度控制的简化数学模型 ........................................... 42.2.2 温度控制各动态参数的确定 ......................................... 52.3 PID算法介绍........................................................ 52.3.1 模拟PID控制介绍 ................................................. 62.3.2 数字PID控制介绍 ................................................. 72.4 PID参数整定........................................................ 82.4.1 经验法 ........................................................... 82.4.2 Z-N法............................................................ 92.5 PID参数自整定...................................................... 93 温度控制系统的软硬件设计 ............................................. 93.1 温度控制系统的硬件设计 ............................................. 93.1.1 总体设计 ......................................................... 93.1.2 温度传感器 ..................................................... 103.1.3 西门子S7-200PLC介绍 ........................................... 103.1.3.1 可编程逻辑控制器介绍 ......................................... 103.1.3.2 西门子S7-200型PLC ........................................... 103.1.4 模拟量输入模块EM231 ............................................ 103.1.5 电气原理图与接线实物图 ......................................... 103.2 系统的软件程序设计 ............................................... 133.2.1 PLC 的程序设计语言 ............................................. 133.2.2 STEP7 Micro/WIN32 V4.0软件介绍................................. 133.2.3 控制算法描述 ................................................... 133.2.4 PLC编程........................................................ 143.3 组态软件设计 ..................................................... 203.3.1 组态软件概述 ................................................... 213.3.2 MCGS组态软件介绍............................................... 213.3.3 组态软件的具体设计 ............................................. 214 系统的调试 ......................................................... 244.1 系统调试的总体过程 ............................................... 244.2 电阻炉的实验过程 ................................................. 254.2.1 对温度传感器进行标定 ........................................... 254.2.2 测量控对象飞升曲线 ............................................. 254.2.3 开关型温度控制 ................................................. 254.2.4 确定PID的参数 ................................................. 254.2.5 实验调整PID参数 ............................................... 254.3 水壶的实验过程 ................................................... 264.3.1 水壶的飞升曲线 ................................................. 264.3.2 开关型温度控制 ................................................. 264.3.3 确定PID的参数 ................................................. 274.3.4 实验调整PID参数 ............................................... 275 结果分析与结论 ..................................................... 29致谢 .................................................................. 30参考文献 .............................................................. 30基于S7-200温度控制系统设计机械设计制造及其自动化专业学生任航指导教师杨勇摘要:温度控制被广泛地应用在工业生产和生活中,温度控制效果也直接影响到生产效率和产品质量,因而对温度控制系统的控制要求很高。
S7-200+PID温度控制课件

10
PID温度控制示例-任务目标
使用西门子文本显示屏TD200C实 时监测热电阻的实际温度
并且可以通过显示屏设定目标温度 以及PID控制参数。通过PLC实现温 度的PID调节。
11
PID温度控制示例
PID温度控制示例
工作原理 任务目标 实现过程
12
PID温度控制示例-实现过程
屏幕0
用于设定PID 温度控制系统 的目标温度
48
配置TD200C显示屏
步骤7: 定义用户菜单和文字
屏幕0中PLC数据的属性
数据地址为VD2000(后面编写PLC程序时会用到该 地址)。
数据格式为实数(浮点数)。
42
配置TD200C显示屏
步骤7: 定义用户菜单和文字
屏幕0中PLC数据的属性
数据地址为VD412(根据PID回路表VD412中的值既 是Kc)。
数据格式为实数(浮点数)。
显示小数点后两位
允许用户编辑
43
配置TD200C显示屏
步骤7: 定义用户菜单和文字
屏幕1
用于设定积 分时间常数 Ti
4
PID控制理论简介-积分调节
积分调节作用
使系统消除稳态误差, 提高无差度。因为 有误差, 积分调节就进行, 直至无差, 积分 调节停止, 积分调节输出一常值。积分作 用的强弱取决与积分时间常数Ki, Ki越小, 积分作用就越强。反之Ki大则积分作用 弱, 加入积分调节可使系统稳定性下降, 动态响应变慢。积分作用常与另两种调 节规律结合, 组成PI调节器或PID调节器。
6
PID温度控制示例
提纲
PID控制理论简介
PID温度控制示例
工作原理 任务目标 实现过程
基于S7-200PLC电热炉温度控制系统

Automatic Control •自动化控制Electronic Technology & Software Engineering 电子技术与软件工程• 127【关键词】温度控制 电热炉 S7-200 PLC PID本文在研究电热炉温度控制系统问题时,对S7-200PLC 控制系统进行了应用,这一系统具有一定的优越性,能够提供4种不同不同基本单元和6种扩展单元,可以更好地满足温度控制需要。
该系统主要由基本单元、扩展单元、文本显示器、存储卡等元件组成。
本文在进行系统设计过程中,主要采用了CPU226这一型号。
1 总体设计方案本系统以PLC 作为控制器,选用德国西门子S7-200,CPU 226型号PLC ,经过热电偶传感器检测电热炉中的温度,把温度信号转化成对应的电压信号,经过PLC 控制器模数转换后进行PID 调节。
根据PID 输出值来控制下一个周期内的加热时间和非加热时间。
在加热时间内使得继电器接通,电热炉就处于加热状态,反之则停止加热。
2 硬件设计2.1 热电偶传感器热电偶传感器在应用过程中,可以将温度信号转化为电压信号,并且在应用过程中,对高温具有较好的适应性。
热电偶传感器是一种将温度变化转化为电量变化的装置,其中K 型热电偶测温范围大约是0~1000℃。
系统里的烤炉最高温度不过几百度,加上一定的裕度,满足系统设计要求。
2.2 模拟输入模块在对模拟输入模块应用过程中,其可以将接收到的电压信号进行转换,将温度信息转化为0-41mv 的电压信号,以实现对信息的读取,从而对温度进行有效地控制。
与西门子S7-200 PLC 配套有EM231 4TC 模拟量输入模块,也称为热电偶模块。
EM231热电偶模块可直接连接K 型热电偶传感器,无需使用变送器,可直接通过DIP 开关进行组态:SW1~SW8组态为00100000。
2.3 固态继电器(SSR)固态继电器(SSR )能够实现电隔离,从基于S7-200 PLC 电热炉温度控制系统文/潘天赐而更好地满足PLC 控制系统的需要。
西门子S7-200PLC农业大棚温湿度控制
PLC技术及应用课程设计(论文)题目:农业大棚温湿度检测系统课程设计(论文)任务及评语院(系):电气工程学院教研室:自动化目录第1章温湿度检测系统的概述 (1)1.1 概述 (1)第2章主机及扩展模块选择 (2)2.1 主机及扩展模块选择 (2)2.2 温湿度传感器选择 (2)2.3 I/O接口分配 (2)2.4 控制机与外围器件的连线 (4)第3章软件设计 (5)3.1 主程序的设计 (5)3.2子程序的设计 (6)3.3 中断程序设计 (8)第4章课程设计总结 (10)参考文献 (11)第1章温湿度检测系统的概述1.1 概述农业温室大棚为现代农业提供新的生产环境,取得了良好的经济和社会效益。
它可以提高农民收入,提高产业化水平,提高抵御自然灾害能力,延长作物生长时间,提高作物产量。
对于农作物来说,温度和湿度是两个非常重要的条件。
所以能够监控温度和湿度对农业大棚的生产有着十分重要的意义。
温湿度的检测方法很多,本文将介绍以PLC为控制器的温湿度控制系统的设计。
PLC与其他的控制器相比具有较高的抗干扰的能力和高的可靠性,并且对环境的适应行好。
对温湿度的采集,可以选择相应的温度和湿度传感器,将温度和湿度转换成相应的电信号送入控制器中。
PLC拥有丰富的软件功能,在控制器中我们可以用相应的程序将采集来的模拟信号转换成相应的数字信号。
由于数字信号的大小是与被测量有关,但不是温度和湿度的工程量值,所以为了显示温度和湿度的物理量值的大小时,要将数字量进行标度变换。
然后将标度变换所得的结果送入显示器中显示。
其整体结构如图1.1所示图1.1整体结构第2章主机及扩展模块选择2.1 主机及扩展模块选择在温湿度检测系统中,输入量为温湿度传感器检测值,输出量为显示器和提示灯。
主机选择S7-224。
本机集成了14输入/10输出,它最多可以有7个扩展模块,有内置时钟,有更强的模拟量和高速计数的处理能力。
由于温度和湿度都是模拟量,所以选EM231模块做为模拟量输入模块。
基于西门子S7-200PLC温度控制系统设计

73科技资讯 SCIENCE & TECHNOLOGY INFORMATION工 业 技 术DOI:10.16661/ki.1672-3791.2019.08.073基于西门子S7-200PLC温度控制系统设计①李军(广西工业技师学院 广西南宁 530031)摘 要:为了更好地让锅炉在实际用途中发挥功能,该文采用西门子S7-200控制器,对锅炉的温度控制进行了系统设计。
西门子S7-200系列的PLC是一种小型的控制器,可以通过编程控制,把集成电源、输入及输出电路和微处理器集成在一个较小的环境中,更适合用于工业环境。
该文主要以某地水浴锅炉的控制系统设计为例,采用西门子S7-200控制器,进行锅炉温度控制系统的设计。
关键词:西门子S7-200PLC 温度控制 系统设计中图分类号:TG581 文献标识码:A 文章编号:1672-3791(2019)03(b)-0073-02①作者简介:李军(1988—),男,汉族,广西南宁人,硕士,讲师,研究方向:控制工程、自动化领域。
锅炉在物料运输、动能传输等物质的运输上具有非常广泛的应用,但是由于运输时的条件不同,使得锅炉常处于高温或者低温的状态下,尤其在低温的环境中,物质的流动性差,在运输中途,会人为地对锅炉进行加热,以保证顺利运输。
但是锅炉容易出现温度延时和滞后的情况,降低锅炉使用的安全性,甚至会发生事故。
那么由于这种原因,在加温时锅炉所使用的控制系统的好坏,就会对锅炉温度产生重要影响。
随着计算机科技的不断发展,PLC 所具有的逻辑运算和数据处理功能都有了显著的提高,可以将复杂的控制系统嵌在PLC中,目前的PLC已逐渐成为人们设计自动化方案的首要选择。
该文主要以某地水浴锅炉的控制系统设计为例,采用西门子S7-200控制器,进行锅炉温度控制系统的设计。
1 锅炉设计的要求锅炉内的温度根据使用条件和环境的不同,其温度范围一般在-25℃~85℃。
锅炉的控制器一般都是直接放在室外,就算是雪雨、刮风、扬沙也可以正常使用。
S7-200SMART pid 温度控制自定整

S7-200SMART pid 温度控制自定整
200SMART PID 温度控制自整定过程曲线,
用电烙铁芯做的炉子,由温控表采集温度,PLC通讯读取温度,PID输出4-20MA控制SSR固态继电器.
自整定过程中PID输出值会在原来稳定输出值的基础上,上下之间变化几个周期,大约正负2倍,过程值会超调设定值的10%
快整定滞后0.02 偏差0.08 结果 P=9.162, I=0.952
整定后的调节过程曲线. 以下曲线类同.
中整定滞后0.02 偏差0.08 结果 P=4.405, I=0.957
慢整定滞后0.02 偏差0.08 结果 P=2.251, I=1.001
慢整定滞后0.01 偏差0.04 结果P=1.799, I=1.229
通过图示可以了解不同整定方式,控制曲线的.超调,反应速度等等,学习如何手动调节PID三个参数.达到满意的效果.。
基于S7-200的温度控制系统设计

基于S7-200的温度控制系统设计第一章前言1.1 课题研究背景温度是工业生产中常见的工艺参数之一,任何物理变化和化学反应过程都与温度密切相关。
在科学研究和生产实践的诸多领域中, 温度控制占有着极为重要的地位, 特别是在冶金、化工、建材、食品、机械、石油等工业中,具有举足轻重的作用。
对于不同生产情况和工艺要求下的温度控制,所采用的加热方式,燃料,控制方案也有所不同。
例如冶金、机械、食品、化工等各类工业生产中广泛使用的各种加热炉、热处理炉、反应炉等;燃料有煤气、天然气、油、电等[1]。
温度控制系统的工艺过程复杂多变,具有不确定性,因此对系统要求更为先进的控制技术和控制理论。
可编程控制器(PLC)可编程控制器是一种工业控制计算机,是继承计算机、自动控制技术和通信技术为一体的新型自动装置。
它具有抗干扰能力强,价格便宜,可靠性强,编程简单,易学易用等特点,在工业领域中深受工程操作人员的喜欢,因此PLC已在工业控制的各个领域中被广泛地使用[2]。
目前在控制领域中,虽然逐步采用了电子计算机这个先进技术工具,特别是石油化工企业普遍采用了分散控制系统(DCS)。
但就其控制策略而言,占统治地位的仍然是常规的PID控制。
PID结构简单、稳定性好、工作可靠、使用中不必弄清系统的数学模型[3]。
PID的使用已经有60多年了,有人称赞它是控制领域的常青树。
组态软件是指一些数据采集与过程控制的专用软件,它们是在自动控制系统监控层一级的软件平台和开发环境,使用灵活的组态方式,为用户提供快速构建工业自动控制系统监控功能的、通用层次的软件工具。
在组态概念出现之前,要实现某一任务,都是通过编写程序来实现的。
编写程序不但工作量大、周期长,而且容易犯错误,不能保证工期。
组态软件的出现,解决了这个问题。
对于过去需要几个月的工作,通过组态几天就可以完成.组态王是国内一家较有影响力的组态软件开发公司开发的,组态王具有流程画面,过程数据记录,趋势曲线,报警窗口,生产报表等功能,已经在多个领域被应用[4]。
S7-200温度控制

硬件配置和软件环境实验配置西门子S7-200S7-200系列PLC可提供4种不同的基本单元和6种型号的扩展单元。
其系统构成包括基本单元、扩展单元、编程器、存储卡、写入器、文本显示器等。
本论文采用的是CUP224。
它具有24个输入点和16个输出点。
S7-200系列的基本单元如表3-1所示[13]。
表3-1 S7-200系列PLC中CPU22X的基本单元传感器热电偶是一种感温元件,它直接测量温度,并把温度信号转换成热电动势信号。
常用热电偶可分为标准热电偶和非标准热电偶两大类。
所调用标准热电偶是指国家标准规定了其热电势与温度的关系、允许误差、并有统一的标准分度表的热电偶,它有与其配套的显示仪表可供选用。
非标准化热电偶在使用范围或数量级上均不及标准化热电偶,一般也没有统一的分度表,主要用于某些特殊场合的测量。
标准化热电偶我国从1988年1月1日起,热电偶和热电阻全部按IEC国际标准生产,并指定S、B、E、K、R、J、T七种标准化热电偶为我国统一设计型热电偶。
本论文才用的是K型热电阻[14]。
】EM 231模拟量输入模块传感器检测到温度转换成0~41mv的电压信号,系统需要配置模拟量输入模块把电压信号转换成数字信号再送入PLC中进行处理。
在这里,我们选用了西门子EM231 4TC模拟量输入模块。
EM231热电偶模块提供一个方便的,隔离的接口,用于七种热电偶类型:J、K、E、N、S、T和R型,它也允许连接微小的模拟量信号(±80mV范围),所有连到模块上的热电偶必须是相同类型,且最好使用带屏蔽的热电偶传感器。
EM231模块需要用户通过DIP开关进行选择的有:热电偶的类型、断线检查、测量单位、冷端补偿和开路故障方向,用户可以很方便地通过位于模块下部的组态DIP开关进行以上选择,如图3-2所示。
本设计采用的是K型热电偶,结合其他的需要,我们设置DIP开关为00100000。
对于EM231 4TC模块,SW1~SW3用于选择热电偶类型,见表3-3 。
MCGS和S7—200PLC液位温度自动控制系统设计

摘
要 :针对 老式双 储液罐 液位 温度控 制系 统具有 自动化 程度 低且 经 常存 在 时滞 现 象 的不 足 , 提 出了 以 MC G S 作 为 上 位机 、 西 门子
s 7 — 2 0 O P L C作 为核 心控制 器 的设 计方 案 。首 先对常 规 P I D控 制器 、 S m i t h预 估器 以及模 糊 控制 器 进行 了研 究 . 然 后 采用 S m i t h — P I D控 制 策 略消除 了时滞 现象对 控制 系统动 态性能 的影 响 , 最后 , 利用 M a t l a b 软件 对不 同控制 策略 进行 了仿真 比较 。运行 结果 表 明 . 系统运
插式封装( d u a l i n l i n e . p i n p a c k a g e . D I P ) 开关设置 E M 2 3 5 的模拟量输入范围和分辨率 。系统选用 M C G S组态软 件作为上位机 , 主要实现现场 画面动态显示 、 实时 曲线 显示 、 历史数据查 询 、 报警等 功能。P L C通 过 P C / P I 电 缆实现与上位机 的连接 。 1 . 2 系统的硬件组成及控制过程
a d o p t e d f i n a l l y f o r e l i mi n a t i n g t h e i n lu f e nc e o f t i me l a g p h e n o me n o n o n d y n a mi c p e r f o r ma n c e o f c o n t r o l s y s t e m.Th e s i mu l a t i o n s b y u s i n g Ma t l a b s o f t wa r e a r e c o n d u c t e d f o r d i f f e r e n t c o nt r o l s t r a t e g i e s a n d c o mp a r e d.T he r e s u l t s o f o p e r a t i o n s h o w t h a t t h e d e s i g n i s r e a s o n a b l e;t h e s y s t e m r u n s s t a b l y a n d s a t i s ie f s c o n t r o l r e q u i r e me n t s .
S7-200PID温度控制实验
《DCS 与现场总线控制系统应用》之DCS 温度(液位)控制实验实验三S7-200PLCPID 温度调节实验一一、实验目的1、定性掌握PID 控制原理,在此基础上理解PID 各调分量的调节作用;2、掌握S7—200PLC 中PID 调节指令的使用及编程(以温度调节为例,学习使用向导和不使用向导两种编程,本实验不使用向导),并初步学会PID 参数定方法。
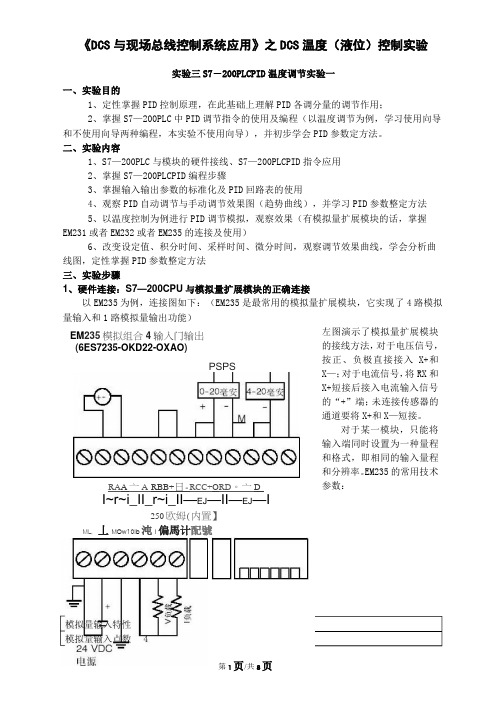
二、实验内容1、S7—200PLC 与模块的硬件接线、S7—200PLCPID 指令应用2、掌握S7—200PLCPID 编程步骤3、掌握输入输出参数的标准化及PID 回路表的使用4、观察PID 自动调节与手动调节效果图(趋势曲线),并学习PID 参数整定方法5、以温度控制为例进行PID 调节模拟,观察效果(有模拟量扩展模块的话,掌握EM231或者EM232或者EM235的连接及使用)6、改变设定值、积分时间、采样时间、微分时间,观察调节效果曲线,学会分析曲线图,定性掌握PID 参数整定方法 三、实验步骤1、硬件连接:S7—200CPU 与模拟量扩展模块的正确连接以EM235为例,连接图如下:(EM235是最常用的模拟量扩展模块,它实现了4路模拟 量输入和1路模拟量输出功能) M L ,丄MO w10lb 沌I 偏馬计配號EM 235模拟组合4输入门输出 (6ES7235-OKD22-OXAO )PSPSRA A 亠A-RBB+日-RCC+O RD 。
亠D-I~r~i_II_r~i_II —EJ —II —EJ —I250欧姆(内置】左图演示了模拟量扩展模块的接线方法,对于电压信号,按正、负极直接接入X+和X —;对于电流信号,将RX 和X+短接后接入电流输入信号的“+”端;未连接传感器的通道要将X+和X —短接。
对于某一模块,只能将输入端同时设置为一种量程和格式,即相同的输入量程和分辨率。
EM235的常用技术参数:下表说明如何用DIP开关设置EM235扩展模块,开关1到6可选择输入模拟量的单/双极性、由上表可知,DIP开关SW6决定模拟量输入的单双极性,当SW6为ON时,模拟量输入为单极性输入,SW6为OFF时,模拟量输入为双极性输入。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
硬件配置和软件环境3.1实验配置3.1.1 西门子S7-200S7-200系列PLC可提供4种不同的基本单元和6种型号的扩展单元。
其系统构成包括基本单元、扩展单元、编程器、存储卡、写入器、文本显示器等。
本论文采用的是CUP224。
它具有24个输入点和16个输出点。
S7-200系列的基本单元如表3-1所示[13]。
表3-1 S7-200系列PLC中CPU22X的基本单元3.1.2 传感器热电偶是一种感温元件,它直接测量温度,并把温度信号转换成热电动势信号。
常用热电偶可分为标准热电偶和非标准热电偶两大类。
所调用标准热电偶是指国家标准规定了其热电势与温度的关系、允许误差、并有统一的标准分度表的热电偶,它有与其配套的显示仪表可供选用。
非标准化热电偶在使用范围或数量级上均不及标准化热电偶,一般也没有统一的分度表,主要用于某些特殊场合的测量。
标准化热电偶我国从1988年1月1日起,热电偶和热电阻全部按IEC国际标准生产,并指定S、B、E、K、R、J、T七种标准化热电偶为我国统一设计型热电偶。
本论文才用的是K型热电阻[14]。
3.1.3 EM 231模拟量输入模块传感器检测到温度转换成0~41mv的电压信号,系统需要配置模拟量输入模块把电压信号转换成数字信号再送入PLC中进行处理。
在这里,我们选用了西门子EM231 4TC模拟量输入模块。
EM231热电偶模块提供一个方便的,隔离的接口,用于七种热电偶类型:J、K、E、N、S、T和R型,它也允许连接微小的模拟量信号(±80mV范围),所有连到模块上的热电偶必须是相同类型,且最好使用带屏蔽的热电偶传感器。
EM231模块需要用户通过DIP开关进行选择的有:热电偶的类型、断线检查、测量单位、冷端补偿和开路故障方向,用户可以很方便地通过位于模块下部的组态DIP开关进行以上选择,如图3-2所示。
本设计采用的是K型热电偶,结合其他的需要,我们设置DIP开关为00100000。
对于EM231 4TC模块,SW1~SW3用于选择热电偶类型,见表3-3 。
SW4没有使用,SW5用于选择断线检测方向,SW6用于选择是否进行断线检测,SW7用于选择测量单位,SW8用于选择是否进行冷端补偿,见表3-4[15]。
为了使DIP开关设置起作用,用户需要给PLC的电源断电再通电。
图3-2 EM231模块DIP开关表 3-3 热电偶类型选择表 3-4 热电偶其他设置3.2 STEP 7 Micro/WIN32软件介绍STEP 7-MWIN32编程软件是基于Windows的应用软件,是西门子公司专门为SIMTIC S7-200系列PLC设计开发的。
该软件功能强大,界面友好,并有方便的联机功能。
用户可以利用该软件开发程序,也可以实现监控用户程序的执行状态,该软件是SIMATIC S7-200拥护不可缺少的开发工具3.2.1安装STEP 7-MWIN32 V4.0在开始安装的时候是选择语言界面,对于版本4.0来说,这时候没有选择中文的,但可以先选择其他语言,见图3-5。
等软件安装好之后再进行语言的切换。
图 3-5 语言选择界面在安装的最后,会出现一个界面,按照硬件的配置,我们需要用232通信电缆,采用PPI的通信方式,所以要选择PPI/PC Cable(PPI),这个时候在弹出来的窗口中选择端口地址,通信模式,一般选择默认就可以了,见图3-6。
图 3-6 通信设置界面如果想改变编程界面的语言,可在软件的主界面的工具栏中选择tools目录下选择option选项,在出现的界面中选择general,然后在右下角就可以选择中文了。
见图3-7所示。
图3-7 语言重设界面3.2.2 系统参数设置系统块用来设置S7-200 CPU的系统选项和参数等。
系统块更改后需要下载到CPU中,新的设置才能生效。
系统块的设置如下,需要注意的是,PLC的地址默认是2,但本设计中需要用到的地址是1,如图3-8。
通信端口的设置,同样的,我们用到的地址是1,如图3-9所示。
图 3-8 “系统块对话框”图 3-9 通信端口设置控制算法描述4.1 PWM技术脉宽调制(PWM)是利用微处理器的数字输出来对模拟电路进行控制的一种非常有效的技术,广泛应用在测量、通信、功率控制与变换的许多领域中。
PWM是一种对模拟信号电平进行数字编码的方法。
通过高分辨率计数器的使用,方波的占空比被调制用来对一个具体模拟信号的电平进行编码。
PWM信号仍然是数字的,因为在给定的任何时刻,满幅值的直流供电要么完全有(ON),要么完全无(OFF) [16]。
本论文中采样周期和加热周期都是10秒。
采样后,根据温差的大小进行PID 调节,转化得到一个加热时间(0-10秒)作为下一个加热周期的加热时间。
例如温差大,加热时间就大,温差小,那么加热时间就小。
程序采用的是粗调和微控两段式控制方式。
在粗控调阶段,占空比恒为一。
在微控制阶段,占空比就根据温差不停地变化。
4.2 PID控制程序设计模拟量闭环控制较好的方法之一是PID控制,PID在工业领域的应用已经有60多年,现在依然广泛地被应用。
人们在应用的过程中积累了许多的经验,PID 的研究已经到达一个比较高的程度。
比例控制(P)是一种最简单的控制方式。
其控制器的输出与输入误差信号成比例关系。
其特点是具有快速反应,控制及时,但不能消除余差。
在积分控制(I)中,控制器的输出与输入误差信号的积分成正比关系。
积分控制可以消除余差,但具有滞后特点,不能快速对误差进行有效的控制。
在微分控制(D)中,控制器的输出与输入误差信号的微分(即误差的变化率)成正比关系。
微分控制具有超前作用,它能预测误差变化的趋势。
避免较大的误差出现,微分控制不能消除余差。
PID控制,P、I、D各有自己的优点和缺点,它们一起使用的时候又和互相制约,但只有合理地选取PID 值,就可以获得较高的控制质量[17]。
4.2.1 PID 控制算法图 4-1 带PID 控制器的闭控制系统框图如图4-1所示,PID 控制器可调节回路输出,使系统达到稳定状态。
偏差e 和输入量r 、输出量c 的关系:c(t)-r(t)=e(t) (4.2) 控制器的输出为:⎥⎦⎤⎢⎣⎡++=⎰td i P dt t de T dt t e T t e K t u 0)()(1)()( (4.3) 上式中, )(t u ——PID 回路的输出; Kp ——比例系数P; i T ——积分系数I; d T ——微分系数D; PID 调节器的传输函数为: ⎥⎦⎤⎢⎣⎡++==S T S T K S E S U S D d i P 11)()()( (4.4) 数字计算机处理这个函数关系式,必须将连续函数离散化,对偏差周期采样后,计算机输出值。
其离散化的规律如表4-5所示:表 4-5 模拟与离散形式所以PID 输出经过离散化后,它的输出方程为:[]00)()()()1()()()()(u n u n u n u u n e n e T T i e T T n e K n u d i P ni d i P +++=+⎭⎬⎫⎩⎨⎧--++=∑= (4.6)式4.8中,)()(n e K n u P P = 称为比例项;∑==ni i pi i e T TK n u 0)()( 称为积分项;[])1()()(--=n e n e TT K n u dpd 称为微分项; 上式中,积分项∑+ni e 1i)(是包括第一个采样周期到当前采样周期的所有误差的累积值[17]。
计算中,没有必要保留所有的采样周期的误差项,只需要保留积分项前值,计算机的处理就是按照这种思想。
故可利用PLC 中的PID 指令实现位置式PID 控制算法量[18]。
4.2.2 PID 在PLC 中的回路指令现在很多PLC 已经具备了PID 功能,STEP 7 Micro/WIN 就是其中之一有的是专用模块,有些是指令形式。
西门子S7-200系列PLC中使用的是PID回路指令。
见表4-7。
表4-7 PID回路指令名称PID运算指令格式PID指令表格式PID TBL,LOOP梯形图使用方法:当EN端口执行条件存在时候,就可进行PID运算。
指令的两个操作数TBL和LOOP,TBL是回路表的起始地址,本文采用的是VB100,因为一个PID回路占用了32个字节,所以VD100到VD132都被占用了。
LOOP是回路号,可以是0~7,不可以重复使用。
PID回路在PLC中的地址分配情况如表4-8所示。
表4-8 PID指令回路表偏移地址名称数据类型说明0 过程变量(PVn)实数必须在0.0~1.0之间4 给定值(SPn)实数必须在0.0~1.0之间8 输出值(Mn)实数必须在0.0~1.0之间12 增益(Kc)实数比例常数,可正可负16 采样时间(Ts)实数单位为s,必须是正数20 采样时间(Ti)实数单位为min,必须是正数24 微分时间(Td)实数单位为min,必须是正数28 积分项前值(MX)实数必须在0.0~1.0之间32 过程变量前值(PVn-1)实数必须在0.0~1.0之间1)回路输入输出变量的数值转换方法本文中,设定的温度是给定值SP,需要控制的变量是炉子的温度。
但它不完全是过程变量PV,过程变量PV和PID回路输出有关。
在本文中,经过测量的温度信号被转化为标准信号温度值才是过程变量,所以,这两个数不在同一个数量值,需要他们作比较,那就必须先作一下数据转换。
温度输入变量的数10倍据转化。
传感器输入的电压信号经过EM231转换后,是一个整数值,他的值大小是实际温度的把A/D 模拟量单元输出的整数值的10倍。
但PID 指令执行的数据必须是实数型,所以需要把整数转化成实数。
使用指令DTR 就可以了。
如本设计中,是从AIW0读入温度被传感器转换后的数字量。
其转换程序如下:MOVW AIW0, AC1 DTR AC1, AC1 MOVR AC1, VD1002) 实数的归一化处理因为PID 中除了采样时间和PID 的三个参数外,其他几个参数都要求输入或输出值0.0~1.0之间,所以,在执行PID 指令之前,必须把PV 和SP 的值作归一化处理。
使它们的值都在0.0~1.0之间。
归一化的公式如4.9:()estpan raw noum Off S R R +=/ (4.9)式中, noum R ——标准化的实数值; raw R ——未标准化的实数值;pan S ——补偿值或偏置,单极性为0.0,双极性为0.5;est Off ——值域大小,为最大允许值减去最小允许值,单极性为32000.双极性为6400。
本文中采用的是单极性,故转换公式为:)32000/(raw noum R R = (4.10)因为温度经过检测和转换后,得到的值是实际温度的10倍,所以为了SP 值和PV 值在同一个数量值,我们输入SP 值的时候应该是填写一个是实际温度10倍的数,即想要设定目标控制温度为100℃时,需要输入一个1000。